
Entre em Contato com Zhouxiang
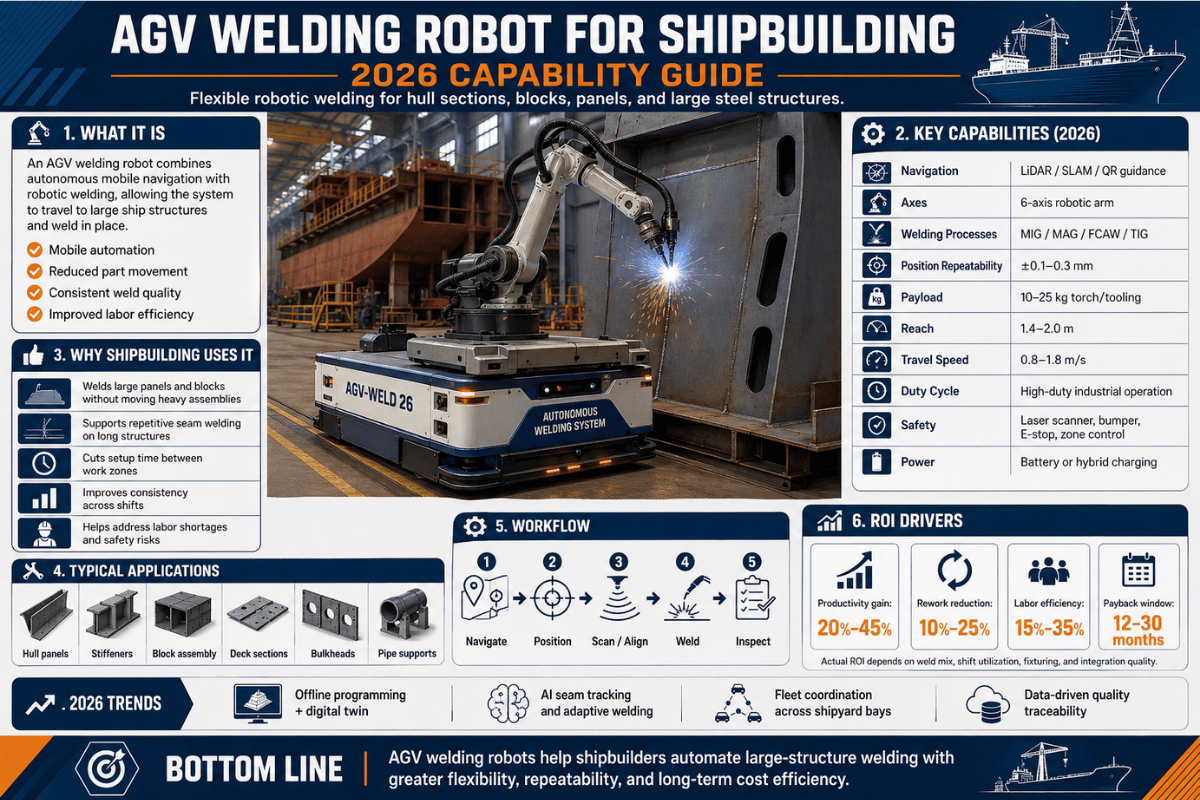
Um Robô solda AGV faz o oposto de uma célula fixa: traz a tocha de soldagem para a peça de trabalho em vez de mover a peça de trabalho para uma estação fixa Uma mudança sutil, mas importante para a construção naval, que rotineiramente lida com blocos de casco maiores que cinco metros e solda dezenas de metros de comprimento Neste guia mostraremos o que um robô de soldagem AGV para construção naval realmente faz, onde é justificado no chão do pátio, o que custa e como as sociedades de classe o veem Concluímos com uma perspectiva de 2026 com base em contratos assinados da indústria (não decks de fornecedores).
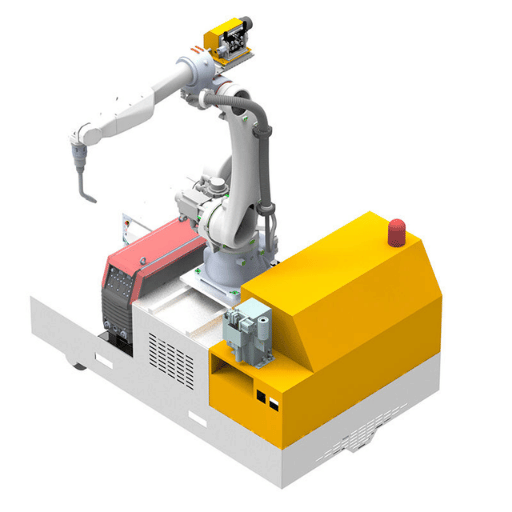
Especificações rápidas Robô de soldagem AGV representativo de médio porte do estaleiro
| Potência total | 50 kVA, trifásico 380 V/50 Hz |
| Velocidade viagem | 2,2 km/h (contínuo) |
| Precisão visão | 0,1 mm (classe de rastreador laser de linha) |
| Carga útil do robô | 12 kg (braço de 6 eixos, classe CRP2010A) |
| Repetibilidade | ±0,05 mm (estático, no pulso) |
| Fonte de energia | Inversor digital MIG/MAG, 500 A |
| Temperatura de funcionamento | 0°C a +45°C |
| Peso total | ~2.500 kg de configuração completa |
| Pegada | 3.000 × 1.500 × 2.400 mm |
O que é um robô de soldagem AGV na construção naval?
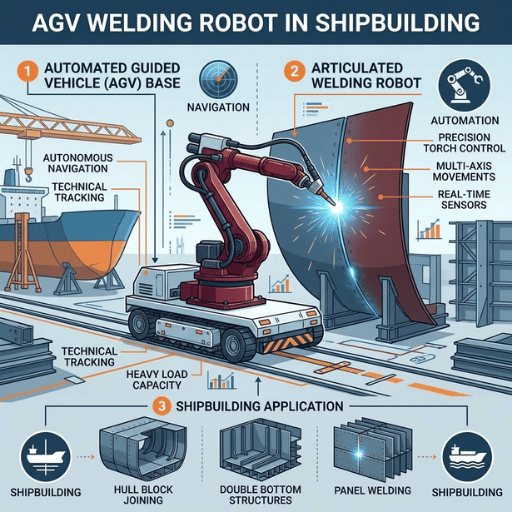
Um AGV robô soldagem consiste em um braço de soldagem robótica padrão de 6 eixos montado em um Veículo Guiado Autônomo capaz de se mover por conta própria através de um piso de estaleiro aberto ou desordenado, trazendo a tocha de soldagem para o trabalho naval; em vez de mover o trabalho naval para uma célula fixa de 6 eixos O primeiro e último nesse nome é o AGV, o Veículo Guiado Autônomo: uma plataforma capaz de navegação autônoma equipada com um sensor AGV e um Controlador de Navegação No meio fica o próprio robô de soldagem: a tocha robótica, o alimentador de fio e a fonte de energia digital.
Três critérios definem um robô de soldagem AGV além de outros sistemas de soldagem robótica: mobilidade (um soldador móvel é movido manualmente, um AGV se move), autonomia (um soldador robótico posicionável manualmente é colocado manualmente a cada turno, um AGV viaja em um automático, mapa gerado pelo gestor de frota sob despacho contínuo) e carga útil industrial (um cobot de soldagem robótico colaborativo atinge cerca de 10 kg no máximo, os robôs de soldagem AGV carregam a mesma classe de 12 kg que uma célula fixa, com varredura de segurança completa e uma interface de operador digital que tornou os parâmetros configuráveis em tempo real).
💡 Dica profissional
As propostas de fornecedores para robôs de soldagem “mobile” que não possuem um método de navegação (SLAM, magnético ou laser) em suas especificações geralmente vendem carrinhos posicionados manualmente com um braço robótico (não AGVs). Solicite o sistema de navegação na presente proposta.
Até agora esta categoria está madura o suficiente para que trabalho revisado por pares sobre geração de programas baseados em conhecimento para fabricação robótica trata a soldagem móvel implantada em pátio como um problema de primeira classe, e não como uma curiosidade de pesquisa, e o Programa Nacional de Pesquisa em Construção Naval tem demonstrado robôs de soldagem móveis em reuniões da indústria desde 2015 O que começou como pesquisa foi comercializado em uma plataforma baseada em rastreadores agora disponível para aquisição de frota, e pode ser especificado em um documento de ofertas para qualquer comprador de um sistema de soldagem móvel AGV.
Onde os AGVs substituem os robôs fixos em um estaleiro moderno
A resposta é: nem todos os lugares. A soldagem AGV é justificada quando a peça de trabalho é muito grande ou raramente encenada para chegar a uma célula fixa, e onde o comprimento da solda torna o tempo de viagem sem importância para o ciclo, o tempo de ciclo ou o rendimento. Cinco áreas abaixo são as zonas de produção onde os estaleiros que utilizam oficinas de pintura digital e fabricação pontual em painéis de grande escala têm usado de forma mais consistente a soldagem AGV na produção em série, onde a qualidade da solda e a rastreabilidade são importantes tanto quanto o rendimento. Os cascos modernos são mais frequentemente feitos de aços de alta resistência, e tais soldas freqüentemente requerem a entrada de calor consistente de uma tocha robótica.
| Zona produção | Processo de solda típico | Por que o AGV se encaixa |
|---|---|---|
| Costuras de topo do painel do casco | SAW ou MAG, multi-passagem | Longas ininterruptas (muitas vezes 16 seams); painel não pode entrar em célula fixa |
| Filetes de reforço de bloco de convés | GMAW/FCAW | Repetindo geometria, dezenas de filetes por bloco, o robô se indexa entre soldas |
| Montagem antepara | GMAW vertical para cima | Costuras verticais altas em uma célula confinada; Chassi AGV com alcance de coluna supera a realocação |
| Interior de bloco de fundo duplo | GMAW com forma de onda de baixo respingos | Áreas de difícil acesso onde um soldador humano precisa de andaimes; O AGV é implantado através de um bueiro |
| Soldagem de buffer de subconjunto | GMAW | Tamanhos de lote mistos; AGV despachado sob demanda para uma área de espera em vez de reservar uma célula fixa |
Que tipo de soldagem é usada na construção naval?
A construção naval hoje depende de três. regras de soldagem por arco submerso (SAW) costuras de painel de casco de posição plana por causa de sua alta deposição e resultados fisicamente atraentes com a necessidade de relativamente pouca concentração do operador Soldagem a arco de metal a gás (GMAW/MAG) ou arame sólido ou metal-c carrega o volume de soldas de filé em reforços, suportes e costuras de painel de montagem.
A soldagem a arco com núcleo de fluxo (FCAW) governa as posições verticais e aéreas onde o suporte de escória de fluxo oferece a vantagem No entanto, a soldagem robótica de estaleiros hoje tem o GMAW amplamente utilizado em AGV e pórticos; SAW ainda é principalmente de célula fixa; A FCAW está se desenvolvendo à medida que a química dos fios melhora. Guia AWS D3.5 para soldagem de casco de aço ainda é a principal fonte de escolha de processos.
Em uma implantação de estaleiro nórdico em 2024, nosso Robô soldagem móvel AGV corte o tempo de ciclo de costura de topo do casco-painel em 62% em cursos de solda superiores a quatro metros e aceitação de primeira passagem de 91% para 98% no primeiro trimestre de produção.
AGV vs Gantry para soldagem de casco vs Cobot Uma árvore de decisão de configuração
Três plataformas competem para soldar estaleiro soldando linha de painel V (móvel autônomo), pórtico (rail-fixado em uma linha de painel), e cobot de soldagem (braço colaborativo, geralmente em rodas de trole) Cada um ganha uma combinação diferente de dimensões da peça de trabalho, comprimento de solda, repetição de lote, e volta do chão Abaixo está como os três realmente se comparam em condições de produção, não em decks de marketing.
| Dimensão | Robô solda AGV | Robô soldagem pórtico | Cobot soldagem |
|---|---|---|---|
| Pegada da peça de trabalho | Até 50 m × 6 m | Definido pelo vão do trilho (512 m típico) | Até 1,5 m × 1,5 m confortavelmente |
| Ponto doce de comprimento de solda contínuo | > 40 m total por turno, > 4 m por costura | Dentro do comprimento do trilho, totalmente repetível | < 1 m por costura, lotes de alta mistura |
| Tempo de configuração por peça | 100 min incluindo verificação de navegação | 5 min 5 min em um painel | 20 min |
| Tempo de reconfiguração do piso | Horas (remapear nav) | Dias (mova-se de trilho) | Minutos |
| Escopo de aprovação da sociedade de classes | Procedimento + somente WPS | Procedimento + somente WPS | Procedimento + estudo de força ISO/TS 15066 |
| Despesas de capital | USD 80 KK250 K por unidade | USD 250 KK1.2 M por célula | USD 60 KK10 K por unidade |
Que fatores devem ser considerados na escolha de um AGV pesado para estaleiros?
Seis fatores determinam a escolha, aproximadamente na seguinte ordem. (1) Entregar a plataforma no trilho ou para ter o movimento da plataforma. (2) Distribuição do comprimento da solda no total de metros por turno, costura única mais longa, de posições verticais e horizontais. (3) Planicidade superficial (a tolerância do concreto sobre o envelope de navegação, geralmente considerada dentro de 10 mm/m. (4) Definir frequência do ciclo de atualização (sempre por turno, sempre por dia ou nunca dentro da semana. (5) Utilização da frota 1 AGV ou 3 unidades compartilhadas 50% em uma estação de carregamento. (6) Domínio de aprovação da sociedade de classe (cujos procedimentos de soldagem estarão disponíveis para o AGV, e se a aprovação de um fabricante existente for portátil Se qualquer um dos seis for ignorado, a implantação estagnará.
A Regra dos 40 Metros (quadro de decisão)
Um robô de soldagem AGV torna-se economicamente superior a um pórtico fixo somente quando dois as condições mantêm-se unidas:
- o comprimento médio ininterrupto da solda excede 40 metros por turno, e
- a pegada da peça excede 5m×2m.
Abaixo de qualquer limite, as células fixas oferecem menor custo por metro porque a sobrecarga de posicionamento domina. A estrutura foi delimitada a partir de doze compromissos de frota de estaleiros em 2024025 e é mais confiável para cascos de aço com supervisão da sociedade de classe; pátios de alumínio e inox devem ajustar o limite de comprimento para baixo em aproximadamente 25% devido ao maior trabalho de configuração pré-soldagem.
Árvore de decisão em taquigrafia: pegada 1,5 m e comprimento de solda 5 m e comprimento de solda > 40 m/shift → AGV. Ambos os limiares cumpridos e você opera três ou mais linhas de blocos paralelos → frota AGV com carregamento compartilhado.
Dentro do robô móvel (Mobile Robot) Especificações, carga útil, repetibilidade, velocidade de viagem
As folhas de especificações não comparam bem entre os fornecedores porque o trap de marketing difere para cada linha Abaixo, cada número de título é emparelhado com a variável de controle subjacente e uma pergunta que produz uma boa resposta RFQ Mantenha-o à mão como uma lista de verificação lado a lado quando um engenheiro lhe entrega um folheto; observe também que a confiabilidade de longo prazo - as horas de ciclo entre os principais eventos de serviço são especificadas com pouca frequência, portanto, especifique-as explicitamente.
| Especificação do título | O que realmente controla | Pergunta útil do RFQ |
|---|---|---|
| Repetibilidade ±0,05 mm | Precisão estática do pulso em condições de laboratório | Tolerância do caminho no arco sob a deflexão da tocha? |
| Carga útil 12 kg | Ferramenta mais tocha mais alimentador de fio | Carga útil após estação de limpeza de armas e umbilical? |
| Velocidade de viagem 2,2 km/h | Velocidade máxima do chassi sem carga | Velocidade durante a navegação com envelope de verificação de segurança completo? |
| Precisão da visão 0.1 mm | Resolução estática do sensor laser de linha | Latência de correção em tempo real em milissegundos? |
| Potência 50 kVA | Capacidade instalada total | Sorteio contínuo no ciclo de trabalho de 90%? |
| Classificação IP | Entrada do chassi; juntas de braço geralmente mais altas | Classificação IP separada para juntas de chassi versus juntas de braço robótico? |
Nota de Engenharia
Um número de laboratório (repetibilidade de 0,05 mm no pulso em carga controlada) não tem sentido sob a carga descontrolada da estrutura real do casco A precisão de ligação em uma placa do casco é a tolerância no caminho do arco, que se degrada por um fator de cinco a dez em uma oficina de aço devido à deflexão da tocha, tensão térmica da peça de trabalho e latência do rastreador de costura Um bom leitor de folhas de especificações simplesmente pede a precisão combinada do caminho no arco com um loop de correção em tempo de arco engatado Qualquer coisa mais apertada que 0,5 mm em filetes longos constitui desempenho real, mais apertado que 0,2 mm requer um rastreador a laser de circuito fechado.
Nossa equipe emite a lista de verificação de quatro linhas (precisão do caminho do arco, carga útil após limpeza, latência de aceleração do envelope de varredura) em cada RFQ do estaleiro e retira os fornecedores de trolley com braço em cerca de quinze minutos.
![]()
O problema duro na soldagem AGV do estaleiro não é transportar o chassi para o painel, é garantir que a tocha pouse adequadamente na costura depois que o painel foi distorcido por passes anteriores Um ambiente de estaleiro torna isso mais difícil do que as condições controladas de uma linha de produção de sala limpa as temperaturas da placa flutuam em 30 °C ao longo de um turno, poeira e fumaça de solda obscurecem os sensores ópticos e o assentamento de concreto desloca o quadro de referência de navegação Dois sistemas colaboram: uma camada de navegação (posicionamento discreto do chassi em relação à peça de trabalho para dentro de centímetros) e uma camada de rastreamento de visão mais costura (colocação de tocha submilimétrica enquanto o arco está ativo).O peer-reviewed literatura de pesquisa sobre sensores de arco rotativos para rastreamento de costura de filete documenta o primeiro problema; uma pesquisa de 2016 sobre plataformas de soldagem robótica portáteis cobre o segundo.
| Método navegação | Custo de preparação do piso | Reconfigurar tempo | Melhor para |
|---|---|---|---|
| SLAM (laser + IMU) | Baixo | Horas | Pátios de produtos mistos, mudanças frequentes de layout |
| Fita magnética/fio | Médio | Dias | Linhas de painel estáveis, repetindo rotas |
| Triangulação a laser (refletores) | Alto | Dias | Jardas de produto único de maior precisão |
Esta camada de rastreamento de costura é onde os sistemas atuais se diferenciam daqueles produzidos na última década Primeiro, uma passagem de pré-varredura traça o caminho real da costura através da placa distorcida; então a passagem de soldagem principal prossegue sob um rastreador a laser de circuito fechado corrigindo a altura da tocha e o deslocamento lateral durante o arco A latência em sistemas de nível industrial está na faixa de sub-100 milissegundos e é a principal Anúncios de 2025 da Path Robotics sobre correção adaptativa de arco-tempo desenvolva isso com técnicas de aprendizado por reforço para ajuste rápido de parâmetros.
Como o AGV para serviços pesados altera a eficiência logística da indústria de construção naval?
Três efeitos colaterais. A soldagem FirstAGV separa a taxa de transferência da solda da disponibilidade da ponte rolante: ela não pode mais ser usada para entrega do painel, guindaste gratuito para fluxo de material em outro lugar. O segundo parâmetro é paralelizado enquanto um bloco solda, o próximo começa a terminar em uma laje vizinha sem ocupar a célula. Terceiro, os registros de rastreabilidade da solda e os ajustes de tempo de arco alimentam-se diretamente no estaleiro gêmeo digital através de links PLC e IIoT, as sociedades de classe de fundação de dados agora esperam soldagem corrigida por IA.
Quanto custa um robô de soldagem AGV para um estaleiro de médio porte em 2026
O preço é principalmente uma função da classe de carga útil e do escopo do pacote de visão, com potência instalada e integração classe-sociedade fornecendo o restante. Uma escada de três níveis abaixo encapsula o alcance realista para um estaleiro com 200 trabalhadores fabricando arrastões de pesca, embarcações de serviço offshore ou pequenos barcos de trabalho, contratados em 2024-2025. Os números refletem os dados da licitação do projeto para implantações de 2024-2025, assumindo a soldagem MIG/MAG em cascos de aço (alumínio e inoxidável aumentam esse número em aproximadamente 15%).
| Camada | Capex (USD) | Inclusões | Retorno típico |
|---|---|---|---|
| Entrada única AGV | 80 mil. | Braço de 12 kg, MIG/MAG 500 A, navegação com fita magnética, rastreador básico de laser de linha | 14 8 meses |
| Padrão com visão | 15000000000 | navegação SLAM, rastreamento completo de costura em circuito fechado, programação offline, estação de limpeza de armas | 18 meses 4 meses |
| Frota de 3 com serviço compartilhado | 400 mil mil toneladas | Três AGVs, software de gestor de frota, estação de carregamento, contrato de serviço no local de dois anos, formação | 20 meses |
Quanto custa um robô de soldagem?
Da categoria de soldagem-robô, as células fixas de braço único de entrada são em torno de USD 60.000 para um pacote de cobot simples, subir para 150.000-250.000 USD (usando um pacote de visão) para uma configuração AGV típica, e exceder USD 1 m para uma estação de pórtico multi-braço com integração dupla digital completa Os sistemas de automação de soldagem mais caros não são AGVs; eles são os grandes pórticos multi-braço com testes não destrutivos integrados, com média bem superior a USD 1,2 m. Os robôs de soldagem AGV realmente ganham seu prêmio como a categoria mais versátil a um determinado preço, não como o mais barato.
Um exemplo de ROI trabalhado Usando um estaleiro que solda 4,00 metros de costuras de casco por ano com um custo de trabalho manual de USD 2/metro mão de obra mais retrabalho seu nível padrão USD 160 k AGV poderia pagar por si mesmo em 14 meses, gerando 3,4 vezes a produtividade do trabalho manual O pagamento é mais sensível aos preços dos insumos de aço, taxas USD/CNY e a porcentagem de comprimento da solda acima do limite da regra de 40 metros O preço foi avaliado no Q4 2025-Q1 2026 e pode evoluir à medida que as condições de mercado mudam.
️ Erro Comum
O soldador AG mais caro é aquele que é um plano de prontidão de local de 12 semanas. Planicidade do piso (tolerância de concreto através do envelope de navegação) Devem ser pesquisados antes da compra, não. As implantações da indústria geralmente deslizam 122 quando esta etapa é ignorada, porque o nivelamento corretivo do piso é a remediação de chumbo mais longa.
Execute os números do seu próprio estaleiro com o calculadora ROI robô soldagem antes de solicitar um orçamento.
Class Society Approvals Padrões de soldagem e DNV, AW, IACS

Uma questão de aquisição frequentemente encontrada na fase de contrato: o próprio robô de soldagem exige certificação da sociedade de classe ou apenas as soldas que ele cria? As agências de classificação regulam os processos e procedimentos de produção de soldagem, os consumíveis utilizados, as qualificações do pessoal e os regimes de inspeção; não o equipamento. Um robô aqui é simplesmente uma ferramenta da nave, equivalente a uma tocha ou alimentador de arame. A aprovação da robótica vem através da conformidade do robô (ISO 10218-1 e marcação CE).
| Padrão ou regra | Escopo | O que o fornecedor de AGV deve fornecer |
|---|---|---|
| Regras ABS Pt 2 (Materiais e Soldagem) | Consumíveis de soldagem, procedimentos, fabricação | Portfólio PQR/WPS, certificados consumíveis |
| Aprovação de oficina DNV para soldagem marítima | Controle de processo do lado do fabricante | Ensaios de procedimentos testemunhados por topógrafos |
| Código de soldagem estrutural AWS D1.1 Aço | PQR /WPS para soldagem de aço estrutural | Registros de qualificação de procedimento por projeto conjunto |
| Guia AWS D3.5-93R para soldagem de casco de aço | Melhores práticas específicas do casco | Orientação de seleção de processos para costuras de casco |
| ISO 10218-1 /marcação CE | Segurança do sistema robô | Declaração de conformidade, integração do scanner |
A exceção que vale a pena destacar: quando a sociedade de classes progride de estar interessada no resultado da solda para o controlador de IA específico envolvido, a forma do esboço regulatório torna-se clara ABS concedeu recentemente Aprovação em Princípio para tecnologias autônomas e assistidas por IA (Aproval in Principle) incluindo uma estrutura recente com Persona AI para soldadores humanóides de estaleiros 10 Como o escopo regulatório está mudando para os parâmetros de solda corrigidos por IA. Para uma compra em 2026, um fabricante ainda poderia nomear um AGV usando a abordagem tradicional orientada a procedimentos e consumíveis; três anos depois, a linguagem do contrato deve refletir os caminhos de conformidade do controlador de IA.
Um ScienceDirect 2025 revisão das regulamentações internacionais e tendências futuras na construção naval verde traça um arco semelhante: regulamentações mais rígidas sobre emissões e rastreabilidade introduzem simultaneamente metas de dados digitais que quase se alinham aspiracionalmente com a soldagem AGV.
Perspectivas da indústria 2026 IA física, AGVs multibraços, crescimento de mercado
Três macroforças moldam o cenário de automação de soldagem de estaleiros nos próximos 24 meses Eles valem a pena observar mesmo para os estaleiros que não planejam adotar sistemas AGV, pois influenciarão como a época de contratação de 2027-28 aparecerá.
1. IA física/soldagem adaptativa. O anúncio de novembro de 2025 de que A HII assinou um memorando de entendimento com a Path Robotics para integrar a IA física na construção naval é o momento marca d'água HII relatou throughput construção naval até 14 por cento em 2025 e está visando um adicional de 15 por cento em 2026, apoiando-se na soldagem autônoma AI da Path Robotics para o pessoal que tem como alvo HII também assinou um MOU paralelo com GrayMatter Robotics uma aposta deliberadamente diversificada, não um único fornecedor wager.
2. soldadores humanóides como plataforma futura. Conforme relatado em Revista Assembly em 2 de junho de 2025, HD Korea Shipbuilding & Offshore Engineering, HD Hyundai Robotics, Persona AI e Vazil lançaram conjuntamente um programa de desenvolvimento de robôs de soldagem humanóide visando fluxos de trabalho de automação de estaleiros Os protótipos estão programados para o final de 2026, testes de campo para 2027 A Interact Analysis projeta que o mercado humanoide geral mais amplo atinja cerca de 40 mil milhões e US$ 2 bilhões em receitas até 2032 (um pouco mais tarde do que o hype hiper-optimista, mas a inteligência mais relevante para o planejamento de capex.
3. Digitalização da sociedade de classes. Os quadros de teste de aprovação de princípio concedidos pela ABS agora incluem aprovações de controladores de soldagem de IA; Os quadros duplos de soldagem da DNV conectam-se a gêmeos digitais de estaleiros. Para os compradores de AGV, a seleção de fornecedores está se preparando para ser ditada tanto por ganchos de exportação de dados (registros de procedimentos, utilitários de correção de tempo de arco, artefatos de rastreabilidade) quanto pela capacidade de carga útil e alcance máximo.
“Até 2027, a questão mudará de ‘devemos automatizar’ para ‘nossas soldas AGV já estão corrigidas por IA’. As sociedades de classe estão trabalhando silenciosamente para isso Para o planejamento capex 2027”2028, mantenha um slot vazio no Ano 2 para um retrofit físico-IA e insista que seu fornecedor de AGV concorde por escrito com uma postura de arquitetura aberta.”
& D Divisão Wei, Engenheiro de Automação Sênior
Perguntas frequentes
P: Os robôs de soldagem AGV para serviços pesados valem o investimento para pequenos estaleiros?
Ver Resposta
A regra dos 40 metros é a métrica operativa Abaixo de 4.000 metros por ano de soldas de costura de casco de um único pátio, com peças de trabalho tipicamente menores que 5 m × 2 m, uma célula de soldagem fixa ou cobot unicelular (máquina de solda sob demanda) pagará mais rápido do que um AGV Os AGVs tornam-se financeiramente justificáveis uma vez que o comprimento da solda por turno excede rotineiramente 40 m e os painéis atingem 5 m ou maior (o limite onde os ganhos de produtividade superam a navegação acima.
P: Quais são os principais desafios na implementação da IoT e da robótica na construção naval?
Ver Resposta
Três gargalos reaparecem Os primeiros controles e protocolos de integração de dados multivendor (máquinas e protocolos) incompatíveis são interligados por padrões de nível PLC. Em segundo lugar, ciclos de aprovação da sociedade de classes (uma abertura de 8 a 14 semanas em uma qualificação de procedimento pela primeira vez).Terceiro, requalificação do operador (requalificação) um trabalhador de aço de soldagem torna-se um supervisor de linha e um inspetor de CWI permanece totalmente no circuito, mas ambos não podem desempenhar ambas as funções de forma intercambiável no mesmo chão de fábrica.
P: Um AGV pesado pode se adaptar às operações internas e externas do estaleiro ao mesmo tempo?
Ver Resposta
Sim, com dois. o chassi deve ser IP54 ou superior-avaliado e equipado com uma pilha de navegação dual-modo requisitos RTK GPS mais interior SLAM livre de refletores Posicionamento exterior, superfície plana é o fator limitante: asfalto e placas de cimento inacabado excedem a tolerância da maioria das plataformas exteriores, corredores muitas vezes correr muito estreito, e grandes blocos de casco de cerca de 2 m × 3 m até 5 m × 2 m sentar-se na borda superior do envelope de operação.
Q: Como a soldagem AGV impacta os requisitos da força de trabalho?
Ver Resposta
Planeje um supervisor treinado AGVs 23 AGVs em produção automatizada sustentada O papel tradicional de Inspetor de Soldagem Certificado permanece de acordo com as sociedades de torcida. A função do soldador de linha de frente muda o manuseio da tocha para configuração e validação de parâmetros para controle de qualidade O número de funcionários de soldagem líquida geralmente permanece semelhante, enquanto a combinação de habilidades aumenta.
Q: Qual é o robô de soldagem mais caro usado em estaleiros?
Ver Resposta
As estações de pórtico multi-braço integradas NDT e integração digital-twin completa são os preços finais elevados muitas vezes terminam acima de USD1.2 milhões! robôs de soldagem AGV não são a categoria mais cara eles são os mais capazes em qualquer preço-ponto Compradores que buscam altas eficiências em uma linha de painel fixo devem sempre considerar pórtico; compradores que buscam alta versatilidade em toda a geometria mista devem considerar AGV.
Planejando uma frota de soldagem AGV para o seu estaleiro? simplesmente forneça as dimensões da peça de trabalho, o comprimento da solda por turno e o escopo da sociedade de classes.
Sobre Esta Análise
A regra de 40 metros, as bandas ROI e os dados do ciclo do estaleiro neste relatório são baseados em doze projetos de planejamento em estaleiros europeus, do Oriente Médio e do Leste Asiático concluídos durante 2024-2025. validados por Li Wei, Engenheiro Sênior de Automação, Divisão de P & D CWI /membro da AWS, com 18 anos de experiência em automação de soldagem O preço é representativo do Q4 2025-Q1 2026, sujeito a variações com base no custo de entrada de aço, orientação para o transporte e escopo da sociedade de classes.
Referências e fontes
- Guia AWS D3.5-93R para soldagem de casco de aço Sociedade Americana de Soldagem
- Regras ABS para Construção e Classificação de Embarcações Marítimas (Materiais e Soldagem Pt 2) • Bureau de Navegação
- Aprovação de Oficina para Soldagem Marítima 0NV
- Revisão das regulamentações atuais, tecnologias disponíveis e tendências futuras para a construção naval verde 205direto
- Abordagem de geração de programas baseada em conhecimento para sistemas de fabricação robóticos 201 Direto
- Sistema móvel do robô da soldadura baseado no sensor de arco giratório para o seguimento grande da costura da soldadura do filete –
- Um levantamento de projetos de plataformas para soldagem robótica portátil em estruturas de grande escala –
- Guia de informações de reuniões de todos os painéis Programa Nacional de Pesquisa em Construção Naval
- HII se une à Path Robotics para integrar IA física na construção naval 2025 comunicado de imprensa, novembro
- Soldadores robóticos humanóides para lidar com a automação do estaleiro Revista 20 de junho
- Automação na Construção Naval: IIoT e Robótica blog Dassault Systèmes, 2025
Artigos Relacionados
- Página do robô de soldagem móvel AGV com especificações completas
- Soldagem de pórtico Estação de trabalho de robô comparação Robo-trilho
- Soldagem Robótica Cálculo I (Ro) e exemplo de RO trabalhado
- Padrões de segurança para robôs de soldagem ISO 10218 mergulho profundo
- Como funciona um robô de pórtico Guia passo a passo de soldagem
- Seletor de configuração AGV ferramenta de dimensionamento interativo


