
Póngase en contacto con Zhouxiang
Al medir un robot de soldadura o comparar opciones, los fabricantes tienden a comenzar considerando el alcance, la carga útil y el ciclo de trabajo. Esas especificaciones son importantes. ¿Pero el secreto para llevar su proyecto de automatización del plano al taller o descubrir dónde se atasca durante meses? Es el método de programación.
La práctica de programación dicta cuánto tiempo llevará hacer funcionar una pieza nueva, qué capacidades necesita la fuerza laboral para programarla y cuánto tiempo muerto tendrá que absorber la celda de soldadura del robot cada vez que se cambian las operaciones. Un robot que maneja perfectamente las tareas de soldadura pero requiere seis horas de reprogramación será un activo peligroso en un taller flexible. Y un sistema que tarda dos minutos en programarse sólo es valioso si el equipo puede confiar en el resultado.
Este informe desglosa los tres dominantes robot soldador métodos de programación, para que puedas determinar el método adecuado para tu taller de soldadura. Piense en ello como un modelo para evaluar su programación de soldadura robótica o diseñar su configuración de automatización.
Por qué el método de programación es el factor más importante en la adopción de sistemas
Según la Federación Internacional de Robótica, las instalaciones mundiales de robots alcanzaron las 541.302 unidades en 2023, siendo la soldadura por arco y la soldadura robótica algunas de las aplicaciones más comunes. Las tasas de adopción son inconsistentes entre los talleres y, sorprendentemente, a menudo el obstáculo no es el dinero. Se trata de fricciones en la integración. Si bien tanto los proveedores como los integradores de robots han comenzado a proporcionar herramientas para ayudar a automatizar la programación, el enfoque de programación debe alinearse con el taller.
La mayoría de las iniciativas de soldadura robótica fallidas que hemos encontrado se pueden atribuir a la incompatibilidad con la programación de soldadura robótica más que a la tecnología. Un taller que maneja 200 números de pieza distintos al mes no puede permitirse el lujo de dedicar cuatro horas a enseñar cada nueva ruta de soldadura. Una línea que produce el mismo soporte 50.000 veces no necesita una disposición sin enseñanza habilitada para la visión (una configuración fija del colgante de enseñanza funciona bien).
Su decisión depende de tres consideraciones: la variedad de piezas (frecuencia de nuevos trabajos), las habilidades de las personas y el nivel de inactividad con el que puede funcionar su negocio durante las configuraciones. Aproveche esta elección y el robot encajará en su flujo como otro dispositivo estable. No coincide y el robot permanecerá inactivo mientras su mejor soldador lo programa manualmente -un intervalo en el que la productividad de fabricación puede aumentar o disminuir.
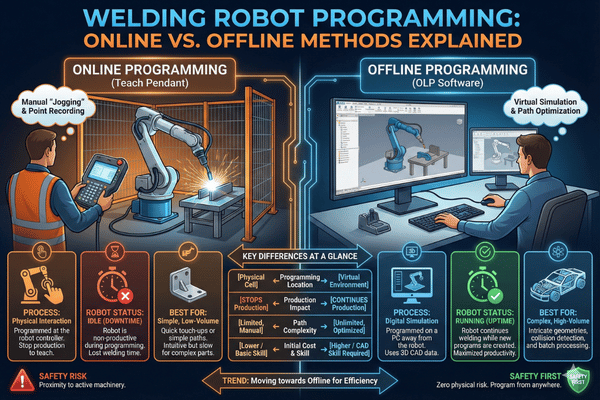
Método 1: Enseñe a programar colgantes « Cómo funciona, pros y contras
Enseñar programación colgante (alternativamente llamada enseñanza en línea) es anterior a todas las demás opciones y sigue siendo el proceso más comúnmente implementado. Utilizando un teléfono portátil ñan conocido como colgante de enseñanza, el operador atraviesa físicamente el robot a través de cada punto de soldadura. En cada posición, el operador captura las coordenadas, los ángulos de la antorcha, el vector de aproximación y el equilibrio entre la interpolación de la junta (rotación del eje libre) y la interpolación lineal (movimientos rectos). Cuando se han recopilado todos los puntos, el operador determina los puntos de inicio/parada del arco, establece los niveles de los parámetros de soldadura (velocidad de avance del cable, amperaje, voltaje y velocidad de desplazamiento) e intenta un ensayo para determinar qué tan bien se está uniendo.
Antes de que comience esto, el operador debe confirmar primero la ubicación y orientación del TCP. TCP, el punto central de la herramienta, define la posición exacta del soplete de soldadura en una celda del robot con respecto a la muñeca del robot. Si la ubicación del TCP se desvía de la posición real en 1-2 mm, cada posición programada hereda ese error. Después de la calibración de la celda, es posible que el operador necesite retocar una o dos posiciones si el ángulo del soplete cambió durante un cambio de revestimiento. La recalibración de TCP es necesaria después de cada reemplazo o colisión del soplete.
Enseñar colgante « De un vistazo
Ventajas: Comprendido por soldadores experimentados. No se necesitan datos CAD. Compatible con cualquier proceso de soldadura (GMAW, GTAW/TIG, SAW). Buena consistencia una vez dominado. Menor costo de capital del software.
Desventajas: La producción se detiene durante la programación. Programar una forma compleja en soldaduras de ranuras de múltiples pasos puede requerir todo cambio: acero estructural, componentes estructurales, cualquier cosa. La calidad depende completamente de la experiencia del operador. Es difícil migrar archivos de programa entre variantes de la familia de piezas. Para una pieza con muchas ubicaciones de soldadura que comparten un tipo de unión común, la programación se vuelve rápidamente aburrida.
Dependiendo de su aptitud, un operador de soldadura capacitado requiere entre 40 y 80 horas de experiencia práctica antes de poder enseñar solo un ciclo de soldadura completo. Esa experiencia de capacitación incluye trote de robots, orientación del sistema de coordenadas, secuencias de inicio de arco e interfaz de fuente de energía. Para pisos de taller que utilizan procesos de soldadura por arco MIG o TIG en piezas simples y repetidas, enseñar programación colgante sigue siendo una selección probada y verdadera.
Método 2: Programación sin conexión (OLP) « Generación de rutas basada en CAD
OLP traslada el trabajo del taller a una computadora. El programador carga un archivo fuente CAD de la pieza de trabajo en el software OLP, identifica digitalmente las ubicaciones de las ranuras y especifica los parámetros y ejecuta una simulación completa: detección de colisiones, estudio de accesibilidad y estimación del tiempo del ciclo del programa. Cuando el programa virtual cumple los requisitos, se exporta al controlador del robot y se descarga al sistema de soldadura real. Los programadores adicionales pueden sincronizar múltiples robots en celdas de trabajo compartidas, posicionadores coordinados y evitando colisiones brazo a brazo.
Su ventaja clave: tu robot puede seguir soldando mientras tu equipo prepara el siguiente. Si su tienda tiene varios turnos, este punto por sí solo puede ser un incentivo suficiente para invertir en la tecnología.
Programación sin conexión « de un vistazo
Ventajas: Sin retraso en la producción. Maneja geometrías 3D complejas. Examina las posibilidades de colisión en la simulación antes de proceder en el taller. Almacenamiento de programas, control de versiones, capacidades de reutilización. Se integra con las herramientas CAD actuales.
Desventajas: El profesional debe tener acceso a archivos CAD 3D precisos para cada pieza. No siempre está disponible en los talleres de fabricación heredados. El personal debe incluir un profesional experto en metalurgia y cinemática de robots. El desfase de tiempo durante el paso de simulación se traduce en las condiciones del taller: permita entre 15 y 30 minutos por pieza para ajustar sensores y accesorios.
La ejecución de OLP es más adecuada para un taller con un departamento de controles y una tubería CAD-CAM establecida. Si sus piezas vienen en dibujos manuales o plasma cortado y las tolerancias están en el rango de 3 mm, la simulación a la realidad causará insatisfacción. Considere un enfoque híbrido de enseñar colgante para uniones soldadas críticas combinado con OLP para costuras más simples.
Antes de seleccionar el software de programación de robots, verifique la plataforma que ejecuta el programa y admite las marcas de soldadores robóticos que aparecen en su taller. Los principales fabricantes de robots como FANUC, ABB y KUKA utilizan cada uno su propio lenguaje de controlador y no todos los paquetes OLP se traducen por igual. Algunos talleres traen inspectores de soldadura certificados al principio del ciclo de programación para garantizar que los programas de soldadura simulados generen el código correctamente antes de que se golpee el primer arco, evitando costosas retrabajos en la celda de soldadura que sigue. Esa disciplina produce un enorme retorno de la inversión cuando evita incluso un solo lote de piezas rechazadas.
Método 3: Programación menos de enseñanza/adaptativa « basada en visión e inteligencia artificial
La programación sin enseñanza (a veces llamada programación adaptativa o sin enseñanza) elimina la necesidad de modelos CAD y de enseñanza manual. Emplea sensores de visión de luz estructurada 3D o escáneres de línea láser para escanear el trabajo, localizar costuras, determinar ángulos de antorcha y generar automáticamente toda la ruta de soldadura sin preprogramación. Un operador carga la pieza de trabajo, presiona el inicio y el robot se da cuenta.
Esto no es ciencia ficción. La tecnología de seguimiento de costuras existe desde hace décadas, pero las versiones anteriores simplemente modificaban un camino preimpartido. La tecnología de soldadura sin enseñanza actual determina el camino escaneando la geometría de la junta 'encontrando costuras incluso en diferentes ubicaciones en la misma pieza de trabajo 'clasificando cada junta (filete, culata, regazo, ranura), eligiendo los parámetros de soldadura correctos y realizando el tejido; no se requiere ningún programa dedicado para esa parte.
Programación sin enseñanza « de un vistazo
Ventajas: Tiempo de programación cercano a cero por pieza. Permite variación y fluencia de tolerancia de parte a parte; adecuado para ejecuciones de alto volumen/bajo volumen donde el trabajo tiene muchas ubicaciones de soldadura. Habilidad mínima del operador para la generación de rutas. Interfaz de usuario intuitiva ya que la tecnología robótica maneja los detalles.
Desventajas: Mayores costos de capital para el hardware de visión. La condición de iluminación debe permanecer estable y el trabajo debe ser razonablemente limpio y plano para que el escáner funcione con coherencia. Base instalada menos empírica que enseñar sistemas colgantes. La junta debe ser reconocible por el sensor (las esquinas internas, los espacios o las juntas complejas plantean problemas).
Hemos observado que los talleres justifican un tiempo de ruta de 45 minutos a menos de 2 con sistemas sin enseñanza. Pero el beneficio real no es sólo el tiempo de ciclo 'es que un operador menos experimentado puede ejecutar la celda. En un mercado que experimenta una escasez continua de soldadores, eso es más valioso que el tiempo de ciclo bruto. En comparación con la soldadura manual, incluso la soldadura robótica básica ya produce una mayor repetibilidad y rendimiento en aplicaciones de soldadura de gran volumen.
Comparación del tiempo de programación: la misma parte, tres métodos
Por números. Esto es lo que se necesita para programar la misma pieza usando cada técnica: un soporte de acero estructural estándar (placa de 8 mm, 4 soldaduras de filete, alrededor de 600 mm de longitud de costura). El taller utilizó un operador o programador experimentado, no un alquiler el primer día.
| Dimensión | Enseñar colgante | Sin conexión (OLP) | Sin enseñanza |
|---|---|---|---|
| Tiempo de programación | 2 --4 ore | 30 ñan 60 min (ordenador) + 15 ñan 30 min (calibración) | < 2 minutos |
| Tiempo de inactividad de la producción | 2 « 4 horas (paradas de robot) | 15 ñan 30 min (solo calibración) | Cerca de cero |
| Nivel de habilidad del operador | Operación de robots + conocimientos de soldadura | CAD/CAM + soldadura + cinemática robótica | Comprensión básica del proceso de soldadura HMI + |
| Cambio a nueva variante | Reenseñanza completa (1 « 4 horas) | Se requiere nuevo modelo CAD; reprogramar + recalibrar | El sensor automático vuelve a escanear la pieza nueva |
| ¿Se requiere modelo CAD? | No | Sí | No |
| Resultado de la calidad de la soldadura | Soldadura consistente una vez programada correctamente | Soldadura consistente «depende de la precisión de la calibración | Soldadura consistente con corrección adaptativa en tiempo real |
| Mejor ajuste | Bajo en mezcla/alto volumen (pocos números de pieza, tiradas largas) | Mezcla media con tubería CAD existente | Mezcla alta/bajo volumen (muchos números de pieza, tiradas cortas) |
Nota: Los tiempos suponen un operador/programador capacitado. La configuración por primera vez dura 2-3× más. Proceso de soldadura: GMAW (MIG) en acero dulce. El alcance y el acceso del robot se suponen adecuados para todos los métodos. Datos de rendimiento basados en puntos de referencia de campo publicados por ISO 9283 (criterios de rendimiento del robot) condiciones de prueba.
A través de la soldadura robótica, aparece una relación distinta: enseñar a los colgantes funciona cuando los cambios son pocos y espaciados. OLP gana cuando tienes CAD y puedes manejar el paso de calibración. Teachless es ideal cuando la variedad de piezas es alta y sus operadores no pueden permitirse el lujo de perder costosas horas de producción debido a la programación. En cualquier caso, la capacidad de programar de forma rápida y precisa diferencia las células de automatización productivas de los costosos adornos para pisos.
¿Qué habilidades necesita su equipo? Requisitos de capacitación por método
El verdadero desafío aquí no es elegir un candidato que le dé una serie de pulsaciones de botones. Se trata de conseguir un candidato que consiga absorber tanto el proceso de soldadura como el robot simultáneamente. Cada solución de programación altera esta ecuación de manera diferente.
| Área de habilidades | Enseñar colgante | Sin conexión (OLP) | Sin enseñanza |
|---|---|---|---|
| Duración de la formación | 1 ñan 2 semanas (40 ñan 80 horas) | 4 -ñan 8 săptămâni | 2 -ñi |
| Conocimientos de soldadura | Requerido « debe configurar los parámetros del arco manualmente | Requerido “debe definir parámetros de soldadura en el software | Útil pero menos crítico: el sistema sugiere parámetros |
| Operación Robot | Debe aprender a trotar, coordinar fotogramas y señales de E/S | Debe comprender la cinemática, alcanzar límites, singularidades | Hmi básica: cargar programa, presionar inicio, monitorear ciclo |
| Habilidades CAD/Software | No necesario | Requerido “ Competencia en software 3D CAD + OLP | No necesario |
| Dificultad de dotación de personal | Moderado “necesita un soldador que pueda aprender a operar con robots | Alta « rara combinación de CAD + soldadura + robótica | El operador de manipulación de materiales bajo puede ejecutar la celda |
Al evaluar sistemas de soldadura robótica de diferentes fabricantes de robots, con frecuencia se subestima el costo de la capacitación. Un robot puede costar $80K-$200K, pero perder a su único programador capacitado a manos de un competidor puede dejar la celda inactiva durante semanas hasta que se encuentre y capacite un reemplazo. Los sistemas sin enseñanza han eliminado este único punto de falla mediante el aprovisionamiento masivo para la mayor cantidad de operadores posibles. Los talleres que producen una inversión continua en capacitación brindan certificación de soldadura a su personal más duradero y menos escapes de calidad.
Aquí también está donde la simplicidad de la programación se convierte en un factor al evaluar las configuraciones de robots de soldadura. Ya sea que la calidad de su soldadura interna o la Sociedad Estadounidense de Soldadura guíen a su equipo, la simplicidad de la programación determina la eficiencia con la que un nuevo robot programador se conecta.
Cómo el sistema Teachless de Zhouxiang reduce el tiempo de programación
Zhouxiang no enseña robots soldadores utilice sensores de visión 3D con seguimiento de costura láser para identificar automáticamente la geometría de la pieza de trabajo y generar rutas de soldadura en tiempo real, sin archivos CAD, sin colgante de enseñanza ni programas de soldadura precargados para cada número de pieza.
Así se desarrolla en la práctica: el operador carga una pieza de acero en el dispositivo, presiona el inicio en la pantalla táctil HMI y el sensor de visión escanea la pieza dentro de la celda del robot. El sistema identifica el tipo de junta ñonera, culata, solapa ñan calcula el ángulo de la antorcha y el vector de aproximación, establece los parámetros de soldadura según el espesor del material y el tipo de junta y comienza a soldar. En menos de dos minutos desde la carga parcial hasta el arco, está completo.
Si su taller procesa acero estructural, marcos de equipos pesados o cualquier tipo de trabajo de producción donde la geometría de la pieza varía de un lote a otro, este tipo de soldadura robótica aniquila el cuello de botella de programación. Sus soldadores se centran en la configuración de accesorios y la inspección de calidad, sin pasar horas en un colgante de enseñanza. Si buscas programar un robot de soldadura para componentes que funcionan una y nunca más, esta es la única forma de hacerlo de forma económica.
¿listo para ver la programación sin enseñanza en acción?
Solicite una consulta personalizada para determinar qué método de programación de soldadura robótica se alinea mejor con los requisitos de producción de su equipo.
Errores de programación que cuestan tiempo a las tiendas y calidad de la soldadura
A través de nuestra experiencia trabajando con numerosos implementos de soldadura robótica, observamos los mismos peligros en cada tienda. Evitar estos desperdicios en tiempo real le ahorrará semanas y semanas de agravamiento, independientemente del método elegido.
- No ejecutar una rutina de calibración TCP. Cada cambio de soplete, cambio de revestimiento o impacto mueve el punto central de la herramienta. Ejecute la rutina de calibración antes de programar una única ruta de soldadura, no como el último paso antes de darse cuenta de que está muy fuera del objetivo.
- Aplicar un único conjunto de ajustes de soldadura en diferentes configuraciones de juntas. Un programa de soldadura establecido para soldaduras de filete no producirá la misma calidad en juntas a tope, ranura o solapadas. Haga coincidir la velocidad y el voltaje de alimentación del cable con cada configuración de junta de forma independiente. El control adecuado de la velocidad y el voltaje de alimentación es lo que separa las soldaduras aceptables de los rechazos.
- No tiene en cuenta los movimientos de corte de aire entre soldaduras. Las malas rutas de transición conducen a problemas de colisión de fijación y sujeción. Planifique la ruta de corte de aire del robot con la misma diligencia que la ruta de soldadura.
- No se pueden realizar copias de seguridad de los programas de soldadura. Se ha eliminado una falla del controlador y docenas de horas de trabajo pendiente de enseñanza. Mantenga un registro o registro de cambios de cada programa de robot y realice copias de seguridad en unidades de red, no solo en el controlador.
- Entrenamiento apresurado. Un nuevo robot programador que revise los fundamentos producirá soldaduras inconsistentes y dañará la maquinaria. Planee dedicar todo el tiempo recomendado para su sistema; Los programas para su robot son tan buenos como los de la persona que los escribe.
Preguntas frecuentes
¿Cuánto tiempo se tarda en programar un robot de soldadura?
Depende completamente del enfoque. Enseñar la generación de rutas colgantes para una pieza relativamente simple con 8-12 puntos de soldadura requiere entre 2 y 6 horas de tiempo práctico. Sin conexión crea el camino en 30 a 90 minutos de tiempo de computadora, más 15 a 30 minutos de calibración en el sistema. La generación de rutas de sensores de visión sin enseñanza puede ocurrir en menos de 2 minutos por pieza, sin necesidad de enseñanza por parte del operador. Dicho de otra manera: un taller de trabajo de alta mezcla con muchas piezas pequeñas se puede programar sin conexión en una sola tarde, en comparación con muchas horas para enseñar el método colgante.
¿Se puede programar un robot de soldadura sin experiencia en codificación?
Absolutamente ñan que no usan lenguaje de programación. Enseñar rutas colgantes mediante paso de puntos de borde; todo lo que se necesita son los parámetros de soldadura. Teachless requiere software de sensor de visión para generar rutas de soldadura a partir del modelo de pieza. La única habilidad necesaria para las rutas fuera de línea es la programación CAD/CAM.
¿qué es la programación fuera de línea para robots de soldadura?
La programación fuera de línea (OLP) implica crear la ruta fuera de fábrica, con un software especial basado en PC que utiliza un modelo CAD de la pieza de trabajo en lugar de guiar el robot en el taller. El programador importa el modelo CAD, localiza las ubicaciones de las costuras de soldadura, establece los parámetros de soldadura, simula la colisión y luego carga la ruta al controlador. No se requiere tiempo de inactividad de la máquina durante la creación del programa.
¿Qué es la calibración TCP y por qué es importante?
TCP (punto central de la herramienta) es la ubicación física de la punta del soplete de soldadura en la muñeca del robot. Incluso desviaciones menores, tan pequeñas como 1-2 mm, harán que todas las soldaduras no alcancen el objetivo de la costura (espere quemarse o rebajarse). Recalibre siempre después de reemplazar el soplete o de una colisión.
¿cómo funciona la programación de soldadura sin enseñanza?
La programación de soldadura sin enseñanza (o sin enseñanza) utiliza sensores de visión (generalmente láseres o cámaras 3-D de luz estructurada) para escanear la pieza y encontrar automáticamente los puntos de unión. El sistema de visión calcula los ángulos de la antorcha y los parámetros de soldadura y genera una ruta de soldadura, todo automáticamente. El operador humano simplemente carga piezas y presiona Start 'no se necesitan caminos colgantes de enseñanza ni modelos CAD. Una aplicación ideal para la producción de alta mezcla y alto cambio.
¿Qué formación necesitan los operadores para la soldadura robótica?
Varía según el método. Enseñar a los operadores colgantes generalmente necesita de 40 a 80 horas (1 a 2 semanas) de aprendizaje centrado en el jogging de robots, la calibración de TCP y el ajuste de parámetros de soldadura. Los programadores sin conexión requieren mucho más tiempo (4 a 8 semanas) para aprender software CAD a ruta, simulación y cinemática de robots. Los operadores de sistemas sin enseñanza necesitan sólo de 2 a 3 días, porque la ruta la genera el sistema de visión y el operador carga piezas, configura accesorios y opera funciones básicas de HMI. También incluya tiempo para actualizaciones periódicas, particularmente después de actualizaciones de software o la adición de nuevos procesos de soldadura por arco, como MIG pulsado o CMT en la celda. La mayoría de los integradores incluyen tiempo de capacitación inicial en la tarifa de integración, así que verifique lo que se incluye en el paquete antes de firmar.
Encuentre el método de programación adecuado para su tienda
Los ingenieros de Zhouxiang analizarán los tipos de piezas y la tasa de producción de las habilidades de su equipo y recomendarán el método óptimo.
Obtenga una cotización gratuita
Explora los sistemas Zhouxiang
Referencias y fuentes de datos
- Federación Internacional de Robótica (IFR), Informe Mundial de Robótica 2024 1. Número de robots industriales instalados en todo el mundo.
- ISO 9283:1998 -Manipulación de robots industriales - Criterios de rendimiento y método de prueba relacionado.
- ISO 10218-1:2011 ñona Robots y robots industriales ñona Requisitos de seguridad para robots industriales.
- Sociedad Estadounidense de Soldadura (AWS), Datos y estadísticas de la fuerza laboral de soldadura 'Previsión 'para la escasez avanzada de soldadores.
- ISO/TS 15066:2016 ñano Robots y robots industriales ñona Robots industriales colaborativos (ahora en ISO 10218:2025).


