
Póngase en contacto con Zhouxiang
La soldadura aeroespacial se encuentra en el exigente borde de la unión del metal. Un filete lleno de porosidad única en la carcasa de una turbina o una costura de fricción y agitación agrietada en un tanque de combustible criogénico puede dejar en tierra una flota « o algo peor. Esta guía cubre los procesos (TIG, agitación por fricción, haz de electrones, láser, plasma), las aleaciones (aluminio 2024/7075, Ti-6Al-4V, Inconel 718/625), los estándares (AWS D17.1:2024, AS9100, Nadcap, ISO 24394) y los sistemas robóticos y de cobot que ahora están remodelando la forma en que los talleres de fabricación compiten por contratos certificados AS9100. Los analistas de la industria proyectan que el mercado global de soldadura por fricción y agitación crecerá a una tasa compuesta anual de un solo dígito hasta 2033, y las búsquedas de soldadura de cobot están aumentando a medida que los fabricantes buscan un camino hacia trabajos de alta mezcla y alta habilidad sin perder soldadores por jubilación.
Especificaciones rápidas « Soldadura aeroespacial de un vistazo
| Normas rectoras | AWS D17.1/D17.1M:2024 (fusión), AWS D17.2/D17.2M:2019 (resistencia), AWS D17.3/D17.3M:2021 (fricción-agitación de aluminio), AS9100, Nadcap AC7110, ISO 24394 |
| Procesos centrales | GTAW (TIG), GMAW, soldadura por fricción-agitación (FSW), haz de electrones (EBW), rayo láser (LBW), arco de plasma (PAW) |
| Aleaciones críticas | Aluminio 2024, 6061, 7075; Ti-6Al-4V; Inconel 625, 718; Waspaloy |
| Sobre de servicio | Tanques de hidrógeno líquido a >1.100°C de sección caliente del motor a reacción |
| Piso de inspección | 100% NDT (radiografía, UT, PT, MT) en soldaduras críticas en vuelo; CT o PAUT para geometrías complejas |
| Proveedor QMS | Sistema de calidad AS9100 + acreditación de soldadura Nadcap AC7110 esperada por los números primos OEM |
¿qué es la soldadura aeroespacial? (Y por qué es diferente)

La soldadura aeroespacial es la práctica de fusionar o unir metales de estado sólido que tienen que sobrevivir al entorno de carga, vibración, ciclos térmicos y corrosión del hardware de vuelo. Los componentes en alcance son estructuras de aviones, motores, sistemas de escape, tubos para combustible e hidráulica, trenes de aterrizaje, recipientes a presión, buses satelitales y tanques de combustible para cohetes, dondequiera que un defecto pueda propagarse en una grieta que la estructura del avión no puede tolerar. Este es el alcance formal adoptado por el Comité AWS D17 sobre Soldadura en la Industria Aeronáutica y Aeroespacial.
Lo que separa una soldadura aeroespacial de una soldadura estructural de acero no es el equipo, sino los criterios de aceptación, la documentación y el rigor de la inspección. Tres cosas cambian:
- La tolerancia al defecto se reduce a cero. Las soldaduras AWS D17.1 Clase A rechazan los grupos de poros y los rebajan en umbrales que pasarían para la fabricación general.
- La limpieza se convierte en un insumo de proceso. Las capas superficiales hidratadas sobre titanio son un mecanismo conocido para la porosidad inducida por el hidrógeno, por lo que la preparación, la disciplina con guantes y la integridad del gas protector importan tanto como los parámetros del arco (TWI).
- Cada soldadura es rastreable. Cada pieza tiene una especificación de procedimiento de soldadura (WPS), un registro de calificación de procedimiento (PQR), un ID de soldador certificado y un resultado de END « un rastro en papel mantenido bajo AS9100.
Es también por eso que los fabricantes aeroespaciales tienden a especificar los procesos de soldadura por componente en lugar de por hábito de taller. Un taller de reparación soldará TIG un anillo colector de escape de aluminio a 100 amperios; El mismo taller, que trabaja como refuerzo integral del tanque de combustible, especificará soldadura por fricción y agitación porque la junta recibe un servicio criogénico presurizado y un proceso de fusión correría el riesgo de porosidad que la radiografía no puede tolerar.
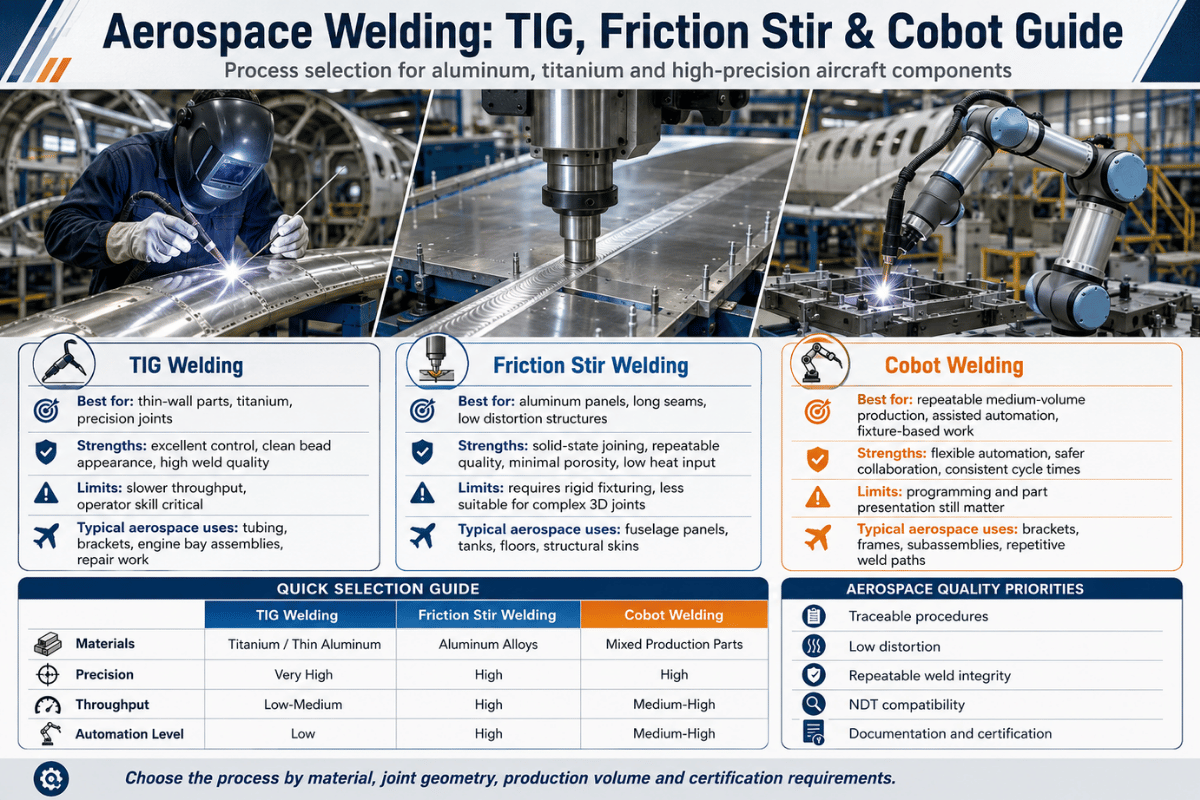
Procesos de soldadura aeroespacial « una comparación impulsada por decisiones
Cinco procesos de fusión y un proceso de estado sólido cubren la mayor parte del trabajo aeroespacial. Elegir entre ellos rara vez es una preferencia estética; está impulsado por la aleación, el espesor de la sección, la geometría de la junta y si la soldadura se asienta en una estructura primaria, una estructura secundaria o una situación de reparación.
TIG (Soldadura por arco de tungsteno a gas, GTAW)
TIG es el valor predeterminado para trabajos aeroespaciales de sección delgada: tubos colectores de escape, líneas hidráulicas, reparaciones de revestimiento de chapa y soldaduras de soportes de motor. Tolera un control fino sobre la entrada de calor, funciona lo suficientemente limpio para secciones delgadas de Ti-6Al-4V e Inconel y acepta configuraciones manuales, mecanizadas u orbitales. Hand TIG sigue siendo el enfoque dominante para MRO y talleres de corto plazo; El TIG orbital domina los tubos hidráulicos y de combustible porque produce soldaduras circunferenciales repetibles sin girar la pieza.
¿por qué TIG sigue siendo el valor predeterminado para el trabajo de escape y tubos de aeronaves?
Debido a que los espesores de las secciones son pequeños, las aleaciones (321 de acero inoxidable, Inconel 625, variantes de Hastelloy) son sensibles a la entrada de calor, y los volúmenes de producción por número de pieza rara vez justifican la adición de capital para la fricción, la agitación o el haz de electrones. TIG le da a un soldador control directo sobre la adición de charcos y relleno, lo cual importa cuando la pared es de 0,040 « (~1 mm) y puede atravesar una desviación del ángulo de llama de 50°. Como dijo un colaborador de r/Welding después de años en TIG, mantener el soplete más cerca de la vertical le da a la cubierta de argón que se arrastra la oportunidad de proteger la soldadura de enfriamiento, un pequeño detalle que los soldadores de campo aprenden antes de que cualquier libro de texto lo cubra.
Soldadura por fricción y agitación (FSW)
FSW se inventó en El Instituto de Soldadura (TWI) en 1991 y adoptado por la industria aeroespacial específicamente para unir secciones de aluminio con las que luchan los procesos de fusión. Una herramienta giratoria no consumible se hunde en la costura, el calor generado por fricción plastifica el metal por debajo de su punto de fusión y la presión de forja consolida la unión. Debido a que el metal nunca se licua, FSW evita por completo el agrietamiento por solidificación y la porosidad, razón por la cual la NASA lo eligió para los tanques criogénicos Core Stage del Space Launch System (SLS). La NASA fue más allá y se desarrolló Soldadura por tapón de tracción por fricción para cerrar las soldaduras por fricción y agitación que reaccionan automáticamente en las uniones de la cúpula al cañón del tanque de combustible SLS, una técnica que no existe en ningún taller de soldadura comercial porque fue diseñada para un perfil de misión.
¿cuándo debería utilizar soldadura por fricción y agitación en lugar de TIG?
Utilice FSW cuando la junta sea de aluminio, la sección tenga al menos 3 mm de espesor, la geometría sea lineal o circunferencial y el volumen justifique el costo de capital. Las aplicaciones típicas de FSW son 2024 y 7075 costuras de paneles para revestimientos de fuselaje, 2219 soldaduras de cúpula en tanques de combustible y juntas de larguero a revestimiento en vehículos de lanzamiento. Utilice TIG en su lugar cuando la sección sea delgada (<2 mm), la aleación no sea aluminio, la geometría de la junta no sea lineal (sillas, intersecciones de tubos complejas) o el volumen de producción sea <100 partes. Publicado AWS D17.3/D17.3M:2021 cubre FSW de aluminio específicamente para el sector aeroespacial; FSW térmico o inoxidable queda fuera de su alcance.
Soldadura por haz de electrones (EBW)
EBW es el caballo de batalla de la fabricación de motores a reacción. En una cámara de vacío, un haz de electrones enfocado impulsa un ojo de cerradura estrecho a través de 25 mm o más en una sola pasada, con una zona afectada por el calor un orden de magnitud más estrecha que la soldadura por arco. Los discos de turbina, los tambores compresores y los segmentos de postquemador se utilizan habitualmente en superaleaciones de níquel, incluidas Inconel 718 y Waspaloy. El ambiente de vacío elimina la contaminación atmosférica, lo que importa cuando el siguiente paso en la secuencia de producción es el prensado isostático en caliente y cualquier porosidad se propagaría.
Soldadura por haz láser (LBW)
La soldadura láser proporciona una zona igualmente estrecha afectada por el calor sin la sobrecarga de vacío. Los láseres de fibra y disco en el rango de 4 a 8 kW sueldan paneles de revestimiento de aviones, recintos herméticos para aviónica y, cada vez más, las uniones de larguero a revestimiento en estructuras de aviones de doble pasillo. Las células LBW modernas acoplan un brazo robótico a un escáner y funcionan en modos de cubierta inerte o vacío local. El rendimiento en un panel de revestimiento métrico es aproximadamente un orden de magnitud mayor que el del GTAW mecanizado.
Soldadura por arco de plasma (PAW)
PAW se encuentra entre TIG y EBW en capacidad. Su columna de plasma constreñida proporciona penetración en modo ojo de cerradura en secciones de hasta aproximadamente 10 mm con una entrada de calor menor que la TIG convencional, lo que la hace útil para soldaduras de aleaciones de alta temperatura donde el control de la distorsión es importante. Los revestimientos de combustión, los cuerpos de los inyectores de combustible y ciertas uniones de componentes de titanio todavía se utilizan habitualmente como PAW.
Tabla comparativa de procesos
| Proceso | Aleaciones típicas | Rango de sección | Fuerza | Donde aparece en aviones |
|---|---|---|---|---|
| TIG (GTAW) | Al, Ti, Ni, inoxidable | 0,5 ñame 6 mm | Control manual, amplia gama de aleaciones | Escapes, tubos hidráulicos, soportes de motor, reparación MRO |
| FSW | Al 2024 / 2219 / 6061 / 7075 | 3 ñan 25 mm | Sin porosidad, sin agrietamiento por solidificación | Tanques de combustible, costuras del revestimiento del fuselaje, largueros de vehículos de lanzamiento |
| EBW | Superaleaciones de Ni, Ti, refractario | 2 ñan 50 mm de paso único | Zaz estrecha, aspiradora | Discos de turbina, tambores compresores, segmentos de postquemador |
| LBW | Al, Ti, inoxidable, Ni | 0,5 ñan 12 mm | Velocidad, baja distorsión | Paneles de piel, gabinetes de aviónica, largueros en T a piel |
| PATA | Ti, aleaciones de Ni, inoxidable | 1 ñan 10 mm | Ojal de cerradura con menor aporte de calor | Revestimientos de combustión, cuerpos de inyectores de combustible |
📐 La matriz de decisión de soldadura aeroespacial de 4 niveles
Haga referencia cruzada del nivel de criticidad con el material para aterrizar en una opción de proceso defendible antes de especificar el equipo:
- Tier 1 « Vuelo crítico (recipientes a presión, ruta de carga primaria): Ti-6Al-4V → TIG orbital o EBW · Inconel 718 → EBW · Aluminio 2219 → FSW. AWS D17.1 Aceptación Clase A, proveedor Nadcap AC7110.
- Tier 2 « Estructura primaria (piel del fuselaje, largueros, nervaduras): Aluminio 2024/7075 → FSW (lineal), LBW (piel curva) · placa de titanio → PAW o EBW. AWS D17.1 Clase A.
- Nivel 3 « Estructura secundaria (soportes, conductos, colectores de escape): Aluminio 6061 → TIG · inoxidable e Inconel → TIG · juntas de chapa → punto de resistencia según AWS D17.2. AWS D17.1 Clase B suele ser aceptable.
- Tier 4 « MRO y soldadura de reparación: TIG domina porque la reparación en campo es irregular en geometría, de bajo volumen y requiere criterio del soldador. Reparar WPS calificado según el manual de reparación OEM tiene prioridad sobre D17.1 directamente.
Nota de ingeniería « Objetivos de entrada de calor por proceso
📐 Nota de ingeniería
Como punto de partida: TIG en Ti-6Al-4V de 2 mm ejecuta DCEN 80-120 A con 100% Ar primario + escudo posterior (15-25 CFH primario, 10-15 CFH posterior). FSW en 6 mm 2024 funciona a 600-800 rpm con una velocidad de recorrido de 100-200 mm/min y una fuerza de forja de 8-15 kN, pero la ventana es específica de aleación y geometría de herramienta. EBW en Inconel 718 de 25 mm utiliza 60-150 kV a 50-200 mA con un punto focal ≤0,5 mm. Estos son parámetros iniciales: cada WPS aún debe calificarse mediante PQR según AWS D17.1.
Desafíos específicos del material « Aluminio, Titanio e Inconel
Tres familias de aleaciones dominan las soldaduras aeroespaciales para estructuras primarias de aeronaves y cada una falla de manera característica. Conocer el modo de falla desde el principio es lo que separa un WPS que sobrevive a la calificación de uno que recibe el regreso del inspector.
Aleaciones de aluminio (2024, 6061, 7075, 2219)
El aluminio aeroespacial se divide aproximadamente entre familias tratables térmicamente (2xxx, 6xxx, 7xxx) y no trata térmicamente (3xxx, 5xxx). Las aleaciones tratables térmicamente también son difíciles de soldar por fusión: 2024 y 7075 prácticamente no se pueden soldar por fusión porque el aporte de calor destruye el temperamento reforzado por precipitación y las grietas calientes durante la solidificación. Por eso ahora se construye cada larga costura aeroespacial de aluminio (vigas de piso Boeing 787, paneles de fuselaje Airbus A380, cúpula del tanque de hidrógeno NASA SLS) utiliza FSW en lugar de soldadura por fusión.
2219 (una aleación de aluminio y cobre) y 6061 son diferentes. 2219 es compatible con FSW y soldable por fusión, razón por la cual los tanques de vehículos de lanzamiento lo han usado desde Saturn V. 6061 se suelda por fusión fácilmente pero pierde alrededor de 25-30% de su resistencia a la tracción T6 en la HAZ, por lo que el tratamiento térmico posterior a la soldadura (reenvejecimiento T6) normalmente se especifica para la estructura primaria.
Titanio (Ti-6Al-4V, CP Grado 2/3)
El defecto de soldadura registrado del titanio es la porosidad y el mecanismo es la disolución del hidrógeno. Documentos TWI que las capas hidratadas en la superficie de la unión (humedad, hidrocarburos, residuos de fluidos cortantes) liberan hidrógeno en el baño fundido durante la soldadura, donde su solubilidad en titanio líquido excede con creces su solubilidad en sólido. El hidrógeno atrapado vuelve a salir de la solución durante el enfriamiento y forma los poros que forman una parte. La mitigación es procedimental, no metalúrgica: desengrase con disolvente no halogenado, limpie mecánicamente a las pocas horas de soldar, guarde los cupones limpios en gabinetes secos y haga funcionar el argón final el tiempo suficiente para que la parte posterior de la soldadura permanezca por debajo de 425°C en el aire.
Más allá de la porosidad, el titanio también presenta fragilización por contaminación. Por encima de unos 480°C en el aire, el titanio capta oxígeno, nitrógeno e hidrógeno intersticialmente. Una señal visible es un cambio de color de plateado a pajizo, de azul a gris y a blanco, y el blanco es rechazado. Un caso de fracaso documentado en las botellas de aire de titanio AMS 4975 se rastreó una porosidad excesiva directamente hasta una deficiencia en la técnica de soldadura en la cobertura del gas protector. La integridad del gas protector no es negociable.
Superaleaciones de Níquel (Inconel 718, Waspaloy, Inconel 625)
Las aleaciones de níquel-hierro y níquel-base utilizadas en los motores a reacción fallan en la soldadura de dos maneras: agrietamiento por deformación durante el tratamiento térmico posterior a la soldadura y microfisura en la ZAT durante la soldadura. Las estrategias de mitigación son específicas de la aleación. Inconel 718 es el más utilizado porque su reacción de endurecimiento por envejecimiento es lo suficientemente lenta como para que el agrietamiento por deformación sea manejable con un aporte de calor controlado y un ciclo de alivio de tensiones. Waspaloy es más difícil de soldar por la razón opuesta: su respuesta de endurecimiento por envejecimiento más rápida significa una gestión térmica más cuidadosa antes y después de la soldadura. Materia metálica de relleno: la base Inconel 625 a menudo se suelda con relleno ERNiCrMo-3; Inconel 718 normalmente utiliza ERNiFeCr-2 (relleno a juego Inconel 718).
📐 Nota de ingeniería « Disciplina de blindaje para Ti-6Al-4V
Flujo de argón de la copa primaria: 15-25 CFH (ID de copa 9-12 mm). Protector de arrastre: 10-15 CFH sobre la piscina de enfriamiento con la longitud del recorrido dimensionada para que el metal salga del protector por debajo de 425°C. Purga trasera para soldaduras de tubos: 5-10 CFH con medidor de O2 en la lectura de escape <100 ppm antes del golpe. Limpieza: limpieza sin pelusa con isopropilo o metiletilcetona dentro de las 4 horas posteriores al golpe; sin huellas dactilares en la zona de soldadura.
Normas y certificaciones « AWS D17.1, AS9100, Nadcap, ISO 24394

Un programa de soldadura aeroespacial en funcionamiento se basa en tres capas: una especificación de proceso (AWS D17.x), un sistema de gestión de calidad (AS9100 o su equivalente de la Asociación de Industrias Aeroespaciales) y una acreditación de proceso especial (Nadcap AC7110). Una opción internacional es ISO 24394. Leer un certificado de prueba de fábrica o un informe de auditoría de proveedores es principalmente un ejercicio para confirmar las combinaciones correctas.
AWS D17.1/D17.1M:2024 « Soldadura por fusión para el sector aeroespacial
D17.1 es la especificación general que cubre la soldadura por fusión de aleaciones de aluminio, acero, acero inoxidable, titanio y níquel para aplicaciones aeroespaciales. Su edición de 2024 es la cuarta revisión, y el resumen del comité publicado a través de ANSI documentos que se realizaron varios cambios fundamentales para ampliar el uso y aplicabilidad del documento. Regula la calificación del procedimiento (PQR), la calificación del desempeño del soldador, los criterios de aceptación de inspección y los requisitos de documentación. Existen dos clases: Clase A para las soldaduras más críticas para la seguridad (trabajo en motores y recipientes a presión) y Clase B para estructura secundaria.
¿cuál es la diferencia entre AWS D17.1, D17.2 y D17.3?
D17.1 rige la soldadura por fusión (TIG, GMAW, plasma, haz de electrones, láser). D17.2/D17.2M:2019 cubre la soldadura por resistencia, principalmente soldadura por puntos y costuras para estructuras aeroespaciales de aluminio y chapa de acero. D17.3/D17.3M:2021 es el estándar de soldadura por fricción y agitación, y está dirigido específicamente a aleaciones de aluminio para el sector aeroespacial, porque es allí donde se ha validado industrialmente FSW. Si una cartera de proveedores afirma tener capacidad de soldadura aeroespacial pero solo posee D17.1, probablemente no pueda realizar soldadura por puntos por resistencia en aluminio ni agitación por fricción en los domos de los tanques. Los documentos publicados se enumeran en el Página del Comité D17.
AS9100 « El sistema de gestión de calidad
AS9100 es la adaptación aeroespacial de ISO 9001, publicada por SAE International y adoptada por el International Aerospace Quality Group (IAQG). Es el sistema de calidad que rige el funcionamiento de un taller de fabricación: control de documentos, gestión de configuración, registros de formación, calibración, control de proveedores, auditoría interna. No es un estándar de soldadura per se, pero todos los contratistas principales (Boeing, Airbus, Lockheed Martin, GE Aerospace, Raytheon) requieren AS9100 como base.
Nadcap AC7110 « Acreditación de proceso especial para soldadura
Nadcap (Programa Nacional de Acreditación de Contratistas Aeroespaciales y de Defensa) es un sistema de aprobación administrado por la industria administrado por PRI. Las listas de verificación de auditoría AC7110/x son específicas de las subdisciplinas de soldadura: AC7110/12 cubre el haz de electrones, AC7110/5 cubre el soplete y la soldadura fuerte por inducción, y el propio AC7110 cubre la soldadura por fusión. Un proveedor sin Nadcap aún puede vender en el sector aeroespacial, pero la mayoría de las órdenes de compra de hardware de vuelo de los números primos así lo requieren.
ISO 24394 « La alternativa internacional
Para programas que operan fuera de los EE. UU. o en cadenas de suministro mixtas europeas y asiáticas, ISO 24394 cubre los requisitos de soldadura aeroespacial a un nivel similar en alcance al D17.1. Ambas normas no tienen criterios de aceptación idénticos, pero se refieren entre sí en cuanto a la calificación del procedimiento y las pruebas del soldador. Los programas que ejecutan la supervisión de la aeronavegabilidad de la FAA o la EASA a menudo incumplen la norma ISO 24394 cuando la cadena de suministro cruza el Atlántico, porque los números primos europeos están familiarizados con ella. Las diferencias en el nivel de equipamiento también se extienden a través de las geografías “Los talleres norteamericanos tienen más fuentes de alimentación Miller Electric y Lincoln Electric, mientras que los números primos europeos especifican con mayor frecuencia EWM o Fronius para sus WPS calificados «, pero todas esas líneas de equipos pueden estar calificadas según cualquiera de los estándares.
Inspección y Ensayos No Destructivos « Verificación de la Calidad de Soldadura Aeroespacial

Para soldaduras críticas para el vuelo, el piso de inspección es 100% NDT « cada soldadura se examina mediante al menos un método, a menudo dos, antes de poder liberar la pieza. Los métodos de inspección no son intercambiables; cada uno atrapa una clase de defecto específica.
| Método END | Detecta | Tamaño mínimo del defecto | Donde sea obligatorio |
|---|---|---|---|
| Radiografía (RT) / rayos X digitales | Defectos volumétricos “porosidad, inclusiones, falta de fusión, falta de penetración | ~2% de espesor de sección | Todas las soldaduras por fusión Clase A; recipientes a presión; tanques |
| Ultrasónico (UT) / PAUT | Defectos planos “grietas, falta de fusión, laminaciones | 0,5-1,0 mm con PAUT | Costuras FSW; EBW de sección gruesa; geometrías complejas |
| Penetrante de tinte (PT) | Grietas que rompen la superficie, porosidad, socavado | ~0,025 mm de apertura superficial | Superficies no magnéticas “Al, Ti, acero inoxidable austenítico, aleaciones de Ni |
| Partícula magnética (MT) | Grietas superficiales y cercanas a la superficie | ~0,025 mm de superficie, ~1 mm de subsuperficie | Aceros ferromagnéticos « piezas forjadas del tren de aterrizaje, sujetadores |
| Tomografía Computarizada (TC) | 3D volumétrico “porosidad interna, huecos, geometría | ~50 μm vóxel para piezas pequeñas | Componentes fabricados aditivamente; piezas fundidas complejas |
Un flujo de trabajo típico de inspección de soldadura por fusión Clase A corre: examen visual por WPS, tinte penetrante en la superficie, radiografía para detectar defectos volumétricos y para límites de presión sellados, una prueba hidrostática o de fuga de helio. Se agrega UT en FSW y EBW de sección gruesa porque la radiografía es deficiente para encontrar falta de fusión plana en costuras largas de aluminio.
- ✔Verifique que WPS y PQR estén actualizados y firmados por la Autoridad de Ingeniería competente
- ✔Confirmar que el registro de calificación del soldador cubre la posición, la aleación y el rango de espesor
- ✔Inspeccione el número de lote, el número de calor y la condición de almacenamiento del metal de relleno
- ✔Verificar certificado de gas protector (5N argón para titanio, 4N para uso general)
- ✔Confirme la limpieza previa a la soldadura «visual + control fluorescente UV en Ti
- ✔Aceptación de END a AWS D17.1 con aprobación del inspector de Nivel II/III
Soldadura robótica y cobot en el sector aeroespacial « donde gana la automatización
Históricamente, la industria aeroespacial tardó en adoptar la soldadura robótica por las mismas razones que sigue siendo lenta en adoptar la automatización en general: volumen bajo de números de piezas, geometrías complejas, limitaciones de salas blancas y un entorno regulatorio que valora el control determinista del proceso. Esa imagen está cambiando. La soldadura por fricción y agitación de las cúpulas de los tanques de los vehículos de lanzamiento ahora se realiza de forma rutinaria mediante sistemas robóticos FSW montados en pórticos. Airbus corre celdas de soldadura automatizadas para componentes estructurales. SpaceX suelda secciones de acero inoxidable Starship con equipos automatizados desarrollados a medida. Y en el extremo más pequeño, se están introduciendo talleres de fabricación que suministran estructuras secundarias a números primos robots de soldadura colaborativos para abordar la escasez de soldadores y al mismo tiempo preservar la trazabilidad del AS9100, se requiere el principal.
¿puede Cobot Welding cumplir realmente con los requisitos de calidad aeroespacial?
Sí, dentro de un sobre de aplicación específico. Un sistema de soldadura cobot que cumpla con AWS D17.1 necesita tres cosas que un robot industrial también necesita: control de parámetros de arco de circuito cerrado con cumplimiento WPS registrado, enfoque de unión repetible dentro de ±0,2 mm y una envoltura de humos y radiación que satisfaga la sala blanca. Una ventaja del factor de forma cobot es que la celda se puede instalar y reprogramar en días en lugar de semanas, lo cual es importante en un taller de mezcla alta donde cada orden de trabajo puede ejecutar entre 20 y 150 piezas idénticas. La velocidad es el compromiso: la mayoría de los soldadores cobot funcionan a velocidades de desplazamiento más bajas que una celda industrial de seis ejes con posicionador, por lo que el umbral de volumen por encima del cual gana una celda industrial completa es de entre 200 y 500 piezas por mes para trabajos típicos de soportes y conductos. Donde los cobots actualmente tienen dificultades en el sector aeroespacial: geometrías muy grandes, soldaduras en ambiente de vacío (EBW) y procesos donde las reglas de proximidad operador-cobot limitan la velocidad de producción.
Tres implementaciones reales
Etapa central SLS de la NASA « La soldadura por fricción y agitación de los tanques de hidrógeno líquido y oxígeno líquido Core Stage se automatiza en las instalaciones de ensamblaje de Michoud una herramienta de soldadura de tapón desarrollado para el programa. Tanto las costuras verticales como las circunferenciales FSW se ejecutan en sistemas montados en pórtico, con parámetros de soldadura registrados para cada milímetro lineal.
Robots universales/Raymath « Un estudio de caso IFR documentado lo describe Raymath, un fabricante de Ohio, automatizando la soldadura TIG compleja junto con la soldadura MIG utilizando cobots de Universal Robots, con ganancias de productividad reportadas de 200% en tareas de soldadura y 600% en cuidado de máquinas. Este patrón de implementación “estructura secundaria de alta mezcla, volumen modesto, soldaduras codificadas por AWS ^ se generaliza a muchos proveedores de nivel aeroespacial.
FSW en la aviación comercial « Eclipse Aviation fue pionera en FSW para la unión del revestimiento del fuselaje del Eclipse 500 a principios de la década de 2000. Los vehículos de tripulación comercial y varios fuselajes de doble pasillo ahora utilizan FSW robóticos para las uniones de los paneles de aluminio, siendo la geometría larga y lineal una combinación casi ideal para los FSW robóticos. cabezas.
Cuándo no automatizar
La soldadura MRO y de reparación sigue siendo abrumadoramente manual, y esa es la respuesta correcta. Una reparación típica del capó del motor ve una geometría de daño que el WPS no podía anticipar, un ajuste que depende del juicio de calzado y adherencia, y un volumen de número de pieza de uno. El despliegue cobot o robótico en ese contexto obligaría a colocar la herramienta incorrecta en el trabajo. La misma lógica se aplica a la soldadura de prototipos en etapa inicial, donde la geometría cambia cada construcción, y a intersecciones de tubos espacialmente curvadas altamente complejas a las que un brazo de seis ejes no puede llegar sin una inversión importante en accesorios.
Modos comunes de falla y prevención de defectos

La mayoría de los rechazos de soldadura aeroespacial se dividen en un pequeño número de categorías de reincidencia. Conocerlos desde el principio es la diferencia entre una soldadura Clase A con rendimiento por primera vez y una pieza que pasa por el circuito de inspección dos veces.
| Defecto | Causa raíz | Prevención | Detección |
|---|---|---|---|
| Porosidad (Ti, Al) | Hidrógeno de superficies hidratadas; gas protector inadecuado | Limpieza mecánica <4 h presoldadura; pureza del gas verificada; escudo de arrastre | RT, CT |
| Falta de fusión | Aporte de calor insuficiente; mala preparación de las articulaciones | Ventana de parámetros calificada para PQR; precalentar por WPS | UT/PAUT, RT |
| Craqueo por deformación (superaleación de Ni) | Concentración de estrés + envejecimiento durante PWHT | Enfriamiento controlado; alivio intermedio de tensiones; Ciclo PWHT revisado | PT post-PWHT, UT |
| Contaminación fragilización (Ti) | Exposición al aire >480°C; pérdida del escudo de arrastre | Longitud verificada del escudo posterior; Aceptación del color de soldadura por WPS | Visual (color), prueba de flexión en cupones |
| Distorsión/estrés residual | Aporte excesivo de calor; secuencia de soldadura desigual | Planificación de secuencias; fijación; PWHT para secciones gruesas | Inspección dimensional, medición RS |
| Craqueo en caliente (fusión Al 2024/7075) | Aleación sensible a grietas en soldadura por fusión | Cambiar a FSW; Si es necesario fusionar, use relleno 4043 con 2xxx | RT, PT |
⚠¦ Errores recurrentes informados en el campo
Tres reincidentes aparecen en foros de soldadores y discusiones técnicas de AWS: el protector posterior se rompe durante las soldaduras de tubos de titanio (las reposiciones de los soldadores y la soldadura de enfriamiento pierde la cubierta); limpieza previa insuficiente antes de TIG en juntas superpuestas de acero inoxidable que crea una porosidad aparente en la inspección de tinte-penetrante; y entrada de calor demasiado agresiva en soportes 6061-T6 que reduce la resistencia de HAZ por debajo de las alternativas de sustitución. La solución en cada caso es de procedimiento, no técnica “reduzca la velocidad, verifique y trate el WPS como el piso, no como el techo.
Perspectivas de la industria « FSW Market, Cobot Adoption y Sustainability (2026 y más allá)

Tres señales están dando forma a la soldadura aeroespacial hasta finales de la década de 2020. De forma independiente, son interesantes; juntos sugieren dónde dirigir el capital y la formación durante los próximos tres a cinco años.
Expansión del mercado de FSW. Varios grupos independientes de analistas de mercado ubican el mercado mundial de soldadura por fricción y agitación en el rango $250-300M para 2026, con proyecciones hasta 2033 agrupadas en cifras CAGR de un solo dígito. La participación aeroespacial está anclada en la NASA, Boeing, Lockheed Martin y los nuevos programas espaciales comerciales; El crecimiento aumentó gracias a la adopción de FSW en carcasas de baterías para vehículos eléctricos y la fabricación de material rodante ferroviario fuera del sector aeroespacial.
La adopción de cobot se está acelerando. Las señales de volumen de búsqueda de DataForSEO sobre “soldadura de cobots” y “cobots de soldadura” están aumentando año tras año, y los proveedores de equipos están adaptando líneas de productos específicamente al segmento de proveedores aeroespaciales de alto y bajo volumen. Detrás de esto se encuentra una escasez estructural de soldadores certificados «Las proyecciones de la Oficina de Estadísticas Laborales sugieren que el grupo de mano de obra de soldadores de EE. UU. necesita aproximadamente entre 80.000 y 90.000 nuevos participantes por año sólo para cubrir las jubilaciones, y los soldadores certificados aeroespacialmente son un subconjunto más pequeño de eso. La soldadura Cobot no resuelve el problema por sí sola, sino que amplifica la productividad de cada soldador certificado restante, que es la mitigación práctica.
Modernización de estándares. La cuarta edición de AWS D17.1, publicada en 2024, incluye disposiciones que amplían la aplicabilidad del documento: una actualización silenciosa pero importante para los talleres que han estado trabajando desde la edición anterior. El D17.3:2021 publicado ya cubre FSW de aluminio y el trabajo del comité sobre la soldadura posprocesamiento de fabricación aditiva está avanzando. Las actualizaciones ISO y EASA se ejecutan en ciclos ligeramente diferentes, pero la dirección es la misma: más procesos, más combinaciones de aleaciones, documentación más estricta.
Si está especificando una celda de fabricación 2026-2027
- Para trabajos por lotes de 50 a 500 partes por mes en estructura secundaria, evalúe a sistema de soldadura cobot como predeterminado « no es una celda manual.
- Especifique la edición AWS D17.1:2024 explícitamente en las órdenes de compra de proveedores, no en la “edición actual”
- Para estructuras primarias de aluminio con costuras lineales >3 mm de espesor, evalúe la capacidad de FSW antes de especificar la soldadura por fusión.
- Confirme que la capacidad de END aumenta con el rendimiento: las células de soldadura automatizadas producen datos más rápido que la revisión de radiografía manual.
Preguntas frecuentes
P: ¿Qué procesos de soldadura están aprobados para aplicaciones aeroespaciales?
Ver respuesta
Los procesos de soldadura por fusión aprobados según AWS D17.1 incluyen arco de tungsteno con gas (TIG/GTAW), arco metálico con gas (MIG/GMAW), arco de plasma, haz de electrones y rayo láser. La soldadura por resistencia está cubierta por AWS D17.2. La soldadura por fricción y agitación de aleaciones de aluminio está cubierta por AWS D17.3.
P: ¿Cuándo debería utilizar la soldadura por fricción y agitación frente a la soldadura TIG para aviones?
Ver respuesta
Utilice FSW cuando la junta sea de aluminio (2024/2219/6061/7075), la sección sea de 3-25 mm y la geometría sea lineal o circunferencial «costuras del revestimiento del fuselaje, soldaduras de la cúpula del tanque, juntas de largueros. FSW elimina las grietas por porosidad y solidificación, lo que la convierte en la opción predeterminada para los límites de presión criogénica. Utilice TIG cuando la sección sea más delgada que aproximadamente 2 mm, la aleación sea de titanio o una superaleación de níquel, la geometría no sea lineal (sillas de montar, intersecciones de tubos complejas) o el volumen de producción sea lo suficientemente bajo como para que no se pueda justificar el capital de herramientas FSW. TIG sigue siendo el valor predeterminado para sistemas de escape, tubos hidráulicos y reparación de MRO.
P: ¿Se requiere la certificación Nadcap para todos los proveedores de soldadura aeroespacial?
Ver respuesta
No es un requisito legal, pero es comercialmente obligatorio para la mayoría de las órdenes de compra de hardware de vuelo de los principales clientes potenciales (Boeing, Airbus, Lockheed Martin, GE Aerospace, Raytheon). Un proveedor sin Nadcap AC7110 aún puede producir soldaduras, pero la mayoría de los contratistas principales dirigirán el trabajo a un proveedor acreditado.
P: ¿Puede la soldadura de cobot cumplir con los requisitos de AWS D17.1?
Ver respuesta
Una celda de soldadura cobot se puede calificar según AWS D17.1 de la misma manera que una celda robótica industrial «mediante calificación de procedimiento (PQR), calificación de rendimiento del soldador, registro de parámetros de circuito cerrado y evidencia de repetibilidad dimensional. El hardware Cobot en sí no es el factor de activación; las preguntas son si la celda puede mantener un enfoque conjunto dentro de ±0,2 mm, si se registran parámetros de arco para cada parte y si NDT puede confirmar la aceptación con el rendimiento requerido. Dentro de la estructura secundaria y los trabajos por lotes de 50 a 500 partes por mes, la respuesta es cada vez más sí. Por encima de 500 partes por mes, una celda industrial completa normalmente gana en costo por soldadura. Los procesos de cámara de vacío (EBW) y las geometrías muy grandes permanecen hoy fuera de la envoltura del cobot.
P: ¿En qué se diferencia la inspección por soldadura aeroespacial del control de calidad de soldadura general?
Ver respuesta
El control de calidad de la soldadura general puede depender del examen visual, con muestreo de END en un subconjunto de soldaduras. La soldadura aeroespacial en hardware crítico de vuelo normalmente requiere 100% END «cada soldadura inspeccionada « mediante radiografía, ultrasonidos, tintes penetrantes y partículas magnéticas según corresponda a la aleación y la geometría. Los criterios de aceptación son más estrictos (tamaños de defectos más pequeños permitidos) y todo el flujo de trabajo «WPS, PQR, ID del soldador, resultado de END « se conserva durante toda la vida útil del fuselaje.
Acerca de este análisis
Esta guía sintetiza los documentos publicados del Comité AWS D17, las divulgaciones técnicas del Centro Marshall de Vuelos Espaciales de la NASA sobre soldadura por fricción y agitación para el Sistema de Lanzamiento Espacial, las notas de investigación de TWI sobre la porosidad del titanio y el registro de estudios de caso IFR sobre implementaciones de soldadura de cobot. Cuando se citan cifras de mercado, se presentan como rangos publicados de grupos de analistas independientes en lugar de puntos de datos de fuente única. Los valores iniciales de los parámetros del proceso son ilustrativos; Cada especificación de procedimiento de soldadura debe calificarse para AWS D17.1 mediante un registro de calificación del procedimiento antes de su uso en producción. Revisado por el equipo de ingeniería de zxweldingrobot.
Referencias y fuentes
- Comité AWS D17 sobre Soldadura en la Industria Aeronáutica y Aeroespacial « Sociedad Americana de Soldadura
- AWS D17.1/D17.1M:2024 Especificación para soldadura por fusión para aplicaciones aeroespaciales « Sociedad Americana de Soldadura
- AWS D17.3/D17.3M:2021 Especificación para soldadura por fricción y agitación de aleaciones de aluminio para aplicaciones aeroespaciales « Sociedad Americana de Soldadura
- AWS D17.1:2024 Cuarta edición « Resumen de cambios « Instituto Nacional Americano de Estándares
- Herramienta de soldadura de tapón de etapa central del sistema de lanzamiento espacial « NASA
- Instalación avanzada de unión de metales « Soldadura por tapón por fricción « Centro Marshall de Vuelos Espaciales de la NASA
- Causas de la porosidad en soldaduras de titanio « Preguntas frecuentes técnicas « El Instituto de Soldadura (TWI)
- Estudio de caso sobre porosidad excesiva en soldaduras de botellas de aire de titanio AMS 4975 « Universidad Loyola Marymount
- Cobots impulsa la producción 200% sobre soldadura (estudio de caso de Raymath) « Federación Internacional de Robótica
Artículos relacionados
- Robot de soldadura colaborativo « descripción general y especificaciones del sistema
- robot de soldadura TIG para acero inoxidable: una guía de selección
- Soldadura de cobot versus soldadura de robot industrial « costo y velocidad comparados
- Lista de verificación de cumplimiento AS9100 para celdas de soldadura automatizadas


