
Póngase en contacto con Zhouxiang
La soldadura estructural se sitúa en la convergencia de tres presiones en 2026: un código dramáticamente actualizado (AWS D1.1:2025), una fuerza laboral empeñada en automatizar más rápido que lo que hizo con FCAW en los años 80, y una industria siderúrgica actualmente des -GA-ing, re-shoring 50% y burlarse de los trabajadores de las fundaciones. Esta guía está escrita para las personas que realmente poseen esas decisiones: propietarios de talleres de fabricación, ingenieros de soldadura, gerentes de calidad, compradores de nuevos equipos; no para el estudiante de secundaria que está considerando una carrera en soldadura.
Al final de este artículo, comprenderá lo que se modificó en el AWS D1.1 entre las versiones 2020 y 2025, - determinará el proceso de soldadura que mejor se adapta a cualquier servicio/propósito, - colocará la soldadura estructural robótica en contexto, identificará dónde es aplicable y dónde no, -identifique los parámetros que AWS D1.1 exige en 2026 para la calificación e inspección de procedimientos, y -conozca el panorama regulatorio y de mercado inmediato de 12 a 24 meses.
Especificaciones rápidas « Soldadura estructural (instantánea de 2026)
| Código de gobierno (EE. UU.) | AWS D1.1/D1.1M:2025 « Código de Soldadura Estructural, Acero (2a edición, ciclo de revisión de 5 años) |
| Metales base primarios | ASTM A³6, A572 Gr. 50, A992; A913 Gr. 80 añadidos en 2025 (Grupo V) |
| Procesos de campo comunes | SMAW (palo) y FCAW-S (núcleo fundente autoprotegido) |
| Procesos de tienda comunes | FCAW-G, GMAW (sólido + con núcleo metálico), SAW |
| Inspección (D1.1 Cláusula 8) | VT obligatorio; MT, PT, UT, PAUT según documentos contractuales |
| Calificación de soldador | AWS D1.1 Cláusula 6 « por posición (ranura 1G-staño 4G, filete 1F-staño 4F) |
| Adopción robótica | Mercado mundial de soldadura robótica $10.44B (2025) → $11.49B (2026), CAGR 9.94% |
¿qué es la soldadura estructural?

La soldadura de miembros portadores de carga de estructuras de acero (columnas, vigas, cerchas, vigas de placas, miembros de puentes y detalles de conexión -ñan a un código que regula el diseño, calificación, fabricación y examen) es soldadura estructural. En los Estados Unidos, el código AWS D1.1/D1.1M, Código de soldadura estructural 'Acero-, publicado por la Sociedad Estadounidense de Soldadura es el código. Los códigos para otros materiales son ASTM AWS D1.2 para aluminio, D1.3 para chapa de acero, D1.4 para barra de refuerzo, AASHTO/AWS D1.5 para puentes, D1.6 para acero inoxidable, D1.7 para lámina de aluminio.
Esta distinción es significativa porque parte del acero soldado no es acero estructural especificado en código. Si bien un soporte de pasamanos y una conexión de viga-columna que resiste el momento están soldados sobre acero, solo este último está cubierto por D1.1: el procedimiento de soldadura, el soldador, el detalle de la unión, el metal de aportación, la inspección y los registros.
La escala tiene sentido. Un porcentaje no trivial de los 1.884 millones de toneladas registrados por el Asociación Mundial del Acero en 2024, como acero bruto mundial, en 2024 tuvo que terminar como miembros estructurales soldados para edificios, puentes, refinerías y centrales eléctricas, lo que se puede decir que es el producto de cada una de esas soldaduras.
Para los fabricantes estadounidenses típicos, generalmente es así: los documentos contractuales requieren un código de construcción (por ejemplo, IBC); el código de construcción, a su vez, requiere AISC 360 para el diseño de acero; el AISC360 vuelve a referirse al AWS D1.1 para conexiones soldadas; Luego, D1.1 se refirió a las especificaciones de la serie AWS A5 para metales de aportación y ASTM para metales básicos. Atornille cualquiera de esas capas y la conexión no sería conforme incluso si el charco pareciera bonito.
AWS D1.1:2025 « Cambios de código que los fabricantes de acero necesitan saber

AWS D1.1 tiene un calendario de revisión de cinco años y AWS D1.1/D1.1M:2025, la 23.a edición reemplaza a AWS D1.1:2020. Estos cambios de 2025 fueron mayores que los de los cosméticos. Incluyen cálculos de resistencia lateral de diseño, requisitos para WPS precalentado, distancias de precalentamiento, aceptación de inspección y soldadura de pernos.
Aquí está el resumen práctico que necesitarán la mayoría de las tiendas.
¿qué cambió en AWS D1.1:2025 vs 2020?
| Área | AWS D1.1:2020 | AWS D1.1:2025 |
|---|---|---|
| Fuerza del diseño (Cláusula 4.7) | Diseño de estrés permitido (ASD) únicamente | Se agregó ASD + Diseño de factor de carga y resistencia (LRFD); La Tabla 4.3 enumera las fortalezas disponibles |
| Clasificación de metales de relleno | Referencias a AWS A5.36 en todas partes | Se eliminaron todas las referencias A5.36 (se retiró la especificación); Los electrodos permanecen clasificados en A5.18, A5.20, A5.28, A5.29 |
| Gas de protección (Cláusula 5.6.4) | No está claro qué gases califican para WPS precalificado | Define Equivalente de Oxígeno (OE = %O2 + 0,5 × %CO2); El gas de producción debe cumplir con el límite OE del fabricante del electrodo |
| Distancia de precalentamiento (Cláusula 7.6.2) | Extienda el espesor máximo del metal base en todas las direcciones, no menos de 3 « | Para t<1,5®: al menos 2× de espesor. Para t≥1,5®: al menos espesor, no inferior a 3® |
| Geometría de discontinuidad (Cláusula 8.10.1) | Definiciones de lineal versus redondeado no explícitas | Lineal = largo > 3× ancho; Redondeado = largo ≤ 3× ancho o irregular |
| Certificación de personal de END (Cláusula 8.14.6) | Referencia general a la práctica patronal | Dos rutas explícitas: basada en el empleador según ASNT SNT-TC-1A o ANSI/ASNT CP-189; tercero según ANSI/ASNT CP-9712, CAN/CGSB-48.9712 o ISO 9712 |
| Soldadura de pernos (Cláusula 9) | Tipos A, B, C | Tipo D añadido ^ alambre/barra deformada según ASTM A706/A706M Grado 60; prueba de tensión 125% de rendimiento mínimo especificado |
| Nuevo metal base | A913 Gr. 70 en el grupo inferior | A913 Gr. 80 añadido al nuevo Grupo V en la Tabla 5.6 |
La inclusión del enfoque LRFD en el código es una novedad. Los supuestos esenciales sobre las relaciones de carga muerta y viva y la confiabilidad estructural son los mismos, si no idénticos, que los derivados de ANSI/AISC 360 en las últimas décadas. Para lograr una confiabilidad específica, se podría realizar un ajuste de los factores de reducción de resistencia AISC 360 LRFD.
« Travis Green, Tom Schlafly, Mike Gase, Subcomité de Estructuras de Acero D1Q de AWS, AWS Welding Journal
Algunas implicaciones orientadas a las tiendas para 2026: 1. Si un WPS hace referencia a AWS A5.36, será necesario revisarlo a una de las otras especificaciones restantes de A5 a tiempo para evitar que otras variables críticas desencadenen la recalificación. 2. Los talleres que realicen trabajos estructurales de sección delgada (menos de 1,5 pulgadas) podrán calentar un perímetro más pequeño cuando utilicen el nuevo requisito de distancia de precalentamiento, lo que significa menos tiempo de soplete, menos costo de combustible y un aumento más rápido de las soldaduras una vez que el precalentamiento ya no obstruya la producción.
Procesos comunes de soldadura de acero estructural

Cinco procesos de soldadura representan la mayor parte del tonelaje de fabricación estructural. Existe un nicho justificable para cada entorno, geometría de unión, medidores de materiales y estructura de costos de mano de obra. Una respuesta correcta no es simplemente “seguir el mismo proceso”.
| Proceso | Clase AWS | Deposición | Posición | Mejor para |
|---|---|---|---|---|
| SMAW (Palo) | A5.1, A5.5 | ~3 libras/hora | Todo | Reparación de campo, soldaduras cortas, movilidad |
| FCAW-S (autoprotegido) | A5.20, A5.29 | 5-8 lb/h | Todo | Soldadura en campo al aire libre/viento |
| FCAW-G (protegido contra el gas) | A5.20, A5.29 | 8-12 lb/h | Todo | Tienda de soldaduras a escala de molino, operadores de habilidades mixtas |
| GMAW (sólido + con núcleo metálico) | A5.18, A5.28 | 6-14 lb/h | Todo (sólido: fuera de posición limitada) | Soldaduras de taller limpias, sin escoria, células robóticas |
| VIO | A5.17, A5.23 | 15-60+ lb/h | 1F, 1G principalmente | Soldaduras largas, continuas y de múltiples pasadas (vigas en I, vigas de placa) |
Algunas excepciones que la tabla no admite. Todos los electrodos de varilla AWS 7018 que son el caballo de batalla de la soldadura de SMAW estructural son H4 (4 ml/100 g de depósito). Todos los cables FCAW autoprotegidos son H8 o más, no H4 en química autoprotegida. Si una especificación de campo requiriera H4, normalmente sería para SMAW con electrodos de bajo hidrógeno, no para FCAW-S.
Sin embargo, hay un tipo de alambre semiprotegido que necesita su propia discusión. Los alambres con núcleo metálico son en realidad alambres GMAW (sin fundente, limpieza más fácil como el alambre sólido), pero se depositan como FCAW (alta deposición). Un amplio grupo de soldadura es más tolerante con la escala del molino que el alambre sólido y permite una mayor variabilidad del operador.
Para un taller que tiene una variedad de niveles de habilidad de soldador, esta es la opción de alta deposición que más perdona al operador.
📐 Nota de ingeniería
Tabla 5.1. para la presentación precalificada de WPS (Especificación de procedimiento de soldadura) según AWS D1.1:2025 ahora se divide en grupos de procesos separados (SMAW,SAW, GMAW/FCAW). También se divide por modo de funcionamiento (modo de transferencia pulsada y sin cortocircuito). También se agrega el límite en el perfil máximo de soldadura.
Asegúrese de que sus procedimientos precalificados actuales sean auditados según esta nueva tabla antes de transferirlos ciegamente a partir de 2020.
Campo versus tienda: cómo la aplicación impulsa la elección del proceso

El mayor gasto en cualquier operación de soldadura es la mano de obra. Cada momento que un operador no deposita metal de soldadura (cambio de electrodos, reposicionamiento, rectificado, espera de precalentamiento, etc.) llega a la empresa que paga a la tarifa completa. De hecho, para el acero estructural, la selección del proceso es principalmente una cuestión de productividad.
Esta matriz, superpuesta con la aplicación, hace evidentes los dos factores que determinan el costo: ubicación (campo versus tienda) y espacio de estados (producción versus movilidad).
| Campo | Tienda | |
|---|---|---|
| Dominante en la producción (soldaduras largas, operador estacionario) | FCAW-S « alta deposición, tolerante al viento, sin gas protector que perder | VIO o FCAW-G “tasas de deposición más altas, escoria gestionada en estación fija |
| Dominante en movilidad (soldaduras cortas, reposicionamiento, acceso mixto) | SMAW «portátil, sencillo, familiar para la mayoría de los soldadores | GMAW con núcleo metálico «sin escoria, reinicio rápido, tolerante a la escala del molino |
Tres datos específicos de la comparación real de Hobart Brothers muestran el gran juego de la productividad. Un cable sólido SAW de 1/8" a 100 wfs, 30 V, 650 A tiene una velocidad de desplazamiento de 22 « por minuto. para un tamaño de soldadura objetivo determinado. El cable del mismo tamaño y diámetro funciona como un núcleo metálico a 150 wfs (los mismos 30 V, 650 A) obtiene 27,5 ipm. para realizar la misma soldadura: +25% velocidad de desplazamiento, -25% entrada de calor. En una costura de vigas de 40′, son unos 10 minutos menos de tiempo de arco por soldadura y menos distorsión para enderezar en el campo.
✔ Cuando gana el palo
- El operador debe reposicionarse entre la mayoría de las soldaduras
- La velocidad del viento evita procesos de gas protegido
- Requisito de H4 bajo en hidrógeno (FCAW-S alcanza su máximo en H8)
- Las compensaciones de los niveles de experiencia de soldadores mixtos '-stan SMAW es la base
- Reparación en campo de estructuras en servicio con acceso limitado
⚠ Cuando el palo pierde
- El operador permanece estacionario en tramos largos de filete o ranura
- El tiempo del ciclo rige el cronograma del proyecto
- Soldaduras de múltiples pasos donde se componen la tasa de cambio de electrodos
- Condiciones de la tienda con suministro confiable de gas protector
- Carro de soldadura robótico o mecanizado disponible
Si un proyecto permite el cambio de proceso, los costos de recalificación generalmente se reembolsan dentro de un solo proyecto. Muchos códigos estructurales de AWS D1.1 Cláusula 5 permiten WPS aprobados por nombre en ciertos niveles de producción, lo que reduce los costos de recalificación al seguir con FCAW o al cambiar de cable sólido a cable con núcleo. Pensemos en los ahorros en varios proyectos que siguen.
Soldadura robótica para acero estructural « donde gana la automatización (y donde no)
El mercado mundial de soldadura robótica en 2025 generó 10,44 mil millones de dólares y crecerá a 11,49 mil millones de dólares en 2026 (una tasa de crecimiento de 10,05%). Y el encontrado a 10 años Investigación de precedencia las proyecciones pronostican que puede alcanzar hasta 26,94 mil millones de dólares para 2035 (una tasa compuesta anual de 9,941 TP3T). Y la fabricación de acero estructural será uno de los segmentos de aplicación macro que impulsarán ese crecimiento, pero debido a las limitaciones no todos los talleres estructurales encajan. Si los ignora, los límites son cómo las inversiones en bienes de capital de siete cifras se encuentran en bahías infrautilizadas.
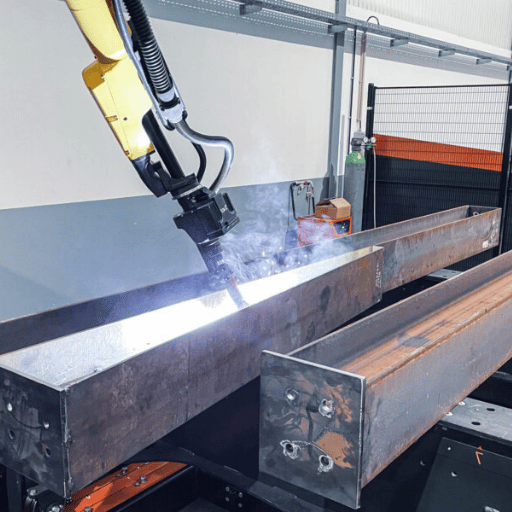
Una estación de soldadura robótica de fabricación estructural adopta una de cuatro formas físicas: un robot de seis ejes sobre un pedestal fijo para miembros cortos, un robot sobre un estación de robots de soldadura de rieles terrestres para vigas largas, una cabeza estación de trabajo robot de soldadura de pórtico para vigas de placas y soldaduras grandes, o a robot de soldadura voladizo montado en una columna para tiendas de mezcla media. Cada formulario impone diferentes restricciones de alcance, carga útil y accesibilidad, y cada uno tiene diferentes economías de programa versus rendimiento.
| Dimensión | Soldadura estructural manual | Soldadura estructural robótica |
|---|---|---|
| Rendimiento (arc-on %) | 15-30% | 60-80% después de la afinación de la primera pieza |
| Consistencia de cuentas | Dependiente del operador; CV varía de un trabajo a otro | Cv ajustado; reproducible en turnos |
| Tiempo de programación/configuración | N/A « el operador trabaja para imprimir | Minutos (sin enseñanza / importación de Tekla) a horas (enseñanza manual) por parte de la familia |
| Tipos de soldadura que mejor se adaptan | Todo - especialmente breve, variado, reparado | Filetes largos, vigas repetibles, costuras de vigas de placa, soldaduras de refuerzo a banda |
| Ruta de cumplimiento del código | AWS D1.1 Cláusula 6 Calificación del soldador | AWS D1.1 Cláusula 6.17 calificación del operador de soldadura “las mismas variables esenciales, la misma ruta de prueba |
| Donde el manual todavía gana | Montaje en campo, reparación, proyectos de muy baja mezcla, acceso restringido | — |
¿puede la soldadura robótica cumplir con los requisitos de AWS D1.1?
Sí. AWS D1.1 aplica el mismo diseño y estructura de precalificación de las Cláusulas 4 y 5 a los sistemas de soldadura robótica que a la soldadura manual. Los operadores de soldadura (aquellas personas que manejan el equipo) están calificados para la Cláusula 6.17 en lugar de la calificación de soldador de la Cláusula 6. Un WPS robótico debe pasar por la misma prueba de variables esenciales o vía precalificada. De manera idéntica, mientras que las variables esenciales se controlan de manera diferente, el conjunto de parámetros del robot se memoriza y se guarda en el controlador, lo que hace que la trazabilidad no sea más flexible. Además, el siglo XXI está programado de manera flexible sistema inteligente de soldadura de estructuras de acero las configuraciones registran cada una de las cientos de variables de paso, lo que hace que los registros de inspección de la Cláusula 8 sean fáciles, no difíciles y satisface la trazabilidad digital requerida por los requisitos de calidad de la Industria 4.0.
Donde la automatización no devuelve el pago de la cola de alta variabilidad y baja mezcla es. La fabricación de conexiones arquitectónicas únicas 80% en un taller no recuperará el costo del tiempo de programación celular. Las celdas que pagan son aquellas que ejecutan trabajos de mezcla media donde 30-50% de minutos de soldadura provienen de un puñado de familias de piezas repetibles. Para tales tiendas, el desglose de costos de soldadura manual versus robótica por lo general, mostrará una recuperación dentro de 18 a 30 meses de ahorro de mano de obra únicamente, antes de tener en cuenta una menor reelaboración o enderezamiento por distorsión.
Los datos de campo también desafían el marco instintivo de “los robots reemplazarán a los soldadores”. Marzo de 2026 Compendio de soldadura de AWS describe la transición como trabajos que se desplazan más hacia la programación, el control de calidad y la supervisión del sistema, no hacia la eliminación neta. Una célula robótica seguirá necesitando un operador de soldadura, un CWI y un técnico de mantenimiento; qué cambios es lo que esa gente hace con su tiempo.
Especificaciones del Procedimiento de Soldadura (WPS) y Juntas Precalificadas

Según AWS D1.1, cada soldadura debe tener una especificación de procedimiento de soldadura por escrito. Que WPS enumera las variables esenciales (proceso, metal base, metal de relleno, posición, precalentamiento, temperatura entre pasadas, parámetros eléctricos y detalles de juntas) que el soldador u operador de soldadura debe utilizar. Cada WPS está precalificado (Cláusula 5) o calificado mediante pruebas a través de un Registro de Calificación del Procedimiento (Cláusula 6).
La ruta precalificada es el atajo de productividad. Si el detalle de su junta aparece en la Figura 5.1 o 5.2, su metal base está en la Tabla 5.6, su metal de relleno está en la Tabla 5.7 y su precalentamiento se realiza a través de la Tabla 5.11 -ñona y puede permanecer dentro del límite de las variables esenciales -ñala. puede producir un WPS sin pruebas de calificación de procedimientos. Esto ahorra el gasto y el retraso de la soldadura de prueba, las pruebas mecánicas y el mantenimiento de registros PQR que requerirían las pruebas de calificación de procedimientos.
Dos actualizaciones prácticas de 2025 a tener en cuenta: una, la lista WPS precalificada (5.1) ahora está subdividida para cada tipo de proceso para su legibilidad (consulte sus procedimientos precalificados con la lista específica del proceso). y segundo, la Cláusula 7.6.2 ahora acorta la distancia de precalentamiento requerida para metales base de menos de 1,5 pulgadas de espesor al doble de espesor, en lugar de la antigua “dimensión máxima del metal base en todas partes, no menos de 3 pulgadas. En una brida de media pulgada, eso reduce la zona calentada de 3 pulgadas a 1 pulgada (combustible de antorcha mensurable y tiempo de permanencia del operador ahorrado en cada pasada).
“AWS D1.1 se confunde frecuentemente con un estándar de soldadura, pero en realidad es un estándar disciplinario para la corrección de la ejecución. La mayoría de las fallas estructurales no se remontan a soldaduras defectuosas (no se remontan a variables WPS perdidas).
« Govind Tiwari, PhD, CQP FCQI, practicante de control de calidad en soldadura estructural
Para los talleres que requieren calificar un procedimiento mediante pruebas, la prueba de verificación del metal de aportación detallada en la Cláusula 6.15 se ha eliminado de la cláusula de calificación de filete debido a su aplicabilidad a otros tipos de soldadura donde el metal de aportación no está clasificado en la Cláusula 5 o donde el WPS no ha sido calificado según 6.11 o 6.12. Su prueba sigue siendo la misma en cuanto a propósito y solo se ha cambiado la ubicación.
Inspección de Soldadura Estructural « VT, MT, PT, UT y PAUT
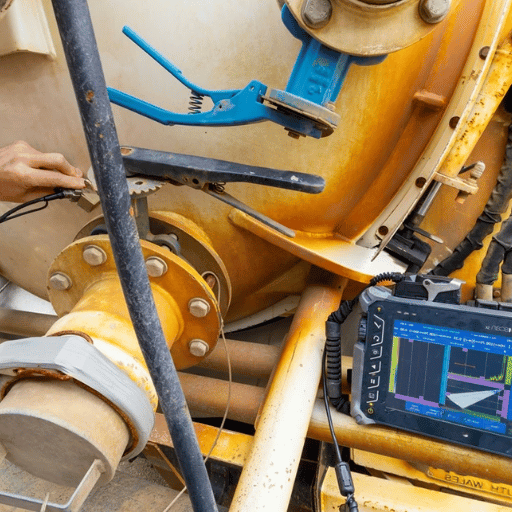
Inspección AWS D1.1-8. Se requieren pruebas visuales (VT) en todas las soldaduras. Otros métodos de prueba, partículas magnéticas (MT), penetrantes (PT), ultrasónicos (UT) y PAUT se realizan de acuerdo con los documentos del contrato: una combinación de métodos como MT o PT para encontrar imperfecciones superficiales en soldaduras de filete, UT o RT en soldaduras con ranura de penetración total, y PAUT cada vez más en miembros cargados cíclicamente o críticos para fracturas.
| Método | Detecta | Usado para |
|---|---|---|
| VT (Visual) | Defectos superficiales, perfil, socavado, porosidad | Cada soldadura (obligatoria) |
| MT (Partícula Magnética) | Grietas superficiales y cercanas a la superficie en acero ferromagnético | Soldaduras de filetes, soldaduras reparadas, soldaduras después del rectificado |
| PT (Penetrante) | Defectos que rompen la superficie (solo abiertos a la superficie) | Materiales no magnéticos; a veces superposiciones de acero inoxidable |
| UT (ultrasónico) | Defectos internos “falta de fusión, escoria, porosidad | Soldaduras de ranura CJP en conexiones de momento, soldaduras a tope |
| PAUT (UT de matriz en fase) | Defectos internos con imágenes y dimensionamiento de profundidad | Soldaduras (puentes) cargadas cíclicamente/críticas a fractura |
AWS D1.1:2025 proporciona una definición clara de la geometría que determina cómo se clasifican las discontinuidades. Según la Cláusula 8.10.1, una discontinuidad se clasifica como lineal si la relación largo-ancho excede 3:1, y como redondeada si la relación es menor o igual a 3:1 o la discontinuidad es irregular. La aceptación sigue la Tabla 8.1, pero el criterio de geometría ahora está claro.
Las calificaciones de los inspectores también son más explícitas en 2025. El personal de END puede ser certificado según la Cláusula 8.14.6 a través de dos vías posibles: un programa de certificación basado en el empleador escrito a ASNT SNT-TC-1A o ANSI/ASNT CP-189, o una certificación de terceros de acuerdo con ANSI/ASNT CP-9712, CAN/CGSB-48.9712-2022 o ISO 9712:2021. Las tiendas que exportan internacionalmente o trabajan con aseguradoras que requieren certificación de terceros ahora tienen reconocimiento de código explícito.
📐 Nota de ingeniería
La porosidad parece ser el rechazo de la cláusula 8 citado con más frecuencia para el control de calidad estructural/QC. Los filetes de tamaño insuficiente y la falta de fusión son el segundo y el tercero. Causas de las raíces: base contaminada (escala de molino, aceite, pintura); humedad en el flujo lh que quedó en la caja caliente sin calentar; Gas protector empujado (por el viento o por un flujo demasiado bajo).
Con frecuencia, un análisis de causa común indicado en el contenedor de alambre no indicará el alambre sino el proceso de preparación conjunta.
Otra cuestión de la Cláusula 8 que no figura en el libro de códigos pero que forma parte de cada operación de soldadura es la seguridad de los humos. Investigación financiada por CDC NIOSH observó que de las muestras tomadas en la zona de respiración de los soldadores de construcción, 25% excedió el límite de exposición permitido por OSHA de 5 g/m 2 de cromo hexavalente (CrVI); la exposición media más alta se debió a la soldadura por arco metálico protegido sobre acero inoxidable (5,0 g/m 2 en el PEL). Cuando se introdujo la ventilación por extracción local en ensayos controlados, la exposición media al CrVI se redujo en 68%.
Para los talleres que sueldan superposiciones de acero inoxidable sobre acero estructural, este es un problema del inspector de la Cláusula 8 que realmente viaja con el operador, no con la soldadura.
Certificación y calificación de rendimiento de soldador AWS D1.1

Las pruebas de rendimiento de calificación de rendimiento del soldador (WPQ) según la Cláusula 6 de AWS D1.1 están diseñadas para probar la capacidad del soldador para depositar metal de soldadura sólido en una configuración y posición predeterminadas. Un WPQ viene dado por posición (1G, 2G, 3G, 4G para soldaduras con ranuras), por proceso, por grupo de metales base y por clasificación de metal de aportación. El hecho de que un soldador esté calificado por 3G FCAW en placa A36 no significa que esté calificado para sostener una soldadura 4G SMAW en A572.
Las variables son diferentes y las pruebas son diferentes.
Los cupones de prueba se prueban por flexión y se examinan visualmente. La ranura de penetración de junta completa (CJP) tiene la opción de reemplazarse con el uso de una prueba radiográfica o ultrasónica en lugar de pruebas de flexión para un contratista, los estándares de aceptación deben estar en la sección 6. Los pernos tipo D agregados en 2025 se probarán en tensión a 125% del límite elástico mínimo especificado para ASTM A706 Grado 60.
La continuidad de la calificación de desempeño es de seis meses de soldadura, cualquier proceso al que un soldador esté calificado, a menos que el sistema de calidad de su contratista indique lo contrario. Muchos fabricantes realizan una soldadura de renovación interna cada año, solo como salvaguardia, incluso si ese soldador negocia múltiples procesos.
A modo de comparación de costos, un solo D1.1 WPQ en un laboratorio de pruebas externo cuesta entre 300 y 700 dólares en 2026, dependiendo de la posición, el espesor de la placa y si las pruebas de flexión se sustituyen por RT o UT. Los talleres que mantienen su propia infraestructura de pruebas distribuyen los costos de equipos e inspectores entre muchos soldadores, lo que disminuye el costo por prueba pero aumenta los costos del sistema de calidad; el Calculadora de retorno de la inversión del robot de soldadura en nuestro sitio permite comparar cualquiera de las vías de certificación y salario.
Materiales « A36, A572 Gr. 50, A992 y lo que dice D1.1 sobre cada uno

Para capturar en todo el mundo, los tres tipos de acero que continúan dominando el mercado de fabricación estructural de EE. UU. son ASTM A36 (acero estructural de carbono general, rendimiento de 36 ksi), A572 Grado 50 (alta resistencia, baja aleación, rendimiento de 50 ksi) y A992. (formas en W para edificios, el estándar AISC para vigas de brida ancha). Los tres están en AWS D1.1:2025 Tabla 5.6 (Metales base aprobados para WPS precalificados) con sus requisitos de precalentamiento y metal de aportación precalificados.
| Especificación | Rendimiento mínimo | Tensil | Uso común | Grupo D1.1 |
|---|---|---|---|---|
| ASTM A36 | 36 ksi | 58-80 ksi | Placa y barra estructural general | I |
| ASTM A572 Gr. 50 | 50 ksi | 65 ksi min | Placa HSLA, barras, formas estructurales | II |
| ASTM A992 | 50-65 ksi | 65 ksi min | Formas de construcción de bridas anchas | II |
| ASTM A913 Gr. 80 (nuevo) | 80 ksi | 90 ksi min | Formas QST de alta resistencia (sísmicas) | V (nuevo en 2025) |
El código de 2025 introdujo definiciones específicas de metales de aportación coincidentes, insuficientes y excesivos (Cláusulas 4.4.1). Cuando los metales básicos tienen un rendimiento mínimo especificado de 60 ksi o más, la tracción del relleno debe ser al menos la del metal base más bajo de la junta, pero no más de 10 ksi más. Por debajo de 60 ksi de rendimiento, el máximo es 20 ksi superior. A veces se especifica una sobrecoincidencia para la intemperie o la tenacidad, pero la resistencia de la conexión aún se calcula utilizando la resistencia a la tracción del relleno coincidente, un matiz que a menudo confunde a los ingenieros que no están familiarizados con los estándares de diseño.
Los niveles de tolerancia para inclinación y barrido a nivel de conexión en columnas y vigas individuales los proporcionan ASTM A6/A6M y AWS D1.1 en combinación. Asegúrese de que los niveles de tolerancia fabricados puedan adaptarse a las tolerancias finales de fabricación que a menudo son una fuente de retrabajo, antes de realizar órdenes de tolerancia estrictas.
Perspectivas de la industria 2026 « Crecimiento del mercado, automatización y fuerza laboral

Tres fuerzas influirán en el curso de la soldadura estructural en 2027: expansión de capital de la infraestructura de soldadura robótica, emisión de AWS D1.1:2025 como código operativo y una escasez de mano de obra que solo la automatización puede mitigar.
$11.49B
Mercado mundial de soldadura robótica, proyección 2026
+10.05%
2025 → Crecimiento interanual de 2026 (Investigación de precedencia)
9.94%
Cagr proyectada, 2026 a 2035
En cuanto a la tecnología, las herramientas digitales de soldadura -Industria 4.0 que pueden registrar automáticamente la entrada de calor, el voltaje, el amperaje, la velocidad de desplazamiento y la consistencia de los parámetros de soldadura - se están convirtiendo rápidamente en el mero estándar para los talleres que compiten por realizar infraestructura o trabajos críticos para fracturas. La trazabilidad que AWS D1.1 Cláusula 8 solía exigir mediante el mantenimiento de registros manuales ahora se produce automáticamente en el controlador. Los talleres que ya registran todas las pasadas tienen una ventaja si una disputa resulta en una auditoría luego de una no conformidad en el campo.
La soldadura híbrida por arco láser y la soldadura por fricción y agitación seguirán siendo tecnologías de nicho en 2026, una buena opción para trabajos de alta precisión y sección delgada en el sector aeroespacial y ferroviario, pero aún no es la respuesta de producción para las soldaduras de filetes con vigas en I. La fabricación estructural convencional seguirá siendo SMAW, FCAW, GMAW y SAW en el futuro previsible, y los aumentos de la productividad se extenderán a través de la automatización de esos procesos en lugar de extenderse a través de su reemplazo.
Una variable que el capital no puede resolver por completo es el panorama de la fuerza laboral. Las curvas de retiro de soldadores estructurales experimentados en los Estados Unidos se han ido intensificando a lo largo de la década de 2020, y el AWS Welding Digest de marzo de 2026 lo atribuye como uno de los principales impulsores de una fuerte demanda de soldadores incluso a medida que crece la automatización. Los talleres que estarán mejor posicionados en 2026 son aquellos que ejecutan trabajos de mezcla media en celdas automatizadas, certifican a sus operadores de soldadura en AWS D1.1 Cláusula 6.17 y utilizan sus CWI senior para supervisar varias celdas en lugar de inspeccionar cada soldadura una a la vez. Si se están haciendo planes de capital para 2027, la pregunta que deben plantearse no es “robot o ningún robot”, sino “qué minutos de soldadura simplemente pertenecen a la celda y cuáles aún pertenecen con un soplete en la mano de una persona”. Comparación de campo realizada con un marco de compra de sistemas de soldadura automatizados generalmente demuestra que esa es siempre la cuestión más procesable.
Una regulación que vale la pena monitorear: los límites de exposición recomendados por NIOSH al cromo hexavalente aún están bajo revisión, con la propuesta de reducir aún más los límites, lo que endurecería los controles sobre las operaciones de soldadura de acero inoxidable y otras operaciones con alto contenido de cromo. Los talleres que no tienen ventilación de escape local ya están excediendo el PEL actual en un porcentaje significativo de muestras, y también funcionarían con una capacidad operativa que excede los límites más estrictos.
Preguntas frecuentes
P: ¿Qué es un soldador estructural?
Ver respuesta
Un soldador estructural es cualquier persona que fabrica o construye estructuras de acero portantes, como edificios, puentes, vigas de placas y plataformas portantes a presión según un código de soldadura estructural. En los Estados Unidos ese código es AWS D1.1. Esta función requiere calificación de desempeño por puesto en la Cláusula 6, conocimiento de qué WPS se está utilizando y cumplimiento de los criterios de inspección y aceptación aplicables en la Cláusula 8.
P: ¿Cuál es la diferencia entre AWS D1.1 y AWS D1.2?
Ver respuesta
AWS D1.1 es el Código de Soldadura Estructural para Acero. AWS D1.2 es el Código de Soldadura Estructural para Aluminio. Los dos códigos cubren un alcance similar en el diseño, calificación, fabricación e inspección de estructuras, sin embargo, para diferentes bases de metales. El menor punto de fusión, la mayor conductividad térmica y el comportamiento de la capa de óxido del aluminio producen diferentes criterios de calificación y diseño de juntas, para separar el aluminio del código D1.1 ya existente, el aluminio obtiene el suyo propio.
P: ¿Qué cambió en AWS D1.1:2025?
Ver respuesta
La publicación de 2025 agrega el diseño de factor de carga y resistencia, así como el diseño de tensión permitida a la Cláusula 4.7, elimina toda mención de la especificación de metal de relleno AWS A5.36 ahora retirada, reduce la distancia mínima de precalentamiento requerida para secciones delgadas en la Cláusula 7.6.2, aclara la geometría de discontinuidad lineal versus redondeada en la Cláusula 8.10.1, ahora describe explícitamente dos rutas para la certificación del personal de END en la Cláusula 8.14.6, presagia la aparición del perno Tipo D en la Cláusula 9 e introduce ASTM A913 Grado 80 en la Tabla 5.6 como una nueva base del Grupo V metal. Los WPS existentes pueden tener una retención de referencia limitada cuando se comparan con la Tabla 5.1 específica del proceso.
P: ¿Qué procesos de soldadura precalifica AWS D1.1?
Ver respuesta
AWS D1.1 requiere que se califiquen cuatro procesos de soldadura estructural de acero: soldadura con protección de gas utilizando un electrodo de arco metálico (SMAW), soldadura con protección de gas utilizando un electrodo de arco horneado con fundente (SAW), soldadura por arco con núcleo fundente autoprotegido. (FCAW-S), o soldadura por arco con núcleo fundente con protección de gas utilizando un electrodo de arco metálico (FCAW-G). Los cuatro deben calificar geometrías de juntas utilizando metales de relleno que cumplan con las designaciones de clase A5 (consulte la Tabla 5.7, Figura 5.1 y Figura 5.2). El arco de tungsteno gaseoso, la electroescoria y el electrogas se califican mediante procedimientos probados según la Cláusula 6.
P: ¿Puede la soldadura robótica cumplir con los requisitos de AWS D1.1?
Ver respuesta
Sí. Una celda automatizada puede producir una soldadura que cumpla con AWS D1.1 operando bajo un WPS aprobado, ya sea un procedimiento precalificado según la Cláusula 5 o uno calificado mediante pruebas según la Cláusula 6. El operador de soldadura que opera la celda automatizada cierra la sesión según la Cláusula 6.17 (en lugar de un soldador manual que cierra la sesión según las calificaciones de la Cláusula 6), pero los criterios de unión, electrodo, material subestado y inspección son exactamente los mismos. Varios talleres consideran que la automatización, al automatizar cada parámetro del proceso, mejora la repetibilidad y otros problemas de calidad de la soldadura. Perciben que el automóvil obtendrá trazabilidad ya que el controlador registra automáticamente cada variable esencial para cada soldadura.
P: ¿Cuánto cuesta la certificación de soldador AWS D1.1?
Ver respuesta
La calificación convencional de rendimiento del soldador D1.1 con calidad de lote realizada en un laboratorio de pruebas independiente de terceros generalmente cuesta en 2026 entre $300 y $700 dependiendo de la posición del hombro (1G-4G o 1F-4F), el uso de material más grueso y ya sea radiográfico. o inspección ultrasónica en lugar de pruebas de flexión. El costo de volver a solicitar la renovación después de la brecha de capacidad de soldadura de seis meses o para nuevas posiciones o procesos agrega gastos incrementales. Los modelos de retorno de la inversión de automatización, para talleres que ejecutan programas internos de calificación laboral, amortizan el costo del equipo en comparación con muchos soldadores. Para los ingenieros que adquieren bienes de capital y modelan un vínculo con la automatización, el Estimador de costos de robots de soldadura compara las curvas de costos laborales por soldadura.
P: ¿Qué métodos de inspección requiere AWS D1.1 para soldaduras de ranuras?
Ver respuesta
Se requieren pruebas visuales según los requisitos de la Cláusula 8 de cada soldadura, cualquier ranura o de otro tipo. Para ranuras completas de penetración de juntas, los contratos también requerirán pruebas radiográficas o ultrasónicas, a menudo ambas para servicios críticos de fractura. Se pueden especificar pruebas de partículas magnéticas o penetrantes de líquidos para la inspección de superficies de soldaduras terminadas. En miembros cargados cíclicamente para el servicio de puentes de carretera, la inspección ultrasónica de matriz en fase es el enfoque volumétrico en auge porque proporciona información sobre el tamaño de la profundidad con una imagen grabable. Los criterios de aceptación se encuentran en la Tabla 8.1, pero la revisión de 2025 aclara la forma de las discontinuidades.
¿listo para hablar sobre planificación de capital?
Si su proceso de comparación de códigos muestra que se necesitará una celda robótica para satisfacer la demanda de 2026-27, la conversación relevante no es la genérica, sino específica basada en su combinación de piezas, el diseño de su tienda y su lista actual de WPS. Realice una serie de análisis parte por parte comenzando con un modelo de dimensionamiento más orientación de la evaluación de cumplimiento del código para las soldaduras que se trasladarían del manual a la automatización.
Explore los sistemas de robots de soldadura de acero estructural →
Acerca de este análisis
Acerca de este análisis
Esta información sobre la automatización de la soldadura de acero la proporciona el grupo de redacción técnica de Zhouxiang, basándose en 33 años de experiencia en el diseño de equipos de soldadura, desde 1991 en adelante, para el mercado del acero estructural. Los resúmenes de códigos citan la edición publicada de AWS D1.1/D1.1M:2025 indicada en el AWS mensual del Published Welding Journal del Subcomité D1Q; Las cifras del mercado citan Precedence Research y AWS Welding Digest, marzo de 2026. Cuando no pudimos encontrar datos propios sobre un número específico, citamos investigaciones de la industria, no una estadística inventada.
Referencias y fuentes
- AWS D1.1/D1.1M:2025 « Código de soldadura estructural, acero « Sociedad Americana de Soldadura (a través de la tienda web ANSI)
- Novedades de AWS D1.1 2025, Código de soldadura estructural « Acero « Travis Green, Tom Schlafly, Mike Gase, AWS Welding Journal (reimpreso)
- AWS D1.1:2025 « Cambios en el código de soldadura estructural, acero « Brad Kelechava, Blog ANSI (2025-05-19)
- El futuro de la soldadura: tendencias e innovaciones «sociedad Estadounidense de Soldadura, Welding Digest (marzo de 2026)
- El tamaño del mercado de soldadura robótica alcanzará los 26,94 mil millones de dólares en 2035 -investigación de Precedencia
- Exposición y control de cromo hexavalente en tareas de soldadura ñan Meeker, Susi, Flynn, Journal of Occupational and Environmental Hygiene, alojado en CDC Stacks (NIOSH)
- Datos anuales de producción de acero bruto Asociación Mundial del Acero
Artículos relacionados
- Soldadura robótica versus soldadura manual « Comparación de costo, calidad y rendimiento
- Cálculo del retorno de la inversión de soldadura robótica: fórmula, números reales y análisis de recuperación
- Cómo funciona un robot de soldadura de pórtico “Arquitectura y control mecánico
- Robot de soldadura voladizo vs pórtico « Criterios de selección para fabricación estructural
- Fabricación de soldaduras « Selección de procesos, control de calidad e integración de equipos


