
Entre em Contato com Zhouxiang
O fabricante de máquinas florestais Ponsse, fabricante de máquinas florestais, reduziu sua programação de robô de soldagem de dez dias para um pingente de ensino de 10 x velocidade, passando de programação de programação para uma programação de ensino de 10 x programação offline. Esse número (publicado pelo fornecedor OLP Visual Components em 2025) incorpora exatamente por que a programação offline é o fluxo de trabalho padrão dentro de um robô de soldagem de pórtico: um trilho de 12 m com centenas de TCPs não é algo que um ser humano queira percorrer com um pingente portátil Este como-para cobrir o que é a programação off-line para robôs de soldagem de pórtico, o fluxo de trabalho de sete estágios que todo pacote OLP usa, as razões específicas do pórtico que o OLP importa mais aqui do que em células estacionárias, números reais de estudo de caso, uma comparação honesta contra a programação pendente de ensino e uma lista de verificação do comprador para escolher o software OLP que se encaixa em sua loja.
Especificações rápidas em resumo do trabalho de programação offline
| Ambiente Programação | Réplica virtual baseada em PC da célula robótica física |
| Entradas CAD típicas | Tekla, SolidWorks, NX, CATIA, Creo (STEP ou nativo) |
| Marcas de robôs suportadas (típicas) | ABB, FANUC, Yaskawa, KUKA (um assento OLP, multimarca) |
| Estágios do fluxo de trabalho | 7 (importação CAD → layout de célula → geração TCP → simulação → código gen → touch-up → produção) |
| Aceleração Típica de Programação | 2 x a 10 x vs ensinar pingente (aplicativo dependente) |
| Precisão inicial (antes do retoque) | Dentro de ~1/4 polegada (6 mm) após a calibração |
| Custo típico de licença de software | $3k$30 k/ano por assento (OLP de terceiros de nível intermediário) |
O que é programação offline para robôs de soldagem de pórticos?

Programação offline (Offline programming, OLP) é escrever, e validar o programa de movimento de um robô de soldagem em um PC dentro de uma réplica virtual da célula sem nunca parar o robô físico Em vez disso, o robô continua soldando seu trabalho atual enquanto os engenheiros constroem o próximo programa em simulação, exportam o código gerado para o controlador e o implantam com um passe de retoque curto.
Comparado com o método teach pend, onde um técnico fica dentro de uma cerca de segurança correndo o braço ponto por ponto com uma unidade de controle portátil, o OLP desloca a programação do chão de fábrica para estações de trabalho de engenharia. Essa mudança é importante em qualquer robô, mas é desproporcionalmente importante em um pórtico robô soldagem, onde um trilho linear de 12 m carrega um braço de 6 eixos sobre peças de trabalho de cinco metros de largura, gerando centenas de Pontos de Centro de Ferramentas (TCPs) por passe Caminhar um operador através desses pontos em um pingente de ensino simplesmente não escala.
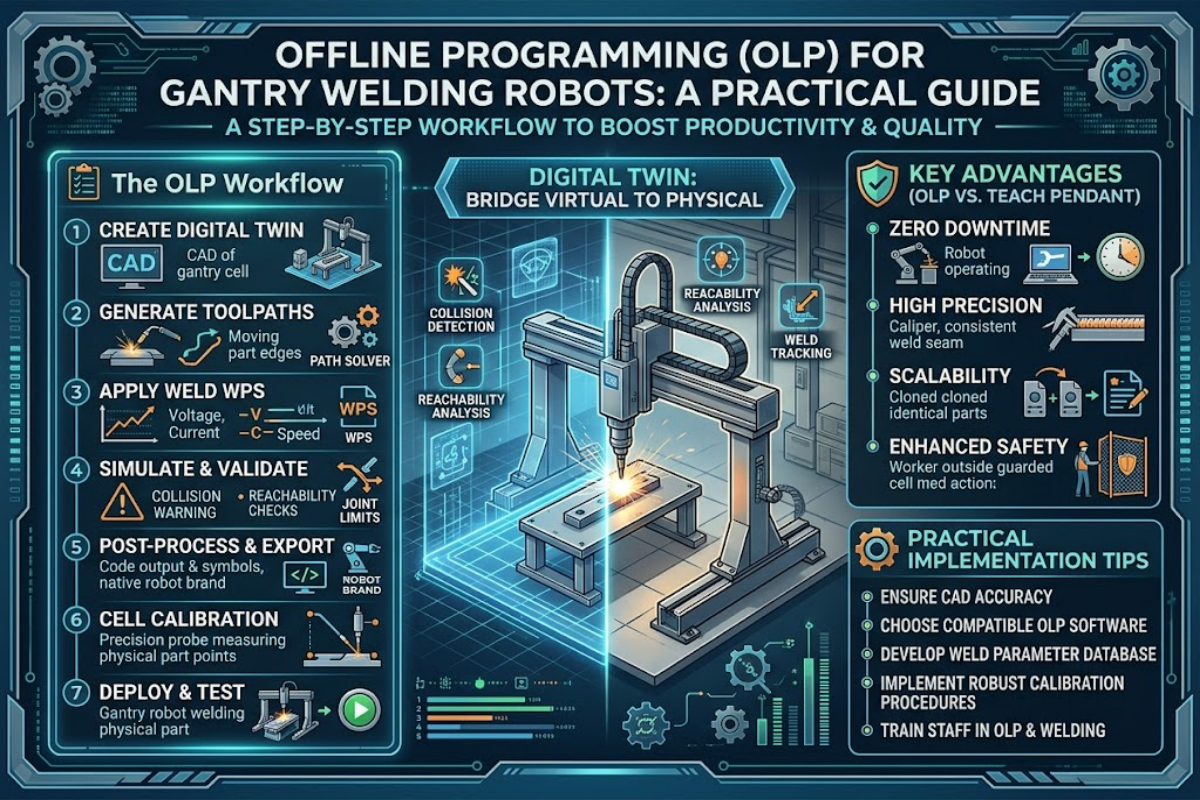
O fluxo de trabalho OLP: 7 etapas passo a passo

Todo pacote OLP sério para soldagem robótica segue amplamente o mesmo pipeline de sete estágios, seja RoboDK, Componentes Visuais, Robotmaster, FASTSUITE, OCTOPUZ ou uma ferramenta proprietária de OEM. Compreender esses estágios informa quais dados CAD você precisa upstream e o que o controlador do robô recebe downstream.
- Importar dados CAD. geometria do robô vem do OEM; peças de trabalho do modelo CATIA ou NX do cliente; luminárias da SolidWorks; ferramentas da Creo. Os arquivos chegam através de formatos neutros (STEP, IGES) ou tradutores nativos A precisão da representação de limite (B-Rep) da geometria importada é o que depende a geração TCP downstream.
- Disponha a célula virtual Posicione o robô, posicionadores, acessórios e peça de trabalho em um ambiente 3 D que espelha a geometria do chão de fábrica.
- Gerar TCPs O software calcula Pontos de Centro de Ferramentas a partir de normais de superfície e geometria de borda ao longo das costuras de solda pretendidas; a amostragem de comprimento de arco mantém o espaçamento TCP uniforme ao longo de caminhos curvos.
- Simule o movimento com detecção de colisão Execute o programa completo virtualmente Este solucionador verifica colisões corpo-par, falhas de acessibilidade e singularidades (configurações conjuntas onde o Jacobiano cinemático perde classificação e o movimento torna-se indefinido).
- Gerar robô-específico Um pós-processador exporta código nativo para o controlador alvo AB RAPID, FANUC TP, Yaskawa INFORM, KUKA KRL. Pacotes OLP de terceiros geralmente enviam pós-processadores para 1015 marcas de robôs.
- Toque físico-acima Carregue o programa no controlador real Ensine o robô um punhado de pontos de referência (localização da mesa de trabalho, origem do eixo rotacional, começo da solda) e deixe o software reconciliar os desvios CAD-à-físicos Os programas bem calibrados pousam tipicamente dentro de ~1/4 polegada (6 mm) da precisão final antes do toque-acima.
- Execute a produção Inicie a solda, monitore através do controlador ou MES e itere no próximo programa em paralelo.
Este padrão de sete estágios está documentado em a Documento de fabricação Procedia 2017 em uma célula de programação robótica off-line baseada em CAD para construção naval, que descreve o mesmo fluxo aplicado a um sistema de 9 graus de liberdade (um braço robótico de 6 eixos montado em um pórtico XYZ de 3 eixos).Seus autores defendem que programadores inexperientes podem produzir sequências de solda prontas para produção assim que o pipeline CAD estiver instalado, uma premissa central do OLP moderno.
Por que os robôs de soldagem de pórticos precisam mais de LPO do que células estacionárias

Robôs estacionários de 6 eixos são programáveis com um pingente de ensino dentro da razão: o envelope de trabalho é limitado, cada junta é visível de fora da cerca e uma soldagem típica tem dezenas de TCPs, não centenas Os robôs de soldagem de pórtico quebram todas essas três suposições.
Primeiro, o trilho é um eixo verdadeiro, não uma etapa de transporte Um único controlador coordena o curso linear com as seis juntas articuladas durante a soldagem, o que significa que o planejamento do caminho tem que resolver a cinemática inversa em mais de 7 graus de liberdade A análise espacial de 2026 da tecnologia de programação off-line observa que os sistemas de pórtico “adicionam graus adicionais de liberdade além do braço do robô... o solucionador tem que tratar os eixos do pórtico como parte da cadeia cinemática” que altera o espaço de trabalho acessível e a paisagem de singularidade em comparação com um pedestal fixo Segundo, o envelope físico é enorme: um trilho m de 12 com um vão de solda de 5 m significa que um programador precisaria caminhar metros entre TCPs em um pingente de ensino Terceiro, as células do pórtico geralmente incluem um posicionador de peça de trabalho como um eixo 8 ou 9, e um caso de construção naval revisado por pares descreve uma célula 9-DOF (braço de eixo 6 + pórtico de eixo 3) explicitamente projetada para que um programador “inexperiente” possa produzir programas de produção.
Se você leu nosso guia complementar no Robô de soldagem de pórtico de 7, a tomada segue diretamente: o mesmo eixo adicionado que expande o envelope de trabalho é o que torna o ensino manual impraticável (unworkable) aqui o que torna uma cadeia de ferramentas OLP adequada obrigatória em vez de opcional Para a mecânica mais ampla, consulte como funciona um robô de soldagem de pórtico e o comparação entre trilho terrestre versus cantilever versus pórtico.
💡 Dica profissional
OLP paga longas e contínuas costuras de solda com muitos TCPs O trabalho puro de pick-and-place com 4 pontos mais rápidos em 5 ainda é mais barato para programar no pingente Associação da indústria Notas A3 (Associação para o Avanço da Automação) o mesmo limite em seu primer OLP.
Benefícios apoiados por dados de casos reais
Defender o LPO em um robô de soldagem de pórtico é um trabalho concreto, não especulação Vários fabricantes publicaram cortes verificáveis no tempo de programação após a adoção do LPO de terceiros:
10x
Ponsse: 10 dias → programação de 1 dia
70%
Anexos AMI: 2 semanas → 4 dias
80%
Jardins de Berlim: tempo de programação reduzido
2,5x
AFRIT: produção diária 8 → 20 caixas
Esses números vêm de estudos publicados pela Visual Components em 2025 e refletem implantações do mundo real em linhas de soldagem (caso de soldagem).Os dados projetados ou agregados do fabricante não são dados de referência Ponsse, um fabricante finlandês de máquinas florestais, reduziu o tempo de programação em um robô de soldagem ABB montado em um pórtico de três eixos de dez dias para um; os programas foram construídos contra o modelo CAD 3 D de cada nova peça de trabalho antes que o controlador os visse, o que eliminou a janela de tempo de inatividade que os fluxos de trabalho dependentes de ensino tradicionais forçam. A AMI Attachments, fabricante norte-americana de acessórios para equipamentos pesados, cortou um ciclo típico de programação no chão de fábrica de duas semanas para quatro dias. AFRIT, um construtor de reboques sul-africano, dobrou a produção diária de oito para vinte latas, eliminando a programação manual como gargalo.
Por baixo dos números da manchete estão três mecânicas de reforço A programação acontece em paralelo com a produção, então o robô ganha dinheiro enquanto o próximo programa está sendo escrito Ferramentas de calibração (transformação de três pontos, multiponto best-fit, sondagem em processo) reconciliam a célula virtual para a célula real uma vez, e essa reconciliação se mantém nos programas subsequentes E um único assento OLP de terceiros pode dirigir frotas de robôs mistos (o fornecedor de software OCTOPUZ envia pós-processadores para aproximadamente 15 marcas, então uma loja executando programas de robôs ABB, FANUC, Yaskawa e KUKA, todos eles através de uma UI em vez de quatro. Nosso cálculo de ROI de soldagem robótica o guia cobre como essa economia de tempo de programação se enquadra na matemática geral de retorno da automação.
Ensine Pingente vs Programação Offline: Quando o OLP vence

A programação offline não substitui totalmente o pingente de ensino; cada implantação ainda usa um pingente para o passe de retoque final O que importa é quem faz a maior parte da programação: um técnico dentro da cerca ou um engenheiro em uma mesa.
| Dimensão | Ensine o pingente (online) | Programação Offline |
|---|---|---|
| Produção durante a programação | Parado | Correndo em paralelo |
| É hora de um caminho de solda de 100 TCP | Dias | Horas |
| Suporte multi-robô-marca | Um OEM de cada vez (pendente proprietário por marca) | Unidades de assento único 10015 marcas |
| Integração CAD | Nenhum (manual ponto a ponto) | Importação direta de Tekla /SólidoWorks /NX /CATIA /Creo |
| Compre melhor ajuste | Produção de baixa complexidade, 4 empregos de ponto de massa de complexidade | Costuras contínuas longas e de baixo volume de mistura alta, células de pórtico |
OLP não é universalmente Pendant programação ainda ganha em lojas que executam uma única parte em volume com punhado de TCPs ainda uma linha real da associação da indústria A3 OLP primer observa que a programação pendente permanece mais rentável “para processos com apenas quatro ou cinco pontos.” Também ganha onde sua equipe de engenharia não tem fluxo de trabalho CAD para alimentar o software: nenhum CAD em significa nenhum programa fora E a licença OLP em si executa cerca de $3k$30k por ano por assento, que é um item de linha real para lojas com um único robô.
Uma comparação de métodos mais profunda vive em nosso artigo mais amplo métodos de programação de robôs de soldagem, e o compromisso de produtividade com a soldagem manual em geral é coberto soldagem robótica vs soldagem manual.
Estime o retorno antes de se comprometer
Antes de escrever um pedido de compra para o software OLP, execute os números contra sua própria mistura de peças de trabalho e custo de trabalho de programação Nosso calculadora ROI robô soldagem e o nível da estação de trabalho estimador eficiência deixe você dimensionar a economia de tempo de programação em relação à licença + custo de treinamento. Não é necessário fazer login.
O que há dentro do software OLP: cinco componentes que importam

Os pacotes OLP todos parecem semelhantes do lado de fora: uma janela de visualização 3 D, uma árvore de componentes de células, um editor de caminho de solda, um pós-processador Diferenças reais vivem nas cinco camadas que fazem o trabalho oculto Quando você está avaliando fornecedores, esses são os componentes para perguntar para uma visão mais ampla da pilha de automação, veja nossa visão geral de tecnologia de soldagem robótica.
Camada de tradutor CAD
Cada célula do robô envolve geometria de vários sistemas CAD O tradutor lê arquivos nativos CATIA, NX, SolidWorks, Creo, Inventor e STEP neutro, preservando a topologia B-Rep, PMI (Informações de Produto e Fabricação) e metadados Se o tradutor deixar cair normais de superfície ou achatar bordas, a geração TCP downstream fica imprecisa A fidelidade nessa camada não é negociável.
Modelo cinemático do seu pórtico
Solucionadores de robôs genéricos podem lidar com um braço de 6 eixos Uma célula de pórtico adiciona o trilho (7 DOF) e muitas vezes um posicionador (8 ou 9 DOF) Este solucionador precisa de uma biblioteca cinemática que corresponda ao seu comprimento de trilho específico, marca de braço e configuração do posicionador, caso contrário, a análise de acessibilidade e singularidade não será confiável nas posições de final de viagem Peça ao fornecedor um arquivo de modelo que corresponda ao seu hardware exato antes de comprar.
Solucionador Colisão
A detecção de colisão executa dois modos Durante a simulação interativa, o solucionador retorna um sinal rápido de primeiro contato para a UI Antes da implantação, ele executa uma passagem exaustiva que relata cada par de corpos em colisão e ponto de interseção (pontos) para o diagnóstico do programador precisa do caminho Em um pórtico, o escopo da colisão deve incluir o trilho, o carro, a corrente de cabo e a tocha em relação à peça de trabalho e aos acessórios (fixing arm-versus-part).
Gerador TCP
A avaliação normal da superfície dá à tocha seu ângulo de aproximação em todos os pontos de referência A amostragem parametrizada do comprimento do arco ao longo das bordas mantém o espaçamento TCP uniforme ao longo da geometria da curva física, em vez de pontos de agrupamento em regiões de alta curvatura Para costuras de solda que seguem uma borda através de caminhos multissegmentos, o gerador também precisa de propagação suave da borda para que o movimento resultante permaneça G1-contínuo.
Pós-processador específico para robô
Os pós-processadores traduzem o programa de movimento gerado para o idioma nativo de cada um: ABB RAPID, FANUC TP, Yaskawa INFORM, KUKA KRL Um OLP de terceiros que envia pós-processadores para marcas 10 controller1 permite que um assento seja uma frota mista Um OLP proprietário-EM (RobotStudio, RoboGuide, MotoSim, KUKA.Sim) geralmente é mais profundo em sua própria marca, mas não ajudará se você também executar duas outras marcas no chão.
Cinco verificações antes de comprar software OLP para seu pórtico
Executar esta lista antes de assinar um pedido de compra Cada item queimou pelo menos uma loja que pulou.
- Cobertura cinemática do pórtico Confirme se a biblioteca do fornecedor possui um modelo que corresponde ao comprimento do trilho, à marca do braço e à configuração do posicionador Os solucionadores genéricos perdem precisão nas posições de fim de trilho; solicite uma demonstração da geometria de uma célula que corresponda à sua.
- Cobertura de formato CAD. Combine as importações apoiadas pelo fornecedor com sua pilha de engenharia As oficinas de aço estrutural funcionam principalmente em Tekla; os estaleiros administram CATIA; a fábrica geral usa SolidWorks ou NX. Um pacote que importa apenas o STEP forçará uma etapa de tradução e perderá o PMI.
- Pós-processadores multimarcas. Executando uma frota mista FANUC /ABB /Yaskawa / KUKA? um OLP de terceiros é mais barato e mais fácil do que um assento proprietário de OEM por marca. Peça a lista atual de pós-processadores antes de se comprometer.
- Ferramenta de calibração Transformação de três pontos, melhor ajuste de três pontos e sondagem em processo são as ferramentas que conciliam os desvios físicos de CAD para. Um caso documentado do fornecedor de OLP CENIT descreve exatamente como uma célula do eixo Crown Equipment 13 foi recuperada uma vez que os desenhos do integrador divergiram da configuração física. A calibração é o que faz o OLP funcionar na prática, não apenas na teoria.
- Rail-aware Seu solucionador deve ver o trilho, carro, corrente de cabo como obstáculos de detecção de colisão não apenas braço-versus-Valide esta demonstração: peça ao fornecedor para mostrar a detecção de colisão entre o carro do pórtico e um dispositivo elétrico no meio do trilho.
Nota de Engenharia Exemplo TrabalhadoUma oficina de aço de médio volume operando um trilho de 12 m com um único braço FANUC e um fluxo de trabalho de importação de modelo Tekla em $8k $15 por ano para um assento OLP de terceiro nível intermediário mais uma conta de treinamento de uma semana para o retorno de engenharia apenas no tempo de programação economiza dentro de 69 meses a 1,50+ H-beams por ano Nosso. guia de seleção de robôs de soldagem abrange o contexto mais amplo do capex.
Solicite uma cotação de estação de trabalho de robô de soldagem de pórtico Zhouxiang →
Perguntas frequentes

P: Qual é a diferença entre programação offline e programação pendente de ensino?
Ver Resposta
Ensinar programação pendente (também chamado de programação on-line) é feito no robô físico, com um técnico dentro da cerca de segurança correndo o braço e gravando waypoints um de cada vez A produção é interrompida durante o processo de programação programação off-line (OLP) é executado inteiramente em um PC usando uma réplica virtual da célula do robô, de modo que o robô físico pode continuar produzindo enquanto o próximo programa está sendo construído Você ainda usa o pendente de ensino para um curto passe de retoque final para reconciliar qualquer pequeno CAD-para-físico deslocamentos (offsets), mas a maior parte do trabalho move fora do chão de fábrica e em estações de trabalho de engenharia.
P: Quanto mais rápido é o OLP do que ensinar programação pendente em um pórtico?
Ver Resposta
Estudos de caso publicados relatam acelerações de 2 x a 10 x. Ponsse passou de dez dias para um dia; os Anexos AMI passaram de duas semanas para quatro dias.
Q: Preciso de um modelo CAD de cada dispositivo elétrico e peça de trabalho?
Ver Resposta
Você precisa de CAD para o seu robô (geralmente fornecido pelo OEM), sua peça de trabalho e quaisquer acessórios que o robô irá mover-se Se você fizer um trabalho de make-to-print sem CAD upstream, uma opção de nuvem de ponto de câmera estéreo permite que você e soldar sem modelar primeiro, mas este é um recurso pago e nem todo pacote OLP envia.
P: O OLP funcionará com minha marca de robôs existente?
Ver Resposta
Pacotes O de terceiros geralmente suportam marcas 100015 (ABB, FANUC, Yask, KUKA, Panasonic, Kawasaki e similares).Confirme o modelo de controlador específico e o firmware na lista atual de pós-processadores do fornecedor antes de comprar.
P: Posso pular o retoque do pingente inteiramente com OLP?
Ver Resposta
No. OLP normalmente obtém você dentro de cerca de 1/4 polegada de precisão final, que então precisa de uma breve passagem de retoque na célula Pular essa etapa geralmente produz defeitos de solda a partir de pequenos deslocamentos entre o modelo CAD e o dispositivo físico.
P: O OLP vale a pena para uma loja com apenas um robô de soldagem de pórtico?
Ver Resposta
Se o pórtico executa costuras contínuas longas com muitos TCPs (vigas de casco), colunas de caixa, painéis de caixa longos sim, um OLP de terceiros de assento único geralmente paga um ano apenas com economia de tempo de programação, mesmo sem adicionar um segundo robô Se a loja executa a produção em massa de uma única peça simples com poucos pontos de solda, o pingente de ensino ainda ganha no capex e a licença OLP é difícil de justificar Lojas executando marcas de robôs mistos se beneficiam mais, porque um assento OLP substitui vários pingentes OEM e programas de treinamento.
Artigos Relacionados
- Detalhamento do custo da célula de soldagem robótica ^ itens de ópice
- Cronograma de manutenção de robôs de soldagem 0 que verificar e quando
- Detalhamento do custo do robô de soldagem matemática do custo de propriedade
- Robô de pórtico vs Robô articulado para soldagem 'compromissos'
Referências e fontes
- Programação de Robôs e Parametrização de Soldagem Offline baseada em CAD de uma Célula Robótica Flexível e Adaptativa para Construção Naval Fabricação de Elsevier), 2017
- Programação Offline Desmistificante Robô (A3)
- Relatório Mundial de Robótica 2025 – Federação Internacional de Robótica
- Portal de dados da força de trabalho de soldagem Sociedade Americana de Soldagem
- Programação e simulação off-line a partir de desenhos CAD (arXiv) (aplicação industrial revisada por pares)
Sobre Esta Análise
Este guia foi escrito para engenheiros de fabricação avaliando software de programação off-line para células de robôs de soldagem de pórtico Os números de produtividade do estudo de caso (Ponsse 10 x, AMI Attachments 701TP3 T, Berlin Gardens 801TP3 T, saída AFRIT 2.5 x) são extraídos de relatos de casos de fabricantes publicados; os mapas técnicos de fluxo de trabalho para o estudo de células de construção naval 9-DOF revisado por pares na Proceducia Manufacturing Os 34 anos de experiência de implantação de automação de soldagem de Zhouxiang moldam a lista de verificação de compras específica do pórtico, mas todas as estatísticas de origem acima vêm de autoridades independentes, não da literatura do fornecedor.


