
Свяжитесь с Чжоусяном
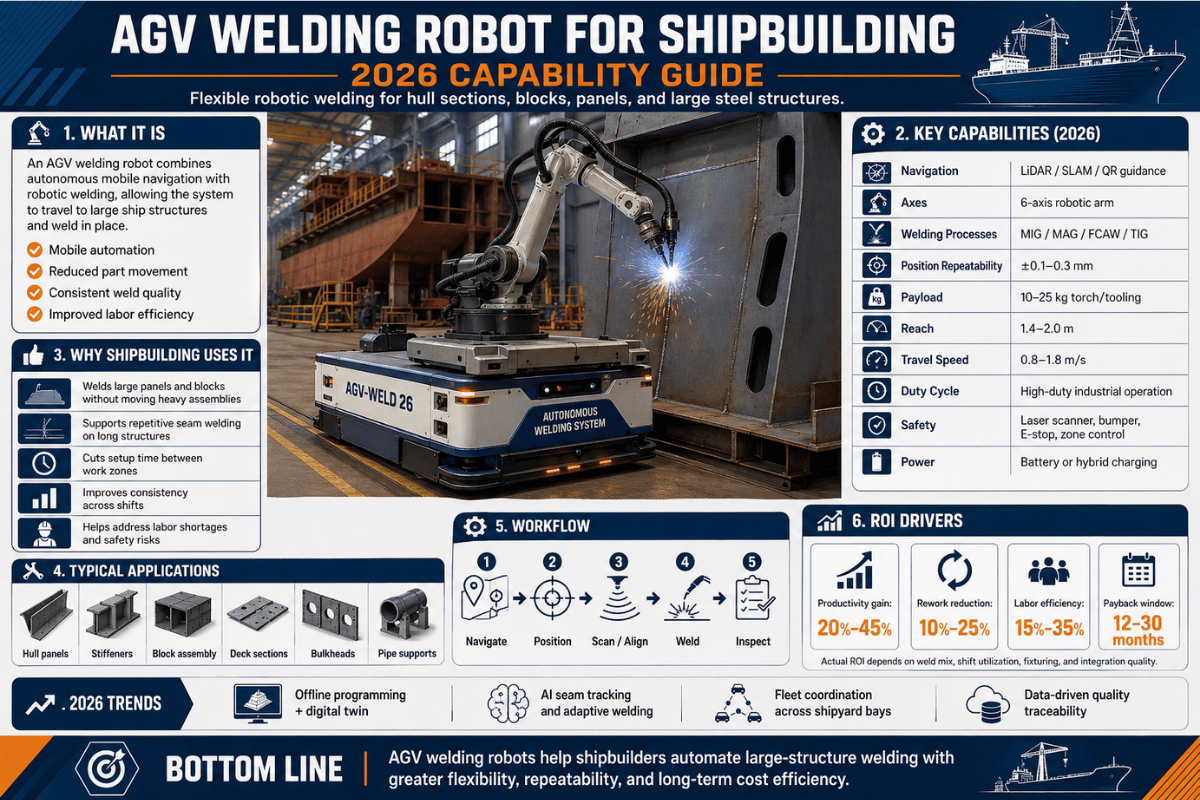
Ан Сварочный робот AGV делает противоположность фиксированной ячейке: она приносит сварочную горелку к заготовке вместо перемещения заготовки на фиксированную станцию Тонкий, но важный сдвиг для судостроения, который обычно имеет дело с корпусными блоками больше пяти метров и сваркой десятки метров длиной В этом руководстве мы покажем, что на самом деле делает сварочный робот AGV для судостроения, где это оправдано на полу двора, что это стоит, и как классовые общества рассматривают это Мы заключаем с перспективой 2026 года на основе подписанных отраслевых контрактов (а не палубы поставщиков).
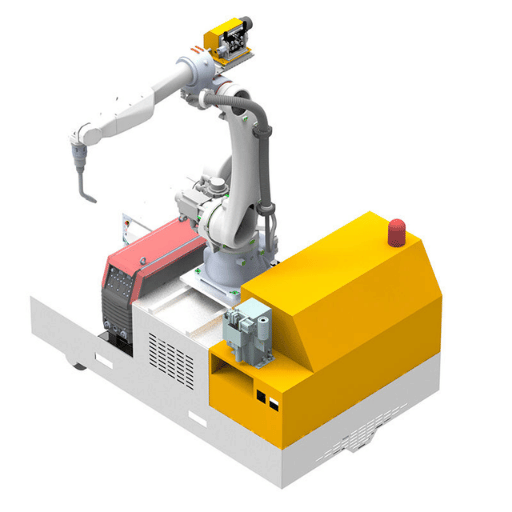
Быстрые характеристики — представительный сварочный робот AGV среднего размера на верфи
| Общая мощность | 50 кВА, 3-фазная 380 В/50 Гц |
| Скорость путешествия | 2,2 км/ч (непрерывный) |
| Точность зрения | 0,1 мм (класс линейно-лазерного трекера) |
| Полезная нагрузка робота | 12 кг (6-осевая рука, класс CRP2010A) |
| Повторяемость | ±0,05 мм (статический, на запястье) |
| Источник питания | Цифровой инвертор MIG/MAG, 500 А |
| Рабочая температура | от 0 °C до +45 °C |
| Общий вес | Полная настройка ~2500 кг |
| След | 3000 × 1500 × 2400 мм |
Что такое сварочный робот AGV в судостроении?
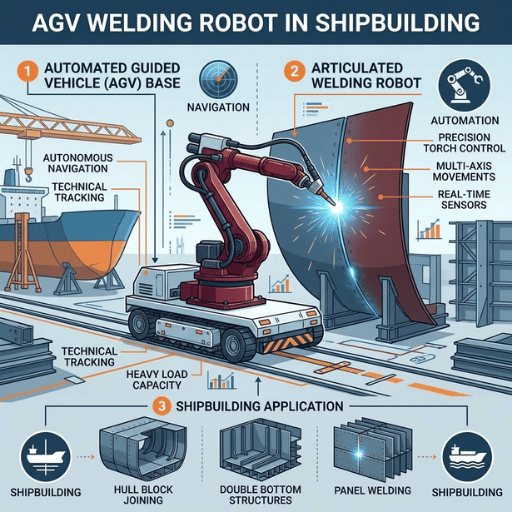
АГВ сварочный робот состоит из стандартного 6-осевого роботизированного сварочного рычага, установленного на автономном управляемом транспортном средстве, способном самостоятельно перемещаться по открытому или загроможденному полу верфи, приводя сварочную горелку на судовые работы; вместо перемещения судового оборудования в фиксированную ячейку с 6 осями. Первым и последним в этом названии является AGV, автономный управляемый автомобиль: платформа, способная автономно перемещаться, оснащенная датчиком AGV и навигационным контроллером. посередине находится сам сварочный робот: роботизированная горелка, устройство подачи проволоки и цифровой источник питания.
Три критерия отличают сварочного робота AGV от других роботизированных сварочных систем: мобильность (мобильный сварщик перемещается вручную, AGV перемещается сам), автономность (в каждую смену вручную размещается робот-сварщик, AGV перемещается на автоматическом, карта, созданная менеджером автопарка при непрерывной отправке) и промышленная полезная нагрузка (совместный робот-сварщик достигает максимум около 10 кг, сварочные роботы AGV несут тот же класс 12 кг, что и фиксированная ячейка, с полным безопасным сканированием и цифровым интерфейсом оператора, который сделал параметры устанавливаемыми в режиме реального времени).
💡 Совет профессионалов
Предложения поставщиков для “мобильных сварочных роботов”, в спецификациях которых отсутствует метод навигации (SLAM, магнитный или лазерный), обычно продают тележки, расположенные вручную, с роботизированной рукой — не AGV. Запросите навигационную систему в настоящем предложении.
К настоящему времени эта категория достаточно зрелая, чтобы рецензируемая работа по созданию программ на основе знаний для роботизированного производства рассматривает мобильную сварку, развернутую на верфи, как первоклассную проблему, а не как исследовательский интерес Национальная программа исследований судостроения демонстрирует мобильных сварочных роботов на отраслевых совещаниях с 2015 г. То, что началось с исследований, коммерциализировалось на гусеничной платформе, доступной теперь для закупок автопарка, и может быть указано в документе о предложениях для любого покупателя мобильной сварочной системы AGV.
Где AGV заменяют фиксированных роботов на современной верфи
Ответ таков: не везде где. сварка AGV оправдана, когда заготовка слишком велика или слишком редко ставится, чтобы прийти к фиксированной ячейке, и где длина сварного шва делает время в пути неважным для цикла, времени цикла или пропускной способности. Пять областей ниже - это производственные зоны, где верфи, использующие цифровые лакокрасочные цеха и точечное изготовление на крупномасштабных панелях, наиболее последовательно используют сварку AGV в серийном производстве, где качество сварки и отслеживаемость имеют такое же значение, как и пропускная способность. Современные корпуса чаще изготавливаются из высокопрочных сталей, и такие сварные швы часто требуют постоянного теплового ввода роботизированной горелки.
| Производственная зона | Типичный процесс сварки | Почему подходит AGV |
|---|---|---|
| Стыковые швы панели корпуса | ПАВ или МАГ, многопроходные | Длинные непрерывные швы (часто 6 — 12 м); панель не может войти в фиксированную ячейку |
| Палубный блок галтелей жесткости | GMAW/FCAW | Повторяя геометрию, десятки галтелей на блок, робот индексирует себя между сварными швами |
| Переборка сборка | GMAW вертикально вверх | Высокие вертикальные швы в замкнутой камере; Шасси AGV с вылетом колонны перемещается |
| Двухдонный блок интерьер | GMAW с малой формой сигнала | Труднодоступные места, где сварщику-человеку нужны леса; AGV развертывается через люк |
| Буферная сварка узлов | ГМАУ | Смешанные размеры партий; AGV отправляется по требованию в отсек хранения вместо бронирования фиксированной камеры |
Какой вид сварки используется в судостроении?
Судостроение сегодня зависит от трех процессов, Подводная дуговая сварка (SAW) правила плоских положений стыковых швов панели корпуса из-за его высокого осаждения и физически привлекательных результатов с требующей относительно небольшой концентрации оператора. Газовая металлическая дуговая сварка (GMAW/MAG) — твердая проволока или металло-cored (несущая объем угловых сварных швов на ребрах жесткости, кронштейнах и швах сборочных панелей.
Дуговая сварка порошковым сердечником (FCAW) определяет вертикальное и верхнее положения, в которых преимущество обеспечивает подложка из флюсового шлака. Однако сегодня роботизированная сварка на верфи широко использует GMAW на AGV и порталах; SAW по-прежнему остается в основном фиксированным элементом; FCAW развивается по мере улучшения химического состава проволоки. Руководство AWS D3.5 для сварки стальных корпусов по-прежнему является основным источником выбора процесса.
В 2024 году на верфи Северных стран наш Мобильный сварочный робот AGV сократить время цикла стыкового шва корпусных панелей на 62 процента при работе сварных швов более четырех метров и приемку первого прохода с 91 процента до 98 процентов в первом квартале производства.
AGV против Gantry против Cobot для сварки корпуса — дерево решений по конфигурации
Три платформы конкурируют за сварочный бюджет верфи (AGV) (мобильный автономный), портальный (прикрепленный рельсом на линии панели) и сварочный кобот (совместный рычаг, как правило, на колесах тележки).Каждый выигрывает различное сочетание размеров заготовки, длины сварного шва, повторения партии и поворота пола. Ниже показано, как эти три на самом деле сравниваются в производственных условиях, а не в маркетинговых палубах.
| Размерность | Сварочный робот AGV | Сварочный робот портала | Сварочный кобот |
|---|---|---|---|
| Посадочный след заготовки | До 50 м × 6 м | Определяется пролетом рельса (5 12 м типично) | До 1,5 м × 1,5 м комфортно |
| Сладкое место непрерывной длины сварного шва | > 40 м всего за смену, > 4 м за шов | В пределах длины рельса, полностью повторяемый | < 1 м на шов, партии с высоким содержанием смеси |
| Время настройки на деталь | 10 — 30 мин, включая проверку навигации | 5 — 15 мин на панели | 2 — мин. |
| Время перенастройки пола | Часы работы (перекартировать навигацию) | Дниweeks (переезд) | Минуты |
| Объем утверждения классового общества | Процедура + только WPS | Процедура + только WPS | Процедура + силовое исследование ISO/TS 15066 |
| Капитальные затраты | 80 долларов США (80 крон) 250 тысяч долларов за единицу | 250 долларов США 1,2 миллиона долларов США за ячейку | 60 долларов США (10 тысяч долларов США) за единицу 10 тысяч долларов США за единицу |
Какие факторы следует учитывать при выборе тяжелого AGV для верфей?
Шесть факторов определяют выбор, примерно в следующем порядке. (1) Геометрия заготовки (для доставки по рельсу или для перемещения платформы. (2) Распределение длины сварного шва — всего метров за смену, самый длинный одиночный шов, вертикального и горизонтального положений. (3) Плоскость поверхности (допуск на бетон над навигационным конвертом, обычно принимаемый в пределах 10 мм/м. (4) Частота цикла настройки всегда за смену, всегда в день или никогда в течение недели. (5) Использование флота 1 AGV или 3 50%-совместных устройств на одной зарядной станции. (6) Домен одобрения класса и общества (6) Какие процедуры сварки будут доступны AGV, и если одобрение существующего производителя портативно. Если любой из шести пропущен, развертывание останавливается.
📐 Правило 40 метров (рамка принятия решений)
Сварочный робот AGV становится экономически лучше фиксированного портала только тогда, когда два условия держатся вместе:
- средняя длина бесперебойного сварного шва превышает 40 метров за смену, и
- площадь заготовки превышает 5 м × 2 м.
Ниже любого порога фиксированные элементы обеспечивают более низкую стоимость метра сварного шва, поскольку доминирует расположение над головой. Каркас был увеличен с двенадцати срабатываний верфи в 2024 году2025 и наиболее надежен для стальных корпусов под надзором классового общества; алюминиевые и нержавеющие верфи должны регулировать порог длины в сторону понижения примерно на 25 процентов из-за более высоких затрат на установку перед сваркой.
Дерево решений в сокращенном виде: след 1,5 м и длина сварного шва 5 м и длина сварного шва > 40 м/сдвиг → AGV. Оба порога соблюдены, и вы эксплуатируете три или более параллельных блочных линий → парк AGV с общей зарядкой.
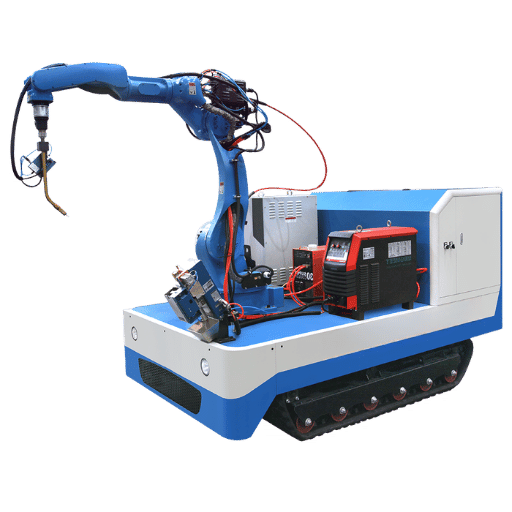
Внутри мобильного робота — спецификации, полезная нагрузка, повторяемость, скорость передвижения
Листы спецификаций не очень хорошо сравниваются между поставщиками, потому что маркетинговая ловушка различается для каждой строки. Ниже каждый номер заголовка сочетается с базовой переменной управления и вопросом, который дает хороший ответ на запрос. Держите его под рукой в качестве параллельного контрольного списка, когда инженер по продажам вручает вам брошюру; также обратите внимание, что долгосрочная надежность часов цикла между крупными событиями в сфере услуг infrequ, поэтому укажите это явно.
| Заголовок спецификация | Что он на самом деле контролирует | Полезный вопрос RFQ |
|---|---|---|
| Повторяемость ±0,05 мм | Статическая точность запястья в лабораторных условиях | Допуск на дуговой траектории при отклонении факела? |
| Полезная нагрузка 12 кг | Инструмент плюс горелка плюс подаватель проволоки | Полезная нагрузка после станции очистки оружия и шлангокабеля? |
| Скорость движения 2,2 км/ч | Максимальная скорость шасси без нагрузки | Скорость во время навигации с полным защитным конвертом сканирования? |
| Точность зрения 0,1 мм | Статическое разрешение линейно-лазерного датчика | Задержка коррекции в реальном времени в миллисекундах? |
| Мощность 50 кВА | Общая установленная мощность | Непрерывная ничья при 90-процентном рабочем цикле? |
| Рейтинг IP | Попадание шасси; суставы рук часто выше | Отдельный IP-рейтинг для шасси и суставов рук робота? |
📐 Инженерная записка
Лабораторный номер (повторяемость на запястье 0,05 мм при контролируемой нагрузке) бессмысленен при неконтролируемой нагрузке реальной конструкции корпуса. Точность крепления на пластине корпуса равна допуску по дуговой траектории, который ухудшается в сталелитейном цехе в пять-десять раз из-за отклонения горелки, термической деформации заготовки и задержки шва. Хороший считыватель спецификаций просто требует комбинированной точности внутридугового пути с включенным контуром коррекции в течение дугового времени. Все, что плотнее 0,5 мм на длинных нитях, представляет собой реальную производительность, более жесткая, чем 0,2 мм, требует лазерного трекера с обратной связью.
Наша команда выпускает четырехрядный контрольный список (точность пути в дуге, полезная нагрузка после очистки, ускорение конверта сканирования, задержка коррекции) для каждого запроса предложений с верфи и удаляет продавцов тележек с рукой примерно за пятнадцать минут.
![]()
Жесткая проблема сварки AGV верфи заключается не в транспортировке шасси к панели, это обеспечение правильной посадки горелки на шов после того, как панель была искажена предыдущими проходами. Среда верфи делает это более трудным, чем контролируемые условия ячеек для производства чистых помещений. Температура пластин производственной линии колеблется на 30 °C в течение смены, дым пыли и сварных швов скрывает оптические датчики, а осаждение бетона смещает систему отсчета навигации. Совместно работают две системы: навигационный уровень (дискретное расположение шасси относительно заготовки с точностью до сантиметров) и слой отслеживания обзора плюс шва (размещение факела субмиллиметра при активной дуге). рецензируемый исследовательская литература по датчикам вращающейся дуги для отслеживания швов галтелей документирует первую проблему; исследование портативных роботизированных сварочных платформ, проведенное в 2016 году охватывает второе.
| Метод навигации | Стоимость подготовки пола | Перенастройте время | Лучший для |
|---|---|---|---|
| SLAM (лазер + IMU) | Низкий | Часы | Склады смешанной продукции, частые изменения планировки |
| Магнитная лента/провод | Средний | Дни | Стабильные панельные линии, повторяющиеся маршруты |
| Лазерная триангуляция (отражатели) | Высокий | Дниекс | Самые высокоточные однопродуктовые верфи |
В этом слое отслеживания шва современные системы отличаются от систем, произведенных в последнее десятилетие. Во-первых, проход предварительного сканирования отслеживает фактический путь шва через искаженную пластину; затем основной сварочный проход проходит под лазерным трекером с замкнутым контуром, корректирующим высоту горелки и боковое смещение во время дуги. Задержка в системах промышленного уровня находится в диапазоне менее 100 миллисекунд, а опережающая анонсы Path Robotics на 2025 год об адаптивной коррекции времени дуги опираясь на это, используйте методы обучения с подкреплением для быстрой настройки параметров.
Как сверхмощная AGV меняет логистическую эффективность судостроительной отрасли?
Три побочных эффекта. Первая сварка AGV отделяет пропускную способность сварного шва от доступности мостового крана: она больше не может использоваться для доставки панелей, освобождая кран для потока материала в другом месте.Вторая ступенька панели параллельна: в то время как один блок сваривает, следующий начинает отделку на соседней плите, не занимая ячейку. В-третьих, параметры сварного шва, записи прослеживаемости, и регулировки времени дуги подаются непосредственно на верфь цифровой двойник через PLC и IIoT-каналы, классовые общества, основанные на данных, теперь ожидают сварки с коррекцией искусственного интеллекта.
Сколько стоит сварочный робот AGV для верфи среднего размера в 2026 году
Цены в основном зависят от класса полезной нагрузки и объема пакета технического зрения, а остальную часть обеспечивают установленная мощность и интеграция класса и общества. Трехуровневая лестница ниже отражает реалистичный диапазон для верфи, на которой 200 рабочих изготавливают рыболовные траулеры, морские служебные суда или небольшие рабочие лодки, заключенные в контракте в 2024-2025 гг. Цифры отражают данные заявок по проектам за развертывание в 2024-2025 гг., предполагая, что сварка MIG/MAG на стальных корпусах (алюминий и нержавеющая сталь увеличивают этот показатель примерно на 15%).
| Ярус | Капекс (долл.США) | Включения | Типичная окупаемость |
|---|---|---|---|
| Входной одиночный AGV | 80 — 80 ₽50К | Рукав 12 кг, MIG/MAG 500 A, навигация на магнитной ленте, базовый линейно-лазерный трекер | 14 — 18 месяцев |
| Стандарт со зрением | 150 — 1500 ₽250К | навигация SLAM, полное отслеживание швов по замкнутому контуру, автономное программирование, станция очистки оружия | 18 — 24 месяца |
| Флот из 3 человек с общим обслуживанием | 400 (400) 600К 400 (400 ₽600К) | Три AGV, программное обеспечение для управления автопарком, зарядная станция, двухлетний контракт на обслуживание на месте, обучение | 20 — 30 месяцев |
Сколько стоит сварочный робот?
Из категории сварочных роботов входные одноплечие фиксированные элементы составляют около 60 000 долларов США за простой пакет cobot, поднимаются до 150 000-250 000 долларов США (с использованием пакета технического зрения) для типичной конфигурации AGV и превышают 1 м долларов США для многоплечей портальной станции с полной интеграцией цифровых двойников. Самыми дорогими системами автоматизации сварки являются не AGV; это большие многоплечие порталы со встроенным неразрушающим контролем, средний показатель которых значительно превышает 1,2 млн долларов США. Сварочные роботы AGV действительно зарабатывают свою премию как наиболее универсальная категория в данной ценовой точке, а не как самая дешевая.
Отработанный пример рентабельности инвестиций. использование верфи, которая сваривает 4000 метров корпусных швов в год с ручной рабочей силой стоимостью 42 доллара США/метр. затраты труда — плюс переработка (их стандартный уровень USD 160k AGV может окупиться за 14 месяцев, генерируя в 3,4 раза большую производительность труда вручную. выплата наиболее чувствительна к входным ценам на сталь, ставкам USD/CNY и проценту длины сварного шва выше порога правила 40 метров. Цены были сопоставлены в четвертом квартале 2025-м первом квартале 2026 года и могут развиваться по мере изменения рыночных условий.
19-КРАТНОЕ Распространенная ошибка
Самый дорогой сварщик - тот, который покупается без 12-недельного плана готовности площадки. Floor flatness — допуск на бетон по всей навигационной огибающей い, должен быть обследован перед покупкой, не после. Развертывания в отрасли обычно проскальзывают 1222 недели, когда этот шаг пропущен, потому что правильное выравнивание пола является единственным самым длинным восстановлением свинца.
Запустите номера для своей верфи с помощью сварочный робот ROI калькулятор прежде чем запросить ценовое предложение.
Приложение Class Society и стандарты сварки — ABS, DNV, AWS, IACS

Часто встречающийся на этапе контракта вопрос о закупках: требует ли сам сварочный робот сертификации класса-общества или только сварные швы, которые он создает? Классификационные агентства регулируют процессы и процедуры сварочного производства, используемые расходные материалы, квалификацию персонала и режимы контроля; а не оборудование. Робот здесь - просто инструмент ремесла, эквивалентный горелке или проволочному питателю. Одобрение робота-поставщика осуществляется посредством соответствия робота безопасности (ISO 10218-1 и маркировка CE).
| Стандарт или правило | Область применения | Что должен предоставить поставщик AGV |
|---|---|---|
| Правила АБС Pt 2 (Материалы и сварка) | Сварочные расходные материалы, процедуры, изготовление | Портфель PQR/WPS, расходные сертификаты |
| Одобрение мастерской DNV для морской сварки | Управление процессом на стороне производителя | Процедурные испытания, свидетелями которых стали геодезисты |
| AWS D1.1 Код структурной сварки — сталь | PQR/WPS для сварки конструкционной стали | Процедура квалификационных записей по совместной конструкции |
| Руководство AWS D3.5-93R для сварки стальных корпусов | Лучшие практики, специфичные для корпуса | Руководство по выбору процесса для корпусных швов |
| Маркировка ISO 10218-1/CE | Безопасность роботизированной системы | Декларация соответствия, интеграция сканеров |
Исключение, которое стоит выделить: когда классовое общество переходит от интереса к результатам сварки к конкретному задействованному контроллеру ИИ, форма нормативного плана становится ясной. ABS недавно предоставила принципиальное одобрение автономным технологиям и технологиям с помощью ИИ ♪ включая недавнюю структуру Persona AI для сварщиков-гуманоидов верфи indicating, как меняется нормативная сфера применения параметров сварки с поправкой на искусственный интеллект. При покупке в 2026 году производитель все равно может назначить AGV, используя традиционный подход, ориентированный на процедуры и расходные материалы; три года спустя язык контракта должен отражать пути соответствия AI-контроллера.
Научный директор 2025 года обзор международных правил и будущих тенденций в зеленом судостроении прослеживает аналогичную дугу: ужесточение правил выбросов и отслеживания одновременно вводит целевые показатели цифровых данных, которые почти соответствуют желательной сварке AGV.
Перспективы отрасли на 2026 год — физический искусственный интеллект, многорукие AGV, рост рынка
Три макросилы формируют ландшафт автоматизации сварки верфей в течение следующих 24 месяцев. Их стоит наблюдать даже для верфей, не планирующих внедрять системы AGV, поскольку они будут влиять на то, как появится эпоха контрактов 2027-2028 годов.
1. Физический искусственный интеллект/адаптивная сварка. Объявление об этом в ноябре 2025 г HII подписала меморандум о взаимопонимании с Path Robotics по интеграции физического искусственного интеллекта в судостроение является ли момент водяным знаком. HII сообщил, что производительность судостроения выросла на 14 процентов в 2025 году и нацелена на дополнительные 15 процентов в 2026 году, опираясь на автономный сварочный искусственный интеллект Path Robotics для персонала, который нацелен на эту цель. HII также подписал параллельный меморандум о взаимопонимании с GrayMatter Robotics α намеренно диверсифицированной ставки, а не ставки одного поставщика.
2. Сварщики гуманоидов как будущая платформа Как сообщается в Журнал Ассамблеи от 2 июня 2025 г, HD Korea Shipbuilding & Offshore Engineering, HD Hyundai Robotics, Persona AI, и Vazil совместно запустили программу разработки роботов для сварки гуманоидов, нацеленную на рабочие процессы автоматизации верфей Прототипы запланированы на конец 2026 года, полевые испытания на 2027 год. Interact Analysis проецирует более широкий общий рынок гуманоидов, чтобы достичь около 40 тыс. единиц и 2 млрд долларов США доходов к 2032 году (немного позже, чем гипероптимистическая шумиха), но более актуальный интеллект для планирования капвложений.
3. Цифровизация классового общества. ABS, получившая принципиальное одобрение, теперь включает в себя разрешения контроллера сварки искусственного интеллекта; Платформы DNV для сварки-близнецов подключаются к цифровым двойникам верфи. Для закупщиков AGV выбор поставщиков теперь будет определяться как крючками экспорта данных (журналы процедур, утилиты коррекции времени дуги, артефакты прослеживаемости), так и грузоподъемностью и максимальным охватом.
“К 2027 году вопрос перейдет от ‘следует ли нам автоматизировать’ к ‘уже ли наши сварные швы AGV с поправкой на искусственный интеллект’. Классовые общества тихо работают над этим. Для планирования capex 2027 2028 сохраните пустой слот во втором году для модернизации физического AI и настаивайте на том, чтобы ваш поставщик AGV письменно согласился на позицию открытой архитектуры.”
Ли, старший инженер по автоматизации
Часто задаваемые вопросы
Вопрос: Стоит ли сверхмощные сварочные роботы AGV инвестиций для небольших верфей?
Посмотреть Ответ
Правило 40 метров - оперативная метрика Ниже 4000 метров в год сварных швов корпуса-шва с одного ярда, с заготовками, обычно меньше 5 м × 2 м, фиксированная сварочная ячейка или одноячеечный кобот (сварка-по требованию машина) будет окупаться быстрее, чем AGV. AGV становятся финансово оправданными, как только длина сварного шва за смену обычно превышает 40 м, а панели достигают 5 м или больше порога, когда производительность превышает накладные расходы при навигации.
Вопрос: Каковы основные проблемы внедрения Интернета вещей и робототехники в судостроении?
Посмотреть Ответ
Три узких места. первая интеграция данных мультивендора — несовместимые элементы управления машиной и протоколы, перекрываются стандартами уровня ПЛК. Во-вторых, циклы утверждения класса и общества (начало 8-14 недель в квалификации процедуры первого раза). в-третьих, оператор переквалификация (рекурсивный сталелитейщик) становится роботом-руководителем линии, а инспектор CWI остается полностью в цикле, но оба не могут выполнять обе роли взаимозаменяемо в одном цехе.
Вопрос: Может ли тяжелый AGV адаптироваться к работе верфей внутри и снаружи одновременно?
Посмотреть Ответ
Да, с двумя требованиями Шасси должно быть IP54 или более высокой оценки и оснащено двухрежимной навигационной стопкой — наружный RTK GPS плюс внутренний SLAM для позиционирования без отражателей. на открытом воздухе плоскостность поверхности является ограничивающим фактором: асфальт и незавершенные цементные плиты превышают допуск большинства наружных платформ, проходы часто проходят слишком узко, а большие блоки корпуса размером примерно от 2 м × 3 м до 5 м × 2 м располагаются у верхнего края рабочей оболочки.
Вопрос: Как сварка AGV влияет на требования к рабочей силе?
Посмотреть Ответ
Планируйте одного обученного супервайзера на 2 — AGV в устойчивом автоматизированном производстве. традиционная роль сертифицированного инспектора по сварке остается (общества классов — требуется). роль сварщика на передовой переходит от обработки горелки к настройке и проверке параметров для контроля качества. Чистая численность персонала при сварке часто остается одинаковой, в то время как сочетание навыков увеличивается.
Вопрос: Какой сварочный робот используется на верфях дороже всего?
Посмотреть Ответ
Многоплечие портальные станции со встроенным неразрушающим контролем и полной интеграцией цифровых двухцилиндровых двигателей продаются по высоким конечным ценам, которые часто заканчиваются выше 1,2 миллиона долларов США! Сварочные роботы AGV не являются самой дорогостоящей категорией — они являются наиболее способными в любой заданной цене. Покупатели, стремящиеся к высокой эффективности на фиксированной панели, всегда должны учитывать портальность; покупатели, стремящиеся к высокой универсальности в смешанной геометрии, должны учитывать AGV.
Планирование сварочного парка AGV для вашей верфи? Просто укажите размеры заготовки, длину сварного шва за смену и объем классового общества.
Об этом анализе
Правило 40 метров, диапазоны рентабельности инвестиций и данные о цикле верфи в этом отчете основаны на двенадцати проектах планирования на верфях Европы, Ближнего Востока и Восточной Азии, завершенных в 2024-2025 гг. Подтверждено Ли Вэй, старшим инженером по автоматизации, членом отдела исследований и разработок CWI/AWS, с 18-летним опытом работы в области автоматизации сварки. Цены являются репрезентативными для четвертого квартала 2025 г. - первого квартала 2026 г., с учетом изменений в зависимости от стоимости затрат на сталь, ориентации на доставку и масштаба классового общества.
Ссылки и источники
- Руководство AWS D3.5-93R для сварки стальных корпусов Американское общество сварки
- Правила АБС для строительства и классификации морских судов (материалы и сварка Pt 2) Американское бюро судоходства
- Одобрение семинара по морской сварке – ДНВ
- Обзор действующих правил, доступных технологий и будущих тенденций к "зеленому" судостроению 2025директ
- Подход к созданию программ, основанных на знаниях, для роботизированных производственных систем 2021
- Мобильная сварочная роботизированная система на основе датчика вращающейся дуги для отслеживания шва сварки с большой галтелью – исследования
- Обзор конструкций платформ для портативной роботизированной сварки крупномасштабных конструкций – исследования
- Информационное руководство по всем заседаниям группы Национальная программа исследований судостроения
- HII объединяет Path Robotics для интеграции физического искусственного интеллекта в судостроение 2025 ноябрь
- Гуманоидные роботы-сварщики для решения проблемы автоматизации верфи 20 июня 25
- Автоматизация в судостроении: IIoT и робототехника блог — Systèmes, 2025 г
Связанные статьи
- страница продукта AGV Mobile Welding Robot — полная спецификация
- Сравнение сварочного робота Gantry und indicated-rail для рабочей станции
- Роботизированная сварка ROI Расчет формулы — и обработанный пример
- Стандарты безопасности сварочных роботов ISO 10218 для глубокого погружения
- Как работает робот для сварки портала — пошаговое руководство
- AGV Configuration Selector — интерактивный инструмент для определения размера


