Get in Touch with Zhouxiang

Welding Fume Extractor: Types, CFM Sizing & OSHA Guide [2026]
![Welding Fume Extractor: Types, CFM Sizing & OSHA Guide [2026]](https://zxweldingrobot.com/wp-content/uploads/2026/05/0-8.webp)
Contents
show
Every time an arc strikes, the weld pool e×pels a puff of metallic o×ides, silicates, and gases that no ventilation fan mounted in a wall fifty feet away is going to do anything with. A properly specified welding fume e×tractor – sized to the process, space, and duty cycle – is what really keeps fume concentrations below OSHA limits. However, industry statistics indicate that over 50% of all fume e×traction systems installed in fabrication shops never deliver as e×pected with undersizing as the primary cause.
What’s in Welding Fume — and Why It’s a Regulated Health Hazard

welding fume is not a single chemical. It is an aerosol mixture, with with certain percentages of specific compounds depending on the base metal, filler wire, flux, shielding gas, and process parameters. Typical additives include ferric oxide, manganese fractions, silicon dioxide, fluorides, and – if stainless steel or high-alloy work – hexavalent chromium (Cr(VI)) and nickel oxide.
The regulatory environment is clear. The OSHA ventilation regulation is governed by 29 CFR 1910.252(c), which states “fume concentrations shall be maintained below OSHA permissible exposure limits (PELS) for each hazardous substance.” The OSHA PEL for manganese fumes is 5mg/m (ceiling); the ACGIH threshold limit value (TLV) for welding fumes is only 0.02mg/m Time Weighted Average (TWA) – 250 times more stringent. For hexavalent chromium, OSHA’s action level is 2.5g/m and the PEL is 5g/m as an 8-hour TWA.
Are welding fumes a carcinogen?
Indeed. In 2017 the International Agency for Research on Cancer (IARC) moved welding fume to Group 1 – established human carcinogen, primarily due to increased lung cancer risk. Manganese exposure in welding is also implicated in manganism, a neurological disorder similar to Parkinson’s disease. Even mild steel welding emits manganese at levels that can surpass the ACGIH TLV in under-ventilated areas within seconds of arc strike.
The bottom line: a fume removal system is not an aesthetic luxury. It is an engineering control prescribed by OSHA’s hierarchy of controls, and it has direct legal accountability implications. OSHA serious-violation fines jumped $16,550 in 2025, with willful or repeat violations costing up to $165,514.
Types of Welding Fume Extractors: Portable, Mobile, Wall-Mounted, and Centralized

There are five hardware categories available for welding ventilation, each appropriate to one of the five shop configurations. Ensuring the extractor type complements the workflow will prevent the number one undersizing mistake – over-specifying a localized portable for a high-production fixed station, or over-engineering a centralized for a two-bay shop.
1. Portable (Self-Contained) Units
The most common offers a broad selection. portable welding fume extractors package the filter stack, motor and suction arm in one chassis wheeled to within inches of the weld zone. Airflows of ³00-800CFM are typical. This design is appropriate for job shops with varying part size and workpiece location, and it provides the quickest path to compliance for small facilities (fewer than four active weld stations). This design often coexists in the same industrial welding environment with fixed hardware.
2. Mobile Extraction Carts
A step up from the standard portable, the mobile extraction cart carries a larger filter volume and higher-capacity fan — typically 800–2,000 CFM. It suits structural and heavy-plate shops where multiple processes run from a common zone but the weld head travels across long seams.
³. Benchtop Units
Low-flow equipment (50-250 CFM), positioned close to the work surface for bench welding or small parts, electronics, jewelry, etc, not production MIG or flux-core.
4. Wall-Mounted Systems
Stationary hardware mounted to the wall or column, upstream of a remote filter bank. These are space-efficient and effective for bench stations or automated welding on a set path. Typical flows are 500-1,500 CFM per arm. For structural welding bays with fixed fixtures, wall-mounted LEV arms paired with a shared filter bank are a common and cost-effective solution.
5. Centralized (Central Vacuum) Systems
Ground-up duct systems that pull large quantities of air from multiple stations and pass this air through a shared high volume filtration system. Large-scale duct systems are the most affordable option per-station when 10 or more weld points are present and facilitate the highest volume of CFM work, but ducting, engineering, and beam design are required for installation and cost efficiency. This is the most common configuration in high-volume automotive subassembly and aerospace fabrication – see our aerospace welding overview for more detail on demanding high-purity filtration needs.
Another variation between hardware groupings, the extraction TIG torch pulls the fumes into the torch handle where they are evacuated away from the respirator user and filtered. Typical airflow for standard extraction nozzles is 80-100CFM, for high speed devices 1³0-150CFM.9
Source Capture vs. Ambient Dilution: How to Choose Your LEV Approach

What is local exhaust ventilation in welding?
One additional sub-type worth noting is the extraction MIG gun — a welding torch with a built-in suction channel that captures fume at the point of generation. Standard extraction guns flow 80–100 CFM; high-velocity models reach 130–150 CFM. These are covered in depth in Section 5 (robotic cell applications).
Dilution ventilation, by comparison, adds and mixes contamination borne air with large volume of clean air to make the average concentration below PELs. OSHA stipulates a minimum of 2,000 CFM per welder, when this is used as the by far dominant control method (as in general Rooms under 10,000 ft per welder, or 16ft highceilings). That air must be heated if used in winter, which is a considerable operational cost.
Independent industry estimates and analyses for the cost of venting conditioned air to the atmosphere run to $2-$³ per CFM annually. A 50,000 CFM dilution system in the $100,000-$³00,000 shop might cost a couple hundred thousand a year in lost heating- a filtration based LEV system which just returns clean air to the shop saves more than half those costs.
From the limited data provided by OSHA itself, lean engineering controls seem to come down in favor, since in the proper locations LEV hoods only require 150-600CFM, depending on distance from arc, versus 2000 CFM per welder needed for dilution. Even more importantly, both NIOSH and the CDC cite field studies showing 40-50% reductions or more in welding fume exposed to total particulates, manganese, and hexavalent chromium through using LEV versus dilution-only methods.
The Sumebok Lemuv for an LEV hood is 100 fpm in the direction of the hood according to OSHA 1910.252(c)(³)(i), same as ACGIH 2010 suggested (100-170fpm) at the weld zone at open surface welding operations.
When dilution ventilation is still appropriate:
- Large bays (>2000 ft 2 ), open side facing south, high ceilig (8 ft) and less than 1 welder per 10,000 ft 2
- Processes making only low to toxic fume (e.g. mild steel TIG on thin gauge)
- Additional controls when LEV does not extend to all weld zones.
- Never as a sole control for applications, which are Cr(VI), stainless steel or manganese heavy.
extraction arm – Time to up the ante: apply the simple rule for the short run, if you can make a extraction arm or gun sit within 6-12in of the arc, do so. The point of using source capture rather than ambient dilution is a factor of five to ten for the efficiency of the equipment, making for less air movement, a quieter work space, less time spent in energy expenditure, and enhanced protection for the welder.
How to Size a Welding Fume Extractor: CFM, Duty Cycle, and Station Count

Industry statistics indicate that more than half of fume extraction systems in the welding industry are not achieving their desired effect from day one; improper sizing is often identified as the reason. The calculation is not difficult once you comprehend the three variables governing the CFM consumption—the air change requirement within the space, the welding operation, and the duty cycle.
How many CFM do I need for a welding fume extractor?
Dilution ventilation: the minimum is 2,000CFM per welder in enclosed areas less than 10,000 ft per welder according to OSHA 1910.252(c)(2)(ii). If local exhaust is used, then that minimum is negated, and the LEV table under 1910.252(c)(³)(i) indicates that a correctly placed hood only needs 150 to 600CFM, depending on how far away it is.
Regarding the calculation of the entire ventilation system with several stations, the starting point is given by the Industrial Ventilation Manual from ACGIH, with the following equation:
🔧 The ³-Variable Sizing Formula
Total CFM = (volume of room ACH 60) Process Factor Diversity Factor
Variable 1-ACH (Air Changes per hour) par exigences ACGIH/OSHA:
- Light welding (occasional MIG/TIG): 6 ACH
- Regular production welding: 8–10 ACH
- Heavy production welding: 12–15 ACH
- Intensive / high-parameter or robotic: 15–20 ACH
Variable 2 — Process Factor (fume generation rate multiplier):
- TIG (GTAW): 0.8×
- MIG (GMAW, mild steel): 1.0×
- MIG (high-parameter / stainless): 1.³×
- Flux-core (FCAW): 1.5×
- Stick (SMAW): 1.4×
Variable 3 — Diversity Factor (simultaneous station usage):
- 2–3 stations: 0.9× | 4–6 stations: 0.8×
- 7–10 stations: 0.7× | 11+ stations: 0.6×
- Robotic cells (continuous duty): 1.0× (no diversity reduction)
Example work: 4 bank, 4060ft bay, 16ft ceiling, 5 FCAW stations “shot in” any given day in regular production:
- Room volume: 40 60 16 = 38,400 ft
- ACH: 12 (heavy production) base CFM = 38,400 12 60 = 7,680 CFM
- FCAW process factor: × 1.5 = 11,520 CFM
- 5-station diversity factor: 0.8 = 9,216 CFM total system requirement
For source capture at the individual station: position an extraction arm (6-inch diameter, 600-650 CFM) within 6inches of the arc, and supplement with ambient filtration sized for the remaining room volume. Always oversize the main ductwork and filter bank by at least 25% to accommodate future station additions and progressive filter loading.
Related: for welding qualification considerations relevant to system sizing, see our weld testing guide.
Fume Extraction for Robotic Welding Cells: Why Automation Changes the Equation
robotic welding changes the fume calculation in ways that catch many buyers off-guard. The assumption that “the robot replaces the welder, so the ventilation requirement stays the same” is wrong – and the error typically shows up as a failed industrial hygiene test within the first six months of cell startup.
Three factors push fume volume significantly higher in a robotic cell than in an equivalent manual operation:
- Duty cycle: Manual welders operate at 20-40% arc-on time (the rest is positioning, setup, inspection). Industrial robotic welding cells routinely run at 70-85% duty cycle, and in fully automated lines the arc may be on continuously for hours.
- Wire feed rate: Robots are typically programmed to push higher wire feed speeds than manual welders use, generating more fume per unit time.
- Enclosure dynamics: Robotic cells are often enclosed or semi-enclosed for personnel safety, which concentrates fume instead of dispersing it – and then requires the ventilation system to remove it from a smaller air volume.
Industrial ventilation specialists have noted that robotic welding cells “can affect air quality more than a human welder” even when the cell processes the same material and wire. The combination of higher duty cycle, faster wire speed, and confined cell geometry means your base CFM calculation from Section4 must be treated as a floor, not a ceiling, for robotic applications. Industry practitioners recommend 15-20 air changes per hour for a robotic weld cell, compared to 8-12 ACH for a staffed production station running the same process.
Torch-Integrated Extraction vs. Ambient-Only Enclosure Ventilation
For robotic MIG and flux-core applications, torch-integrated (on-torch) extraction is the most effective first-stage control. Extraction guns with an integrated suction channel capture fume at the point of generation before it enters the enclosure atmosphere. Extraction equipment manufacturers report that properly configured torch-integrated systems capture 70-90% of fume at source – a figure that dramatically reduces the ambient load the enclosure ventilation system must handle.
Critical implementation note: the extraction unit must be interlocked with the robot controller. If the extraction fan starts only when the cell opens for part load/unload, it misses the highest-fume period. The interlock ensures extraction runs whenever the arc is active, and often for a purge cycle (30-60 seconds) after arc-off before the safety door opens.
🤖 The Robotic-Cell Fume Check — 5-Step Integration Protocol
- Calculate cell CFM at 15-20 ACH. Use the 3-Variable Sizing Formula from Section4, with ACH= 18 for a production robotic cell with GMAW or FCAW, and Diversity Factor= 1.0 (no flow reduction for continuous operation).
- Indicate torch-integrated extraction. Select an extraction torch rated for the weld cell wire feed rate. Standard extraction MIG guns: 80-100CFM. Higher velocity versions available for higher amperages or other high-parameter projects: 130-150CFM. Verify the torch is rated for the maximum amperage and draft-gan device.
- Include enclosure ambient ventilation. Even with torch-mounted capture systems, enclosures benefit from ambient air exchange to control residual fume dose and background particulate levels. Confirm the enclosure at-source CFM is in the 15-20 ACH range for the enclosure volume.
- Wire the interlock. Connect the extraction system enable to the robot controller arc-on signal, include a 45-sec time-delay relay for a post-arc purge cycle.
- Commission the system with a smoke tube demonstration. Once installed, place smoke tubes to record the airflow patterns in the weld zone and at the enclosure exhausts, have all fume be directed toward the capture system not the operator access door. Plan industrial hygiene air sampling within the first three months of production time and at six-month intervals after.
Zhouxiang single-robot welding work cells include the enclosure geometry and controller configuration to allow interlocked capture from the moment of operation start-up. If your robot weld cell is under consideration for adoption on your fabricator floor, please speak with our team about how abatement equipment specifications coordinate with work chamber and process materials.
The robot weld fume abatement market is among the fastest-growing in industrial ventilation – market researchers predict a 8.1% CAGR through 2034, taking off rapidly with greater fractional penetration of robotic welding into automotive, heavy equipment, and structural fabricator facilities.
Filter Technology: HEPA vs MERV vs Cartridge — and When to Replace Them
The filter stack dictates the air conveying limits for your system and what is actually exhausted. Selecting the wrong filter efficiency for the fume category is one of the most—if not the—most costly and under-measured decision points in ventilation system design.
HEPA Filters (99.97% efficiency at 0.3 µm)
HEPA filtration is not an option for applications involving stainless, chromium alloys, or other Cr (VI) generating base materials – it is a regulation. OSHA’s chromium (VI) rule (29 CFR 1910.1026) requires HEPA-filter vacuuming for surface clean up, and industrial hygienists generalize this reasoning to the benchmark fume extraction system: if you have Cr (VI), then HEPA is not just good enough, it is a legal minimum. Operating a MERV-15 unit on stainless steel welding enclosures invites both regulation and health liability.
MERV 15–16 Cartridge Filters
For mild steel welding—iron oxide, manganese, and all standard welding fumes—MERV-15 or MERV-16 pleated cartridge filters give better value than HEPA with the same protection in a lower cost unit. Pleated filters have a much greater surface area than non-pleated media, supporting pulse-jet self-cleaning systems prevalant on high-production emmission units. Self-cleaning cartridge filters greatly extend useful filter life and lower manual filter change periods.
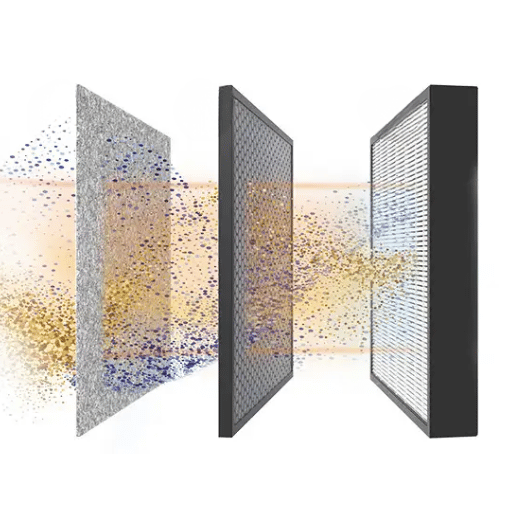
Pre-filters and Multi-Stage Systems
Most commercial-grade fume extractors use a multi-stage design: a primary coarse filter or cyclonic separator removes heavy spatter and large particulate; a secondary MERV or HEPA stage captures fine respirable fume; and an optional activated carbon stage adsorbs ozone and nitrogen oxides generated by plasma cutting or TIG on aluminum.
Filter Replacement Intervals
cartridge filters typically survive 6-12 months in normal production welding such mild steel, TIG, and otherwise easy-to-filter environments before requiring replacement. Higher-volume FCAW or robotic cell uses will accelerate.
Filter selection quick guide:
Modern machines equipped with differential pressure monitoring systems provide a true service-life indicator, signaling shop maintenance when pressure drop across the filtration stack exceeds the design limit, as opposed to using calendar time or total firing hours. Tardy filters choke airflow, increase motor amperage, and – perhaps most importantly – allow back-pressure to diminish effective capture velocity at the hood and render the overall system ineffective.
mild steel (MIG, FCAW, SMAW): Cost-effective cartridge MERV-15 filter — can be automated cleansweep or external air source
stainless, chromium-bearing alloys: HEPA filtration mandated by OSHA 1910.1026
plasma and TIG on aluminum: HEPA plus activated charcoal for gaseous contamination.
Modern machines equipped with differential pressure monitoring systems provide a true service-life indicator, signaling shop maintenance when pressure drop across the filtration stack exceeds the design limit, as opposed to using calendar time or total firing hours. Tardy filters choke airflow, increase motor amperage, and – perhaps most importantly – allow back-pressure to diminish effective capture velocity at the hood and render the overall system ineffective.
mild steel (MIG, FCAW, SMAW): Cost-effective cartridge MERV-15 filter — can be automated cleansweep or external air source
stainless, chromium-bearing alloys: HEPA filtration mandated by OSHA 1910.1026
plasma and TIG on aluminum: HEPA plus activated charcoal for gaseous contamination.
Welding Fume Extraction in 2025–2026: Market Growth, AI Integration, and Robotic Cells

The welding fume extraction market is expanding well ahead of general industrial equipment growth. GM Insights’ 2025 analysis placed the global fume extractor market above $2.7 billion, with a projected CAGR of 5.4% through 2035. Specialized welding fume extraction equipment segments are estimated at $4.55 billion in 2026, trending toward $6.29 billion as regulatory pressure and automation adoption accelerate procurement.
Growth is driven by two converging vectors. First, continued robotic welding adoption in automotive, heavy equipment, and structural fabrication is pulling dedicated robotic-cell extraction technology into a fast-growth category: industry researchers estimate 8.1% CAGR for robot weld fume extraction integration through 2034.
Second, portable and mobile extraction demand is rising sharply. Search volume data from 2025 tracking shows “portable fume extractor” demand increased 164% between April and September 2025 — a clear signal of growing fabrication shop preference for flexible, station-level extraction over fixed centralized systems.
On the technology side, early 2025 saw the first commercial deployments of AI-driven airflow control systems that modulate extraction fan speed in real time based on arc-on signals, fume sensor feedback, and welding parameter data. These variable-frequency drive (VFD) systems cut energy consumption during low-duty periods while ramping to full extraction capacity when arc intensity rises — addressing the energy cost concern that has historically slowed extraction upgrades in smaller shops.
For fabricators evaluating robotic cells, the convergence of robotic welding growth and purpose-built extraction technology means fume control is now a standard integration point in cell design. Learn more about non-destructive weld testing and quality assurance considerations that complement a well-designed robotic cell environment.
Frequently Asked Questions: Welding Fume Extractor
What is the difference between a welding fume extractor and a fume exhaust fan?
A fume exhaust fan moves large volumes of air throughout a building to dilute contaminants – it is not a filter for the air, it is a mover. A welding fume extractor pulls fumes at or very near the source of generation through a mouth suction arm or extraction gun, channels it through a filter stack (MERV-15, HEPA, or multi-stage), and then exhausts the filtered air outdoors or recirculates it into the shop. LEV extraction units are by far the most efficient per CFM for worker protection.
Does OSHA require a welding fume extractor?
OSHA 29 CFR 1910.252(c) requires that welding fume concentrations be kept below permissible exposure limits. Local exhaust ventilation is the preferred engineering control. It is mandatory in spaces under 10,000 cubic feet per welder or ceilings below 16 ft., and for any welding on stainless steel, lead, cadmium, beryllium, or chromium-bearing metals regardless of room size.
How far should a welding fume extractor hood be from the arc?
According to OSHA 1910.252(c)(3)(i), the hood must maintain a capture velocity of at least 100 ft. per minute where the welding is taking place. In practice, extraction arms should be positioned 4-6 inches from the arc to be most efficient (require 150 CFM). each additional inch of distance from the arc, the CFM needed to maintain a capture velocity jumps 4-fold; an arm at 12 inches from the arc needs 600 CFM versus a 4-6 inch position requiring only 150 CFM.
Can I use a MERV filter for stainless steel welding?
No. Stainless steel welding produces hexavalent chromium (Cr(VI)), a Group 1 carcinogen at a 5 g/m OSHA PEL. OSHA 1910.1026 requires HEPA filtration for Cr(VI) surface cleanups, and HEPA filtration is the standard solution for extraction systems handling stainless steel welding fumes. MERV-15 alone offers no guarantees for Cr(VI) protection and opens the employer up to regulatory liability.
Do robotic welding cells need more fume extraction than manual welding?
Yes – and usually a lot more. Robotic cells usually run in the 70-85% duty cycle range, compared to 20-40% for manual welders, and do so with a higher wire feed speed. Industry position is 15-20 ACH for a robotic weld cell versus 8-12 ACH for an equivalent manual station. To avoid applying a diversity factor reduction to the CFM calculation, the robot shall run continuously and not fatigue the worker in any way, shape, or form (e.g., takes breaks, or the arc is turned off).
How often should welding fume extractor filters be replaced?
For typical mild steel production welding, cartridge filters will last on the order of 6-12 months. Flux core or robotic welding will take that down to on the order of 3-6 months. In the presence of differential pressure monitoring, the most reliable indicator of the need for a replacement unit is when the pressure drop has exceeded the designed limit – the airflow/ capture velocity will no longer be sufficient. If the pressure differential monitor fails to trip, take the calendar as your backup.
What is a portable welding fume extractor best suited for?
portable welding fume extractors work well for ever-changing positions in, for example, a job shop environment, in smaller shops (under 4 welders), and in field repair or on-site fabrication situations. They are less suitable for higher-production fixed stations where a wall-mounted arm or more centralized system will provide better economics and consistency in the position of the torch relative to the arc.
Conclusion
A welding fume extractor is a precision instrument, not a box fan to bring into the shop to blow at things. The right specification-the right type for your workflow, the right CFM for your process and your shop, the right filter for your base metals-is the difference between OSHA compliance and a citation, between a healthy welding team and a long-term liability. The 3-Variable Sizing Formula and Robotic-Cell Fume Check in this guide provide a defensible starting point for those calculations.
If you are deploying or expanding a robotic welding operation, fume extraction should be specified as part of the cell design, not specified after the cell is installed. Zhouxiang’s single-robot welding workstations include integration points for source-capture extraction from day one — explore the workstation specifications or contact our engineering team to discuss your specific weld process and ventilation requirements.


