Póngase en contacto con Zhouxiang

Métodos de prueba de soldadura: Guía completa de END para acero estructural (2026)
Contenidos
mostrar
¿qué es la prueba de soldadura y qué sucede cuando falla una soldadura
Las pruebas de soldadura son la inspección de soldaduras completadas para garantizar que cumplan con el código con respecto a la resistencia estructural y las dimensiones requeridas de los componentes antes de que la soldadura se someta a cargas de servicio reales. Las pruebas de soldadura se pueden dividir en dos ramas, pruebas no destructivas o END, que a su vez se dividen en tres subgrupos, y pruebas destructivas que destruyen y/o agotan la soldadura para medir físicamente las propiedades mecánicas.
Especificaciones rápidas « Pruebas de soldadura de un vistazo
| Dos categorías principales | Ensayos No Destructivos (END); Ensayos Destructivos (DT) |
| Métodos primarios de END | Visual (VT), Ultrasónico (UT/PAUT), Radiográfico (RT), Penetrante (PT), Partícula Magnética (MT) |
| Métodos primarios de DT | Ensayo de flexión, ensayo de tracción, macrograbado, rotura de mella |
| Código de gobierno (acero estructural, EE. UU.) | AWS D1.1/D1.1M:2020 « Código de soldadura estructural « Acero |
| Mínimo obligatorio | 100% inspección visual de todas las soldaduras (D1.1 Cláusula 6.9) |
| Tamaño del mercado de END (2025) | $14,99 mil millones, creciendo a 8,3% CAGR hasta 2030 |
El costo de un defecto de soldadura perdido es significativo. Un informe del Welding Institute (TWI) calculó un costo de reparación promedio en los sectores de fabricación de petróleo y gas y energía de 1-3% con un pico de 25% en juntas con acceso restringido (y sucesos aislados en la región 50%). En acero estructural 80-90%, la falla en servicio se debe a una fractura por fatiga (Research Gate, 2021) y la mayor parte de esto, nuevamente, fue causada por defectos identificables en la etapa de inspección.
Sin embargo, si se analiza el taller, las cifras son más claras. Los usuarios de la industria en el foro de AWS se quejan de una tasa tolerable de rechazo de tiendas de 1-2%; La norma de la industria aplicada por la mayoría de los fabricantes es cuando el porcentaje rechazado llega a 5%, para realizar seguimientos de soldaduras totalmente de penetración conjunta (CJP) desde Spot-UT a 100% UT hasta que el porcentaje inaceptable vuelve a caer. Una tienda trabajó en 15% durante quince años hasta que abordó el problema de la causa raíz del soldador. Mientras lo fuera, cualquier retrabajo cuesta mano de obra, gas, consumibles, retraso en el cronograma: las finanzas se agotan.
¿Cómo se prueba una soldadura?
Comience con la inspección visual 100%, que es un requisito mínimo de todos los códigos de acero estructural y no cuesta nada cuando se aplica correctamente. Para soldaduras con ranura de penetración total, AWS D1.1 establece que se requiere inspección volumétrica: UT, RT o, en algunos casos, MT. VT es para definir las condiciones de la superficie y verificar el acabado de las soldaduras, incluido el perfil y la geometría. UT y RT sirven para definir condiciones internas: grupos de porosidad, inclusiones de escoria, falta de fusión que no se puede ver a simple vista. En el caso de ensayos se permiten ensayos destructivos (doblamiento, tracción) como calificación de un WPS, pero no soldaduras de producción reales.
8 defectos de soldadura que las pruebas están diseñadas para detectar

Las técnicas de END no son intercambiables; todos están especializados en detectar un determinado tipo de falla en un determinado lugar. Antes de identificar un método de inspección adecuado, el fabricante debe saber qué tipos de discontinuidad se esperan para el proceso, el material y la forma de la junta en particular, ¡etcl! La siguiente tabla detalla los ocho tipos de fallas encontradas por la mayoría de los inspectores de acero estructural.
| Defecto | Causa raíz | Gravedad | Mejor detección | Asignación AWS D1.1 |
|---|---|---|---|---|
| Grietas | Hidrógeno, contracción, moderación | Crítico | UT, PAUT, MT, PT | Tolerancia cero « siempre rechace |
| Falta de fusión (LOF) | Aporte de calor insuficiente, viaje rápido | Alto | UT, PAUT, RT | No permitido |
| Penetración incompleta (IP) | Parámetros incorrectos, brecha de raíces estrecha | Alto | RT, UTAH | No permitido en CJP; limitado en PJP |
| Porosidad | Humedad, contaminación, pérdida de gases protectores | Moderado | RT (mejor), UT, VT (superficie) | Grupo máximo de 6 mm por soldadura de 300 mm (estático) |
| Socavado | Exceso de corriente, ángulo de electrodo incorrecto | Moderado | VT, calibre de soldadura | Máximo 1 mm (estático); máx. 0,25 mm (cíclico) |
| Inclusión de escoria | Mala limpieza entre pasadas (SMAW/FCAW) | Moderado | RT, UTAH | Tamaños individuales limitados por la Tabla 9.1 |
| Superposición/vuelta fría | Bajo calor, viaje rápido, ángulo equivocado | Moderado-Alto | VT, PT | No permitido |
| Quemado | Exceso de calor, material fino | Moderado | VT | No permitido |
Nota de ingeniería « Discontinuidad vs Defecto La discontinuidad se define como una discontinuidad en la homogeneidad del metal de soldadura, es decir, porosidad, inclusión, socavado, etc. Un defecto es una discontinuidad fuera de los criterios de aceptación del código y debe repararse/rechazarse. No todas las discontinuidades son defectos. Si el mismo inspector dice ‘indicaciones encontradas’, sólo después de comparar la indicación con la Tabla 9.1. (VT) o el cuadro de aceptación UT de AWS D1.1 el defecto está correctamente identificado. Acero estructural: Jerarquía de severidad: Grietas> falta de fusión> Penetración incompleta> Porosidad> Socavado (dentro de límites).
6 métodos de prueba de soldadura enD comparados (visual, UT, PAUT, RT, PT, MT)

Los diferentes métodos de END utilizan diferentes principios físicos que definen su capacidad de detección, profundidad de penetración y costos de operación. Los seis métodos utilizados en la fabricación de acero estructural se comparan a continuación.
| Método | Defectos detectados | Capacidad de profundidad | Costo relativo | Uso de acero estructural |
|---|---|---|---|---|
| VT (Visual) | Sólo superficie | Superficie | Más bajo | 100% obligatorio; todos los tipos de juntas |
| UT (ultrasónico) | Grietas, LOF, porosidad, inclusiones | Grosor completo | Moderado | Soldaduras de ranura CJP; placa >5/16® |
| PAUT (UT de matriz en fase) | Grietas, LOF, defectos planos; tamaño de defecto superior | Grosor total; Resolución lateral de 1-2 mm | Moderado-Alto | Soldaduras CJP 3/16«-8® según D1.1:2020 Anexo H |
| RT (Radiográfica/Rayos X) | Porosidad, inclusiones; buena imagen volumétrica | Sección transversal completa; registro cinematográfico permanente | Alto | Soldaduras a tope; placa delgada a media; tubería |
| PT (Penetrante Líquido) | Grietas superficiales abiertas, porosidad | Sólo superficie | Bajo | Todos los materiales, incluidos los no magnéticos (SS, Al) |
| MT (Partícula Magnética) | Grietas superficiales y cercanas a la superficie | Superficie + ~3 mm subsuperficie | Bajo-moderado | Carbono ferromagnético y acero de baja aleación únicamente |
¿Es suficiente la inspección visual de soldaduras para acero estructural?
Para soldaduras de filetes bajo AWS D1.1 (estructuras cargadas estáticamente), simplemente usar la inspección visual por sí solo servirá -ñona si cada soldadura está dentro de los límites dimensionales y de perfil que se muestran en la tabla 9.1. Pero para soldaduras de ranura de penetración completa de la unión (CJP), D1.1 exige inspección volumétrica -ñona UT, RT o MT en situaciones específicas. ¿Por qué? Geometría. Una falta de fusión plana o una grieta estrecha paralela a la línea de soldadura es un punto ciego para el ojo, pero UT la detecta fácilmente. Un inspector en el foro de AWS lo resumió como: “La inspección visual 100% sólo se convierte en una inspección visual 80% porque se pueden pasar por alto las cosas” VT es el estándar de oro, no la medalla de oro -ñona para cualquier soldadura CJP en acero estructural.
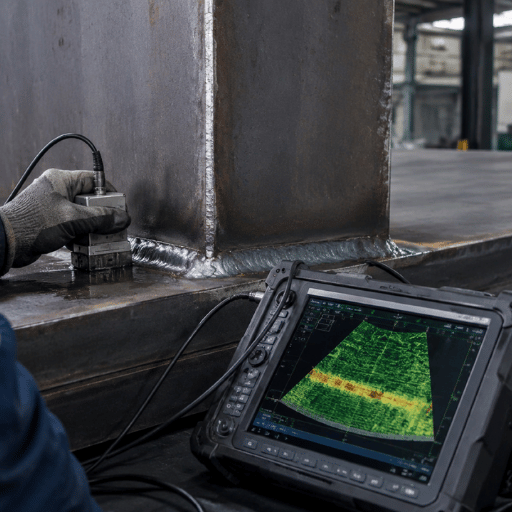
Pruebas ultrasónicas (UT) « El estándar para acero estructural grueso
La UT convencional envía pulsos de sonido de alta frecuencia (es decir, 2-5 MHz) a la soldadura desde un transductor en ángulo en la superficie de la placa, y los defectos internos producen un eco de retorno. La fase y magnitud de la señal reflejada revelan el tamaño y la profundidad del defecto. AWS D1.1 Parte F especifica UT de 5/16 (8 mm) a 8 (200 mm) de espesor de soldaduras de ranura CJP, y UT puede detectar fallas de 0,5 mm de ancho. Debido a que no necesita protocolos de seguridad radiológica, se prefiere UT para placas gruesas. Simplemente depende mucho de la habilidad del operador (la calidad depende de la capacidad del codificador para interrogar los ángulos correctos del haz y responder desde la pantalla de escaneo A).
Pruebas ultrasónicas de matriz en fase (PAUT) “Mayor resolución, registro permanente
PAUT utiliza una matriz de elementos múltiples (mínimo 16 elementos según el Anexo H de AWS D1.1) que escanea electrónicamente el haz ultrasónico en múltiples ángulos simultáneamente (no se requiere rasterización manual en UT convencional). El procedimiento crea una imagen de sección transversal de soldadura 3D, un registro codificado permanente similar a una película de rayos X, y la resolución de escaneo es de solo 1-2 mm (frente a 5-10 mm en UT convencional). AWS D1.1 agregó aprobación PAUT con el Código de soldadura de puente D1.5 de 2015 y en el Código de soldadura estructural D1.1 de 2020 -Anexo H -gnante para material de 3/16 a 8 pulgadas.
“La matriz en fase es ampliamente aceptada en los estándares de la industria, incluidos AWS D1.1 y AWS D1.5, que rigen la inspección de soldaduras estructurales”, dijo Haworth. Las técnicas de enfoque ñan FMC (captura de matriz completa) y TFM (método de enfoque total) ñan ahora se aplican junto con PAUT donde los escaneos sectoriales convencionales no pueden detectar fallas complejas o ubicadas atípicamente; sin embargo, FMC/TFM aún no se han incorporado a los estándares de aceptación D1.1.
Pruebas radiográficas (RT/rayos X) « Visibilidad total de secciones cruzadas
RT -Radiografía analiza la soldadura pasando un haz de radiación ionizante (rayos X, rayos gamma, etc.) a través de ella y registrando una imagen de sombra en una película o detector digital. Revela muy bien información volumétrica de defectos (porosidad, escoria y falta de penetración). Una indicación de RT se muestra como cualquier área más oscura de la película. RT proporciona un registro permanente que puede usarse como registro judicial y es fácilmente interpretado por personal que no pertenece a UT. La sensibilidad limitada de RT a defectos planos estrechos (grietas que se extienden en el plano del haz), la necesidad de procedimientos de seguridad radiológica (zona de exclusión, licencia) y un tiempo de configuración más lento que UT son factores que lo confirman. De nota comparativa -un estudio del DOT de EE. UU. radiografió y probó ultrasónicamente las mismas soldaduras estructurales y determinó que UT es más económico para la detección de defectos planos, pero las imágenes RT suelen ser mejores para mejorar la calidad de la soldadura volumétrica.
Pruebas de penetrantes líquidos (PT) « Grietas superficiales en cualquier material
PT -ñanálisis de penetrante aplica un penetrante líquido a la superficie de soldadura y luego desarrolla la indicación a través de una serie de pasos que incluyen la aplicación de un revelador especial. Este método puede identificar cualquier material de agrietamiento superficial independientemente del material base -ñan un estándar para detectar muescas afiladas. o grietas en acero inoxidable, aluminio y otras aleaciones no magnéticas; convierte al PT en el estándar de facto para soldaduras austeníticas que no pueden inspeccionarse magnéticamente. En soldaduras estructurales de acero al carbono, tenía aproximadamente la misma sensibilidad a grietas superficiales abiertas como MT y era más rápido de realizar en material ferromagnético. Cualquier indicación subterránea que no llegue a la superficie deja una indicación no concluyente (un límite estricto). Cuando las soldaduras no son visualmente claras, donde el perfil de soldadura limita la interpretación de VT, se puede utilizar PT como adición.
Pruebas de partículas magnéticas (MT) « Sensibilidad cercana a la superficie en acero al carbono
MT -magnetiza la zona de soldadura y luego aplica polvo de hierro - seco o húmedo. Las discontinuidades cerca de la superficie a lo largo de la zona de soldadura perturban el flujo magnético; las partículas se acumulan y forman una indicación visible. MT detecta grietas cerca de la superficie de manera confiable en aproximadamente 3 mm de material, lo que efectivamente las hace más rápidas y sensibles al agrietamiento cerca de la superficie que PT. Las condiciones de uso son: material ferromagnético y a una profundidad mínima de indicación de 3 mm desde la superficie. A diferencia del PT, la función está restringida a aleaciones ferromagnéticas (aceros estructurales al carbono y aleaciones bajas). MT encuentra uso en soldaduras de filetes y soldaduras con poco acceso restrictivo para permitir el escaneo UT.
¿cuál es el método más utilizado de inspección de soldaduras?
El método volumétrico ‘tradicional’: las pruebas ultrasónicas y los ultrasónicos de matriz en fase son los END más populares en soldaduras de acero estructural, especialmente soldaduras con ranuras por encima de 10 mm de espesor de placa. El método más realizado (debido a AWS D1.1) es la prueba visual ñan, pero el método visual solo evaluará completamente la superficie de la soldadura. Para una soldadura de penetración de unión completa, el método de inspección volumétrica será UT. RT también se utiliza a menudo en soldaduras de tuberías y secciones delgadas donde se requiere un registro permanente.
Nota de ingeniería « Especificaciones de detección UT: Puede detectar grietas planas ≥ 0,5 mm; calibrado con orificios perforados lateralmente de 0,060 pulgadas según el procedimiento AWS D1.1. RT: La mejor sensibilidad para la fracción vacía de porosidad ≥ 0,5%; menos eficaz para grietas planas estrechas que corren paralelas al haz de radiación. PAUT frente a UT convencional: Resolución lateral 1-2 mm (PAUT) versus 5-10 mm (UT convencional). Una sonda PAUT de 64 elementos captura 4.096 exploraciones A por pasada de exploración, proporcionando una imagen transversal completa en lugar de una lectura punto por punto. MT: Detección cerca de la superficie hasta aproximadamente 3 mm de profundidad; la sensibilidad cae bruscamente por debajo de ese umbral.
Pruebas de soldadura destructivas: cuándo lo necesita y qué demuestra
El método destructivo: prueba destructivamente (aplasta o corta) las soldaduras para medir las propiedades físicas que definen las soldaduras (ensayo de tracción, ensayo de flexión, fusión, etc.). Su uso se limita a probar la calificación WPS (Especificación del procedimiento de soldadura). Una vez definido el procedimiento mediante DT, todas las soldaduras realizadas a ese WPS están calificadas para ser inspeccionadas de manera no destructiva.
Pruebas destructivas « Cuándo utilizar
- Calificación WPS (prueba de cupones PQR)
- Calificación de desempeño del soldador
- Procedimiento de recalificación de cambio
- Muestreo de producción en juntas repetitivas de gran volumen (según estipulación de contrato)
Pruebas destructivas « Limitaciones
- Una soldadura destructiva para soldar ñu inutilizable para juntas de producción
- Basado en muestras « no es posible cobertura 100%
- Revela propiedades sólo en el lugar probado
- No hay reemplazo para los END, solo califica el procedimiento que regirá un END
| Método DT | Lo que mide | Cuando sea necesario | Código rector |
|---|---|---|---|
| Prueba de flexión | Ductilidad; fusión en raíz y sombrero | Todas las calificaciones de WPS | AWS D1.1, ASME IX |
| Prueba de tracción | Máxima resistencia a la tracción frente al metal base | Calificación WPS de soldadura por ranura | AWS D1.1, ASME IX |
| Prueba de Nick-Break | Solidez interna; calidad de fusión | Calificación de soldadura por filete y soldadura por tapón | AWS D1.1 |
| Prueba de macrotecnología | Perfil de soldadura, fusión, geometría de paso | Soldadura de filete WPS; calificación de soldador | AWS D1.1, ISO 17639 |
El entregable de una secuencia DT exitosa es un Registro de Calificación de Procedimiento (PQR), la prueba de que un cierto conjunto de variables de soldadura da como resultado soldaduras que cumplen con los requisitos mecánicos del código. Todos los WPS de producción deben tener un PQR válido como referencia. Sin WPS calificado, sin pruebas documentadas, sin garantía de que cualquier resultado de END sea reproducible con respecto a una línea de base.
Estándares de prueba de soldadura y criterios de aceptación (AWS D1.1, ASME IX, ISO 3834)
El código de prueba de soldadura aplicable no es una cuestión de elección: se deriva del tipo de estructura, la especificación del contrato y la jurisdicción. Usar el código incorrecto o aplicar mal el correcto produce un resultado de inspección que no es legalmente defendible. A continuación se comparan los cuatro códigos más relevantes para la fabricación de acero estructural.
| Estándar | Industria / Alcance | Requisito clave de END | Frecuencia |
|---|---|---|---|
| AWS D1.1/D1.1M:2020 | Edificios de acero estructural, puentes, fabricación general (EE. UU.) | 100% VT; UT o RT para soldaduras de ranuras CJP; PAUT permitido (Anexo H) | VT: 100% de todas las soldaduras; volumétrico: por contrato o línea base 25% |
| Código de soldadura de puente AWS D1.5 | Puentes de carreteras (EE. UU.) | Más estricto que D1.1; 100% UT sobre soldaduras CJP de tensión; PAUT aceptado desde 2015 | 100% volumétrico para miembros de tensión |
| ASME Sección IX | Recipientes a presión, calderas, tuberías (en todo el mundo) | Gobierna la calificación WPS/PQR; Requisitos de END en la Sección V (RT, UT, MT, PT) | Según la especificación del código de construcción de la Sección VIII o B31.3 |
| ISO 3834 | Sistema de calidad de fabricación para soldadura por fusión (internacional) | Marco de gestión de calidad; exige registros previos/durante/posteriores a la inspección; Validación de WPS | Inspección en las tres fases; documentación de cada punto de espera |
Nota de ingeniería « Límites de aceptación visual AWS D1.1 (Tabla 9.1) Socavado: Profundidad máxima de 1 mm para estructuras cargadas estáticamente; Máximo 0,25 mm para estructuras cargadas cíclicamente (puentes, vigas de pista de grúa). Refuerzo de soldadura ranurado (altura de la tapa): Máximo 3 mm por encima de la superficie del metal base para la mayoría de las configuraciones de juntas. Grietas: Tolerancia cero: cualquier grieta en cualquier ubicación es una condición de rechazo y reparación automática según D1.1, ASME VIII y todos los demás códigos aplicables. Porosidad superficial: Grupo máximo de 6 mm en cualquier 300 mm de longitud de soldadura (cargado estáticamente); no permitido para estructuras cargadas cíclicamente. Estos criterios se aplican a VT. Los criterios de aceptación para UT (basados en amplitud) se dan en D1.1 Cláusula 8 y Tablas 8.1-8.2.
Consejo profesional « Confirme el código aplicable antes del diseño Los documentos del contrato deben especificar el código aplicable antes de que comience la fabricación (no se determinarán después de hecho en la etapa de inspección). La selección del código afecta el diseño conjunto, los parámetros de precalentamiento, la calificación del alcance de WPS y la frecuencia de END. Un reconstructor que califica los procedimientos WPS según AWS D1.1 y luego se da cuenta de que el cliente requiere ASME Sección IX puede necesitar volver a calificar los procedimientos. Compre esto y manténgalo en la confirmación por correo electrónico en la etapa de oferta.
Cómo elegir un método de prueba de soldadura: la matriz de selección de pruebas de soldadura de 5 factores

Ningún método de END se adapta a todas las aplicaciones de acero estructural. Cinco factores determinan la selección correcta: tipo de junta, espesor de placa, disponibilidad de acceso, requisitos de código y presupuesto. A continuación, estos factores se asignan a las recomendaciones del método. Tres ejemplos de escenarios que siguen muestran cómo se aplica la lógica en la práctica.
| Factor | Opción A | Opción B | Opción C |
|---|---|---|---|
| Tipo de articulación | Soldadura de filete | Soldadura por ranura (PJP) | Soldadura por ranura (CJP) |
| Espesor de la placa | < 10 mm | 10-40 mm | > 40 mm |
| Restricción de acceso | Ambos lados accesibles | Un lado accesible | Limitado « espacio confinado |
| Código aplicable | No se especifica END | AWS D1.1 (estándar) | AWS D1.5 o ASME IX (alta criticidad) |
| Prioridad presupuestaria | Costo más bajo | Costo moderado | Priorizar la precisión de la detección |
| → Método recomendado | VT + MT | UT (convencional) | PAUT sau RT |
Escenario 1 ñanaje Soldaduras de filete con viga en H, carga estática, especificación AWS D1.1: Si X = soldadura de filete + placa <20 mm + carga estática + código D1.1 + presupuesto sensible a los costos Utilice VT + MT. La inspección visual ofrece un escaneo completo de la superficie bidimensional de la soldadura, mientras que MT contribuye a una detección mejorada de fallas cerca de la superficie en la raíz de la soldadura, que también es el sitio de inicio para la fatiga en las soldaduras de filete. La especificación no especifica ninguna prueba volumétrica para soldaduras de filete en este escenario.
Escenario 2 «soldadura por ranura CJP, placa de 40 mm, AWS D1.1: Si X = soldadura por ranura CJP + placa de 40 mm + código D1.1 + presupuesto moderado Utilice UT. Cuando el espesor de la placa es de 40 mm, el UT estándar ofrece la ventaja de una cobertura total de espesor y una mayor velocidad de ejecución (sin zona de exclusión IR) en comparación con la radiografía, así como el cumplimiento de los criterios de aceptación D1.1 para soldaduras de ranura. PAUT se convierte en una buena mejora si el registro de la cobertura de escaneo es un requisito contractual.
Escenario 3 «Columna de caja, CJP, aplicación de puente, ciclo alto: Si X = columna de caja CJP + >placa de 40 mm + código D1.5 + puente (cargado cíclicamente) + registro permanente requerido Utilice PAUT. D1.5, debido a las soldaduras por tensión, exige un mayor nivel de control de inspección; PAUT proporciona cobertura de registro 3D, resolución lateral de 1-2 mm y mayor velocidad de ejecución que el UT convencional y está específicamente aprobado en D1.5 Anexo H.
Construcción de un sistema de control de calidad de soldadura para fabricantes de acero estructural

Las pruebas de soldadura no comienzan una vez completada la soldadura. Los sistemas eficaces de control de calidad identifican estados de defectos antes de que el primer arco llegue a la unión de soldadura. Los estudios realizados en los últimos cuarenta años muestran que la única forma de eliminar razonablemente el rechazo de END de una fabricación compleja es afectar la inspección mediante el control de calidad del horneado: es posible una reducción de 30-50% en el rechazo de END únicamente mediante la inspección Fit-Up. La hoja de ruta trifásica a continuación visualiza lo que verifican los sistemas y cuándo.
1 PRE-SOLDADURA
- WPS en la estación de trabajo, revisión actual
- Certificado WPQ de soldador válido y aplicable
- Material base MTR trazado hasta el número de calor
- La clasificación de los metales de relleno coincide con la WPS
- Preparación de la articulación: ángulo de bisel, cara de la raíz, espacio entre raíces medido
- Alineación Hi-Lo ≤ 3 mm (D1.1 máximo)
- Las superficies de las juntas se limpian a menos de 25 mm de la punta de soldadura
- Temperatura de precalentamiento confirmada (termómetro calibrado)
- Puntos de espera ITP establecidos; registro de inspección abierto
2 DURANTE LA SOLDADURA
- Amperaje, voltaje, velocidad de desplazamiento versus rango WPS
- Se confirma el tipo de gas de protección y el caudal
- Cada pase se verifica visualmente antes de depositarse el siguiente
- Escoria y óxido entre pasadas completamente eliminados
- Temperatura entre pasos medida y registrada
- La secuencia de pases sigue WPS o detalles del procedimiento
- Superficie retroguada inspeccionada antes de la soldadura del segundo lado
- Golpes de arco fuera de la zona de soldadura: parada inmediata del trabajo
3 POST-SOLDADURA
- VT obligatorio primero (iluminación mínima de 500 lux)
- Corte, altura de la tapa, perfil medido con calibre de soldadura
- Precisión dimensional versus tolerancias de dibujo
- END por PTI: UT/PAUT, RT, MT o PT según sea necesario
- Informes de END firmados por examinador de Nivel II o III
- Tabla de tiempo-temperatura PWHT archivada (si es necesario)
- Viajero de soldadura completo; cada campo firmado
- No conformidades documentadas y eliminadas antes de su liberación
Consejo « Trazabilidad de soldadura digital Los “viajeros” de soldadura en papel han demostrado ser efectivos hasta que uno se pierde, se enrolla en la carretilla fangosa o se lee mal en una auditoría. Los sistemas de registros de soldadura digitales (aplicaciones de control de calidad basadas en tabletas o módulos de inspección ERP integrados) hacen que esto no sea un problema: un campo no se puede despejar hasta que se complete el campo anterior. Las especificaciones de proyectos de puentes y acero estructural sísmico alto ahora especifican cada vez más registros de trazabilidad digital para cada unión de soldadura a WPS, ID de soldador, resultado de END y número de certificación de inspector. Rastreable de por vida.
Cómo los sistemas de soldadura robótica afectan las tasas de aprobación de END

La conexión entre la consistencia de la soldadura y la tasa de paso de END es directa. La soldadura manual introduce variabilidad en el tiempo de arco activado. Un soldador experto promedia alrededor de 25-35% de tiempo de arco activado en un turno (independientemente del arco inactivo, reposicionamiento, reequipamiento, períodos de descanso o ajustes de ajuste). La velocidad de desplazamiento de la soldadura oscila, la gestión de la temperatura entre pasadas depende del criterio individual y la fatiga del soldador afecta la calidad de los pases tardíos. Cada uno de esos factores es una vía de introducción de defectos que el descubrimiento de campos UT y RT busca prevenir.
La soldadura robótica elimina esos factores. Los sistemas robóticos automatizados reproducen voltaje, amperaje, velocidad de desplazamiento e inclinación del soplete idénticos desde el paso 1 hasta el paso 12.040. Dicho control se puede registrar claramente con datos de END. En un taller de fabricación de puentes que utiliza el sistema inteligente de soldadura de estructuras de acero de Zhouxiang, la tasa de paso de END desarrollada únicamente en soldaduras de ranura saltó de 82% a 97%. Los ciclos de trabajo de arco se duplicaron con creces y con él aumentó el número equivalente de horas de soldadura productivas por turno.
Datos clave de rendimiento « Soldadura robótica versus manual
82% → 97%
Tasa de aprobación de UT (caso del fabricante del puente Zhouxiang)
85%
Ciclo de trabajo de arco en línea (robótico) frente a manual 25-35%
0,5-3%
Tasa de defectos robóticos frente al manual 5-10% (datos de la industria)
±0,05 mm
Precisión posicional (especificación del sistema Zhouxiang)
Consejo profesional « Digital Twin y trazabilidad de soldadura 100% Los sistemas de soldadura robótica digitalizada con módulos gemelos digitales monitorean cada parámetro de cada voltaje de arco de paso de soldadura, velocidad del cable, velocidad de recorrido, ángulo de antorcha en tiempo real (como relación con el número de identificación de la junta). Dichos datos son las especificaciones del proyecto de registro de trazabilidad 100%. Cuando ocurre una indicación de END, los inspectores B1 pueden consultar el registro digital de esa junta para detectar cualquier parámetro de soldadura inmediatamente, en lugar de rastrear la mancha en el viajero de papel. Este es el vínculo de capacidad del mundo real que define la robótica y la eficiencia de la inspección.
Para los fabricantes de acero estructural que evalúan el desafío de END de alta producción de pórticos elevados, vigas en H, vigas cajón y marcos de pórtico de gran volumen, la cuestión del retorno de la inversión no es simplemente la velocidad. Es el costo de reelaboración. Con el rechazo de END 1-2%, la mayoría de los talleres ganan dinero. Con 10%, el costo de reelaboración supera por completo la eficiencia laboral de un taller de soldadura manual. A sistema robótico de soldadura de acero estructural aborda la variable de consistencia de las medidas de END para compensar.
Recursos relacionados de Zhouxiang: soluciones de robots de soldadura de acero estructural | comparación de calidad de soldadura robótica versus manual | ¿cómo funciona la tecnología de soldadura robótica | estación de trabajo robot de soldadura de pórtico | ¿cómo funciona un robot de soldadura de pórtico | robot de soldadura voladizo para fabricación de acero
Tendencias en las pruebas de soldadura: qué está cambiando a lo largo de 2030

El mercado de END e inspección está preparado para un crecimiento CAGR de 8,31 TPM, frente a 14,99 mil millones de TPM en 2025 a 22,34 mil millones de TPM previstos para 2030 (MarketsandMarkets). El crecimiento generalizado en ese mercado estadounidense se manifestará en cinco patrones que afectan la inspección de soldaduras de acero estructural.
- PAUT reemplaza al UT convencional en placa gruesa. La implementación de PAUT fue impulsada por la codificación AWS D1.1:2020 (Anexo H) [a]. El registro de escaneo codificado permanente, la cobertura más rápida y las imágenes de fallas 3D ayudan a que el UT convencional sea progresivamente difícil de justificar para soldaduras de ranuras CJP superiores a 20 mm.
- Radiografía digital (DR) que reemplaza la película RT. Film RT, lento y una fuente de desechos químicos y metálicos negativos, se puede reemplazar con detectores digitales que entreguen la misma imagen volumétrica en tiempo real, sin costo de archivo de la película y entrega electrónica inmediata de registros al equipo de diseño.
- Detección de defectos asistida por IA. Se implementan modelos de aprendizaje automático entrenados en bibliotecas de escaneo RT y PAUT para marcar posibles indicaciones para la revisión humana (reduciendo el riesgo de interpretación falsa negativa en programas de inspección de gran volumen). Los primeros resultados muestran una detección consistente con inspectores experimentados de Nivel II en tipos de defectos normales.
- Se amplían los requisitos de trazabilidad de 100%. Los códigos de puente y las especificaciones estructurales de zonas sísmicas cada vez más estrictos requieren registros de soldadura digitales que vinculen cada junta con su resultado de inspección, ID de inspector y parámetros de soldadura, una característica que sólo los sistemas robóticos con registro de datos integrado pueden proporcionar sin entrada manual de datos.
- FMC/TFM como actualizaciones de PAUT. El método completo de captura de matriz y enfoque total permite la caracterización de fallas a nivel de inspector más allá de lo que los escaneos sectoriales PAUT estándar pueden resolver. Aunque todavía no son aceptables según AWS D1.1, se utilizan en geometrías de soldadura complejas donde los escaneos sectoriales no tienen en cuenta fallas transversales o fuera del eje.
Para los fabricantes que implementan nuevos equipos y metodologías de END hoy en día, la conclusión es clara: PAUT y la radiografía digital están preparados para el futuro en acero estructural. Film RT y UT convencional aún cumplen con el código, pero la eficiencia, la calidad de los registros y el cumplimiento de las especificaciones futuras seguirán divergiendo en cada ciclo de código. Para obtener una descripción general, consulte: mantenimiento de robots de soldadura y análisis de ROI de soldadura robótica en la mayor inversión en automatización.
Preguntas frecuentes « Preguntas sobre pruebas de soldadura de fabricantes de acero
¿Cómo se prueba una soldadura?
Mostrar respuesta
Comience con VT [b], requerido según todos los códigos estructurales; luego, para JIG completo, emplee UT o RT en caso de fallas internas ocultas. [c] Para la calificación del soldador, utilice pruebas destructivas en muestras antes de la producción.
¿cuál es el método más utilizado de inspección de soldaduras?
Mostrar respuesta
Las pruebas visuales (VT) se realizan en 100% de todas las soldaduras en todos los trabajos de acero estructural, lo que las convierte en las más realizadas en términos reales de cobertura bruta. Las pruebas ultrasónicas (UT) son el método de inspección volumétrica más especificado para soldaduras completas de ranuras de penetración de juntas en todos los trabajos de fabricación de acero estructural de América del Norte. PAUT está reemplazando lentamente a UT convencional en muchos talleres después de que pasó a formar parte de AWS D1.1:2020.
¿Cuáles son los cinco métodos estándar de END para soldar?
Mostrar respuesta
Los cinco métodos principales de END empleados en la inspección de soldaduras de acero estructural son: 1) Pruebas visuales (VT), 2) Pruebas ultrasónicas (UT), incluida la matriz en fases UT (PAUT), 3) Pruebas radiográficas (RT), 4) Pruebas de partículas magnéticas. (MT) y 5) Pruebas de penetrantes líquidos (PT). En ocasiones también se utilizan difracción de tiempo de vuelo (TOFD) y pruebas de corriente de remolinos (ET), pero son menos frecuentes en la fabricación general de acero estructural.
¿cuál es la diferencia entre ensayos de soldadura destructivos y no destructivos?
Mostrar respuesta
Las pruebas no destructivas (NDT) se refieren a inspeccionar una soldadura sin fundirla ni cortarla; la soldadura permanece en servicio después de la prueba. Esto puede incluir VT, UT, RT, MT y PT. Las pruebas destructivas implican romper o cortar físicamente la soldadura para determinar propiedades como la resistencia máxima a la tracción y la ductilidad. Las pruebas destructivas se realizan exclusivamente para justificar una Especificación del procedimiento de soldadura (WPS) en cupones de prueba, no en soldaduras de producción.
¿qué código rige las pruebas de soldadura de acero estructural en EE. UU?
Mostrar respuesta
AWS D1.1/D1.1M:2020, Código de soldadura estructural (Acero ñu), es el documento principal que controla la inspección de soldadura de edificios de acero estructural y miembros fabricados en los EE. UU. Las reglas AWS D1.5 para la construcción de puentes de carreteras son más restrictivas. La Sección IX de ASME se utiliza para calificar WPS/PQR en recipientes a presión y tuberías. El código requerido debe especificarse en el alcance del trabajo del contrato antes de la fabricación.
¿puede la inspección visual por sí sola pasar soldaduras para proyectos de acero estructural?
Mostrar respuesta
Para soldaduras de filete realizadas a AWS D1.1 (cargadas estáticamente), el mínimo indispensable antes de considerar otros métodos volumétricos, el VT tradicional puede resultar suficiente si la soldadura parece cumplir con todos los criterios de aceptación de la Tabla 9.1. Las soldaduras con ranura de penetración de unión completa (CJP) aún deben estar sujetas a inspección volumétrica según los requisitos de AWS ñan ya sea UT, RT o, para algunas situaciones, MT. VT no puede ver fallas internas como falta de fusión o porosidad interna. Es el mínimo para soldaduras CJP, no para todo el programa de inspección, se aplican los requisitos del Artículo 9 de AWS D1.1. Consulte también a: pautas de seguridad para robots de soldadura.
¿cómo afecta la soldadura robótica a los requisitos de prueba de soldadura?
Mostrar respuesta
El uso de un sistema de soldadura robótico no elimina la necesidad de una inspección de soldadura obligatoria por código; la frecuencia requerida no cambia. Lo que sí altera es el resultado de END. Debido a que los soldadores automatizados tienden a igualar los parámetros programados (longitud del arco, voltaje, ángulo del soplete, velocidad de desplazamiento, control de potencia), crean parámetros de soldadura consistentes que producen niveles de defectos consistentemente más bajos, lo que lleva a una reducción en las reparaciones después de los END. Un cliente que pasó a la soldadura robótica en trabajos de puentes informó un aumento en la tasa de aprobación de UT de 82% a 97%. Menos reparaciones conducen a menos tiempo dedicado a la verificación de END en el campo. Consulte también: prácticas de seguridad de robots de soldadura.
¿qué es una especificación de procedimiento de soldadura (WPS) y por qué es importante?
Mostrar respuesta
Una Especificación de procedimiento de soldadura (WPS) es un conjunto documentado de instrucciones que controlan una soldadura -gn, incluido el metal base, el metal de aportación, la geometría de ajuste, el precalentamiento, el amperaje, la velocidad de desplazamiento y más. Cada soldador sigue un WPS en el trabajo. El WPS debe calificarse mediante pruebas destructivas (creación de un Registro de calificación de procedimiento o PQR) antes de que el WPS pueda usarse en soldaduras de producción. AWS D1.1 exige que la soldadura a un WPS no calificado (existente o no aplicable) invalide los resultados de las pruebas de END -, cada soldadura debe volver a probarse.
Nuestra perspectiva Este artículo fue escrito por Zhouxiang, un fabricante de sistemas de soldadura robótica vendidos a fabricantes de acero. Desde una perspectiva comercial, somos promovidos por la soldadura automatizada (creemos que los sistemas robóticos proporcionan soldaduras de mayor calidad y tasas de rechazo más bajas) y los datos de nuestros clientes1 a tal efecto refuerzan esta opinión. Las descripciones de los procedimientos de END, las referencias de códigos y los criterios de aceptación contenidos en este artículo se extraen de estándares disponibles públicamente y fuentes profesionales y no se presentan para reflejar esa posición. Verifique las referencias de códigos con la edición aplicable del estándar correspondiente para su proyecto/ubicación.


