
Entre em Contato com Zhouxiang
A soldagem aeroespacial fica na borda exigente do metal Um único filé cheio de porosidade em um invólucro de turbina ou uma costura de fricção rachada em um tanque de combustível criogênico pode aterrar uma frota ou pior Este guia cobre os processos (TIG, agitação por fricção, feixe de elétrons, laser, plasma), as ligas (alumínio 2024/7075, Ti-6 Al-4 V, Inconel 718/625), os padrões (AWS D17.1:2024, AS9100, Nadcap, ISO 24394) e os sistemas robóticos e de cobot que agora estão remodelando como as oficinas de fabricação competem por contratos certificados pela AS9100. Analistas da indústria projetam que o mercado global de soldagem por fricção por fricção cresça em um CAGR nos dígitos únicos altos até 2033, e as pesquisas de soldagem por cobot estão aumentando à medida que os fabricantes procuram um caminho para soldadores de alta mistura e alta solda sem perder o trabalho de aposentadoria.
Especificações rápidas de soldagem aeroespacial em uma visão
| Normas governamentais | AWS D17.1/D17.1M:2024 (fusão), AWS D17.2/D17.2M:2019 (resistência), AWS D17.3/D17.3M:2021 (agitação por fricção de alumínio), AS9100, Nadcap AC7110, ISO 24394 |
| Processos principais | GTAW (TIG), GMAW, soldagem por fricção e agitação (FSW), feixe de elétrons (EBW), feixe de laser (LBW), arco de plasma (PAW) |
| Ligas críticas | Alumínio 2024, 6061, 7075; Ti-6Al-4V; Inconel 625, 718; Waspaloy |
| Envelope serviço | -253 °C tanques de hidrogênio líquido para >1.100 °C motor a jato de seção quente |
| Piso inspeção | 1001TP3 T END (radiografia, UT, PT, MT) em soldaduras críticas de voo; CT ou PAUT para geometrias complexas |
| Fornecedor QMS | Sistema de qualidade AS9100 + acreditação de soldagem Nadcap AC7110 esperada pelos primos OEM |
O que é soldagem aeroespacial? (e por que é diferente)

A soldagem aeroespacial é a prática de fusão ou união em estado sólido de metais que precisam sobreviver ao ambiente de carga, vibração, ciclagem térmica e corrosão do hardware de voo. Os componentes do escopo são fuselagens, motores, sistemas de escapamento, tubos para combustível e hidráulica, trem de pouso, vasos de pressão, ônibus satélites e tanques de combustível de foguete (em qualquer lugar que um defeito possa propagar em uma rachadura que a fuselagem não pode tolerar. Este é o escopo formal adotado pelo Comitê AWS D17 sobre Soldagem na Indústria Aeroespacial e Aeroespacial.
O que separa uma solda aeroespacial de uma solda de aço estrutural não é o equipamento, mas sim os critérios de aceitação, a trilha de documentação e o rigor da inspeção. Três coisas mudam:
- A tolerância a defeitos diminui para zero. As soldas AWS D17.1 Classe A rejeitam aglomerados de poros e são cortadas em limites que passariam para fabricação geral.
- A limpeza torna-se uma entrada do processo. Camadas superficiais hidratadas em titânio são um mecanismo conhecido para porosidade induzida por hidrogênio, portanto, preparação, disciplina de luvas e integridade do gás de proteção são importantes tanto quanto os parâmetros do arco (TWI).
- Cada solda é rastreável. Cada parte tem uma Especificação de Procedimento de Soldagem (WPS), um Registro de Qualificação de Procedimento (PQR), um ID de soldador certificado e um ID de resultado END uma trilha de papel mantida sob AS9100.
É também por isso que os fabricantes aeroespaciais tendem a especificar os processos de solda por componente e não por hábito de oficina. Uma oficina soldará um anel coletor de escapamento de alumínio a 100 amperes; a mesma oficina, trabalhando com um reforço integral do tanque de combustível, especificará a soldagem por fricção porque a junta vê um serviço criogênico pressurizado e um processo de fusão correria o risco de porosidade que a radiografia não pode tolerar.
Processo de soldagem aeroespacial Uma comparação orientada por decisão
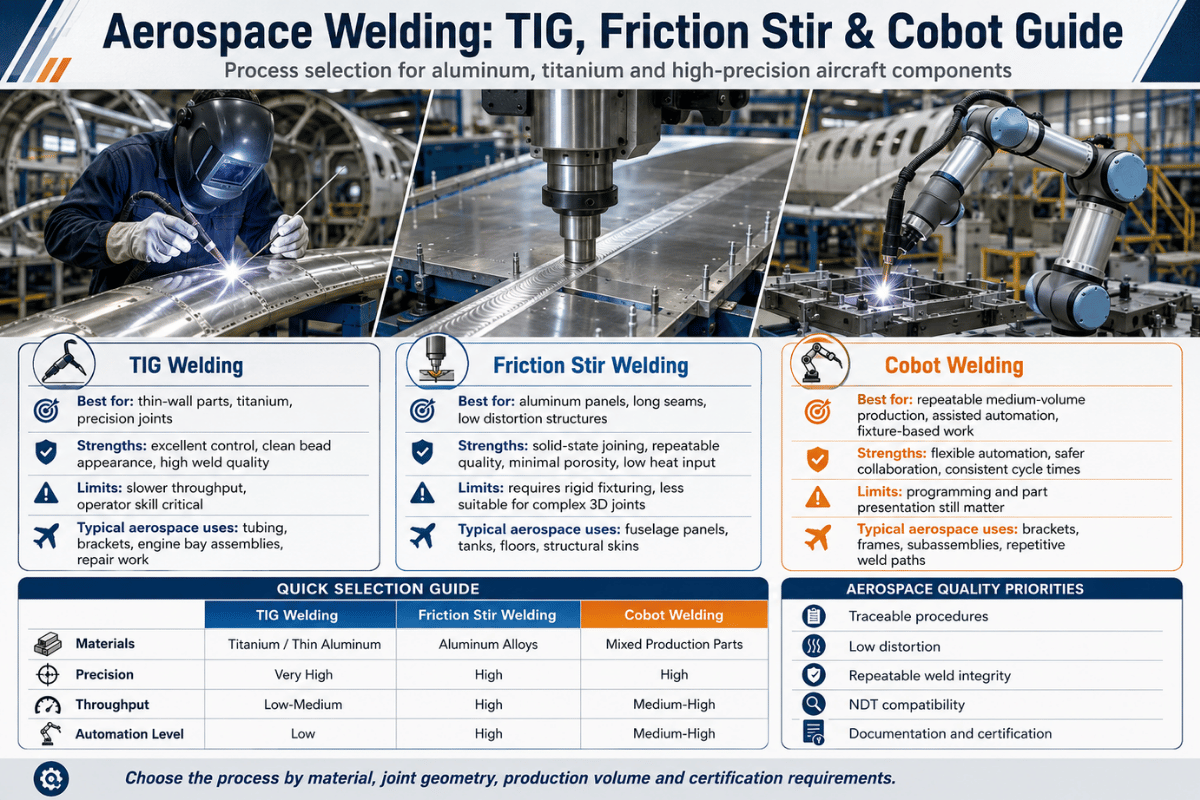
Cinco processos de fusão e um processo de estado sólido cobrem a maior parte do trabalho aeroespacial Escolher entre eles raramente é uma preferência estética; é impulsionado pela liga, pela espessura da seção, pela geometria da junta e se a solda fica na estrutura primária, na estrutura secundária ou em uma situação de reparo.
TIG (soldagem a arco de tungstênio a gás, GTAW)
TIG é o padrão para o trabalho aeroespacial de seção fina (tubos coletores de escape), linhas hidráulicas, reparos de revestimento de chapa metálica e soldagens de montagem de motor. Ele tolera um controle preciso sobre a entrada de calor, funciona limpo o suficiente para seções finas de Ti-6 Al-4 V e Inconel e aceita configurações manuais, mecanizadas ou orbitais. O TIG manual ainda é a abordagem dominante para MRO e oficinas de curto prazo; O TIG orbital domina o combustível e a tubulação hidráulica porque produz soldas circunferenciais repetíveis sem girar a peça.
Por que o TIG ainda é o padrão para trabalhos de tubo e exaustão de aeronaves?
Como as espessuras das seções são pequenas, as ligas (321 inoxidáveis, Inconel 625, variantes Hastelloy) são sensíveis à entrada de calor, e os volumes de produção por número de peça raramente justificam equipamentos de capital para agitação por fricção ou feixe de elétrons O TIG dá a um soldador controle direto sobre a adição de poça e enchimento, o que importa quando a parede é de 0,040″ (~1 mm) e um desvio do ângulo de chama de 50° pode soprar Como um contribuidor de r/Soldagem colocou depois de anos no TIG, manter a tocha mais próxima da vertical dá à mortalha de argônio à direita uma chance de realmente proteger a solda de resfriamento (um pequeno detalhe que os soldadores de campo aprendem antes que qualquer livro didático a cubra.
Soldagem por agitação por fricção (FSW)
FSW foi inventado em O Instituto de Soldagem (TWI) em 1991 e adotado pela indústria aeroespacial especificamente para unir seções de alumínio com as quais os processos de fusão lutam Uma ferramenta rotativa não consumível mergulha na costura, o calor gerado por fricção plastifica o metal abaixo de seu ponto de fusão e a pressão de forjamento consolida a junta Porque o metal nunca se liquefaz, o FSW evita rachaduras de solidificação e porosidade inteiramente que é exatamente por isso que a NASA escolheu para os tanques criogênicos Core Stage do Sistema de Lançamento Espacial (SLS) A NASA foi mais longe e se desenvolveu Soldagem por Plugue de Puxar Fricção para fechar as soldas por fricção auto-reagente em juntas cúpula-barril do tanque de combustível SLS, uma técnica que não existe em nenhuma oficina de solda comercial porque foi projetada para um perfil de missão.
Quando você deve usar soldagem por fricção em vez de TIG?
Use FSW quando a junta for de alumínio, a seção tiver pelo menos 3 mm de espessura, a geometria for linear ou circunferencial e o volume justificar o custo de capital As aplicações típicas de FSW são costuras de painel 2024 e 7075 para revestimentos de fuselagem, soldas de cúpula 2219 em tanques de combustível e juntas de longarina para pele em veículos de lançamento Use TIG em vez disso quando a seção for fina (<2 mm), a liga não for de alumínio, a geometria da junta não for linear (selas, interseções complexas de tubulação) ou o volume de produção for <100 peças Publicado AWS D17.3/D17.3M:2021 abrange FSW de alumínio especificamente para aeroespacial; FSW térmico ou inoxidável está fora do seu escopo.
Soldagem por feixe de elétrons (EBW)
EBW é o carro-chefe da fabricação de motores a jato Em uma câmara de vácuo, um feixe de elétrons focado aciona um buraco de fechadura estreito para baixo através de 25 mm ou mais em uma única passagem, com uma zona afetada pelo calor uma ordem de magnitude mais estreita do que a soldagem a arco discos de turbina, tambores de compressor e segmentos de pós-combustor são rotineiramente EBW'd em superligas de níquel, incluindo Inconel 718 e Waspaloy O ambiente de vácuo elimina a contaminação atmosférica, o que importa quando a próxima etapa na sequência de produção é a prensagem isostática a quente e qualquer porosidade se propagaria.
Soldagem por feixe de laser (LBW)
A soldagem a laser fornece uma zona afetada pelo calor igualmente estreita sem a sobrecarga de vácuo Lasers de fibra e disco na faixa de 4-8 kW soldam painéis de pele de aeronaves, invólucros herméticos para aviônicos e, cada vez mais, as juntas de longarina a pele em fuselagens de corredor duplo As células LBW modernas acoplam um braço robótico a um scanner e funcionam nos modos de cobertura inerte ou vácuo local. A taxa de transferência em um painel de revestimento métrico é aproximadamente uma ordem de magnitude superior à GTAW mecanizada.
Soldagem por arco de plasma (PAW)
PAW fica entre TIG e EBW em capacidade Sua coluna de plasma constrito dá penetração em modo de buraco de fechadura em seções de até cerca de 10 mm com uma entrada de calor menor do que o TIG convencional, tornando-o útil para soldas de liga de alta temperatura onde o controle de distorção importa Revestimentos de combustão, corpos injetores de combustível e certas juntas de componentes de titânio ainda são rotineiramente PAW'd.
Tabela de Comparação de Processos
| Processo | Ligas típicas | Faixa de seção | Força | Onde aparece em aeronaves |
|---|---|---|---|---|
| TIG (GTAW) | Al, Ti, Ni, inoxidável | 0,5 6 mm | Controle manual, ampla gama de ligas | Escapes, tubulação hidráulica, montagens do motor, reparo do MRO |
| FSW | Al 2024/2219/6061/7075 | 3 25 mm | Sem porosidade, sem fissuras de solidificação | Tanques de combustível, costuras da fuselagem, longarinas de veículos lançadores |
| EBW | Superligas de Ni, Ti, refratárias | 2 50 mm de passagem única | HAZ estreito, aspirador | Discos de turbina, tambores de compressor, segmentos de pós-combustão |
| LBW | Al, Ti, inoxidável, Ni | 0,5 12 mm | Velocidade, baixa distorção | Painéis de pele, gabinetes de aviônicos, T-stringer-to-skin |
| PATA | Ti, ligas de Ni, inoxidável | 1 10 mm | Furo da fechadura com menor entrada de calor | Revestimentos de combustão, corpos injetores de combustível |
Matriz de decisão de soldagem aeroespacial de 4 níveis
Cruzar o nível de criticidade com o material para pousar em uma escolha de processo defensável antes de especificar o equipamento:
- Nível 1 (Crítico de voo (vasos de pressão, caminho de carga primária): Ti-6 Al-4 V → orbital TIG ou EBW · Inconel 718 → EBW · Alumínio 2219 → FSW. Aceitação AWS D17.1 Classe A, fornecedor Nadcap AC7110.
- Nível 2 Estrutura primária (pele de fuselagem, longarinas, costelas): Alumínio 2024/7075 → FSW (linear), LBW (pele curva) · placa de titânio → PAW ou EBW. AWS D17.1 Classe A.
- Nível 3 Estrutura secundária (suportes, dutos, coletores de escapamento): Alumínio 6061 → TIG · inoxidável e Inconel → TIG · juntas de chapa metálica → ponto de resistência por AWS D17.2. AWS D17.1 Classe B é frequentemente aceitável.
- Tier 4 (Tier 4) MRO e soldagem de reparo: O TIG domina porque o reparo em campo é irregular em termos de geometria, de baixo volume e requer julgamento do soldador. O WPS de reparo qualificado para o manual de reparo OEM tem precedência sobre o D17.1 diretamente.
Nota de engenharia (Engenharia) Metas de entrada por
Nota de Engenharia
Como ponto de partida: TIG em 2 mm Ti-6 Al-4 V executa 80-120 A DCEN com 1001TP3 T Ar primário + escudo de arrasto (15-25 CFH primário, 10-15 CFH de arrasto).FSW em 6 mm 2024 corre 600-800 rpm com uma taxa de travessia de 100-200 mm/min e uma força de forja de 8-15 kN, mas a janela é liga - e ferramenta-geometria-específica. EBW em 25 mm Inconel 718 usa 60-150 kV a 50-200 mA com um ponto focal ≤0,5 mm. Estes são parâmetros de partida (cada WPS ainda tem que ser qualificado por PQR por AWS D17.1.
Desafios materiais-específicos, alumínio, titânio e inconel
Três famílias de ligas dominam as soldas aeroespaciais para estruturas primárias de aeronaves, e cada uma falha de uma forma característica Conhecer o modo de falha na frente é o que separa um WPS que sobrevive à qualificação daquele que é enviado de volta do inspetor.
Ligas de Alumínio (2024, 6061, 7075, 2219)
O alumínio aeroespacial é dividido aproximadamente entre famílias tratáveis termicamente (2xxx, 6xxx, 7xxx) e não tratáveis termicamente (3xxx, 5xxx).As ligas tratáveis termicamente também são as difíceis de soldar fusivelmente: 2024 e 7075 são praticamente não soldáveis por fusão porque a entrada de calor destrói o temperamento reforçado pela precipitação e as hot-cracks durante a solidificação É por isso que cada longa costura aeroespacial de alumínio agora construída (vigas de piso Boeing 787, painéis de fuselagem Airbus A380, cúpula de tanque de hidrogênio NASA SLS usa FSW em vez de soldagem por fusão.
2219 (uma liga de alumínio-cobre) e 6061 são diferentes. 2219 é FSW-amigável e fusão-soldável, e é por isso que os tanques do veículo de lançamento têm usado desde Saturn V. 6061 fusão-sold prontamente, mas perde cerca de 25-301TP3 T de sua resistência à tração T6 na ZTA, de modo que o tratamento térmico pós-soldadura (T6 re-envelhecimento) é normalmente especificado para a estrutura primária.
Titânio (Ti-6 Al-4 V, CP Grau 2/3)
O defeito de registro da solda do titânio é a porosidade, e o mecanismo é a dissolução do hidrogênio. Documentos TWI que hidratado camadas de superfície (hydrated), cortando hidrocarbonetos fluidos na junta liberam hidrogênio na poça de junção durante a soldagem, onde sua solubilidade em titânio líquido longe de sua solubilidade em sólido O hidrogênio preso volta para fora da solução durante o resfriamento e forma os poros que moem uma peça A mitigação é processual, não metalúrgica: desengordurar com solvente não halogenado, limpar mecanicamente dentro de horas de soldagem, armazenar cupons limpos em armários secos e correr arrastando argônio por tempo suficiente para que o lado traseiro da solda fique abaixo de 425 °C no ar.
Além da porosidade, o titânio também apresenta fragilização por contaminação. Acima de cerca de 480 °C no ar, capta oxigênio, nitrogênio e hidrogênio intersticialmente. Um sinal visível é uma mudança de cor de prata para azul palha para cinza e branco e o branco é rejeitado. Um caso de falha documentado em garrafas de ar de titânio AMS 4975 traçou porosidade excessiva diretamente de volta a uma deficiência de técnica de soldagem na cobertura de gás de proteção A integridade do gás de proteção não é negociável.
Superligas de Níquel (Inconel 718, Waspaloy, Inconel 625)
As ligas níquel-ferro e níquel-base usadas em motores a jato falham na solda de duas maneiras: fissuração por deformação durante o tratamento térmico pós-soldagem e microfissuração na ZTA durante a soldagem As estratégias de mitigação são específicas da liga O Inconel 718 é o mais amplamente utilizado porque sua reação de endurecimento por envelhecimento é lenta o suficiente para que a fissuração por deformação seja gerenciável com entrada de calor controlada e um ciclo de alívio de tensão Waspaloy é mais difícil de soldar pela razão oposta (sua resposta de endurecimento por idade mais rápida significa gerenciamento térmico pré-calor e pós-soldagem mais cuidadoso. Matéria de metais de enchimento: A base Inconel 625 é frequentemente soldada com enchimento ERNiCrMo-3; O Inconel 718 usa tipicamente ERNiFeCr-2 (enchimento correspondente Inconel 718).
Nota de Engenharia Disciplina de Blindagem para Ti-6Al-4V
Fluxo primário do argônio do copo: 15-25 CFH (ID do copo 9-12 mm).Escudo de arrasto: 10-15 CFH sobre a piscina de resfriamento com o comprimento da trilha dimensionado de modo que o metal saia da blindagem abaixo de 425 °C. Back-purge para soldas de tubulação: 5-10 CFH com medidor de O2 na leitura de exaustão <100 ppm antes da greve Limpeza: limpeza sem fiapos com isopropil ou metiletilcetona dentro de 4 horas após a greve; sem impressões digitais na zona de solda.
Padrões e Certificações AWS D17.1, AS9100, Nadcap, ISO 24394

Um programa de soldagem aeroespacial funcional repousa sobre três camadas: uma especificação de processo (AWS D17. x), um sistema de gerenciamento de qualidade (AS9100 ou seu equivalente da Associação das Indústrias Aeroespaciais) e um credenciamento de processo especial (Nadcap AC7110).Uma opção internacional é a ISO 24394. ler um Certificado de Teste de Moinho ou um relatório de auditoria de fornecedor é principalmente um exercício para confirmar as combinações certas.
AWS D17.1/D17.1M:2024 Soldagem por fusão para aeroespacial
D17.1 é a especificação guarda-chuva que cobre a soldagem por fusão de alumínio, aço, inoxidável, titânio e ligas de níquel para aplicações aeroespaciais Sua edição de 2024 é a quarta revisão, e a resumo do comitê publicado via ANSI documenta que várias mudanças fundamentais foram feitas para expandir o uso e a aplicabilidade do documento Ele rege a qualificação do procedimento (PQR), a qualificação do desempenho do soldador, os critérios de aceitação da inspeção e os requisitos de documentação Existem duas classes: Classe A para as soldas mais críticas para a segurança (trabalho de motor e vaso de pressão) e Classe B para estrutura secundária.
Qual é a diferença entre AWS D17.1, D17.2 e D17.3?
D17.1 governa a soldagem por fusão (TIG, GMAW, plasma, feixe de elétrons, laser).D17.2/D17.2 M:2019 cobre a soldagem por resistência (spot) e soldagem por costura para estruturas aeroespaciais de chapa metálica de aço de alumínio D17.3/D17.3 M:2021 é o padrão de soldagem por fricção e agitação, e é escopo especificamente para ligas de alumínio para aeroespacial, porque é aí que o FSW foi validado industrialmente Se um portfólio de fornecedores reivindicar capacidade de soldagem aeroespacial, mas possuir apenas D17.1, eles provavelmente não podem fazer soldagem por pontos por resistência em alumínio nem agitação por fricção em cúpulas de tanques Os documentos publicados estão listados no Página do Comitê D17.
AS9100 O Sistema de Gestão da Qualidade
AS910 a adaptação aeroespacial da ISO 9001, publicada pela SAE International e adotada pelo International Aerospace Quality Group (IAQG).É o sistema de qualidade que rege como uma loja de fabricação executa o controle de documentos, gerenciamento de configuração, registros de treinamento, calibração, controle de fornecedores, auditoria interna Não é um padrão de soldagem em si, mas todo grande contratante principal (Boeing, Airbus, Lockheed Martin, GE Aerospace, Raytheon) requer AS9100 como linha de base.
Credenciamento de processo especial Nadcap AC7110 para soldagem
Nadcap (National Aerospace and Defense Contractors Accreditation Program) é um sistema de aprovação gerenciado pela indústria administrado pela PRI. As listas de verificação de auditoria AC7110/x são específicas para subdisciplinas de soldagem: AC7110/12 cobre feixe de elétrons, AC7110/5 cobre tocha e brasagem por indução, e o próprio AC7110 cobre soldagem por fusão. Um fornecedor sem Nadcap ainda pode vender para a indústria aeroespacial, mas a maioria dos pedidos de compra de hardware de voo de primes exigem isso.
ISO 24394 A Alternativa Internacional
Para programas que operam fora dos EUA ou em cadeias de suprimentos mistas europeias/asiáticas, a ISO 24394 cobre requisitos de soldagem aeroespacial em um nível semelhante em escopo ao D17.1. Ambas as normas não têm critérios de aceitação idênticos, mas fazem referência cruzada entre si na qualificação do procedimento e nos testes de soldagem Os programas que executam a supervisão de aeronavegabilidade da FAA ou da EASA geralmente são padrão para a ISO 24394 quando a cadeia de suprimentos atravessa o Atlântico, porque os primos europeus estão familiarizados com ela As diferenças de nível de equipamento também se infiltram em todas as geografias As lojas norte-americanas são mais pesadas nas fontes de energia Miller Electric e Lincoln Electric, enquanto os primos europeus mais frequentemente especificam EWM ou Fronius para seus WPS qualificados (mas todas essas linhas de equipamentos podem ser qualificadas por procedimento para qualquer um dos padrões).
Inspeção e Ensaios Não-Destrutivos Verificando a Qualidade Aeroespacial Weld

Para as soldas de voo-crítico o assoalho da inspeção é 1001 T NDT 1001 T.T.A.T. & T.T.A.T. 3 T.A.T. & T.T.A. cada solda crítica é examinada por pelo menos um método, frequentemente dois a peça pode ser liberada Os métodos da inspeção não são intercambiáveis; cada um pega uma classe específica do defeito.
| Método END | Detecta | Tamanho mínimo do defeito | Onde é obrigatório |
|---|---|---|---|
| Radiografia (RT)/raio X digital | Defeitos volumétricos (porosidade), inclusões, falta de fusão, falta de penetração | ~2% da espessura da seção | Todas as soldas de fusão Classe A; vasos de pressão; tanques |
| Ultrassônico (UT) /PAUT | Defeitos planares (rachaduras), falta de fusão, laminações | 0,5-1,0 mm com PAUT | Costuras FSW; EBW de seção espessa; geometrias complexas |
| Penetrante de Corante (PT) | Fissuras que quebram a superfície, porosidade, corte inferior | ~0,025 mm de abertura de superfície | Superfícies não magnéticas (Non-magnetic surfaces) Al, Ti, inoxidável austenítico, ligas de Ni |
| Partícula Magnética (MT) | Fissuras superficiais e próximas à superfície | ~0,025 mm de superfície, ~1 mm de subsuperfície | Aços ferromagnéticos forjados de trem de pouso, fixadores |
| Tomografia Computadorizada (TC) | Volumétrico 3 D (3 D) porosidade interna, vazios, geometria | ~50 um voxel para peças pequenas | Componentes fabricados de forma aditiva; peças fundidas complexas |
Um fluxo de trabalho típico da inspeção da solda da fusão da classe A corre: exame visual pelo WPS, corante-penetrante na superfície, radiografia para defeitos volumétricos, e para limites selados da pressão um teste hidrostático ou do escapamento do hélio UT é adicionado em FSW e em EBW da grosso-seção porque a radiografia é deficiente em encontrar a falta-de-fusão planar em costuras longas do alumínio.
- ✔Verifique se o WPS e o PQR estão atualizados e assinados pela Autoridade de Engenharia ciente
- ✔Confirme o registro de qualificação do soldador abrange a faixa de posição, liga e espessura
- ✔Inspecione o número do lote de metal de enchimento, o número de calor e a condição de armazenamento
- ✔Verifique o certificado do escudo-gás (argônio 5 N para o titânio, 4 N para o uso geral)
- ✔Confirme a limpeza pré-soldagem (verificação de limpeza pré-soldagem + fluores UV em Ti
- ✔Aceitação de END para AWS D17.1 com aprovação do inspetor Nível II/III
Soldagem robótica e cobótica na indústria aeroespacial onde a automação vence
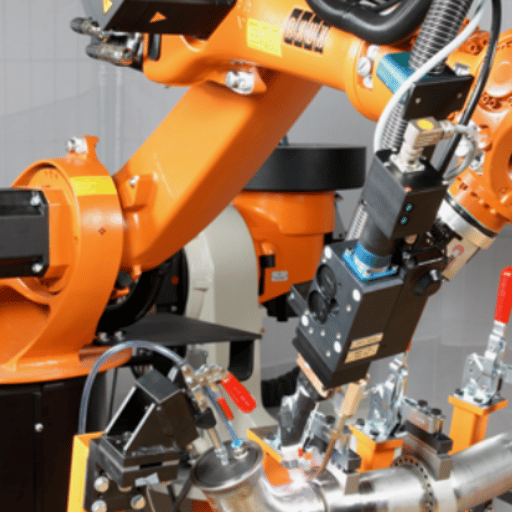
Aeroespacial foi historicamente adotar soldagem robótica pelas mesmas razões que permanece lenta adotar automação em geral (baixo volume de número parcial), geometrias complexas, restrições limpas e um ambiente regulatório que valoriza o controle determinístico do processo. Essa imagem está mudando. A soldagem por fricção das cúpulas dos tanques dos veículos lançadores agora é feita rotineiramente por sistemas FSW robóticos montados em pórticos. O Airbus funciona células de soldagem automatizadas para componentes estruturais. SpaceX solda Starship seções de aço inoxidável com equipamentos automatizados desenvolvidos sob medida E na extremidade menor, oficinas de fabricação que fornecem estrutura secundária para primos estão introduzindo robôs de soldagem colaborativos para resolver a escassez de soldadores e, ao mesmo tempo, preservar a rastreabilidade do AS9100, o prime exige.
A soldagem Cobot pode realmente atender aos requisitos de qualidade aeroespacial?
Sim um envelope de aplicação específico do co. Um sistema de soldagem co atendendo AWS D17.1 precisa de três coisas que um robô industrial também precisa: controle de parâmetros de arco de circuito fechado com conformidade WPS registrada, abordagem de junta repetível dentro de ±0,2 mm e um envelope de fumaça e radiação que satisfaz a sala limpa Uma vantagem do fator de forma cobot é que a célula pode ser instalada e reprogramada em dias em vez de semanas, o que importa em uma oficina de alta mistura onde cada ordem de trabalho pode executar 20-150 peças idênticas A velocidade é o compromisso 200 soldadores cobot mais executados em velocidades de deslocamento mais baixas do que uma célula industrial de seis eixos com posicionador (positioner) para que o limite de volume acima do qual uma célula industrial completa ganha é em algum lugar em torno de 200-500 partes por mês para trabalhos típicos de suporte e duto de onde cobots atualmente no setor aeroespacial: geometrias muito grandes, soldas vácuo-ambiente (EBW) e processos onde o operador de velocidade limite de produção.
Três implantações reais
Estágio principal do SLS da NASA A soldagem por agitação líquida Core Stage dos tanques de hidrogênio líquido e oxigênio líquido é automatizada na Michoud Assembly Facility usando uma ferramenta de solda plug desenvolvido para o programa. Ambas as costuras FSW verticais e circunferenciais funcionam em sistemas montados em pórticos, com parâmetros de solda registrados para cada milímetro linear.
Robôs Universais/Raymath O estudo de caso documentado do IFR descreve Raymath, um fabricante de Ohio, automatizando a soldagem TIG complexa ao lado da soldagem MIG usando cobots Universal Robots, com ganhos de produtividade relatados de 2001TP3 T em tarefas de soldagem e 6001TP3 T em tender de máquina Este padrão de implantação (high-mix) estrutura secundária, volume modesto, soldas AWS-codificadas generaliza para muitos fornecedores aeroespaciais-tier.
FSW na aviação comercial A (FSW) para a junção da pele da fuselagem do Eclipse Aviation foi pioneira na FSW para a junção da pele da fuselagem no Eclipse 500 no início dos anos 2000 Os veículos da tripulação comercial e várias fuselagens de corredor duplo agora usam FSW robótico para costuras de painel de alumínio, com a geometria longa e linear sendo uma correspondência quase ideal para cabeças FSW robóticas.
Quando não automatizar
A soldagem MRO e de reparo permanece esmagadoramente manual, e essa é a resposta certa Um reparo típico da capota do motor vê geometria de dano que o WPS não poderia antecipar, montagem que depende do calço e julgamento de aderência, e um volume de número parcial de um Cobot ou implantação robótica nesse contexto forçaria a encaixar a ferramenta errada no trabalho A mesma lógica se aplica à soldagem de protótipos em estágio inicial, onde a geometria está mudando cada construção, e a interseções de tubulação espacialmente curvas altamente complexas que um braço de seis eixos não pode alcançar sem grande investimento de fixação.
Modos comuns de falha e prevenção de defeitos

A maioria dos rejeitos de solda aeroespacial se enquadra em um pequeno número de categorias de reincidentes Conhecê-los na frente é a diferença entre uma solda Classe A de rendimento inicial e uma peça que passa duas vezes pelo circuito de inspeção.
| Defeito | Causa raiz | Prevenção | Detecção |
|---|---|---|---|
| Porosidade (Ti, Al) | Hidrogênio de superfícies hidratadas; gás de proteção inadequado | Limpeza mecânica <4 h pré-solda; pureza verificada do gás; escudo de arrasto | RT, CT |
| Falta de fusão | Insumo de calor insuficiente; má preparação das juntas | Janela de parâmetros qualificada para PQR; pré-aquecimento por WPS | UT/PAUT, RT |
| Fissuração por deformação (superliga Ni) | Concentração de estresse + envelhecimento durante PWHT | Resfriamento controlado; alívio de tensão intermediário; ciclo PWHT revisado | PT pós-PWHT, UT |
| Fragilização por contaminação (Ti) | Exposição ao ar >480 °C; perda da blindagem de arrasto | Comprimento verificado do escudo traseiro; aceitação da cor da solda por WPS | Visual (cor), teste de flexão em cupons |
| Distorção/tensão residual | Entrada excessiva de calor; sequência de soldagem desigual | Planejamento de sequência; fixação; PWHT para seções espessas | Inspeção dimensional, medição RS |
| Fissuração a quente (fusão Al 2024/7075) | Liga sensível a fissuras em soldagem por fusão | Mude para FSW; se for necessária fusão, use enchimento 4043 com 2xxx | RT, PT |
️ Erros recorrentes relatados em campo
Três reincidentes aparecem em fóruns de soldadores e discussões técnicas da AWS: quebras no escudo traseiro durante soldas de tubos de titânio (reposições de soldador e solda de resfriamento perdem cobertura); pré-limpeza insuficiente antes do TIG em juntas de sobreposição de aço inoxidável que cria porosidade aparente na inspeção de penetrantes; e entrada de calor excessivamente agressiva em suportes 6061-T6 que reduz a resistência da ZTA abaixo das alternativas de substituição. A correção em cada caso é processual, não técnica, desacelere, verifique e trate o WPS como o piso e não como o teto.
Industry Outlook (Mercado FSW, Adoção Cobot e Sustentabilidade (2026 e Além)

Três sinais estão moldando a soldagem aeroespacial até o final dos anos 2020 Independentemente eles são interessantes; juntos eles sugerem onde direcionar capital e treinamento nos próximos três a cinco anos.
Expansão do mercado FSW. Vários grupos independentes de analistas de mercado colocam o mercado global de soldagem por fricção e agitação na faixa $250-300 M para 2026, com projeções para frente até 2033 agrupadas em números CAGR nos altos dígitos únicos A participação aeroespacial é ancorada pela NASA, Boeing, Lockheed Martin e os novos programas espaciais comerciais; o crescimento aumentou com a adoção da FSW em gabinetes de baterias EV e fabricação de material rodante ferroviário fora do setor aeroespacial.
A adoção do Cobot está se acelerando. Os sinais de volume de pesquisa DataForSEO na soldagem “obot” e “welding cobot” estão aumentando ano após ano, e os fornecedores de equipamentos estão adaptando linhas de produtos especificamente ao segmento de fornecedores aeroespaciais de alta mistura e baixo volume Por trás disso está uma escassez estrutural de soldadores certificados As projeções do Bureau of Labor Statistics sugerem que o conjunto de mão de obra do soldador dos EUA precisa de cerca de 80.000 a 90.000 novos participantes por ano apenas para preencher aposentadorias, e os soldadores certificados aeroespaciais são um subconjunto menor disso. A soldagem Cobot não resolve o problema sozinha, mas amplifica a produtividade de cada soldador certificado restante, que é a mitigação prática.
Modernização padrões. A quarta edição do AWS D11 lançada em 2024 inclui disposições que ampliam a aplicabilidade do documento 7 uma atualização silenciosa, mas importante para lojas que têm trabalhado a partir da edição mais antiga O publicado D17.3:2021 já cobre FSW de, e o trabalho do comitê sobre soldagem pós-processamento de fabricação aditiva está avançando As atualizações ISO e EASA são executadas em ciclos ligeiramente diferentes, mas a direção é a mesma: mais processos, mais combinações de ligas, documentação mais apertada.
Se você estiver especificando uma célula de fabricação 2026-2027
- Para trabalhos em lote de 50-500 peças por mês na estrutura secundária, avalie a sistema soldagem Cobot como padrão, não é uma célula manual.
- Especifique a edição AWS D17.1:2024 explicitamente em pedidos de compra de fornecedores, não na edição “current.”
- Para estrutura primária de alumínio com costuras lineares >3 mm de espessura, avalie a capacidade FSW antes de especificar a soldagem por fusão.
- Confirme se as escalas de capacidade NDT com células de soldagem automatizadas de rendimento produzem dados mais rapidamente do que a revisão manual da radiografia.
Perguntas frequentes
Q: Que processos de soldagem são aprovados para aplicações aeroespaciais?
Ver Resposta
Os processos de soldagem por fusão aprovados sob AWS D17.1 incluem arco de tungstênio a gás (TIG/GTAW), arco de metal a gás (MIG/GMAW), arco de plasma, feixe de elétrons e feixe de laser A soldagem por resistência é coberta pela AWS D17.2. a soldagem por fricção e agitação de ligas de alumínio é coberta pela AWS D17.3.
Q: Quando você deve usar a soldagem por fricção e agitação vs soldagem TIG para aeronaves?
Ver Resposta
Use FSW quando a junta é de alumínio (2024/2219/6061075), a seção é de 3-25 mm e a geometria é linear ou circunferencial costuras de pele da fuselagem, soldas de tanque, juntas de longarina FSW elimina porosidade e fissuração de solidificação, o que a torna o padrão para limites de pressão criogênica Use TIG quando a seção é mais fina do que cerca de 2 mm, a liga é de titânio ou uma superliga de níquel, a geometria não é linear (selas, interseções complexas de tubos) ou o volume de produção é baixo o suficiente para que o capital de ferramentas FSW não possa ser justificado TIG continua sendo o padrão para sistemas de exaustão, tubulação hidráulica e reparo MRO.
P: A certificação Nadcap é necessária para todos os fornecedores de soldagem aeroespacial?
Ver Resposta
Não é legalmente exigido, mas comercialmente obrigatório para a maioria dos pedidos de compra de hardware de voo de grandes primos (Boeing, Airbus, Lockheed Martin, GE Aerospace, Raytheon).Um fornecedor sem Nadcap AC7110 ainda pode produzir soldas, mas a maioria dos empreiteiros principais encaminhará o trabalho para um fornecedor credenciado.
Q: A soldagem cobot pode atender aos requisitos da AWS D17.1?
Ver Resposta
Uma célula de soldagem cobot pode ser qualificada para AWS D17.1 da mesma forma que uma célula robótica industrial é uma qualificação de procedimento industrial (PQR), qualificação de desempenho do soldador, registro de parâmetros de circuito fechado e evidência de repetibilidade dimensional O hardware Cobot em si não é o fator de controle; as questões são se a célula pode manter a abordagem conjunta dentro de ±0,2 mm, se os parâmetros de arco são registrados para cada parte e se o END pode confirmar a aceitação no rendimento necessário Dentro da estrutura secundária e trabalhos em lote de 50-500 partes por mês, a resposta é cada vez mais sim Acima de 500 partes por mês, uma célula industrial completa normalmente ganha em processos de custo por solda a vácuo (EBW) e geometrias muito grandes permanecem fora do envelope do cobot hoje.
Q: Como a inspeção de soldagem aeroespacial difere do QC de soldagem geral?
Ver Resposta
A soldadura geral QC pode no exame visual, com NDT em um subconjunto de soldaduras Aeroespacial solda em vôo-crítico hardware requer 100 T NDT 100 T cada solda inspecionada radiografia, ultra-sônico penetrante de corante, e magnético como apropriado para a liga e geometria Os critérios de aceitação são mais rigorosos (pequenos tamanhos de defeito permitidos), e todo o fluxo de trabalho WPS, PQR, soldador ID, resultado NDT é retido para a vida útil da estrutura de ar.
Sobre Esta Análise
Este guia sintetiza documentos publicados do Comitê AWS D17, divulgações técnicas do Marshall Space Flight Center da NASA sobre soldagem por fricção e agitação para o Sistema de Lançamento Espacial, notas de pesquisa TWI sobre porosidade de titânio e o registro de estudo de caso IFR em implantações de soldagem de cobots. Onde os números de mercado são citados, eles são apresentados como intervalos publicados de grupos de analistas independentes e não como pontos de dados de fonte única Os valores iniciais dos parâmetros do processo são ilustrativos; cada Especificação de Procedimento de Soldagem deve ser qualificada para AWS D17.1 pelo registro de qualificação do procedimento antes do uso da produção Revisado pela equipe de engenharia do zxweldingrobot.
Referências e fontes
- Comitê AWS D17 sobre Soldagem na Indústria Aeroespacial e Aeroespacial Sociedade Americana de Soldagem
- Especificação AWS D17.1/D17.1M:2024 para soldagem por fusão para aplicações aeroespaciais Sociedade Americana de Soldagem
- Especificação AWS D17.3/D17.3 M:2021 para soldagem por fricção e agitação de ligas de alumínio para aplicações aeroespaciais Sociedade Americana de Soldagem
- AWS D1.1:2024 Quarta Edição Resumo das Mudanças Instituto Nacional de Padrões Americano
- Ferramenta de solda de plugue de estágio central do sistema de lançamento espacial ÓS NASA
- Instalação avançada de união de metal para soldagem por plugue de tração por fricção Centro de Voo Espacial Marshall da NASA
- Causas da Porosidade Soldados de Titânio em Perguntas Frequentes Técnicas (TWI) Instituto de Soldagem
- Estudo de caso sobre porosidade excessiva em soldas de garrafa de ar de titânio AMS 4975 Universidade Marymount de Loyola
- Cobots impulsionam a produção 2001TP3 T na soldagem (estudo de caso Raymath) – Federação Internacional de Robótica


