
Póngase en contacto con Zhouxiang
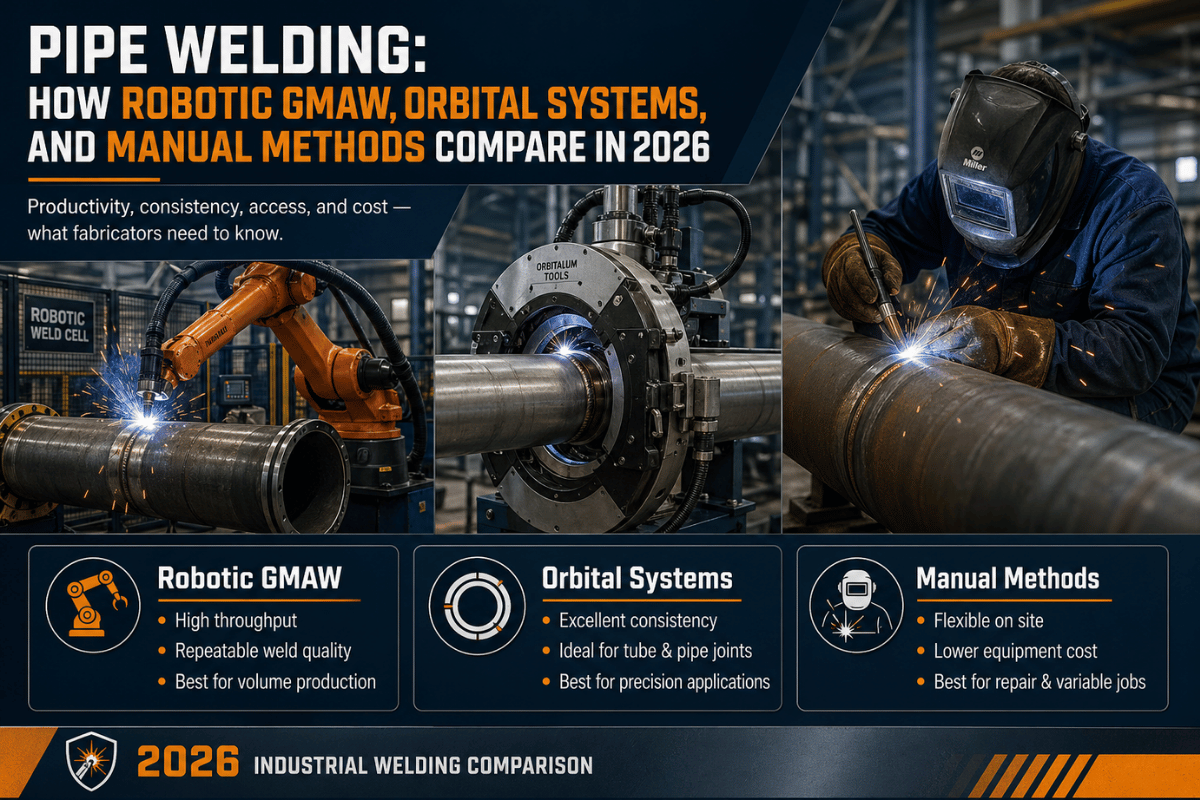
La soldadura de tuberías es la técnica de unión que abarca todo, desde líneas troncales de petróleo y gas y calderas de centrales eléctricas, hasta tuberías de procesos farmacéuticos y tuberías de cascos de astilleros. El comercio en sí no ha evolucionado en setenta años: un arco, un relleno, una costura, pero la forma en que los talleres de fabricación realmente sueldan una tubería se ha dividido en tres enfoques. La soldadura manual todavía domina la reparación en campo, los proyectos completos únicos y de calificación 6G.
Los sistemas orbitales ejecutan tubos de proceso farmacéuticos, semiconductores y de pequeño diámetro donde la consistencia de soldadura a soldadura es absoluta. Las células robóticas Si×-a×is son hoy en día láminas de tubos de calderas de soldadura, tanques de transformadores y estructuras carretes de tubería a escala de producción. Esta guía compara los tres en todos los aspectos (costos, rendimiento, rango de ajuste, cobertura de código y las circunstancias bajo las cuales cada uno paga su viaje).
Especificaciones rápidas « Métodos de soldadura de tuberías de un vistazo
| Manual SMAW/GMAW/TIG | 25-50 cm/min · Reparación de campo · 6G calificación · ±5 mm perdón de ajuste |
| Tubo/tubo orbital | 8-25 cm/min TIG · 4-168 mm OD típico · ASME BPE + AWS D18.1 sanitario · ±0,5 mm de montaje |
| Gmaw robótico de 6 ejes | 80-120 cm/min · Caldera / recipiente / carrete · ±0,05 mm repetir · ±1,5 mm se requiere montaje + seguimiento de costura |
| Cobertura del código | ASME B31.1 / B31.3 / BPE · AWS D10.14 / D10.18 / D10.22 · D18.1 sanitario · Tubería API 1104 |
¿qué es la soldadura de tuberías? Definición, casos de uso y por qué difiere de la soldadura de placas
La soldadura de tuberías consiste en soldar dos secciones de tubería (o una sección de tubería a una brida, accesorio o cabezal de recipiente a presión) mediante un proceso de soldadura por arco de fusión. La soldadura de tuberías se diferencia de la soldadura de placa plana en que la junta es siempre circunferencial, el soldador o soplete debe girar alrededor de la pieza de trabajo en algún punto o puntos, y la superficie interior de la junta casi nunca se muele o se venda fácilmente. Diferentes escritores hacen una distinción entre soldadura de tuberías (fabricación en planta de carretes de tuberías de proceso, calderas y recipientes a presión) y soldadura de tuberías (líneas de transmisión a través del país que utilizan tubos de estufa SMAW o procedimientos cuesta abajo según API 1104).
Para esta comparación, consideraremos las dos prácticas juntas porque las opciones de procesos de soldadura utilizados se superponen en gran medida.
Los soldadores de tuberías/tuberías trabajan en talleres de fabricación, refinerías de petróleo, centrales nucleares, astilleros, plantas de alimentos y bebidas, fábricas de semiconductores y en obras de construcción. Soldan tuberías para distribución de agua y gas, soldan tubos para sistemas de procesos sanitarios y sueldan cabezales de paredes pesadas para plantas de vapor. Todos comparten un tema: cada soldadura de tubería es un límite de presión, un punto de inspección y un entregable prescrito.
Procesos de soldadura manual de tuberías « SMAW, GMAW, GTAW, FCAW, SAW Comparados

En la soldadura manual de tuberías, la mayoría de los trabajos utilizan cualquiera de los cinco métodos de soldadura por arco, que pueden considerarse colectivamente como las “técnicas de soldadura utilizadas para unir tuberías de carbono y aleación”. El ASME B31.1 y el AWS D10 definen el alcance de los criterios de calificación y aceptación, pero no publican una única tabla “oficial” de parámetros por espesor de pared, por lo que los parámetros de las secciones siguientes se han compilado a partir de las especificaciones del procedimiento de soldadura (WPS) utilizadas en la producción industrial, y corroborado por más de 1200 envíos internos de tuberías entregados bajo ASME B31.1. Cada técnica requiere un tipo diferente de química de electrodos: la soldadura con varilla recubierta, GMAW alimenta un alambre continuo y desnudo; GTAW se basa en un electrodo de tungsteno no consumible, mientras que FCAW emplea un alambre con núcleo fundente autoprotegido o protegido con gas.
| Proceso | Velocidad de viaje | Uso típico | Rango de posición |
|---|---|---|---|
| SMAW (soldadura por arco metálico con varilla/protección) | 15-30 cm/min | Tubería de campo, tubería estructural, reparación | Toate (1G-g-6G) |
| GMAW (soldadura mig) | 40-55 cm/min en placa de caldera de 12 mm | Pases de relleno y tapón de acero al carbono en el taller | Principalmente 1G-congnostic2G |
| GTAW (soldadura tig) | 8-12 cm/min en raíz de aleación Sch 80 | La raíz pasa sobre un tubo crítico, de acero inoxidable, de aleación | Todo incluido 6G |
| FCAW (soldadura por arco con núcleo de flujo) | 35-60 cm/min | Tubería exterior, estructural pesada | Todo |
| VIO (soldarea por arc sumergido) | 60-100 cm/min | Molinos de tubos de costura larga, soldadura de taller de gran diámetro | 1G solo rodado |
Parámetros de referencia de producción WPS: placa de caldera de acero al carbono de 12 mm hace funcionar GMAW a 260-280 A, 28-30 V, 40-55 cm/min, con alambre ER70S-6 de 1,2 mm alimentado a 12-14 m/min. La raíz de tubería de aleación Schedule 80 pasa TIG a 140-180 A, 10-12 V, 8-12 cm/min, con relleno ER80S-B2 de 2,4 mm. Los parámetros reales varían según el ajuste, la posición y el procedimiento de soldadura calificado para la aplicación.
📐 Nota de ingeniería « La preparación de juntas genera defectos, no la habilidad del soldadorLa práctica de la industria siempre sitúa los ángulos de preparación de las juntas, el nivel de la cara de la raíz y la limpieza en la parte superior de la lista de causas fundamentales de problemas como penetración incompleta o falta de fusión. No es la técnica del soldador ni los controles de la máquina. La geometría del bisel está definida por el estándar de control y la aplicación para la soldadura: el ASME B16.25 especifica los detalles de preparación del extremo de soldadura a tope de fábrica para un accesorio de tubería, y la selección típica de la convención de taller para tuberías mecanizadas en campo es cortar lo más cerca posible hasta la mitad del camino. punto del mismo rango de bisel de 37-45V. El control específico del ángulo del bisel, la superficie de la raíz y la apertura de la raíz debe documentarse según una especificación de procedimiento de soldadura calificada para el proceso y servicio que se utiliza, no según una configuración predeterminada del taller.
¿cuándo GMAW supera a SMAW en pipa?
Ambos procesos de arco son capaces de lograr códigos de inspección radiográfica en tuberías de alimentación. GMAW obtiene la ventaja a medida que avanza hacia largos pasos de relleno sobre paredes pesadas en posiciones 1G o 2G: la automatización de la alimentación de cables y la deposición continua le dan al soldador una ventaja de 2 a 3 en productividad sobre un proceso de varilla y barra de arco. SMAW mantiene el campo, el trabajo de todas las posiciones 6G y cualquier reparación o tapajuntas que un proceso de alambre pueda ver a través de una manta protectora de gas, ya sea debido a la posición de la tubería, el acceso o las condiciones del taller. La decisión debe ser entre el tamaño de la tubería y el espesor de la pared, la posición del proceso de la tubería y las consideraciones de ventilación del taller.
Posiciones de soldadura explicadas “Estándares de calificación 1G, 2G, 5G, 6G
La calificación de la posición de soldadura de tuberías está regulada por las especificaciones ASME BPVC Sección IX o AWS D10, según la aplicación. Cada posición indica si la tubería está estacionaria o giratoria y en qué ángulo.
| Posición | Orientación de tuberías | Dificultad | Cubiertas |
|---|---|---|---|
| 1G | Horizontal, giratorio | Más fácil | Sólo 1G |
| 2G | Eje vertical, giratorio | Moderado | 1G + 2G |
| 5G | Horizontal, fijo (movimientos de soldadura) | Difícil | 1G + 5G |
| 6G | Fijo de 45° (movimientos de soldadura) | Más difícil | Todas las posiciones |
¿qué es la calificación de soldadura de tuberías 6G?
La calificación 6G establece la tubería en 45 grados; la tubería se fija en el espacio y no gira -ñan mientras el soldador tiene que moverse alrededor del casquillo, cambiando constantemente de posición en una sola pasada a través de posiciones planas, verticales, aéreas e inclinables de 45 grados. Debido a que la colocación de tachuelas, la apertura de raíces, el moldeado del paso de tapa y la limpieza entre pasos varían a medida que el soplete de soldadura transita por la junta, se aplica una soldadura de prueba 6G para la gama más amplia de habilidades de soldador; un soldador calificado para 6G puede soldar naturalmente a posiciones de tubería 1G, 2G y 5G.
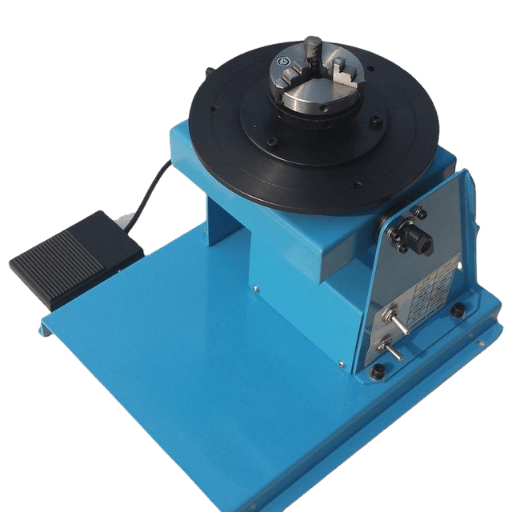
Soldadura de tuberías orbitales “Sistemas de cabezal cerrado versus de cabezal abierto
La soldadura orbital es un proceso GTAW mecanizado que utiliza una acción orbital programada de la antorcha sobre un objeto estacionario de tubo o tubería. Desarrollados por la NASA para líneas de fluidos aeroespaciales, los sistemas TIG orbitales modernos ahora dominan el trabajo de alta pureza de pequeño diámetro en plantas farmacéuticas, biotecnológicas y semiconductoras para que cada junta pueda reconstruirse según un procedimiento aprobado.
Orbital de cabeza cerrada
- Rango de DO: 4-168 mm (1/8« -6«)
- Sólo fusión protegida con gas inerte: sin relleno
- Líneas UHP farmacéuticas, biotecnológicas y semiconductoras
- Aceptación sanitaria ASME BPE + AWS D18.1
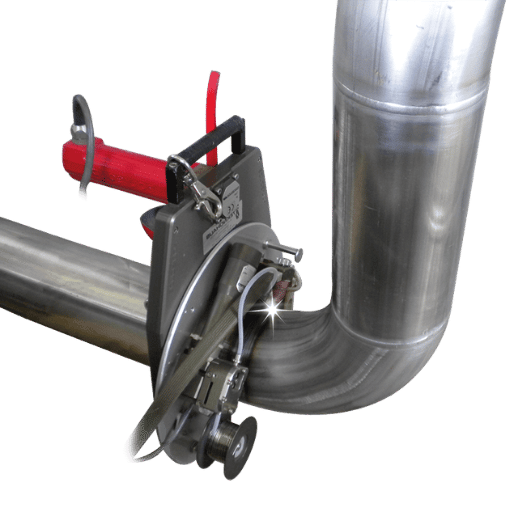
Orbital de cabeza abierta/carruaje
- Rango de diámetro exterior: 32 mm (1,25 «) y más en rieles
- Agrega alimentación de alambre para pasadas de relleno en paredes pesadas
- Tubería de proceso (B31.3), nuclear, tubería de astillero
- Multipaso con tejido programado y pulsante
Los criterios de aceptabilidad para la unión farmacéutica tubo a tubo van mucho más allá de la prueba de resistencia a la tracción utilizada para calificar a la mayoría de los soldadores de tuberías: AWS D18.1 aborda los límites de decoloración interna, las tablas de colores de oxidación de la cara de la raíz, los controles de purga de oxígeno (normalmente < 10 ppm durante soldadura) y examen visual del perfil interno del cordón mediante el uso de un pequeño boroscopio. ASME BPE agrega niveles de acabado superficial de rendimiento orientados al bioprocesos y reglas de geometría y formación de juntas sin grietas. Un cabezal de soldadura orbital correctamente ajustado puede producir y documentar estos parámetros en cientos de tubos consecutivos; Los soldadores manuales de GTAW pueden lograrlos en soldaduras individuales, pero rara vez con documentación de seguimiento.
Mapa de aplicación a código para trabajos orbitales y de tuberías:
| Aplicación | Código(s) rector(es) | Método típico |
|---|---|---|
| Tubo sanitario farmacéutico/biotecnológico | AWS D18.1, AWS D18.2, ASME BPE | Orbital de cabeza cerrada |
| Tubería de vapor eléctrica (caldera, cabezal) | ASME B31.1, BPVC Sección I + IX | Robótica GMAW + raíz TIG manual |
| Tuberías de proceso/químicos | ASME B31.3, AWS D10.10 | Célula orbital o robótica de cabeza abierta |
| Transmisión por ductos a campo traviesa | API 1104, ASME B31.4 / B31.8 | Manual SMAW / FCAW (cuesta abajo) |
| Tubería estructural (pasamanos, soportes) | AWS D1.1 | Manual SMAW/GMAW |
Soldadura robótica de tubos GMAW de 6 ejes « Cómo manejan los tubos los brazos de 6 ejes

Celda de soldadura robótica de 6 ejes: Envoltura del movimiento del brazo articulado alrededor de juntas de tuberías circunferenciales. A diferencia de los orbitales que atraviesan una vía, el robot sobresale del exterior de la tubería y gira el trabajo en un posicionador, o atraviesa una tubería estacionaria en un pórtico o riel. La ventaja: perfil de cuentas repetible en las tuberías de alimentación de paredes pesadas, láminas de tubos de caldera y grandes costuras de tanques de transformadores que los orbitales no pueden alcanzar.
📐 Nota de ingeniería « Especificaciones del robot que importan para el trabajo de tuberíasPrecisión de posicionamiento repetida 0,05 mm según ISO 9283:1998. Fuente de alimentación 350-500 Una función continua para relleno de múltiples pasadas en paredes de 25-80 mm. Brazo de muñeca hueca con recorrido interno de cables mantiene los cables fuera del interior estrecho del recipiente. El seguimiento de la costura a través del arco corrige la posición de la antorcha a 0,3 mm; El seguimiento de visión láser maneja espacios de ajuste de hasta 2-3 mm sin volver a enseñar manualmente.
Condiciones previas para el retorno de la inversión robótico en soldadura de tuberías
La investigación académica independiente sobre GMAW robótica (revisada por pares; Journal of Materials Processing Technology, 2017) es contundente: muchos robots de producción son sistemas de enseñanza y reproducción que no pueden autocorregirse por distorsión, variabilidad de espacios o borde tambaleante a menos que un sensor externo cierre el bucle. Los números de rendimiento que citan los proveedores rara vez indican estas condiciones. En la práctica, la soldadura robótica de tuberías obtiene su capital solo cuando:
- Corte y ajuste aguas arriba, mantenga una tolerancia de 1,5 mm, cualquier cosa más suelta y el robot falla la articulación o se quema
- Se instala y calibra el seguimiento de la costura de visión a través de arco o láser
- El volumen de producción justifica el tiempo de programación del primer artículo (la generación fuera de línea impulsada por CAD reduce esto de días a horas)
- Los operadores están capacitados para administrar la celda, no solo para hacer funcionar una antorcha
Caja de tubos de caldera «central eléctrica de carbón, Henan, China
Un fabricante de calderas de 2660 MW necesitaba soldar 280 uniones de tubo a cabezal por cabezal de caldera. La soldadura manual con cuatro soldadores de rotación ejecutó una tasa de rechazo radiográfico de 9%. Después de instalar un posicionador giratorio y un seguimiento de costura de arco pasante en una celda de 6 ejes, el sistema completó 112 uniones por turno, mantuvo la temperatura entre pasadas por debajo de 250 C de manera constante y redujo los rechazos radiográficos a 1,8%. El rendimiento fue de 3,2 la base manual; La recuperación total se produjo en 18 meses.
“El robot maneja las juntas repetitivas mientras nuestra gente experimentada se concentra en transiciones complejas e inspección final. Estábamos rechazando casi uno de cada diez cabezales -ahora estamos marcando menos de dos de cada cien. Los soldadores expertos no perdieron el trabajo; se movieron río arriba para controlar el montaje”
Robótico vs Orbital vs Manual: Matriz de coincidencias de métodos para su aplicación

La mayoría de las comparaciones publicadas colapsan la soldadura de tuberías en una estructura “robot versus humana”, lo que omite la mitad orbital de la ecuación. La siguiente matriz compara las tres en seis dimensiones que impulsan decisiones de adquisición reales, condicionadas a las condiciones previas cubiertas anteriormente. Los números reflejan tubos de acero de pared de 6 mm a 80 mm en condiciones de taller; Los trabajos de reparación en campo se tratan por separado.
| Dimensión | Manual SMAW/GMAW/TIG | Orbital (cabeza cerrada/abierta) | Gmaw robótico de 6 ejes |
|---|---|---|---|
| Rendimiento en costura larga | 25-50 cm/min (dependiente del operador) | 8-25 cm/min en tubo; tiempo de arco muy alto | 80-120 cm/min en placa de caldera de 12 mm |
| Aceptación RT de primer paso | 90-95% con soldador experto | 98%+ sobre procedimientos calificados | 98%+ con seguimiento de costuras, < 2% reelaboración |
| Inversión de capital | $5k-$15k fuente de alimentación + consumibles | $35k-$110k llave en mano con cabezal cerrado | $85k-$320k estación única para celda llave en mano |
| Habilidad requerida | Soldador certificado según BPVC IX o AWS D10 | Operador + técnico de programa | Operador celular + programador offline |
| Se requiere tolerancia de ajuste | ±5 mm perdonable con la técnica | ±0,5 mm «la aceptación sanitaria es implacable | ±1,5 mm con seguimiento de costura; más apretado sin |
| Ajuste de aplicación | Reparación de campo, trabajo 6G, baja mezcla | Tubo sanitario farmacéutico, semicon UHP, de pequeño calibre | Tuberías eléctricas, placas tubulares de caldera, tuberías estructurales |
El resultado (muy) contrario a la intuición: para las juntas sanitarias farmacéuticas de tubo a tubo, el orbital funciona mejor que el eje robótico de 6 solo en el cabezal orbital (el rob cuesta 3 veces, mientras que el orbital no cuesta prácticamente nada) en la soldadura circunferencial de pequeño diámetro, logrando ASME. Criterios de aceptación BPE / AWS D18.1 que un brazo de 6 ejes tiene dificultades para igualar. Pero en una costura de tanque de transformador de 36 «en una pared de 25 mm, el orbital no sirve, no se puede montar y un soldador manual debe pasar 14 horas por tanque mientras la celda robótica puede hacer el trabajo en 6 horas.
Hoja de referencia de decisión « Cuatro escenarios comunes
- Chapas de tubos de caldera, más de 200 soldaduras idénticas, GMAW robótico de pared de 12-25 mm con seguimiento de costura
- Orbital de cabezal cerrado de tubo sanitario de vía de fluido farmacéutico 1/2®-3« con documentación de purga
- Reparación de canalizaciones, empleo mixto il n'y a pas de courant Disponible. GSAW manuel (motorisé)
- Normalmente se utilizan los siguientes tipos de fabricación de carretes de tuberías de proceso: 4®-12® Sch 80 Celda orbital o robótica de cabeza abierta, según el volumen
Códigos de soldadura de tuberías y cumplimiento « ASME, AWS D10 y estándares específicos de aplicaciones

La pregunta número uno de los nuevos talleres de fabricación es qué código, qué soldadura. A menudo no se trata de un solo código. La cobertura del código de soldadura de tuberías es una familia de documentos superpuestos, categorizados por aplicación, no por proceso. ASME B31.1 define el alcance de la calificación de las tuberías de energía; AWS D10 cubre la mayoría de los documentos de soldadura de tuberías y tubos (tubos de acero al carbono D10.14, aceros inoxidables D10.18, D10.22 para refuerzo).
AWS D1.1 (a menudo descrito erróneamente como “el” código de tubería ñan trata de aplicaciones estructurales, no de presión.
| Código/estándar | Alcance | Donde se aplica |
|---|---|---|
| ASME B31.1 | Calificación de tuberías de alimentación + inspección | Vapor, agua de alimentación, plantas fósiles + nucleares |
| ASME B31.3 | Tubería de proceso | Refinerías, químicas, petroquímicas |
| ASME BPVC Sección IX | Soldador + calificación de procedimiento | Todo el trabajo de presión de ASME |
| AWS D10.14 | Tubería y tuberías de acero al carbono | Tubería de proceso general (excluye orbital) |
| AWS D10.18 | Tubería y tubos de acero inoxidable | Proceso inoxidable y tubería estructural |
| AWS D18.1 / D18.2 | Fabricación de tubos sanitarios | Farmacéutica, biotecnología, alimentos y bebidas |
| ASME BPE | Equipos de bioprocesamiento | Acabado superficial Biotech + reglas de grietas |
| API 1104 | Soldadura de tuberías a campo traviesa | Tuberías de transmisión de petróleo + gas |
| AWS D1.1 | Soldadura de acero estructural | Tubería estructural, soportes, pasamanos (no tubería de presión) |
La Certificación de Soldador es la pieza que realiza todas las comprobaciones. Un soldador es un soldador certificado por Sección AWS / ASME BPVC IX utilizando un procedimiento particular (WPS). Posición, proceso.
Las celdas robóticas y orbitales utilizan el mismo procedimiento y califican como soldador automático en la mayoría de los códigos cuando se presentan PQR.
Seguridad de los trabajadores y cumplimiento del sitio
Cualquier trabajo de soldadura de tuberías se encuentra bajo OSHA 29 CFR 1910.252 para operaciones de soldadura, corte y soldadura fuerte «entrada en espacios confinados, permisos de trabajo en caliente, ventilación y exposición a humos. La guía de NIOSH sobre el control de humos de soldadura es más importante en sistemas de tuberías cerradas (calderas, recipientes, interiores de tanques) donde los gases de escape locales pueden no ser factibles. Una soldadura que cumple con el código en una zona de trabajo que no cumple con el código sigue siendo una cita a punto de suceder.
Aplicaciones industriales « Energía, petróleo y gas, farmacéutica, nuclear, construcción naval

La soldadura de tuberías aparece dondequiera que sea importante el control de presión, flujo o contaminación. La aplicación impulsa la elección del método más que cualquier otra variable.
| Industria | Articulaciones típicas | Mezcla de métodos |
|---|---|---|
| Generación de energía (vapor, turbina de gas) | Cabezales de calderas, tubos, tanques de transformadores | Robótica GMAW + raíz TIG manual |
| Petróleo y gas (refinación aguas abajo) | Carretes de tubería de proceso, líneas de reactores | Orbital de cabeza abierta + manual |
| Farmacéutica + biotecnología | Tubo sanitario, vía de fluido | Exclusivo orbital de cabeza cerrada |
| Nuclear | Tubo de bucle primario, recipiente a presión | Raíz TIG manual + relleno GMAW, RT 100% |
| Construcción naval | Tubería de casco, lastre, combustible | Manual SMAW + cobot para espacios reducidos |
Fabricación de carretes de tubería de vapor « Contratista EPC, Sudeste Asiático
1.200 carretes de tubería ASTM A335 P22 de alta presión fabricados según ASME B31.1 para una planta de ciclo combinado en Vietnam, en un estricto cronograma de 9 meses. El taller ejecutó una celda TIG/GMAW de proceso dual con seguimiento de costura de visión láser, registrando cada registro de soldadura con números de calor del material para una trazabilidad total « requerida para infraestructura energética crítica. La producción diaria se estableció en 14 carretes, con una tasa de rechazo radiográfico de 2,1%. La línea de base manual en trabajos de carrete comparables ejecuta rechazo 5-8%, por lo que la celda robótica redujo a la mitad la carga de retrabajo junto con la ganancia de velocidad. La página del pilar correspondiente cubre automatización de soldadura de la industria energética en más profundidad.
Costo y retorno de la inversión « ¿Cuándo se amortiza la automatización de soldadura de tuberías?

Los estudios independientes sobre el retorno de la inversión de la automatización de la soldadura rara vez marcan el número que es un umbral de recuperación “limpio”, en parte porque la ecuación de recuperación tiene muchas variables: los ahorros calculados en el taller incluyen el costo de mano de obra, la relación de repetición, el ajuste ascendente, el gas de protección, el retrabajo. tasa y cobertura de turnos. Esas variables se extraen y utilizan a continuación en los insumos que los talleres de fabricación reales tienen a su disposición:
Marco de umbral cruzado de ROI
Una operación automatizada de soldadura de tuberías compensa los costos de capital cuando la mano de obra ahorrada + retrabajo + consumibles superan la inversión en equipos, la capacitación y el tiempo de programación perdido. Los umbrales de cruce típicos son:
- Proporción de repetición: más de 100 ensamblajes idénticos por mes. Cualquier cosa menos falla si no tenemos a alguien que programar
- Costo de mano de obra: $25/h o más cargado. La soldadura manual es aún más económica a $18/h o menos (cargada)
- Mezcla de posiciones: 1G/2G dominante: la construcción parcial no vale la pena para el trabajo 5G/6G
- Control de montaje ascendente: tapas de soldadura de 1,5 mm. El ajuste y el ajuste sueltos empujan la recuperación de la investigación en los últimos 2 años
Los proveedores de equipos de soldadura y los documentos técnicos de los integradores informan múltiples ganancias en el rendimiento de GMAW robótico en comparación con la soldadura manual en costuras de filete largas y repetitivas. Las cifras se basan en “historias de éxito” publicitadas por los proveedores en lugar de estudios de casos revisados por pares, pero son consistentes con nuestros propios datos de implementación de campo de proyectos de tuberías eléctricas. El uso de cables de llenado y gas de blindaje, según muestran los estudios publicados, disminuye de manera bastante significativa, ya que el robot puede funcionar a una velocidad más rápida con un viaje más estable. Las tasas de reelaboración caen de 5-10%, típico de la tienda de tuberías manuales, a un solo dígito bajo en las celdas robóticas controladas por procedimientos.
De hecho, nuestras celdas probadas generan beneficios del proyecto en 12 a 18 meses en tuberías de alimentación y de 14 a 24 meses en tuberías de puentes y astilleros de menor repetición. La caldera de Henan se estropeó en 18 meses; la celda del tanque del transformador Jiangsu, que ejecuta un tiempo de ciclo manual de 8 horas frente a una alimentación de 3 horas, se devolvió en poco menos de 15 meses una vez que la estación de enderezamiento posterior a la fabricación quedó fuera de servicio.
Perspectivas de la industria « Escasez de soldadores, adaptación de IA, tendencias 2026-2030

Dos fuerzas están cambiando la soldadura de tuberías más rápido que incluso la revisión del código: una brecha estructural en el suministro de trabajadores y la automatización. Perspectivas ocupacionales de BLS de EE. UU previsiones, complementadas con Cobertura laboral de AWS, indique una escasez crónica de soldadores cualificados: una gran cantidad de técnicos superiores se están jubilando y las tuberías de formación no se han puesto al día lo suficiente, especialmente para la cualificación 6G y el trabajo de tuberías de proceso, donde la habilidad lleva años adquirirse.
Un segundo factor es la automatización. El Informe Mundial sobre Robótica 2024 de la Federación Internacional de Robótica describe un crecimiento continuo en el stock operativo global de robots industriales, y la mayoría de las nuevas instalaciones anuales se destinan a plantas asiáticas. La adopción por parte de los usuarios finales ha cambiado en los últimos cinco años a medida que el seguimiento adaptativo de costuras y la programación CAD a robot fuera de línea se han convertido en una práctica generalizada. El costo de una celda de soldadura llave en mano ha disminuido en paralelo a medida que los sensores 3D y los rastreadores láser han migrado de integraciones OEM personalizadas a módulos disponibles en el mercado.
La conclusión si es un gerente de planta que está considerando un ciclo capex 2026-2028: no espere que se desarrolle un exceso de soldadores. Automatice las juntas repetidas (láminas de tubos de caldera, tanques de transformadores, tubos sanitarios) y mantenga a los soldadores calificados en los trabajos no repetidos. Programas que integran programación fuera de línea y seguimiento de costuras desde el primer día alcanzan el retorno de la inversión más rápido que el atornillado más adelante. Mi equipo ha visto cómo se desarrolla esta curva en más de 30 mercados de exportación.
Preguntas frecuentes sobre soldadura de tuberías
P: ¿Es difícil soldar tuberías?
Ver respuesta
Las soldaduras de tuberías son más difíciles que las soldaduras de placas porque la junta es circunferencial, la posición varía dentro de una sola pasada en trabajos 5G y 6G, y el acceso al interior casi nunca está disponible para reelaboración. El tubo ranurado de calificación 6G fijado en 45 es la credencial de comerciante individual más amplia, y quien lo obtiene también está calificado para 1G, 2G y 5G. La automatización aún establece el piso de habilidades para una junta repetitiva, pero no reemplaza el criterio para determinar el ajuste o el ojo del artista para que coincida con la fusión diversa.
P: ¿Cuál es la diferencia entre soldadura de tuberías orbital y robótica?
Ver respuesta
La soldadura orbital utiliza un anillo de dientes giratorios para girar el soplete de una sola tubería con ranuras superiores o inferiores en una abrazadera de tubería y se mantiene por delante de la junta con guía y alineación mecánica. La soldadura robótica utiliza un brazo articulado de 6 ejes para llegar desde el exterior de la tubería y la sombra con guía de visión o seguimiento de costuras. Orbital es mejor cuando la aceptación de ASME BPE y AWS D18.1 domina en aplicaciones de pequeño calibre y alta pureza como farmacéutica y semicon. La robótica gana cuando la tubería es grande, las tolerancias son flexibles y la carga útil y el alcance del brazo son importantes.
P: ¿Qué proceso de soldadura es mejor para tuberías «MIG, TIG o stick?
Ver respuesta
Depende del espesor, posición y acceso. SMAW mantiene su cabeza en el campo en reparaciones y tuberías porque tolera el viento y el hollín en la superficie, así como un electrodo como un 6010 o 7018 que se ejecuta en el soporte. GMAW asume el control del taller en pases de llenado y tapa de paredes pesadas porque la automatización de la alimentación de cables aumenta la velocidad de paso en aproximadamente 100%. GTAW ejecuta los pases de raíz en tuberías de aleación críticas en el taller y en cualquier junta que requiera una soldadura limpia. La mayoría de los registros de calificación de procedimientos combinan una raíz GTAW con un relleno GMAW, y muchos talleres también mantienen a mano una capacidad FCAW para trabajos estructurales al aire libre donde el viento derrota una cortina de gas protectora MIG. Cada proceso tiene un punto óptimo que se alinea con una posición particular, el espesor de la pared y el requisito de inspección, por lo que la respuesta correcta suele ser una combinación ajustada a la especificación del procedimiento de soldadura de control en lugar de un único ganador.
P: ¿Puede una celda de soldadura robótica soldar un tubo en el campo?
Ver respuesta
La mayoría de las celdas de 6 ejes son demasiado grandes y dependen de la fijación para el campo. Los minirrobots y las celdas de base magnética, que son más livianas y capaces de enseñar resistencia, satisfacen la necesidad actual. Trabajan en espacios reducidos y aplicaciones sin cercas, como reparación de embarcaciones, y en el transporte por tuberías de una manera similar a SMAW y FCAW manuales (cuesta abajo), como se describe en API 1104.
P: ¿Qué código ASME se aplica a las tuberías de alimentación?
Ver respuesta
9. ASME B 31.1 instala tuberías de energía para plantas de energía nuclear y fósil, incluidos vapor, agua de alimentación y sistemas auxiliares de alta presión. ASME B 31.3 dirige tuberías petroquímicas, de refinación y de procesos químicos. La calificación de soldador de tuberías de energía se incluye en la Sección IX de ASME BPVC. Los códigos de calificación de AWS D10.14 (acero al carbono) y D10.18 (inoxidable) subyacen a la práctica de soldadura de tuberías detrás de cada uno.
P: ¿Cuánto tiempo tarda en amortizarse la automatización de la soldadura de tuberías?
Ver respuesta
La mayoría de los fabricantes esperan que se recuperen en 12 a 18 meses el cambio de dos celdas de soldadura manual por una celda robótica para tuberías de alimentación o trabajos de calderas. Ir a tuberías de astilleros y puentes con una relación de repetición mucho más baja lleva entre 14 y 24 meses. Con menos de 100 ensamblajes idénticos/mes, el tiempo de planificación generalmente reduce el margen a nada y el manual sigue siendo competitivo.
La celda de ciclo de 25 horas para el tubo de la caldera de Henan se devolvió en 18 meses; el tanque del transformador Jiangsu se devolvió en menos de 15.
P: ¿La soldadura robótica reemplazará completamente a los soldadores de tuberías manuales?
Ver respuesta
[No puedo hacer] reparación en campo, calificación especial única, 6G. Las células robóticas y orbitales Shoplet manejan juntas de alta reputación, pero el soldador ha ido río arriba: inspecciones de montaje, problemas de reparación, revestimiento de calidad que [las máquinas] aún no hacen. El recuento de trabajadores de AWS dice que nos faltan seis manos para lo que la automatización puede comer.
Por lo tanto, sólo el patrón práctico es la mejora. [No sustitución.]
¿Comparar opciones de automatización para su línea de soldadura de tuberías?
Solicite una cotización sobre el sistema de soldadura de tuberías →
Acerca de esta comparación
Este documento hace referencia a los resultados de producción de más de 1200 carretes de tubería ASTM A335 P22 soldados a ASME B31.1 por el proyecto EPC de Vietnam de VIP Global Energy, la automatización de láminas de tubos de calderas de carbón de 280 juntas en Henan, China y la soldadura de tanques de transformadores de 110/220 kV. en Jiangsu -ñu, ninguno de los cuales se basa en estimaciones de la industria OEM. Los datos correspondientes sobre rendimiento, tasa de rechazo y retorno de la inversión corresponden a instalaciones de células de soldadura de robots 2024-2026. A continuación se proporcionan documentos técnicos de ASME, AWS e IFR utilizados para el análisis de datos independientes de código, fuerza laboral y robótica.
Referencias y fuentes
- Tubería eléctrica ASME B31.1«5 ) es un texto establecido publicado por la Sociedad Estadounidense de Ingenieros Mecánicos.
- Comité AWS D10 para tuberías y tubos -Sociedad Americana de Soldadura
- Compatibilización avec l'ASME BPVC Sección IX (Aval, calificación soudureur) «Au Etats-Unis par l'AWS (American Welding Society), par l'intermédiaire des codes, ils existente aussi au sein de la sección IX (Le Code d puits et chaudières, código de caldera y recipiente a presión).
- ¿dónde están los soldadores? (En octubre de 2025, estará en las páginas de Welding Digest) Archivos de la Sociedad Estadounidense de Soldadura
- Portal de datos de la fuerza laboral de soldadura de EE. UU «respaldado por la Sociedad Estadounidense de Soldadura
- Récord de 4 millones de robots en fábricas en todo el mundo (2024) « Federación Internacional de Robótica
- Qué es la soldadura de tuberías (conocimientos técnicos) « Organización de membresía industrial TWI
Revisado por el equipo de ingeniería de Zhouxiang «más de 200 patentes en robótica de soldadura desde 1991, fabricante certificado ISO 9001:2015 / ISO 3834-2 / AWS D1.1 / EN 1090 con implementaciones en más de 30 mercados de exportación.
Artículos relacionados
- Tecnología de soldadura robótica « cómo funciona, tipos y aplicaciones
- Cómo elegir un robot de soldadura « Guía de selección
- Robot de soldadura móvil « Guía de especificaciones, tipos y retorno de la inversión 2026
- Estación de robots de soldadura de rieles terrestres « Cómo funciona y guía de selección
- Principales fabricantes de robots de soldadura en 2026


