Póngase en contacto con Zhouxiang

Inspección de soldadura: métodos, tipos de defectos y estándares de END [2026]
![Inspección de soldadura: métodos, tipos de defectos y estándares de END [2026]](https://zxweldingrobot.com/wp-content/uploads/2026/05/0-6.webp)
Contenidos
mostrar
Cada soldadura estructural tiene un cálculo de carga. Ese cálculo de carga supone una buena unión sin grietas, regiones no consolidadas y porosidad que puede causar fallas por fatiga bajo carga cíclica. Es la inspección de soldadura la que permite a los ingenieros verificar esa suposición.
Esta referencia detalla todo el proceso de inspección: los ocho tipos de defectos que buscan los inspectores, las seis técnicas líderes de END con recomendaciones adecuadas para su tipo de junta, presentan criterios de aceptación AWS D1.1 e ISO 5817, una lista de verificación de inspección trifásica repetible y el impacto que tienen las celdas de soldadura robótica automatizadas en la ecuación de tasa de aprobación en proyectos de acero estructural.
Referencia rápida « Inspección de soldadura
| Estándar primario (acero estructural) | AWS D1.1/D1.1M:2025 (25.a edición, marzo de 2025) |
|---|---|
| Estándar internacional de soldadura por fusión | ISO 5817:2023 « Niveles de calidad B (más altos), C, D |
| Controles previos a la soldadura | Montaje de juntas, ángulo de bisel, hueco de raíz, revisión de WPS, verificación de consumibles |
| En proceso (interpass) | Cobertura de precalentamiento, geometría de perlas, eliminación de escoria, temperatura entre pasadas |
| Post-soldadura (final) | Primero VT, luego método NDT por condición de carga y requisito de código |
| Credencial de inspector calificado | CWI (AWS), END de nivel II según ASNT SNT-TC-1A o ISO 9712 (tercero) |
| límite de socavado AWS D1.1 (carga estática) | Longitud acumulada con profundidad >1/16 pulg. ≤ longitud de soldadura × 0,16 |
¿qué es la inspección de soldaduras? Definición, propósito y alcance de la industria

La inspección de soldaduras es el proceso para examinar las soldaduras para garantizar que cumplan con los criterios dimensionales, mecánicos y los establecidos en los códigos pertinentes. Son las actividades que se llevan a cabo antes de la soldadura, durante las secuencias de soldadura y después de la finalización de una unión. También se aplica a cualquier estructura donde el fallo de las soldaduras tenga implicaciones de seguridad, autoridades o estructura, por ejemplo (columnas de construcción y vigas de puentes, recipientes a presión, juntas de tuberías o construcción naval).
El objetivo final no es descubrir fallas después de que ocurren, sino prevenir cada una de ellas. Cuando se realiza correctamente, la inspección previa a la soldadura identifica problemas de ajuste que hacen que las soldaduras sólidas sean inviables. Las comprobaciones durante el proceso detectan fallas a nivel del cordón, donde la reparación aún es posible sin una eliminación completa de la soldadura.
La inspección posterior a la soldadura compara las soldaduras completadas y verifica el cumplimiento conforme de cada soldadura con los estándares de aceptación especificados en el código correspondiente «AWS D 1. 1 en proyectos de acero estructural de EE. UU., ISO 5817 durante el proyecto internacional o ASME Sección IX y XIII condicionan la condición adecuada. equipo..
La inspección es muy diferente a la inspección de calificación de soldadores en un sentido importante; sin embargo, un CWI utiliza criterios de código, no juicios de ingeniería. Cada vez que una soldadura tiene una discontinuidad por encima del límite escrito, se rechaza, sin importar lo que el fabricante piense sobre el riesgo real en la estructura. Este tipo de separación es precisamente la razón por la que la inspección por terceros es tan confiable.
Obtenga más información sobre cómo tecnología de soldadura robótica aborda el control de calidad a nivel de proceso antes de que comience la inspección.
Nota de ingeniería « Ensayos destructivos versus no destructivos
NDT (ensayo no destructivo) o NDE (examen no destructivo): soldadura evaluada sin desmontar, cortar, romper o modificar la junta. DT (ensayo destructivo)-Muestras de tracción, flexión y macrograbado: identificación de parámetros mecánicos en muestras de calificación. DT consume la junta.
En producción, el END es la herramienta principal, el DT es para WPS y para la calificación del soldador.
8 defectos comunes de soldadura y cómo los identifican los inspectores
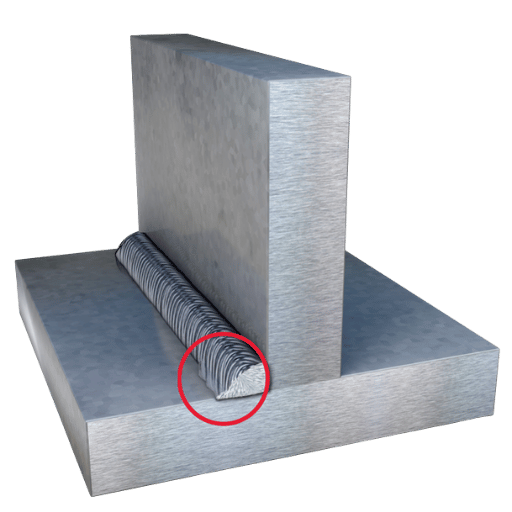
La familiaridad con qué inspeccionar es el principio más básico de la inspección de soldaduras. Se descubrirá que estos ocho tipos de defectos constituyen la mayoría de los rechazos para trabajos estructurales, de recipientes a presión y de tuberías. El análisis de los datos de fabricación de barcos ha demostrado que las cavidades, la porosidad y los orificios de soplado constituían 44-58% de todos los defectos en el trabajo FCAW; Las inclusiones sólidas constituyeron otros 25-37%.
Un hallazgo significativo: 90% de TODOS los defectos de soldadura están en filete en lugar de soldaduras a tope con ranura «75% de todos los defectos están en ejecuciones de raíz. Los planes de inspección que asignan recursos principalmente a las pasadas de raíz de filete atraparán la mayoría de los defectos de producción antes de que alcancen el control de calidad final.
| Tipo de defecto | Cómo identificar (VT) | AWS D1.1 / Límite ISO 5817 | Método primario de END |
|---|---|---|---|
| Grietas | Marcas lineales finas en la superficie de soldadura o en la zona afectada por el calor; puede necesitar un aumento de 10 × | Tolerancia cero « todas las grietas se rechazan según AWS D1.1 e ISO 5817 en todos los niveles de calidad | VT (superficie), UT o RT (interno) |
| Porosidad | Pozos redondos o orificios de soplado visibles en la superficie del cordón; Poros internos no visibles para VT | AWS D1.1: suma de diámetros de porosidad de tubería ≤ 3/8 pulgadas por pulgada lineal de soldadura (carga cíclica, Tabla 8.2). ISO 5817 Nivel B: área de sección transversal ≤1% | VT (superficie), RT o UT (interno) |
| Socavado | Ranura o muesca a lo largo de la puntera de soldadura; reduce la sección transversal del metal base | AWS D1.1: profundidad >1/16 in « longitud total acumulada ≤ longitud de soldadura × 0,16. ISO 5817 Nivel B (t >3mm): profundidad ≤ 0,05t, máximo 0,5 mm | VT (con calibre de soldadura) |
| Falta de Fusión (LoF) | No visible para VT; aparece como falta de enlace en la línea de fusión | No permitido según ISO 5817 en todos los niveles (B, C, D); AWS D1.1 La cláusula 8.9 prohíbe toda falta de fusión | UT, RT (limitado por defectos planos) |
| Penetración incompleta | Raíz sin relleno; visible como una línea oscura lineal en una película RT | No permitido en soldaduras de ranuras CJP (AWS D1.1); ISO 5817 Nivel D únicamente: h ≤ 0,2t máx 2 mm « no permitido en el Nivel C o B | RT, UTAH |
| Inclusiones de escoria | Depósitos no metálicos; rayas o manchas oscuras en la película RT | ISO 5817 Nivel B: h ≤ 0,2s máx 2 mm, longitud ≤ s máx 25 mm. Nivel D: h ≤ 0,4s máx 4 mm, longitud ≤ s máx 75 mm | RT (primaria), UT |
| Golpes de arco | Manchas localizadas endurecidas o descoloridas fuera del límite de soldadura | No permitido «AWS D1.1 Cláusula 8.9.5; ISO 5817: no permitido en el Nivel C o B (Nivel D: permitido sólo si las propiedades del metal base no se ven afectadas) | VT, MT |
| Superposición/vuelta fría | El metal soldado se extiende más allá de la punta sin fusionarse con el metal base; común en GMAW | No permitido según los criterios de aceptación visual de AWS D1.1 | VT |
Nota del inspector « Donde se concentran los defectos
En trabajos progresivos de acero estructural, gaste recursos de inspección en pases de raíz de soldadura de filete primero. El análisis comparativo de los datos de fabricación de construcción naval y en alta mar en la interrogación de END demuestra consistentemente que en los datos informados, aproximadamente 75% de todos los tipos de defectos de soldadura ocurren en los recorridos de raíz. Las aplicaciones de placas pesadas de múltiples pasos de GMAW y FCAW requieren un examen interpaso obligatorio después de cada paso de raíz y primer paso de llenado.
6 métodos de END para la inspección de soldaduras « Cuándo usar cada uno

A veces se pasa por alto la selección de la técnica de END adecuada al planificar una inspección. RT sigue siendo la técnica dominante en algunos sectores de fabricación (teniendo en cuenta el 90% de END en aplicaciones de astilleros), pero RT ofrece una gran dificultad para identificar defectos planos, incluidas grietas y falta de fusión. Comprender los límites de capacidad de cada técnica es el punto de partida para cualquier plan de inspección sólido.
Pruebas visuales (VT): la primera y más fundamental comprobación
La inspección visual es un primer paso esencial en cada evaluación de soldadura. AWS D1.1 La cláusula 8.9 exige que todas las soldaduras de producción se evalúen inicialmente visualmente antes de realizar otro procedimiento de examen. VT no tiene ninguno de los riesgos de exposición personal de radiación, acoplador eléctrico o humos tóxicos y artificio mínimo (un juego de manómetros de soldadura, una regla y buena iluminación). Para defectos accesibles a la superficie (ángulo y profundidad socavados, perfil de soldadura, golpes de arco, superposición), el VT puede ser efectivo. Para determinaciones volumétricas o subterráneas se necesitan END adicionales.
Probabilidad de detección (POD) para grietas superficiales, examen visual: 70-80% para macrofisuras de 30-37 mm en posiciones accesibles; para alcanzar 90% POD se necesitan ladrillos en la pared > 160 mm «las características submilimétricas y las grietas superficiales con calidad de difracción permanecen sin ser detectadas.
Equipo: Juego de manómetros de soldadura de filete, manómetros socavados, regla, aumento mínimo de 1,75 según AWS D1.1, iluminación suficiente (500 lux según AWS D1.1 Anexo J).
Pruebas ultrasónicas (UT) y matriz en fase PAUT
Las pruebas ultrasónicas resultan de la transmisión de ondas mecánicas de alta frecuencia a través de la soldadura. Las discontinuidades desvían las ondas que, cuando las recibe el transductor, permiten calcular el tiempo de tránsito para identificar la ubicación y la profundidad de las fallas. UT es el método más común para fallas internas de soldadura en talleres en acero estructural (falta de fusión, penetración incompleta y grietas se ubican fácilmente en paredes de más de 8 mm de espesor.
Una limitación bien conocida de la difracción en el tiempo de vuelo de la UT manual típica es la inconsistencia del operador. Myriad probando una docena de muestras de soldadura de acero al carbono idénticas con una docena de operadores diferentes dio un rango de 41,7% a 100% POD para fallas similares (un POD promedio de solo 57,4%). En consecuencia, un operador UT ordinario pierde aproximadamente 4 de cada 10 penetraciones.
Las pruebas ultrasónicas de matriz en fase (PAUT) superan esta limitación “dirigiendo” electrónicamente el haz a múltiples ángulos en una sola pasada sobre la soldadura. Mientras que el UT convencional debe realizar 8 pasadas con sondas de 2 ángulos, PAUT puede realizar el mismo número de pasadas con una sonda ñan con adquisición de datos nominal BAJA versus ALTA para el UT convencional. En pruebas de comparación directa de PAUT y UT manual en soldaduras a tope de acero al carbono, PAUT logró 100% POD frente al promedio de 57,4% para UT manual.
Una limitación clave de PAUT: las grietas transversales (fatiga) no se detectan de manera confiable en el modo de escaneo estándar de una sola línea. Las aplicaciones de alto potencial de grietas por fatiga (estructuras de puentes, rieles de pista de grúa) deben probar PAUT junto con la difracción de tiempo de vuelo (TOFD), que puede detectar fallas transversales que PAUT omite. La combinación de PAUT con TOFD ahora se considera la mejor práctica para la inspección de acero estructural.
El sistema de soldadura automatizado de Zhouxiang convierte a UT en el principal método de prueba posterior a la soldadura utilizado. Las altas tasas de inspección (tasa de paso de 97% versus 82%) son el resultado del uso de celdas de soldadura robóticas para un fabricante de acero para puentes en China. Esto resulta de un control más estricto del aporte de calor y una trazabilidad completa de los parámetros de soldadura disponibles con automatización. Más sobre esto en el Sección de inspección automatizada a continuación.
Pruebas Radiográficas (RT): Rayos X y Rayos Gamma
La radiografía, que emplea rayos X o gamma, toma imágenes del interior de la soldadura para revelar fallas como porosidad, escoria y penetración incompleta. RT es adecuado para registrar imágenes tridimensionales de fallas volumétricas internas y puede registrar imágenes. Se especifica en varios estándares de recipientes a presión y tuberías (ASME VIII, API 1104) cuando se indican pruebas volumétricas.
RT logró un POD de 93.3% (28 de 30 muestras de defectos detectadas) en rondas de pruebas ciegas. RT toma una única imagen 2D del interior de la soldadura. No puede detectar de manera confiable fallas planas como fusión perdida o grietas orientadas paralelas al haz de inspección. RT, como único método de END en soldaduras con riesgo primario de falla plana, revela una brecha de capacidad. Los requisitos de la zona de radiación, el manejo y procesamiento de películas añaden costos y complejidad de programación que los métodos basados en UT evitan.
Ensayo de partículas magnéticas (MT)
La inspección de partículas magnéticas implica aplicar un campo magnético a un metal base ferromagnético (como acero o aleaciones de titanio). Las partículas de hierro adherentes son atraídas hacia la superficie y cerca de la superficie, discontinuidades que causan fugas de flujo. MT puede encontrar fallas de tan solo 0,1 mm de ancho cerca de la superficie; penetrar varios mm dependerá de la fuerza del flujo y del tipo de partícula.
MT no se puede utilizar en acero inoxidable austenítico, aluminio, titanio u otros metales no ferromagnéticos. En su lugar, se emplean pruebas de penetrante líquido (PT) o corriente parásita (ET). La cláusula 8.10 de AWS D1.1 permite el uso de MT en varias conexiones donde el estándar requiere un examen de superficie.
Pruebas de penetrantes líquidos (PT)
La prueba de penetrante líquido identifica fallas en la rotura de la superficie debido a acciones capilares; se coloca un penetrante en la soldadura que luego se limpia, se deja penitrar y luego se retira dejando que un revelador dibuje cualquier indicación restante en la superficie; creando una señal visible. Las pruebas de penetrantes líquidos se pueden utilizar en cualquier material de superficie no poroso: acero, aluminio, titanio, cerámica, vidrio, etc.., lo que lo convierte en el método de examen de superficie elegido en materiales no magnéticos donde las pruebas magnéticas no son aplicables.
limitación: PT sólo revela defectos en la superficie. No podrá detectar anomalías del subsuelo. En cuanto a la inspección de soldadura, se utiliza además del VT, ya que las grietas finas cerca de la superficie no siempre son visibles a simple vista.
Y es un lugar común en los campos de procesos químicos y aeroespaciales, y como una práctica alternativa para estructuras estructurales de acero cuando la MT no es aplicable.
Pruebas de corrientes parásitas (ET)
Las pruebas de corrientes parásitas utilizan una bobina de sonda para inducir un campo magnético variable en el tiempo en un material conductor, que reacciona con el material para crear una corriente parásita circulante. Cualquier defecto en el material altera el patrón de corrientes parásitas, cambiando la impedancia de la bobina de forma mensurable. ET puede escanear rápidamente sobre una superficie conductora sin acoplador y es sensible a grietas en la superficie o cerca de ella a través de recubrimientos.
ET se utiliza en la inspección de soldaduras para la detección de grietas en superficies posteriores a la soldadura en intercambiadores de calor, soldaduras de tubos y estructuras aeroespaciales. Su uso para la inspección de soldaduras de acero estructural no está tan extendido como UT o MT, sin embargo, debido a su mayor velocidad y funcionamiento sin contacto, es más adecuado para el escaneo automatizado de superficies de alta velocidad durante la producción.
Matriz de selección de métodos END “Articulaciones de acero estructural
Referencia de uso de esta matriz como punto inicial. Confirme siempre con el requisito de código aplicable para su propio proyecto y condición de carga.
| Tipo/condición de la junta | Riesgo de defecto primario | Espesor del metal base | End recomendado | Copia de seguridad/suplemento |
|---|---|---|---|---|
| Junta en T (filete) | Falta de fusión en la raíz, porosidad | <12 mm | VT + MT | UT si se requiere código |
| Culata ranurada (estructural) | Penetración incompleta, grietas | 12-25 mm | Ut convencional | RT si UT no es factible |
| Botón ranurado (plato pesado) | Lof de múltiples pasadas y craqueo en caliente | >25 mm | PAUT + VT | TOFD para grietas transversales |
| Estructura puente/carga cíclica | Craqueo por fatiga, falta de fusión | 20-40 mm | PAUT + TOFD | MT (suplemento superficial) |
| Soldadura no ferromagnética (Al, Ti, SS austenítico) | Grietas superficiales, porosidad | Cualquiera | PT + VT | ET para superficies conductoras |
| Producción de gran volumen | Todo tipo de defectos, deriva del proceso | Cualquiera | Visión artificial automatizada / PAUT en proceso | VT + MT en muestra estadística |
Normas de inspección de soldaduras: AWS D1.1, ISO 5817 e ISO 3834

Hay tres estándares que se siguen para la mayoría de las inspecciones de soldadura estructurales e industriales a nivel mundial. Debe conocer el estándar que se aplica a su proyecto y lo que requieren los estándares de aceptación antes de comenzar cualquier inspección. Un estándar incorrecto utilizado o una edición anterior dará como resultado un trabajo no conforme, incluso si las soldaduras están en buen estado físico.
| Estándar | Edición actual | Alcance | Criterios clave de aceptación | Aplicación típica |
|---|---|---|---|---|
| AWS D1.1/D1.1M:2025 | 25.a edición, aprobada por ANSI el 19 de marzo de 2025 | Acero para construcción al carbono y de baja aleación; Soldadura estructural para edificios, puentes y estructuras en general | Tabla 8.1 (carga estática), 8.2 (tensión cíclica), 8.3 (compresión cíclica). Grietas: tolerancia cero. Socavado: profundidad >1/16 pulg., longitud acumulada ≤ longitud de soldadura × 0,16. Porosidad de la tubería: suma de diámetros ≤ 3/8 pulg. por pulgada lineal | Construcción de acero estructural de EE. UU., fabricación de puentes, códigos de construcción (IBC) |
| ISO 5817:2023 | Cuarta edición, febrero de 2023 | Todas las uniones soldadas por fusión; acero, níquel, titanio; espesor ≥ 0,5 mm; SMAW, GMAW, GTAW, SIERRA, PAW | Tres niveles de calidad « B (el más alto), C, D. Nivel socavado B (t >3mm): ≤0,05t máx 0,5 mm. Nivel de porosidad B: sección transversal ≤1%. Grietas: no permitidas en ningún nivel. Nivel de escoria B: h ≤0,2s máx 2 mm, l ≤s máx 25 mm | Proyectos internacionales, acero estructural de la UE, cumplimiento EN 1090, fabricación industrial general |
| ISO 3834 | ISO 3834-2:2021 (Parte 2 « requisitos completos) | Requisitos de calidad para la soldadura por fusión de materiales metálicos; cubre el proceso de fabricación más que los criterios de aceptación | Especifica lo que debe documentarse “WPS, PQR, calificaciones de soldadores, mantenimiento de equipos, trazabilidad de materiales, registros de END «, no límites dimensionales | Calificación de proveedor para la fabricación de exportación; requisito estructural EN 1090; Cadenas de suministro aeroespacial y ferroviaria |
Una breve nota sobre la selección de estándares: AWS D1.1 e ISO 5817 no son estándares intercambiables. AWS D1.1 define un sistema de dos niveles de aprobación/fallo (acción de la soldadura bajo cargas estáticas o acción de la soldadura bajo cargas cíclicas) con límites de medición especificados. ISO 5817 define tres niveles de calidad (B/C/D) que se asignan al tipo de aplicación que especifica el contrato de especificación, por ejemplo: una cláusula de cumplimiento ISO 5817 (p. ej., Nivel B) proporciona los criterios de aceptación más estrictos.
Para proyectos que cumplan con la norma EN 1090 (especificación europea de acero estructural), se debe adoptar una correlación de los niveles de tensión ISO 5817 con la clase de ejecución especificada en los documentos de especificación.
Según Travis Green, PE, SE, CWI (Presidente del Subcomité D1Q de AWS D1) sobre la edición de 2025: “Los comités D1 solicitaron aportes de los usuarios y otros expertos en la industria para revisar sustancialmente AWS D1.1/D1.1M:2025” La revisión de 2025 tiene límites de porosidad de tuberías para estructuras cargadas cíclicamente y reconsideró la aceptación de discontinuidades lineales o redondeadas de puentes soldados y estructuras de transporte. Descubra cómo se implementa Zhouxiang Cumplimiento de soldadura AWS D1.1 en sus diseños de celdas de soldadura robóticas.
Procedimiento de inspección de soldadura paso a paso: lista de verificación trifásica

¿cómo se inspecciona una soldadura paso a paso?
Una inspección de soldadura adecuada consta de tres fases: presoldadura, en proceso (interpass) y post-soldadura. Hay un punto de inspección separado para cada fase. Algunos fabricantes estructurales suelen omitir una inspección durante el proceso en soldaduras de placas pesadas de múltiples pasadas, lo que permite que los defectos del subsuelo queden atrapados térmicamente entre pasadas posteriores, aumentando así exponencialmente su costo de reparación.
Fase 1 « Inspección previa a la soldadura
- Consulte WPS y PQR en las tablas ISO para verificar que la especificación del procedimiento de soldadura haya sido aprobada, calificada según el estándar correspondiente y esté publicada en la estación de trabajo
- Verifique el ajuste de la junta: mida el espacio entre raíces (compárelo con la tolerancia WPS), el ángulo del bisel y la alineación de la junta confirman la geometría de la ranura WPS
- Inspeccionar la identificación del metal base, verificar los certificados de prueba de molino correspondientes según las especificaciones del material; busque indicación de laminaciones, inclusiones o daños en la superficie en la zona de soldadura.
- Verifique los consumibles (clasificación de metales de aportación, número de calor y condiciones de almacenamiento (los electrodos de bajo hidrógeno requieren almacenamiento controlado según el Anexo A del AWS D1.1)
- Verifique el cumplimiento previo al calentamiento, toma de contacto o medición de temperatura IR; AWS D1.1:2025 requiere una cobertura previa al calentamiento de un mínimo de 2 espesores de metal base para material de menos de 1,5 pulgadas.
- Inspeccione si hay limpieza, esmerilado o decapado de todas las incrustaciones del molino, pintura, humedad o contaminación del área de soldadura más al menos 25 mm a cada lado.
Fase 2 « Inspección en proceso (interpass)
- Primero inspeccione el paso de raíz antes de continuar - asegúrese de que la raíz esté fusionada, sin falta de penetración, inicie y detenga el defecto, antes de colocar los pasos de llenado
- Verifique la medida de temperatura entre pasadas y registre antes de cada pasada posterior. No se debe exceder la temperatura máxima entre pasadas especificada en el WPS. (controla la ductilidad de la zona afectada por el calor)
- Verificar la eliminación de escoria “confirmar la eliminación completa de escoria entre pasadas; La escoria residual atrapada entre perlas provoca inclusiones en pasadas posteriores
- Monitorear la geometría del cordón ñona el ancho del cordón y los límites de convexidad por WPS; demasiada convexidad en una pasada de tapa induce una concentración de tensión en la punta de la soldadura.
- Grietas entre pasadas: esto ocurre cuando se revisan las aplicaciones terminadas de una pasada en busca de posibles grietas longitudinales o grietas en estrella antes de que se acumule una pasada posterior; Estas grietas son considerablemente más baratas de corregir que las asociadas con defectos enterrados
Fase 3 « Inspección post-soldadura
- Inspección visual (VT) ñona la inspección inicial, previa a NDT, AWS D1.1 Cláusula 8.9; inspeccionar todas las superficies de soldadura disponibles en busca de grietas, socavados, superposiciones, golpes de arco, perfil y precisión dimensional;
- Elija el método de END por tipo de junta, estándar aplicado y condiciones de carga (consulte la Matriz de selección de END proporcionada anteriormente)
- 3.06 Aplicar END-adherirse al estándar de procedimiento (el estándar recomendado para el taskman nivel II según ASNT SNT-TC-1A; AWS D1.1 Anexo K en caso de Ut; EN ISO 17640 para proyectos europeos).
- Criterios de aceptación a aplicar: evaluar todas las indicaciones con los códigos pertinentes (AWS D1.1 Tabla 8.1/8.2/8.3 o Nivel ISO 5817 según requisito contractual)
- Registrar resultados: ubicación del mapa de soldadura, calificación del inspector, indicaciones aplicadas al método END, aceptación/rechazo, firma del inspector ; ISO 3834 pregunta: Todo el proceso del mapa de soldadura, no deben existir registros de inspección, trazabilidad total.
- No conformidades de disposición 2: soldaduras rechazadas que se documentarán para su retrabajo/reparación Y se volverán a inspeccionar por método original o más conservador después del retrabajo/reparación
Error común a evitar
La prueba definitiva de un procedimiento de inspección de soldaduras es la interpass. Las soldaduras de acero estructural de múltiples pasadas (especialmente las juntas en T con requisitos de filete pesados y exigentes) requieren obligatoriamente una cobertura de las capas de raíz y relleno para que sean efectivas. La inspección visual de la soldadura terminada detecta la reparabilidad del defecto, medida en turnos en lugar de minutos. Ver cómo trazabilidad de gemelos digitales permite el registro de parámetros 100% en cada paso de soldadura. Un defecto de paso raíz es una reparación de un turno, mientras que el mismo defecto visualizado en RT después de una(s) pasada(s) final(es) es una reelaboración de múltiples turnos o una soldadura rechazada.
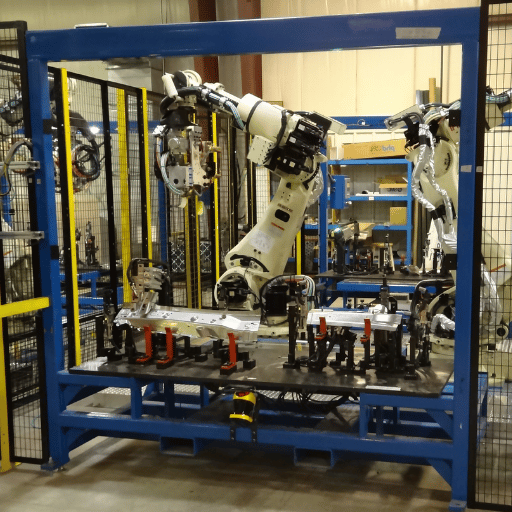
Cómo la soldadura robótica automatizada reduce las fallas en la inspección de soldaduras

Las fallas en la inspección de soldaduras en las operaciones de fabricación manual se remontan a una causa raíz más que a cualquier otra: la variabilidad del proceso. Los soldadores humanos que operan dentro de un programa de producción varían la entrada de calor, la velocidad de desplazamiento, el ángulo de la antorcha y la longitud del arco en el transcurso de un cambio. Esa variabilidad crea las condiciones en las que la porosidad, la fusión incompleta y la socavación desarrollan defectos que luego requieren detección y reparación de END.
Los sistemas de soldadura robótica eliminan las principales fuentes de esta variabilidad al mantener una velocidad de desplazamiento constante, una velocidad de avance del alambre y parámetros de arco en cada soldadura, en cada turno, independientemente de la fatiga del operador o la variación de habilidades. En las tasas de paso de END, ese efecto es mensurable.
82%→97%
Mejora de la tasa de aprobación de UT después de la instalación de soldadura robótica en el fabricante de acero para puentes, en el centro de China
DATE DE PRIEGA « Zhouxiang Verificado
80-85%
Ciclo de trabajo de arco, celda de soldadura robótica (vs. 25-25% para soldadura manual)
DATE DE PRIEGA « Zhouxiang Verificado
800→1200 t
Aumento mensual del rendimiento de fabricación con 3 células robóticas en el fabricante de estructuras de acero de Jiangsu
DATE DE PRIEGA « Zhouxiang Verificado
Tres mecanismos técnicos impulsan la mejora de la inspección en células de soldadura robóticas:
1. Entrada de calor constante. El ciclo de trabajo de arco en una celda robótica de Zhouxiang funciona 80-85% frente a 25-35% para soldadura manual. Un tiempo de arco más alto y consistente significa una distribución de entrada de calor más uniforme «reduciendo los gradientes térmicos que causan porosidad y grietas en caliente en las uniones de acero estructural.
2. Seguimiento de costuras láser con visión 3D. Los sensores de seguimiento láser y visión 3D del sistema monitorean continuamente la geometría de la junta y corrigen la trayectoria de la soldadura en tiempo real. Esta capacidad adaptativa compensa la variación del ajuste de la pieza de trabajo (la condición que causa inconsistencia en el espacio radicular y penetración incompleta en la soldadura manual en la fabricación de acero estructural).
3. Trazabilidad de la soldadura 100% mediante gemelo digital. Cada paso de soldadura se registra: voltaje, corriente, velocidad de desplazamiento, velocidad de alimentación del cable, posición del soplete y flujo de gas de protección ñan registrado en el ID de soldadura específico y la ubicación de la junta. Esto crea un registro de inspección completo antes del paso de END y permite a los ingenieros correlacionar cualquier hallazgo de END directamente con los parámetros del proceso en esa ubicación de soldadura. Los requisitos de trazabilidad de AWS D1.1 se cumplen mediante diseño.
Reduzca su tasa de rechazo de inspección de soldaduras
El sistema inteligente de soldadura de estructuras de acero de Zhouxiang combina seguimiento de costuras láser, corrección de trayectoria de visión 3D y trazabilidad de gemelos digitales completos. El resultado documentado: tasas de paso de UT de 82% a 97% en secuencias de soldadura de acero estructural que anteriormente requerían un reelaboración extensa posterior a la soldadura.
Para los fabricantes que evalúan el caso de retorno de la inversión, consulte el guía de cálculo del ROI de soldadura robótica y el comparación de calidad de soldadura robótica versus manual.
El futuro de la inspección de soldaduras: IA, PAUT y Digital Twin QC (2025-2026)
Cuatro cambios tecnológicos están cambiando activamente la forma en que se realiza la inspección de soldadura a escala. Cada uno aborda una limitación específica de la práctica de inspección convencional.
1. PAUT reemplaza al UT convencional como nuevo método básico de END de acero estructural. El mensaje del mercado suena alto y claro: las pruebas ultrasónicas de matriz en fase tienen un volumen de búsqueda de 720/mes, con una línea de tendencia ascendente; Los equipos UT convencionales son estadísticamente planos. Los datos de rendimiento presentan argumentos convincentes: 100% POD para PAUT frente al promedio de 57,4% para UT manual, combinado con la registrabilidad digital que hace que PAUT sea la opción clara para cualquier inspección que requiera resultados documentados. El emparejamiento PAUT+TOFD es ahora normal para la soldadura estructural crítica por fatiga en instalaciones de fabricación avanzadas.
2. Inspección visual automatizada habilitada por IA. Los sistemas de inspección de juntas soldadas in situ combinados con modelos de aprendizaje profundo detectan fenómenos de arco relacionados con la soldadura, como la geometría del cordón, la porosidad de la superficie y la estabilidad del arco. En comparación con los controles de calidad convencionales que se basan en el muestreo, se prevé que el mercado de sistemas automatizados de inspección de soldaduras crezca rápidamente de 500 millones de dólares en 2024 a 1.200 millones de dólares en 2033 (CAGR 10,5%).
3. Gemelo digital y trazabilidad de la soldadura. Alejándose de “documentar cada soldadura final”, mantenga registros de datos que relacionen el voltaje del arco, el amperaje, la velocidad de desplazamiento y las distribuciones térmicas con cada ID# de soldadura (gemelo digital). La integración de estos datos continuos y completos del proceso elimina los veredictos en blanco y negro de los END convencionales (“aprobado” o “reprobado”) y permite el mantenimiento predictivo; Las condiciones del proceso fuera de tolerancia durante la soldadura se pueden marcar antes de que se formen defectos prematuros. Ver cómo registro digital de datos de soldadura doble funciona en la práctica.
4. Inspección de todo el proceso, no sólo inspección final de la soldadura. El momento es la diferencia operativa clave: los sistemas de monitoreo de soldadura en tiempo real utilizan cámaras térmicas, cámaras de proceso y sensores de parámetros de arco para detectar anomalías durante la soldadura misma. Se prevé que el tamaño del mercado de sistemas de monitoreo de soldadura en tiempo real crezca de 1.760 millones de dólares en 2025 a 4.140 millones de dólares en 2035 (CAGR 8.6%). La corrección en línea durante la soldadura es un orden de magnitud más rentable que el retrabajo posterior al hecho. Consulte la guía de mantener el rendimiento automatizado de las celdas de soldadura para detalles operativos.
P. “si el robot es preciso, se necesita menos inspección”. En la práctica, esto suele ser falso. La soldadura automatizada generalmente permite realizar inspecciones en 100% del volumen de producción mediante la entrega de registros digitales que hacen que la garantía de calidad sea rastreable, confiable, alcanzable, más rentable e incluso práctica.
Preguntas frecuentes « Inspección de soldaduras
¿Qué calificaciones necesita un inspector de soldadura?
Para la fabricación de acero estructural AWS D1.1 en los Estados Unidos, el soldador firmante calificado que realiza la soldadura obviamente debe estar certificado de acuerdo con AWS D1.1. El CWI que realiza la inspección visual de la Sociedad Estadounidense de Soldadura es la calificación normal para los inspectores de END. Los inspectores de END deben tener ASNT Nivel II en el método específico empleado (RT, UT, MT, etc.) según SNT-TC-1A. Para proyectos internacionales y certificación por parte de una empresa de inspección externa, el estándar para la calificación de END es la certificación ISO 9712 NDE Nivel II. AWS D1.1:2025 define estos requisitos de calificación del personal de soldadura en la Cláusula 8.
¿cuánto tiempo tarda la inspección de soldadura por junta?
La inspección visual de una soldadura de filete completa tarda entre 5 y 15 minutos por soldadura, dependiendo de la longitud de la soldadura y la cantidad de acceso a la soldadura. La UT convencional en una junta de soldadura a tope con ranura tiene una duración de 20 a 45 minutos, incluidos los procedimientos de configuración y documentación, para una soldadura de una o varias pasadas de 12 a 25 mm de espesor. PAUT en la misma soldadura tarda aproximadamente la mitad de tiempo, debido a que se requieren menos pasadas de escaneo. La interpretación de la película después de la configuración radiográfica, la exposición y el procesamiento de la película tarda entre 2 y 4 horas por soldadura como mínimo. La selección del método de inspección puede afectar significativamente el cronograma en las fabricaciones de alta producción.
¿cuál es la diferencia entre ensayos de soldadura destructivos y no destructivos?
Las pruebas no destructivas (NDT) son una técnica de medición que se utiliza para evaluar la soldadura de forma no invasiva, sin destruirla ni cambiarla. Es intrínsecamente un proceso listo para producción. Las pruebas destructivas se utilizan para evaluar propiedades mecánicas; pruebas de tracción, flexión, rotura o macrograbado. Las pruebas de tracción y flexión se realizan en muestras no soldadas, pruebas de rotura de apodo y macrograbado en muestras soldadas. Las pruebas de tracción y flexión son necesarias para WPS y documentos de registro de calificación de soldadores (PQR, WPQR), no para soldaduras en producción. Ambos son obligatorios en un programa de calidad completo según ISO 3834.
¿Con qué frecuencia se deben inspeccionar las soldaduras en proyectos de acero estructural?
AWS D1.1 especifica la inspección visual de todas las soldaduras de producción. El valor de END lo determina la especificación, el tipo de junta y la categoría de carga del ingeniero registrado. Las conexiones cargadas cíclicamente (puentes de carretera, pistas de puentes grúa) generalmente requieren velocidades de muestreo de END más altas que las conexiones cargadas estáticamente. Ciertos códigos exigen END 100% para soldaduras de ranuras CJP en miembros primarios. El plan de inspección debe establecerse en el plan de calidad del proyecto antes del inicio de la producción, no en un taller de producción.
¿qué requiere AWS D1.1:2025 para la inspección visual de la soldadura?
La cláusula 8.9 de AWS D1.1 establece que antes de cualquier prueba de END, se debe aceptar una soldadura en la inspección visual. La inspección visual verifica las siguientes discontinuidades de la soldadura: grieta (tolerancia cero), fusión incompleta (sin margen), socavado (límite permitido), superposición (sin margen), golpes de arco (sin margen de soldadura exterior), porosidad y conformidad con el tamaño de la soldadura y las dimensiones del perfil de soldadura. del WPS. La edición de 2025 (25a edición, marzo de 2025) alteró los límites de porosidad de las tuberías y agregó aclaraciones a las discontinuidades lineales y redondeadas.
¿puede la soldadura robótica reducir mi frecuencia de inspección de END?
En algunos códigos y aplicaciones se permite una reducción en la frecuencia de muestreo de END cuando el fabricante puede proporcionar un historial de soldaduras consistentes y de alta calidad, un registro generalmente generado por un programa de soldadura robótica combinado con control estadístico del proceso. En un trabajo de oferta de gran volumen con una frecuencia de muestreo de END más baja, los rechazos promedio para ese método de END disminuirán y el efecto estará en el costo y el cronograma. La experiencia de fabricación de acero para puentes de Zhouxiang ha experimentado un aumento en la tasa de aprobación de UT de 82% a 97% después de la instalación de un documento de fabricante activo de estación de soldadura robótica.
Acerca de esta guía
Este documento se compiló utilizando AWS D1.1/D1.1M:2025 (edición actual de marzo de 2025), ISO 5817:2023 y datos de rendimiento de inspección de investigaciones de END revisadas por pares (ICWNDT 2018, análisis de soldadura estructural de la Universidad de Strathclyde). Los datos de probabilidad de detección de END a los que se hace referencia para PAUT y UT manual se derivan de experimentos controlados por laboratorio; el uso real en campo POD puede dar como resultado una variedad de valores que dependen de la geometría de la junta, el acceso y el inspector.
Las cifras de mejora de la calidad de la soldadura de Zhouxiang (82% → 97% UT tasa de aprobación) son datos propios, documentados como parte de una solución implementada definitiva en un fabricante de puentes de acero industrial en China, y son especialmente notables. Zhouxiang ha estado diseñando sistemas de soldadura desde 1991 y tiene más de 200 patentes documentadas a su nombre en tecnología de soldadura robótica. Este documento describe los parámetros de inspección específicos que los sistemas de soldadura automatizados de Zhouxiang abordan directamente.


