Entre em Contato com Zhouxiang

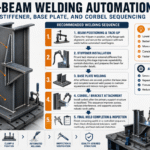
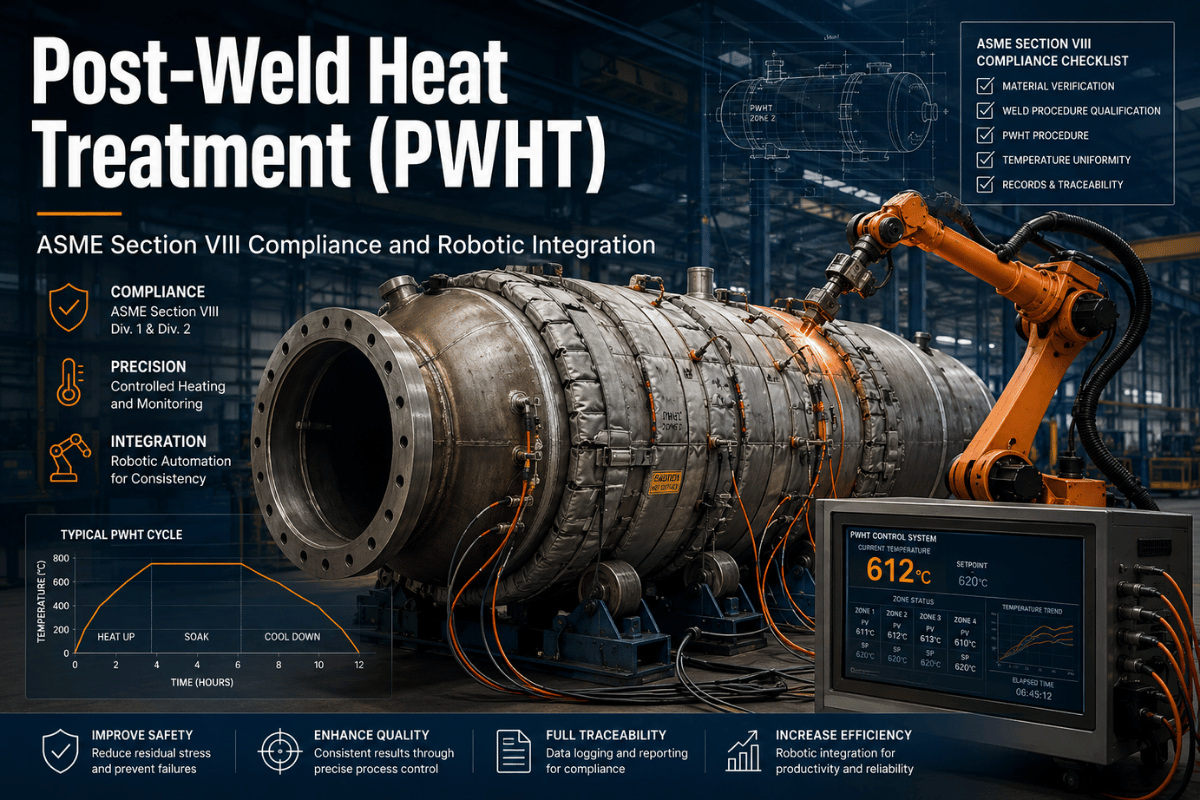
Tratamento Térmico Pós-Soldagem (PWHT): Conformidade e Integração Robótica da Seção VIII da ASME
Conteúdo
mostrar
Tratamento térmico pós-soldagem (PWHT): o guia completo do engenheiro para conformidade de código, parâmetros de processo e inspeção
O que é tratamento térmico pós-solda?
O tratamento térmico pós-soldagem (PWHT) é um processo térmico controlado aplicado a um conjunto soldado após a conclusão. O conjunto é aquecido a uma temperatura especificada (sempre abaixo da temperatura crítica mais baixa de transformação (Ac1, aproximadamente 720-73 C para aço carbono) (mantido naquela temperatura por um período definido e depois resfriado a uma taxa controlada.
A distinção importa: PWHT não refunde a solda ou altera a geometria da solda Ele opera inteiramente no estado sólido, permitindo que a rede atômica do aço relaxe, redistribua as tensões bloqueadas e, em alguns materiais, tempera uma microestrutura dura em uma mais resistente O processo de soldagem deposita calor em um padrão altamente concentrado e não uniforme (o tratamento térmico após a soldagem corrige as consequências metalúrgicas dessa assimetria É uma tarefa de precisão de engenharia, não uma operação simples de “heat e cool”.
Faixa Temperatura
595 °C 770 °C
Tempo de espera
1 hora/25 mm (min 30 min)
Taxa de aquecimento
Max 400 °F/hr espessura de parede de LECTIVE
Diferencial Max Temp
139 °C (250 °F) durante a imersão
Padrão de processo
ASME UCS-56/B31.1/B31.3
A redução de tensão residual é o objetivo principal do tratamento térmico pós-soldagem. Os objetivos secundários incluem melhorar a tenacidade e a ductilidade na zona afetada pelo calor (HAZ), suavizar microestruturas martensíticas duras e eliminar o hidrogênio difusível que se acumulou durante a soldagem. Todos os três objetivos reduzem o risco de rachaduras em serviço.
Por que a soldagem cria tensão residual

Quando um arco de soldagem aquece o metal a 1.500 C ou mais, o material de base circundante permanece relativamente frio O resfriamento rápido das temperaturas de soldagem força então o metal de solda quente a se contrair contra a restrição da estrutura circundante mais fria A junta soldada não pode se contrair livremente (o material circundante o mantém: o metal de solda e a ZTA são colocados em um estado de tensão de tração residual que pode se aproximar da resistência ao escoamento do material Para um aço carbono macio com uma resistência ao escoamento de 250 MPa, a tensão residual bloqueada pode atingir 200-250 MPa mesmo em uma solda perfeitamente feita.
Dois mecanismos de falha são amplificados diretamente por alta tensão residual:
- Fragilização de hidrogênio: Ao soldar, o hidrogênio atômico é produzido a partir da água (no arco, revestimento, metal base).Alta tensão residual de tração interna leva à expansão na rede cristalina que abre bolsas onde o hidrogênio se move prontamente e é armazenado nos limites dos grãos, levando à formação de rachaduras de hidrogênio (rachaduras a frio ou rachaduras induzidas por hidrogênio, HAC), que podem ocorrer entre horas e dias após a conclusão da soldagem. Isso explica a importância do controle da temperatura entre passagens a ser mantida acima de 200 °C entre as passagens antes de qualquer tratamento térmico pós-solda (PWHT).
- (i) Fissuração por corrosão sob tensão (SCC).Em fluxos de processo úmidos de HS, cloretos, cáusticos e contendo CO, o SCC ocorrerá em tensões residuais de tração e acelerará através de rachaduras que estão se propagando na ZTA de uma microfissura. O SCC só pode ocorrer sob três condições simultâneas; um material suscetível a ataques, um ambiente corrosivo e uma tensão de tração. Para evitar SCC, este último elemento deve ser removido por PWHT. Em um estudo da TWI (2005), o PWHT de soldas circunferenciais de aço inoxidável martensítico a 650 ° Celsius por 5 minutos no momento da soldagem levou a um histórico livre de falhas, em oposição a uma série de falhas de serviço nas juntas soldadas.
No caso de aços ferríticos intensificados por resistência à fluência de alto cromo (CSEF) como o P91, a ZTA soldada é transformada quase 1001TP3 T em martensita não temperada após o resfriamento A dureza da ZTA neste ponto geralmente 350-40 HV está muito acima do valor permitido pela ASME de 250 HB e a fragilização em temperaturas de serviço não será uma suposição, mas quase um fato.
Requisitos do código PWHT: o que ASME e AWS realmente exigem
A duradoura Loja Myth (Oficina de compras) Fabric (Tela) para toda a solda de aço carbono acima de 12 mm requer pwht” Isto inequivocamente não é o caso de qualquer código importante Existem códigos a seguir, grupos de materiais a ter em conta, bem como se o pré-aquecimento foi aplicado durante o processo de solda antes do tratamento térmico pós-soldagem!
A Regra de 38 mm (Seção VIII da ASME)
ASME Seção VIII Div.1 (vasos de pressão) afirma PWHT é necessário para aço carbono P-No.1 com uma espessura superior a 32 mm (1,25 polegadas), a menos que o pré-aquecimento é realizado Este “rule” estende-se a 38 mm (1,5 polegadas) se o fabricante usa pré-aquecimento em conjunto com uma temperatura mínima de pré-aquecimento de 93 °C (200° F).
0 A Regra de 38 mm Tem Condições
Esta isenção de 38 mm é válida apenas para aços carbono P-No. 1 ASME seção VIII. Um código diferente, um material diferente (P91), um ambiente operacional diferente (NACE/ISO 15156 (serviço azedo)) induzirá critérios diferentes (muitas vezes mais rigorosos) Consulte sempre o código aplicável para seus serviços.
Esta isenção de 38 mm é válida apenas para aços carbono P-No. 1 ASME seção VIII. Um código diferente, um material diferente (P91), um ambiente operacional diferente (NACE/ISO 15156 (serviço azedo)) induzirá critérios diferentes (muitas vezes mais rigorosos) Consulte sempre o código aplicável para seus serviços.
Limiares PWHT por Código e Grupo de Materiais
| Código/Padrão | Material /P-Não. | Limiar Obrigatório PWHT | Notas |
|---|---|---|---|
| ASME Seg. VIII Divisão. 1 | P-No. 1 (Aço Carbono) | >32 mm (sem pré-aquecimento); >38 mm (com pré-aquecimento a 93 °C) | Limite de fabricação de embarcações mais comum |
| Tubulação de alimentação ASME B31.1 | P-No. 1 (Aço Carbono) | >19 mm (3⁄4 polegada) | Limite inferior devido ao serviço térmico cíclico; reduzido para 16 mm com pré-aquecimento |
| Tubulação de processo ASME B31.3 (pré-2014) | P-No. 1 (Aço Carbono) | >19 mm (3⁄4 polegada) | Mesmo limite base de B31.1 |
| Tubulação de processo ASME B31.3 (2014+) | P-No. 1 (Aço Carbono) | Totalmente isento em todas as espessuras | Requer pré-aquecimento de 95 °C (200 °F) para >25 mm; soldas multipassagem para >5 mm. Nenhum PWHT necessário se as condições forem atendidas. |
| ASME Seg. I/B31.1 | P-No. 5B (Grau P91) | Espessuras obrigatórias de TODOS | Sem isenção. 73070 °C, mínimo de 2 horas. Uniformidade de temperatura ±30 °C. |
| Estrutural AWS D1.1 | Carbono e aços de baixa liga | Dependente do procedimento, não universalmente obrigatório | ditados WPS; alívio de estresse às vezes exigido de acordo com as especificações do projeto |
Outra mudança que os fabricantes de tubulações de processo podem celebrar especialmente com a revisão de 2014 do ASME B31.3 é a capacidade de renunciar ao PWHT necessário para a soldagem em um sistema de tubulação de aço carbono P-No.1, implementando pré-aquecimento controlado na solda. Exceções se aplicam às aplicações de tubulação de serviço azedo (onde os requisitos de dureza NACE/ISO 15156 provavelmente ainda exigirão PWHT) e aplicações fora da categoria P-No.1.
Para conformidade com as especificações do procedimento de soldagem, consulte nosso guia Especificações do procedimento de soldagem O que os engenheiros devem documentar.
Temperatura e tempo de espera PWHT: Tabelas de referência
Cada tratamento térmico pós-soldagem tem três controles: a temperatura da faixa de imersão, um tempo mínimo de retenção na temperatura e taxas permitidas de aquecimento/resfriamento. Cada um dos itens acima, se incorreto, pode ter um efeito muito pior do que nenhum PWHT.
Parâmetros PWHT específicos do material
| Grau de Material (ASME) | Designação de liga | Faixa de temperatura PWHT | Tempo de espera mínimo | Taxa máxima de resfriamento |
|---|---|---|---|---|
| P1/P2 | Aço carbono /0,5Mo | 595 °C 720 °C | 1 hora por 25 mm (min 30 min) | Forno ou controlado |
| P11/P12 | 1,25 Mo. 5Mo (1,25 Mo). | 680 °C 730 °C | 1 hora por 25 mm (min 30 min) | Forno ou controlado |
| P22 | 2,25C thought1Mo | 680 °C 730 °C | 1 hora por 25 mm (min 30 min) | Forno ou controlado |
| P5/P9 | 5Cr 0,5Mo/9Cr1Mo 1Mo | 730 °C 760 °C | 1 hora por 25 mm (min 30 min) | Forno ou controlado |
| P91 | 9Cr1m1oVNb (CSEF) | 730 °C 770 °C | 2 horas no mínimo | Máx. 80 °C/h acima de 400 °C |
| P92 | 9C.5Mo2W (CSEF) | 730 °C 770 °C | 2 horas no mínimo | Máx. 80 °C/h acima de 400 °C |
Qual temperatura é usada para PWHT de aço carbono?
Os códigos ASME especificam a faixa de temperatura de retenção para o aço carbono P-No.1 como sendo 595-720 C (1.100-1.330 F) A aplicação da indústria seguindo ASME UCS-56 na maioria das vezes detém cerca de 1.150 F 50 F (621 C 28 C) para centralizar na prática.
O teto Ac1 por ac1, por que uma temperatura mais alta não é melhor
Exceder aproximadamente 720 °C para o aço carbono atravessa a transformação Ac1 O ponto parcial no qual o aço começa a converter de volta à austenita A re-austenitização parcial faz com que a ZTA se reforme e endureça durante o resfriamento rápido, potencialmente criando uma microestrutura pior do que antes do tratamento Para P91, exceder 790 °C (a temperatura máxima de têmpera segura) destrói permanentemente a dispersão fina de carboneto M23C6 responsável pela resistência à fluência (dano) que não pode ser revertido sem um ciclo completo de renormalização e têmpera. A disciplina de temperatura máxima é tão importante quanto a disciplina de temperatura mínima.
Exceder aproximadamente 720 °C para o aço carbono atravessa a transformação Ac1 O ponto parcial no qual o aço começa a converter de volta à austenita A re-austenitização parcial faz com que a ZTA se reforme e endureça durante o resfriamento rápido, potencialmente criando uma microestrutura pior do que antes do tratamento Para P91, exceder 790 °C (a temperatura máxima de têmpera segura) destrói permanentemente a dispersão fina de carboneto M23C6 responsável pela resistência à fluência (dano) que não pode ser revertido sem um ciclo completo de renormalização e têmpera. A disciplina de temperatura máxima é tão importante quanto a disciplina de temperatura mínima.
A taxa de aquecimento pelo requisito ASME UCS-56 para isso é de 400 F/hr (222 C/hr) máximo dividido pela maior espessura de parede para 3 polegadas (50 mm), onde 400 F/hr (222 C/hr) continua a ser o limite superior absoluto para seções finas Isso limitaria a taxa de aquecimento deste casco de 2 polegadas (50 mm) de espessura a não mais de 200 F/hr (111 C/hr) A diferença de temperatura quente e fria em todo o conjunto não deve exceder 250 F (139 C) durante a imersão.
Quatro tipos de tratamento térmico pós-soldagem comparados

PWHT não é um tratamento, é uma série de tratamentos projetados para uma série de problemas metalúrgicos Escolher o PWHT incorreto será tão devastador quanto nenhum pwht.
Guia de decisão do tipo PWHT
| Tipo | Temperatura | Finalidade Primária | Melhor Para |
|---|---|---|---|
| Alívio do estresse | 595720 °C (aço carbono) | Reduza o estresse residual por meio do relaxamento por fluência | Aço carbono e soldas de baixa liga que exigem conformidade com o código |
| Temperamento | Temperatura de têmpera específica da liga (680070 °C para Cr-Mo) | Converta martensita frágil em martensita temperada resistente; melhora a resistência à tração e o equilíbrio de tenacidade | P91, P11 P22 todos os graus Cr-Mo como soldados |
| Normalização | Acima de Ac3 (~900 °C), depois o ar esfria | Refinar a estrutura de grãos grossos | Soldas eletroescória; ZTAs severamente superaquecidas |
| Assar hidrogênio | 2000 °C, pós-soldagem imediata | Impulsione o hidrogênio difusível da ZTA antes que ela se concentre | Aços de alta temperabilidade; seções grossas; serviço azedo |
Uma palavra sobre Alívio de Tensão de Vibração (VSR) “ esta energia de processo na forma de vibração mecânica é usada para alinhar a estrutura de grãos, diminuindo assim as tensões residuais, sem calor sendo envolvido Como nenhum calor é adicionado à estrutura, não há necessidade de uma têmpera, ou um resfriamento controlado, eliminando assim o risco de distorção térmica Pesquisas acadêmicas independentes conduzidas na Universidade Técnica de Vilnius Gediminas concluíram que as amostras de solda de topo tratadas com VSR ”exibiam propriedades de resistência e elasticidade semelhantes às do tratamento térmico Nenhuma escala de óxido foi encontrada para se formar nas soldas, e havia requisitos “significativamente mais baixos para o custo do equipamento Embora este método não seja reconhecido como equivalente ao PWHT térmico para atender aos requisitos de vasos de pressão e tubulação de energia do código ASME BPVC e B31, o VSR é um método apropriado para estruturas (pontes, guindastes, tanques de armazenamento) não regidas por códigos de pressão onde o alívio de tensão é principalmente para estabilidade dimensional.
SCENARIO 3 suportes de construção de fabricantes de aço estrutural para uma subestação elétrica observa que todas as espessuras de solda estão abaixo do limite de isenção ASME.3 2014. Como não há necessidade de código de pressão PWHT e a estabilidade dimensional é a principal preocupação, o VSR é uma opção de tratamento rápida e mais barata em comparação com o tratamento do forno.
Matriz de decisão de materiais: quais aços exigem PWHT

O grupo de materiais ASME P-Number é a primeira tela para qualquer decisão PWHT Abaixo está uma matriz consolidada de requisitos obrigatórios vs condicionais nos aços de serviço de pressão mais comuns, incluindo as propriedades mecânicas que o PWHT deve alcançar para cada grau Sempre faça a verificação cruzada com o código de serviço governante e a especificação do cliente.
| Material | ASME P-Não. | PWHT Necessário? | Faixa de temperatura típica | Caverna Chave |
|---|---|---|---|---|
| Aço carbono (C ≤0,35%) | P-Não. 1 | Condicional/dependente de código | 595 °C 720 °C | ASME B31.3 2014+: totalmente isento com pré-aquecimento |
| Aço carbono-molibdênio | P-Não. 3 | Geralmente necessário >16 mm | 595 °C 720 °C | Verifique por código; risco de fragilização por têmpera |
| 1,25C.0,5Mo (P11/P12) | P-Não. 4 | Exigido sob a maioria dos códigos | 680 °C 730 °C | EPRI recomenda extremidade inferior para tenacidade ao impacto |
| 2,25Cr1Mo (P22) | P-Não. 4 | Exigido sob a maioria dos códigos | 680 °C 730 °C | Nunca deixe esfriar abaixo de 200 °C antes do PWHT |
| 5Cr.5Mo/9Cr1Mo (P5/P9) | P-No. 5A | Necessário (a) todas as espessuras | 730 °C 760 °C | Refinaria/serviço HDS; resistência à sulfetação crítica |
| 9Cr1m1VNb (P91) | P-Não. 5B | Obrigatório (mandatory) todas as espessuras, sem isenção | 730 °C 770 °C | ±30 °C uniformidade de temperatura; a ferrita delta deve estar ausente |
| Inoxidável austenítico 304/316 | P-No. 8 | Não recomendado | N/A | PWHT causa sensibilização (precipitação de carboneto de Cr → corrosão) |
| Duplex aço inoxidável | P-Não. 10H | Solução de recozimento (apenas 1,0201,100 °C) | 1.020 °C 1.100 °C | Alívio de tensão PWHT não aplicável; risco de formação intermetálica |
Como o PWHT é executado: equipamentos, termopares e etapas do processo

Todos os ciclos PWHT têm um requisito mínimo de quatro estágios para o ciclo: aquecimento controlado até a temperatura, imersão na temperatura, resfriamento controlado da temperatura e gravação/documentação Todos os quatro estágios têm limites de taxa exigidos pelo código e monitoramento.
Métodos Aquecimento
Aqui estão 4 tratamentos térmicos pós-soldagem que podem ser aplicados tanto na oficina quanto no campo:
- Aquecimento do forno: Este processo envolve o aquecimento de todo o conjunto da peça em um forno cuidadosamente controlado por temperatura Prós: Excelentes temperaturas uniformes, muito boas para peças pequenas a médias Contras: A peça precisa caber fisicamente no forno, e as peças carregadas assimetricamente são propensas a distorção.
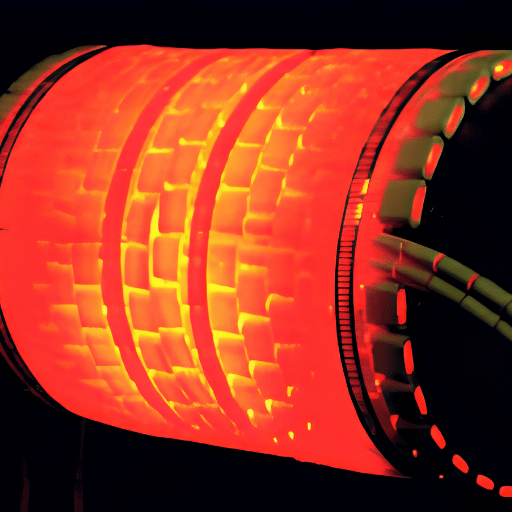
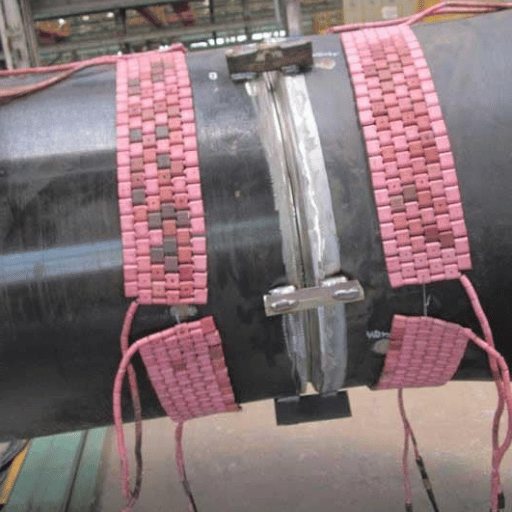
- Aquecimento por resistência elétrica (cobertores de almofada cerâmica): As almofadas de aquecimento cerâmicas flexíveis são dispostas ao redor da solda Nessas almofadas, um fio de resistência gera calor, que é transferido para a superfície do objeto a ser soldado Os termopares são soldados à peça pelo método capacitor-descarga, as almofadas colocadas e cobertas com mantas isolantes térmicas.Estes são de longe o método mais comum no local aplicado no trabalho de tubulação Constante de tempo mais longa, o uso da lógica de controle PID necessária para evitar overshoot.
- Uma bobina flexível é enrolada em torno da área de solda e a corrente alternada dentro das bobinas cria uma corrente dentro do metal que aquece de dentro A resposta térmica rápida, o menor custo a longo prazo para consumíveis e bobinas de indução reutilizáveis está tornando a indução uma ferramenta favorita para fabricação de tubulações de alto volume.
- queimadores de gás de alta velocidade para quando áreas maiores do material precisam ser tratadas ou quando for aplicado disparo dentro de um vaso de pressão (use o próprio invólucro do vaso como forno) Grau ruim de controle de temperatura
Requisitos da banda de imersão
2412 PWHT 52 Para PWHT local, a largura do material na faixa de imersão (que se enquadra em uma faixa de temperatura especificada) não pode ser inferior às larguras do código:
- ASME Seção VIII: Faixa de imersão = 2 x espessura de solda ou 50,8 mm (2”) de material de base do centro de solda, o que for menor.
- ASME B31.3: Faixa de imersão = largura total da solda + 1” (25,4 mm) para ambos os lados.
- BS EN 13445 banda aquecida=5 (Rt), R=raio do vaso, t=espessura da parede=5 (diâmetro do vaso dividido por 2 X espessura da parede)
Pacote Documentação
Um pacote de documentação em 4 partes que acompanham o ciclo de PWHT para uma peça conforme,
- Registro de tratamento térmico (IDs de solda, componente, data, operador)
- Traço do gravador gráfico de tiras (curva tempo-temperatura para cada termopar)
- Certificado de calibração para termopares e equipamentos de registro (Rastreáveis NIST)
- Registro de Não Conformidade (Procedimento PWHT/qualquer saída e resolução)
O que acontece quando você pula o PWHT?
Renunciar ao tratamento térmico pós-soldagem (WHT) quando for obrigatório, quando as condições de serviço exigirem, ele resulta em três classes: problemas metalúrgicos que ocorrem imediatamente; falhas durante o serviço que surgem após, não durante a operação; e questões potencialmente dispendiosas de conformidade e responsabilidade.
Imediato & Microestrutura solda em condições de solda 350-420 HV (limite de código 250 H) têm dureza HAZ de solda (limite de código 250 H) tornando a área de solda fragilizada e vulnerável a falhas sob impacto ou choque térmico antes do serviço.
Fissuração retardada de hidrogênio A fissuração retardada de hidrogênio pode ocorrer a qualquer momento entre 24 e 72 horas após a soldagem, quando soldadores e inspetores já saíram do local. O hidrogênio se difunde para locais de microestrutura de neblina dura, onde cria as condições para que as fissuras nucleem sob uma tensão residual de tração e se espalhem de locais com maior concentração de tensão. A falha de uma série de plataformas de estrutura elevatória offshore foi atribuída diretamente à falha na inclusão de um pré-aquecimento ou PWHT como parte dos reparos de solda.
Fissuração em serviço Tipo IV em P91: O defeito predominante de limitação da vida útil da falha nas soldas P91 da usina é o Tipo de soldagem, que é iniciado na ZTA de granulação fina, onde a solda e os metais básicos se encontram devido à fluência das soldagens em a zona de tensão residual da ZTA. A aplicação apropriada de PWHT com controle preciso de temperatura reduzirá significativamente essa tensão residual e atrasará o início da trinca.
Risco SCC sem PWHT em ambientes azedos e cloretos
Três elementos são necessários para que a fissuração por corrosão sob tensão inicie e cresça: material sujeito a fragilização, a presença de um ambiente corrosivo e uma tensão de tração aplicada O tratamento térmico pós-soldagem adequado fornece o terceiro componente essencial Os testes mostraram que uma solda em serviço que sofreu PWHT 650 °C falhou pelo IGSCC, ainda no estado de solda, este tipo de solda em serviço tem inúmeros incidentes de fissuração.
Três elementos são necessários para que a fissuração por corrosão sob tensão inicie e cresça: material sujeito a fragilização, a presença de um ambiente corrosivo e uma tensão de tração aplicada O tratamento térmico pós-soldagem adequado fornece o terceiro componente essencial Os testes mostraram que uma solda em serviço que sofreu PWHT 650 °C falhou pelo IGSCC, ainda no estado de solda, este tipo de solda em serviço tem inúmeros incidentes de fissuração.
PWHT na geração de energia: caldeiras, embarcações e carretéis de tubos
Nenhum setor de fabricação está sujeito a requisitos de serviço mais exigentes como a indústria de geração de energia, devido a fatores como; pressões elevadas, carga de ciclo térmico, temperaturas de várias centenas de graus e décadas de tempo de vida operacional Acoplado aos requisitos de materiais P91/P92 em todas as espessuras de parede, construção de seção espessa e cronogramas rigorosos de inspeção em serviço, é claro por que a conformidade com o PWHT define a qualidade do projeto na geração de energia.
A qualidade da solda prévia determina quanto trabalho PWHT deve fazer Uma solda com temperatura entre passagens mal controlada passa passagens sucessivas com elevado teor de hidrogênio e zonas HAZ endurecidas tratamento térmico deve compensar esses problemas compostos A soldagem robótica com monitoramento integrado de temperatura entre passagens controla essas variáveis a montante, entregando soldas que respondem de forma mais previsível ao tratamento.
Caso: Cabeçalho da caldeira da província de Henan Sistema de soldagem robótica Zhouxiang
Para qualificar 280 juntas de soldagem tubo a cabeçote em um construtor de usina a carvão na província de Henan para cumprir o código 31.1 (temperatura máxima interpass 250 C aço P22), nossas soluções de soldagem robótica forneceram controle de temperatura interpass consistente em cada junta por meio de termopar e software preditivo Redução da taxa de rejeição de testes radiográficos; (9,0%) manual vs. (1,8%) robô uma diminuição de 80%. Pagamento de 18 meses devido à redução da soldagem corretiva e do custo dos testes PWHT.
Para qualificar 280 juntas de soldagem tubo a cabeçote em um construtor de usina a carvão na província de Henan para cumprir o código 31.1 (temperatura máxima interpass 250 C aço P22), nossas soluções de soldagem robótica forneceram controle de temperatura interpass consistente em cada junta por meio de termopar e software preditivo Redução da taxa de rejeição de testes radiográficos; (9,0%) manual vs. (1,8%) robô uma diminuição de 80%. Pagamento de 18 meses devido à redução da soldagem corretiva e do custo dos testes PWHT.
Caso: Produção de carretel de tubo P22 do Vietnã ASME B31.1 Conformidade
No Vietnã, um grande Empreiteiro EPC utilizou um sistema automatizado de soldagem de tubos Zhouxiang para fabricação da linha de vapor principal ASTM A335 P22 para o código ASME 31.1: inclui; pré-aquecimento de 200 C, controle automatizado de temperatura interpass, PWHT e inspeção radiográfica de 1001TP3 T produzindo 14 carretéis por dia Taxa de rejeição robótica (2.11TP3 T) vs equivalente (no que diz respeito ao requisito de código), rastreamento PWHT incluído.
No Vietnã, um grande Empreiteiro EPC utilizou um sistema automatizado de soldagem de tubos Zhouxiang para fabricação da linha de vapor principal ASTM A335 P22 para o código ASME 31.1: inclui; pré-aquecimento de 200 C, controle automatizado de temperatura interpass, PWHT e inspeção radiográfica de 1001TP3 T produzindo 14 carretéis por dia Taxa de rejeição robótica (2.11TP3 T) vs equivalente (no que diz respeito ao requisito de código), rastreamento PWHT incluído.
Controlar a temperatura da interpassagem, ou seja, acima do mínimo exigido pelo código, e abaixo de qualquer nível crítico predefinido é um aspecto fundamental da fabricação de Cr-Mo de alta qualidade: mantê-la garante que menos hidrogênio entre na solda durante o processo de soldagem, reduzindo assim o potencial de rachaduras relacionadas ao hidrogênio antes do PWHT Também auxilia muito na redução do Tempo de Embebição do PWHT e permite uma microestrutura de solda mais uniforme para facilitar o relaxamento completo da tensão, minimizando assim o retrabalho O benefício de integrar a soldagem robótica em seu processo com controle automatizado preciso é inegável a partir dos resultados do PWHT a jusante.
Saiba como Zhouxiang suporta fabricação de geração de energia em Soluções de robôs de soldagem para indústria de energia →
Inspeção pós-PWHT: Teste de dureza e END

PWHT Completa o Loop Confirmar que você obtém os efeitos metalúrgicos desejados é a segunda parte Isso requer uma sequência programada de inspeções para avaliar tanto o material (dureza para alívio de tensão e têmpera) quanto a solda (NDT) O resultado confirmará que o PWHT não comprometeu a integridade da solda.
Critérios de Aceitação da Dureza
| Material /Grau | Dureza máxima após PWHT | Método de teste | Código /Referência |
|---|---|---|---|
| P91 metal soldado e HAZ | ≤250HB/265HV/25HRC | Brinell ou Vickers | ASME/muitas especificações do proprietário requerem 248 HB no máximo |
| P-No. 1 aço carbono | ≤200 HB (padrão da indústria); ≤225HB (algumas especificações) | Brinell | API 582; NACE para serviços azedos |
| P-No. 1 aço carbono (faixa típica) | 140 (160 HV) na prática | Vickers | B31.3 não exige testes para P-1; API 582 faz em serviço corrosivo |
| Aços Cr-Mo de baixa liga | ≤235HV/≤22HRC | Vickers ou Rockwell | NACE /ISO 15156 para ambientes azedos |
Dureza. ASME B31.1 e B31.3 especificam o ensaio de dureza para 1001TP3 T de soldaduras locais de PWHT e pelo menos 101TP3 T de soldaduras tratadas com forno descontínuo quando é mencionado um limite de dureza É digno de nota que ASME B31.3, Tabela 331.1.1, não especifica um requisito de dureza máxima para aço carbono, P-No.1-onde o PWHT local de tubagens de aço carbono se torna um requisito do Código através de especificações externas (requisito do cliente ou NACE).
Sequência de END após PWHT
Ensaios não destrutivos. É mais comum realizar testes não destrutivos de reparos soldados por código seguindo, não precedendo, o PWHT. Isso porque o PWHT pode introduzir certas tensões residuais que podem deprimir as indicações ultrassônicas e mudar a densidade da radiografia, dificultando a detecção de pequenas falhas.
- Radiografia. O procedimento padrão para soldas de topo de tubos de acordo com ASME B31.1 e B31.3 para avaliar indicações volumétricas pós-PWHT, como escória e porosidade.
- Ultrassônico. mais comum para vasos de pressão de parede grossa, onde a geometria pode afetar a captura de filme de radiografia. (Time of Flight Diffraction, TOFD, é cada vez mais popular em projetos de tubulação P91).
- Atraso de dureza: O mapeamento sistemático de dureza em solda, ZTA, ZTA e metal base (normalmente 5 pontos por zona de solda 3 valida a eficácia do PWH.
tendências PWHT e Outlook 2025 2026

3 Forças Estão Empurrando o PWHT Além de Seus Limites Atuais.
GB/T 30583-2026-A New National Standard in China. A nova norma chinesa GB/T 30583-2026, “Specification for Post-Weld Heat Treatment of Pressure Equipment,” foi emitida em março de 2026 pela Administração Estatal de Regulação de Mercado Pela primeira vez, esta norma apresenta um método objetivo além do julgamento puramente empírico O Método de Diferença de Energia, apresentado no Apêndice G, baseia-se em um princípio físico ligando os níveis de tensão residual a uma diferença física calculável no trabalho necessário para atingir certos recuos Quando comparado com uma margem de erro de apenas 5 MPa, contrastada com 15 MPa quando avaliada por métodos tradicionais, como difração de raios X, representa um grande avanço na avaliação dos resultados de PWHT em equipamentos de pressão de carbono e aço de baixa liga.
O aumento da demanda por infraestrutura de hidrogênio impulsionará a utilização de ligas especializadas de PWHT À medida que o desenvolvimento da infraestrutura de hidrogênio - incluindo instalações de eletrólise, tecnologia de reformadores e dutos de distribuição de alta pressão - acelera, a demanda por aços de alta qualidade P91 e P92 aumenta Ambas as ligas exigem absolutamente tratamentos térmicos pré e pós-soldagem e têm pouca ou nenhuma tolerância a desvios das temperaturas especificadas, o que significa que o PWHT para esses graus exige sistemas de garantia de qualidade rigidamente controlados, idealmente automatizados, na fabricação.
Monitoramento digital PWHT: Os gravadores de gráficos de tira estão sendo substituídos por registradores de dados digitais em rede que possuem recursos de documentação baseados em nuvem A visualização remota de dados de temperatura ao vivo em painéis permite que o pessoal remoto de controle de qualidade veja a atividade de tratamento térmico em andamento, enquanto os certificados de calibração de termopar e os registros de tratamento térmico agora estão sendo mais comumente incorporados diretamente no software de gerenciamento de solda A Thermal Processing Magazine identificou esse deslocamento digital, incluindo a manutenção preditiva para o equipamento PWHT como uma tendência de definição de 2024 Isso se alinha diretamente com os requisitos da trilha de auditoria ASME, que exigem uma cadeia clara de custódia do termopar por meio da sinalização final de resfriamento.
Perguntas frequentes sobre o tratamento térmico pós-soldagem
O tratamento térmico pós-soldagem é necessário para todas as soldas de aço carbono?
No ASME B31.3 (2014 e posterior) não requer PWHT em materiais P-No. 1 em qualquer espessura Mas assim que a espessura da parede exceder 1” (25 mm) no P-No. 1 você deve pré-aquecer a um mínimo de 200 F (95 C).No ASME Seção VIII P-No. 1 é exigido apenas em 1,25-1,50” espessura da parede Além disso, em serviços azedos você ainda pode exigir um PWHT por NACE/ISO 15156 com base em testes de dureza, independentemente da espessura do material.
Que temperatura é usada para o tratamento térmico da soldadura do cargo?
O tempo de espera depende dos requisitos de temperatura do material, e que por sua vez depende do grupo de materiais O aço carbono (P-No.1) é tratado entre 1100-1325 F (595-720 C), Cr-Mo típico entre 1250-1350 F (680-730 C) e P91 a 1350-1425 F (730-770 C), com tolerância apertada de ±30 C através da solda e da zona circundante Temperatura muito alta e você se aproxima da transformação Ac1, e corre o risco de reaustenização seguida de reendurecimento à medida que esfria. Assim, o “hoter é melhor, o” pode estar perigosamente errado Em mais de 790 C (1450 F), o P91 começa a fluir a resistência ao longo do tempo, destruindo permanentemente dispersões finas de precipitados M23C6 Você encontrará a faixa correta de TME e qualquer procedimento de solda exigido pelo TME.
Quanto tempo demora um ciclo PWHT?
Um ciclo completo de tratamento térmico envolve aquecimento controlado até a temperatura especificada, mantendo a peça de trabalho à temperatura (a imersão) e um resfriamento controlado abaixo de 400 C (750 F).Para P-Nos de aço típicos, a imersão sozinha é de no mínimo 1 hora por polegada de espessura da parede, e P91 é de no mínimo 2 horas, independentemente da espessura Se EU tiver uma casca de vaso de 2” de espessura, minha imersão mínima sozinha seria de duas horas Isso, juntamente com o tempo para aquecer a peça uniformemente nas taxas máximas permitidas pelo ASME (por exemplo, 200 F/hr para uma parede de 2”), então o tempo para resfriar adequadamente significa que o ciclo total pode ser de 8-16 horas, dependendo da peça e se ocorrer tratamento no local ou na loja.
O PWHT pode ser realizado localmente sem colocar toda a estrutura em um forno?
Sim. PWHT local é permitido sob ambas as aplicações B31.1 e B31.3 para soldas de tubos e bicos, geralmente com mantas de aquecimento por resistência elétrica ou bobinas de aquecimento por indução As especificações do código ASME ainda exigem larguras específicas em ambos os lados da solda, de modo que a faixa de imersão em cada lado seja 2 X a espessura da solda ou 2” mínimo, o que for menor em vasos ASME VIII; os códigos B31 geralmente usam uma faixa de imersão de 8” para tubos. a cobertura de temperatura e uniformidade ainda são as mesmas que os requisitos do forno e a documentação é idêntica (gráfico de tiras, etc).
Qual é a diferença entre o pré-aquecimento e o tratamento térmico pós-soldagem?
O pré-aquecimento e o tratamento térmico pós-soldagem (PWHT) realmente resolvem os mesmos dois problemas - tensão residual e craqueamento de hidrogênio - em dois estágios separados na sequência de soldagem O pré-aquecimento ocorre antes, durante e logo após a soldagem. Diminuir a taxa na qual a solda e o resfriamento da ZTA permitem que o hidrogênio difusível tenha mais tempo para se difundir para fora da rede e minimiza o diferencial térmico que induz tensões residuais.
O PWHT ocorre após o resfriamento completo da solda. Isso relaxa a tensão residual, que foi travada na solda, e, mais importante no caso dos graus Cr-Mo, converte a martensita frágil em uma estrutura temperada muito mais resistente. Mais comumente, o pré-aquecimento também é necessário mesmo quando o pwht também é realizado.
O pré-aquecimento sem PWHT pode satisfazer algumas isenções de código; PWHT sem pré-aquecimento raramente é aceitável para aços de alta liga como P91.
O aço inoxidável requer PWHT após a soldagem?
Os aços inoxidáveis austeníticos convencionais (como 304 e 316) NÃO devem sofrer alívio de tensão térmica PWHT. As temperaturas convencionais utilizadas para o aço carbono (595-720 C) colocam a peça bem na janela de precipitação de carboneto onde a corrosão é promovida; o processo destrói a resistência à corrosão inerente. Os aços duplex muitas vezes se beneficiam do recozimento da solução pós-soldagem (1020-1100 C) para reformar seu equilíbrio microestrutural ideal, mas o PWHT é distinto disso.
Que dureza é aceitável após o tratamento térmico pós-solda?
Os critérios de aceitação variam por material e aplicação O metal de solda P91 e a ZTA devem medir ≤250 HB (≤265 HV) após PWHT muitos proprietários apertam isso para 248 HB máximo Aço carbono P-No. As soldas 1 normalmente caem na faixa de 140 HV após PWHT; as tampas padrão da indústria são 200 (API 582) e 225 HB para algumas aplicações não azedas Em ambientes H2 S azedos, a NACE/ISO 15156 limita o metal de solda e a dureza HAZ a 22 HRC (aproximadamente 237 HB), independentemente do material, porque uma dureza mais alta aumenta drasticamente a suscetibilidade à fissuração por tensão por sulfeto de hidrogênio.
Suas soldas estão prontas para PWHT antes do tratamento?
A soldagem robótica com controle automatizado de temperatura entre passagens fornece qualidade de solda pré-PWHT consistente (microestrutura HAZ controlada por HAZ), conteúdo definido e entrada de calor documentada em cada junta. Zhouxiang apoiou fabricantes de geração de energia de Henan ao Vietnã com sistemas de soldagem compatíveis para aplicações ASME B31.1 e ASME BPVC.
Tendências