Свяжитесь с Чжоусяном

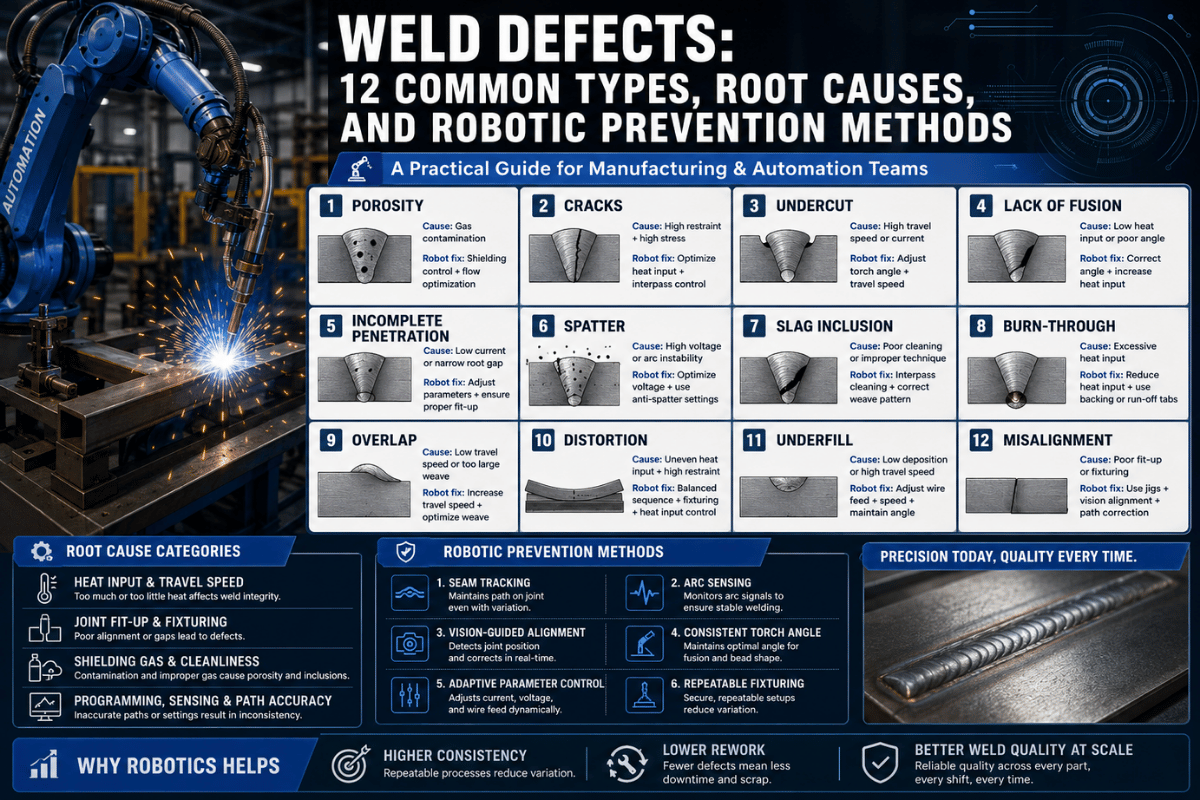
Дефекты сварных швов: 12 распространенных типов, коренные причины и методы предотвращения роботов
Содержание
показывать
Только один дефект сварного шва на ключевом первичном элементе конструкции может каскадно перейти в полную замену секции. в изготовлении цеха и полевая монтаж, одиночный дефект может командовать 5 —8% от общего количества часов сварки в переработку на ручных процессах. когда проверка, выходящая из дефекта, приходит “hot,”, что стоимость снова удваивается.
Структурирован на три уровня риска: практичный, визуально доступный для визуальный осмотрс; инспекция доступна, внутренняя и требует неразрушающего контроля для проверки; и структурный, отказ от нетерпимости согласно любому стандарту.
Инженерное дело Примечание: Все критерии приемки, приведенные ниже, взяты из AWS D1.1:2025 для статически нагруженных нетрубчатых соединений, если не указано иное. Применение циклических, сейсмических и трубчатых конструкций требует дополнительных требований. Обратитесь к полному стандарту и квалифицированному инженеру по сварке для конкретных применений по проекту.
Что такое дефект сварного шва?

Следовательно, с точки зрения стандартов AWS D1.1, тот факт, что сварной шов дефект, не означает, что он страдает от всех возможных дефектов. D1.1 однозначно определяет разницу между
- Прерывистость: любая неравномерность или разрыв в обычной форме сварного шва い изменение геометрии, химического состава или физических характеристик.Прерывистости обнаруживаются почти во всех сварных швах в той или иной степени.
- Дефект: Разрыв, превышающий критерии приемлемости стандарта, которому подчиняется деталь Типичный пример: каждый дефект сварного шва является разрывом, но не в другую сторону.
Хотя на практике это может показаться незначительным, это!Размерная пора на угловом сварном шве, которая меньше пределов распределения aws D1.1, все еще остается разрывом в структуре сварного шва. Если бы он располагался на пазовом шве с полным проникновением соединения (CJP) поперек приложенного растягивающего напряжения, однако это считалось бы дефектом, требующим удаления и ремонта.
Классификация: Внешняя и внутренняя
Недостатки сварных швов можно разделить на два основных типа в зависимости от того, насколько легко их можно обнаружить:
Внешние (поверхностные) дефекты можно увидеть или измерить без использования какого-либо специального оборудования: подрез, перекрытие, разбрызгивание сварных швов, дуговые удары, прогорание и недолив Визуальный осмотр сертифицированным сварочным инспектором (CWI) является первым и наиболее экономичным методом обнаружения.
Внутренние дефекты — наиболее значительная группа сварочных дефектов い, должна быть идентифицирована методами UT, RT или каким-либо другим типом неразрушающего контроля: пористость, неполное плавление, неполное проникновение, шлаковые включения, а также большинство сварных трещин. Эти дефекты более опасны, поскольку они присутствовали в производственных сварных швах, проходящих визуальный осмотр.
Каждый разрыв сварного шва должен оцениваться по приемочной таблице; разрыв сварного шва ниже предела остается в эксплуатации, в то время как те, которые превышают порог, требуют доработки.AWS D1.1 далее делит сварные швы на категорию нагрузки для усталостной конструкции, жесткости циклически нагруженной или медленно приложенной нагрузки. Изготовление стальной конструкции для тяжелой промышленности соответствует визуальным критериям пункта 8, но инженерные конструктивные чертежи могут иметь дополнительные требования к неразрушающему контролю.
В этой таблице представлены все 12 типов дефектов, охватываемых здесь только одной из двух возможных категорий, отсортированных от наиболее визуально очевидных до наиболее структурно критических:
Пористость сварки — причины, типы и предотвращение

Пористость сварного шва: обычный сварочный дефект при сварке MIG/GMAW, возникающий в результате захвата газов при затвердевании сварочной ванны, оставляющий “” в сварном валике (от пор размером с точечное отверстие, которые не видны невооруженным глазом, до отверстия для поверхности, которые выходят из строя даже при визуальном осмотре на месте, до удлиненных червоточин, которые можно увидеть только при осмотре RT или UT.
Что вызывает пористость при сварке MIG?
Причина всегда будет одна и та же: захваченный газ, но он может быть вызван тем, что
- Недостаточный защитный газ: слишком низкий расход газа (цель: 22-30 CFH/10-14 л/мин), утечки газовых шлангов, сквозняки или загрязненный баллон
- Грязный основной материал: окалина мельницы, ржавчина, краска, масло, и влага на основном металле введут водород и СО в сварочную ванну; измельчить или обезжирить в пределах 2″ от зоны сварки
- Чрезмерное выпирание проволоки: вытягивание проволоки более чем на 1/2″ (12 мм) наружу контактного наконечника уменьшит оболочку защитного газа и вызовет нестабильность дуги
- Неправильный угол наклона пистолета: чрезмерное превышение наклона на 15 приведет к тому, что газовый конус сойдет со сварочной ванны, пропуская атмосферный азот и кислород в расплавленный металл
- Влажнонасыщенные электроды или флюс: в SMAW и FCAW влажные расходные материалы разлагаются по дуге и вызывают отверстия в штифте сварного шва
Виды пористости
- Пористость трубопроводов (“wormhole”): удлиненные пустоты, проходящие вдоль оси сварного шва; из-за постоянного выделения газа из влаги или посторонних веществ в основном материале
- Поверхностная пористость: видимые отверстия в поверхности сварного шва; в большинстве конструкционных сталей это выбрасываемый дефект, если только пузырьки не могут быть измерены количественно, например, для сосудов под давлением воды или других компонентов с кодовой привязкой.
- Распределенная (подповерхностная) пористость: сферические пустоты, равномерно распределенные внутри сварного отложения; можно обнаружить только с помощью RT или UT
AWS D1.1:2025 Пределы допустимого пористости
Для визуального осмотра на месте статически нагруженных элементов (таблица 8.1):
- Сварные швы канавок: общая видимая пористость трубопроводов 1/32 дюйма. (1 мм) диаметр не должен превышать 3/8 дюйма. (10 мм) в любом линейном дюйме сварного шва и не более 3/4 дюйма. (20 мм) в любом 12-дюймовом (300 мм) сечении сварного шва
- Сварные швы канавок CJP перпендикулярны направлению расчетного растягивающего напряжения: видимая пористость не допускается
- Филейные сварные швы: Видимая пористость трубопроводов не допускается.
Профилактика
Проверьте расходомер газа в начале каждой рабочей смены. проверьте гильзу и сопло пистолета на предмет накопления брызг; если они значительны, это будет наиболее вероятной причиной кратковременной и прерывистой пористости на правильно калиброванной установке MIG. Для тяжелых окалин на стальных пластинах механическое измельчение до яркого металла в зоне сварного шва, как правило, более надежно, чем только химическая очистка.
Подрез в структурной сварке

Подрез: канавка или канал, расплавленный в основной металл на носке сварного шва, который не заполнен металлом сварного шва. Это вызывает уменьшение площади элемента поперечного сечения на одном из наиболее нагруженных напряжением участков: носке сварного шва.
Что такое допустимое подрезание при структурной сварке?
AWS D1.1:2025 показывает следующие критерии приемлемости для подрезки...
| Категория сварки | Максимальная глубина подреза | Примечания |
|---|---|---|
| Первичный элемент поперек приложенного растягивающего напряжения | 1/32 дюйма. (0,8 мм) | Самый строгий предел; усталость критическая |
| Все остальные сварные швы | 1/16 дюйма. (1,6 мм) | Макс. для 2 дюймов. (50 мм) совокупная длина; вообще нет подреза на последнем дюйме сварного шва |
Причины подрыва
- Высокое напряжение дуги - избыточная энергия приводит к тому, что металл плавится быстрее, чем материал наполнителя может заполнить канавку
- Скорость движения до быстро-недостаточного времени отложения на стыковом носке (пальцах); дуга выкапывает носок, и проволока не успевает
- Неправильный угол электрода-филе при слишком крутом рабочем угле энергия дуги направляется в носок нижней пластины, вызывая подрез в носке верхней филе
- Слишком широкошаровые сварочные ванны переплетения наиболее тонкие на дистальном гребне, поэтому они не смогут заполнить паз на носке
Ремонт
Ремонт сварного шва поднутрения требует шлифования гладкой ♪ при условии, что оставшееся горло все еще соответствует расчетному размеру. если шлифование уменьшит эффективное горло ниже минимума, показанного на утвержденном чертеже, перед шлифованием заподлицо требуется масляный проход для заполнения канавки.
Сварные трещины — самый опасный дефект

Трещины имеют нулевые критерии приемлемости по категориям AWS D1.1-голол, всем направлениям, любому размеру. Без удаления трещины сварного шва не может быть. AWSD1.1 не объявляет трещину хуже любой другой трещины.
Трещины делятся на два принципиально разных режима разрушения Горячая трещина образуется при повышенной температуре в металле сварного шва во время или вскоре после затвердевания; холодная трещина образуется еще долго после охлаждения сварного шва; до нескольких дней спустя. от каждого необходимо защищаться с помощью другой техники.
Горячие трещины против холодных трещин
| Собственность | Горячие трещины | Холодные трещины (HIC) |
|---|---|---|
| Температура формирования | Во время или сразу после затвердевания (выше 1200°С) | После охлаждения ниже 200°С часто ♪ часы или дни спустя |
| Коренная причина | Зернограничное растворение + напряжение усадки при затвердевании | Водород + остаточное напряжение + чувствительная микроструктура (отсроченное растрескивание) |
| Расположение | Сварка металлической осевой линии, кратера, зоны термического влияния (трещины ликвации) | зона термического влияния (HAZ), подбуртик, металлический корень сварного шва |
| Первичная профилактика | Контрольный ввод тепла, состав присадочного металла (пределы C/S/P), кратеры засыпки | Разогреть до 100 — электроды с низким содержанием водорода (обозначение H4 или H8) |
Критический: Холодная трещина (англ.chold crack) результат водород-индуцированного растрескивания (HIC) ♪ является уникально опасным, потому что сварные швы могут пройти первоначальный осмотр и трещину спустя дни. каждая холодная трещина, которая образуется через задержку HIC, должна быть полностью выкопана до начала ремонта сварного шва. Атомы водорода диффундируют через металл сварного шва после затвердевания; когда они накапливаются и рекомбинируют в микропустотах, локализованное давление может превышать пластичную емкость материала. Высокоудерживающие соединения на толстых конструкционных участках подвергаются наибольшему риску.
Другие типы трещин
- Трещины кратера неглубокие расходятся от кратера сварного шва в точке окончания дуги. Все трещины кратера являются отбраковками под AWS D1.1. Заполните кратер и сломайте дугу, чтобы предотвратить этот тип горячей трещины.
- Трещины повторного нагрева образуются в зоне термического влияния во время PWHT или эксплуатации при высокой температуре. Они наиболее распространены в высоколегированных и устойчивых к ползучести сталях.
- Пластинчатый разрыв-Шаговое разрушение в плоскости рабочей поверхности пластины из-за растягивающего напряжения по толщине в прокатном листе с низким содержанием стали Z.
Профилактика
Пределы температуры предварительного нагрева и межпроходной сварки для сварки конструкционной стали на AWS D1.1 Пункт 7 (Изготовление).Издание 2025 года облегчило ограничения для ряда форм соединений и компонентов. Как и все, что имеет толщину менее 1 дюйма, (25 мм), внутренние сварные швы требуют предварительного нагрева до 100120°C (212248°F) устойчивые на протяжении всей сварки для снижения остаточного напряжения и скорости диффузии водорода. Температура межпроходной обработки должна поддерживаться от предварительного нагрева до закалки. Укажите электроды с низким содержанием водорода (E7018 (H4R или H8) для SMAW, проволоку ER70S-6 для GMAW с сухими цилиндрами и храните электрод SMAW в стержневой печи с плотностью 250-300F до использования. Любая трещина показывает, что автор не выполняет требования к утвержденному WPS, а требования к предварительному нагреву должны соответствовать требованиям исходного сварного шва, даже при ремонтных работах.
Неполное слияние и неполное проникновение

Два типа внутренних дефектов взаимосвязаны по одной причине - их невозможно увидеть при визуальном осмотре. Оба являются неспособностью металла сварного шва прилипнуть к соседнему металлу и создают газонепроницаемый плоский разрыв, который служит усилителем напряжения в нагруженной части сварного шва.
Отсутствие синтеза (неполный синтез)
Отсутствие сплавления — возникает, когда металл сварного шва не полностью плавится с основным металлом, а также не с предыдущим сварным валиком. Это оставляет трещину на линии связи, которая представляет собой плоскую пустоту с почти нулевым открытием и является отличным инициатором трещины.
Первичные причины:
- Неправильный угол пушки (0-15 от вертикали в угловых сварных швах) — дуга ap планирует сварочную ванну перед фронтом плавления.
- Скорость движения слишком высока (пул продвигается вперед до достижения адекватного слияния боковых стенок)
- Недостаточная подача тепла может быть связана с: Напряжением или скоростью подачи проволоки, слишком низкой для поперечного сечения соединения
- Грязные шовные препарирующе-оксидные слои как тепловой барьер на границе плавления
Холодное нахлест - это другой, но связанный с ним дефект: металл сварного шва переполняет и перекатывается через носок сварного шва без приварки к основному металлу. Это вызвано тем, что работа движется слишком медленно, так что сварочная ванна переполняется и становится выдвинутой вперед движущейся рабочей детали. Холодное нахлест и отсутствие сплавления могут, и часто происходит, на одном и том же проходе сварного шва.
Неполное проникновение
Неполное проникновение: указывает, что сварной шов не переходит на глубину, необходимую в соединении. Для сварного шва CJP (полное проникновение соединения) неполное проникновение будет считаться дефектом. Для сварного шва PJP требуемое горло должно соответствовать расчетному размеру.
Причины: отверстие корня слишком плотное, отсутствие подвода тепла в зависимости от толщины пластины, скорость движения слишком высока при проходах корня или неправильный размер электрода/провода для геометрии соединения
Обнаружение
Оба типа являются типами проникновения при проверке и надежно обнаруживаются с помощью UT или RT. Хотя использование UT распространено в конструкционной стали, оно может обнаружить все плоские дефекты, которые являются дефектами, параллельными лучу, тогда как RT не может обнаружить явное отсутствие дефектов плавления, поскольку они не дают никаких изменений плотности на пленке. Если сомневаться, оба дополняют друг друга.
Полное сравнение с нашим руководство по методам испытаний сварных швов.
Поверхностные дефекты — бьют по бьют, дуги, перекрываются, прогорают через пролив

Дефекты поверхности могут быть просто косметическими или структурными в зависимости от применения. В следующей таблице суммированы четыре наиболее распространенных поверхностных дефекта, их структурная значимость и требования к ремонту в соответствии с AWS D1.1:
| Дефектировать | Первичная причина | Структурный риск | Лечение AWS D1.1 |
|---|---|---|---|
| Сварной брызг | Недостаточный защитный газ, грязный основной металл, высокое напряжение, чрезмерное прилипание | Низкий косметический, если не скрыть поверхностный дефект | Удалять, когда это необходимо для последующего неразрушающего контроля или покраски; в большинстве условий нет жесткого ограничения по размеру |
| Дуговой удар | Случайный дуговой контакт вне зоны сварки | Высокий в ЗТВ создается локализованная затвердевшая зона, которая может вызвать усталостные трещины | Требуется ремонт в первичных элементах конструкции; гладко измельчите и проверьте с помощью МТ или ПТ |
| Прогореть | Чрезмерная теплоемкость; тонкий основной металл (<1/8 дюйма./3 мм) | Высокий нутрение через основной металл, потеря поперечного сечения | Ремонт методом обратной сварки с задней поверхности; уменьшить теплоемкость для последующих проходов |
| Недополнение | Скорость движения слишком быстрая; недостаточный депозит за проездной | Умеренный размер — уменьшает эффективный размер сварного горла ниже конструктивного | Дополнительный проход сварного шва, необходимый для восстановления минимального размера горловины или лица |
| Перекрытие сварных швов | Скорость движения слишком низкая; сварочная ванна переворачивается через носки без сращивания | Умеренное undused перекрытие создает не на носке при растягивающем нагружении | Удалить шлифованием; повторно сварить носок, если нет сращивания |
Дуговые удары по основному металлу особенно важны при изготовлении конструкций. Дуговой удар быстро нагревает сталь, а затем быстро закаливает ее, упрочняя стальную закалку поверхности посредством мартенситного превращения и создавая твердый, хрупкий слой, который подвергается воздействию циклической нагрузки на мостовые балки, крановые рельсы и каркасы конструкций. Если дуговой удар расположен на основном элементе, все необходимо отремонтировать в соответствии с шлифованием AWS D1.1, обычно все это должно быть направлено на закаленную область, полностью удаляя закаленную область, тогда секция находится в пределах допусков по размерам.
Узнайте об управлении качеством сварки на заводе по производству конструкционной стали.
AWS D1.1:2025 Критерии приемки — краткая ссылка

Критерии приемлемости визуальных проверок для нетрубчатых статически нагруженных соединений конструкционной стали кратко изложены ниже для AWS D1.1/D1.1M:2025, последнего издания Кодекса структурной сварки (код структурной сварки) стали, опубликованного в мае 2025 года.
Это предназначено в качестве полевого справочника для сварочных инспекторов и инженеров по обеспечению качества. Всегда подтверждайте официальным стандартом для конкретного проекта, циклически нагруженные сейсмические трубчатые конструкции будут иметь дополнительные требования.
| Тип дефекта | AWS D1.1:2025 Лимит (визуальный) | Применяется к | Примечание |
|---|---|---|---|
| Трещины | Нулевая толерантность не разрешено | Все типы сварных швов | Никаких исключений по размеру или местоположению |
| Пористость (пазовой сварной шов) | Сумма пор ≥1/32 дюйма.: ≤3/8 дюйма. на линейный дюйм; ≤3/4 дюйма. на 12 дюймов. длина | Пазовые сварные швы, статическое нагружение | Согласно таблице 8.1 |
| Пористость (CJP, поперечная растяжение) | Не разрешено | пазовые сварные швы CJP поперечны растягивающему напряжению | Строгая категория |
| Пористость (фильтровальный шов) | Никакой видимой пористости трубопроводов | Филе сварных швов | Рассеянная недра может быть приемлемой по критериям RT |
| Подрез (основной элемент, поперечный натяжению) | ≤1/32 дюйма. (0,8 мм) | Первичные члены напряжения | Критический предел усталости |
| Подрез (другие места) | ≤1/16 дюймов. (1,6 мм) | Вторичные члены, некритические пальцы ног | Применяется максимальная совокупная длина |
| Неполный сплав | Недопустимо | Все типы сварных швов | UT или RT необходимы для обнаружения |
| Дуговые удары (бейс-метал) | Требуется ремонт | Первичные структурные члены | Измельчите гладко; проверьте MT/PT |
| Сварной брызг | Удалить, когда это необходимо для доступа к неразрушающему контролю | Все сварные | Нет явного ограничения размера в статических приложениях |
Что изменилось в AWS D1.1:2025?
Хотя некоторые изменения в издании 2025 года (издание 23 рд) напрямую влияют на практику изготовления, они особенно примечательны.
- Официально включенный подпункт 4.7 (LRFD) — "Проектирование нагрузки и коэффициента сопротивления" - представляет собой таблицу 4.3 доступных значений прочности сварных соединений; инженеры, работающие над методологией LRFD, теперь имеют прямую поддержку соответствия кодам
- Расширенные положения МТ и ПТ - новые положения предусматривают требования к инспекциям, квалификацию персонала и информацию о документации процедур для испытаний на магнитные частицы и пенетрант
- Требования к прочности - дополнительные положения предусматривают критерии вязкости по Шарпи V-образному надрезу (CVN) для металла сварного шва и ЗТВ
- Классификация присадочных металлов AWS A5.36 удаляется по всему стандарту (система электродов с порошковым сердечником)
- Новое приложение S- касается добавления новых базовых материалов в AWS D1.1/D1.1M
Смотрите наши Обзор стандартов сварки AWS для каждого по пунктам сравнения между изданиями 2020 и 2025 гг. полный стандарт можно приобрести в интернет-магазине ANSI или непосредственно в Американском сварочном обществе.
Поперечное справочное примечание: ISO 5817- Сварка: сварные соединения - Уровни качества при дефектах (уровни B, C, D) - широко используется для европейского структурного использования и обеспечивает широко эквивалентные классификации качества ISO 3834- регулирует требования к качеству процесса сварки плавлением как такового. Международные проекты цепочки поставок могут требовать соблюдения как AWS D1.1, так и ISO 5817 одновременно.
Как обнаружить дефекты сварного шва прометоды NDT

Выбор подходящего метода неразрушающего контроля (NDT) для каждого дефекта сварки зависит от типа дефекта, геометрии сварного шва, основного материала и стандарта контроля. матрица ниже отображает наиболее распространенные дефекты сварного шва в первичные и вторичные методы неразрушающего контроля, используемые в конструкционной стали проверка сварного шва.
| Дефектировать | Первичный метод | Вторичное/Подтверждающее | Примечания |
|---|---|---|---|
| Трещины на поверхности, подрез, перекрытие | ВТ (Визуальное тестирование) | МТ или ПТ для подтверждения трещины | Первый этап проверки; Требуется квалификация CWI |
| Поверхностные и приповерхностные трещины в ферромагнитной стали | МТ (Испытание магнитных частиц) | ПТ для немаг материалов | Новые положения МТ в AWS D1.1:2025; обнаруживает трещины до 1/4 в. глубины |
| Дефекты разрушения поверхности, дуговые удары (немагнитная сталь) | PT (тестирование жидкого пенетранта) | МТ, если материал ферромагнитный | Новые положения PT в D1.1:2025 |
| Неполное сращивание, неполное проникновение, внутренние трещины | UT (Ультразвуковое тестирование) | RT для объемного подтверждения | Лучше всего для плоских дефектов; ПАУТ (приложение Н) предпочтительнее для толстых участков ≥5/8 дюйма. |
| Пористость, шлаковое включение, дефекты корней, неполное проникновение | RT (Радиографическое тестирование) | УТ при плотных плоскостных дефектах | Создает постоянную запись фильма; RT может пропустить плотный LoF перпендикулярно лучу |
Ручной VT против автоматизированного искусственного интеллекта
Обычный визуальный осмотр обученным сертифицированным сварочным инспектором (CWI) обнаруживает примерно 87% поверхностных и приповерхностных дефектов на производственной пропускной скорости Автоматизированные системы искусственного интеллекта - чаще интегрируются в роботизированные сварочные ячейки - в настоящее время имеет показатели обнаружения 9699% для поверхностных обнаруживаемых дефектов, с более низким уровнем ложноположительных результатов, поскольку алгоритм применяет единый порог обнаружения без факторов усталости, которые могут оставить человека-инспектора слепым к незначительным видимым дефектам после длительной смены.
Современный уровень техники для проверки сварных швов при производстве конструкционной стали сочетает в себе автоматизированное поточное видение искусственного интеллекта (для определения пористости, брызг, недостаточного размера) с послесварным UT или PAUT (для внутренних дефектов).
Полное сравнение возможностей неразрушающего контроля конструкционных сварных швов см. в нашей статье руководство по методам испытаний сварных швов и Руководство по выбору метода неразрушающего контроля.
Предотвращение дефектов сварки — Управление параметрами under Control

Большинство дефектов сварного шва вызваны не только неопытностью оператора.Параметр ползучести напряжения дрейфа, колебания скорости подачи проволоки, ухудшение потока газа - в равной степени ответственен за образование дефектов на установленных сварочных установках. систематический контрольный список параметров до и во время сварки предотвращает большинство распространенных дефектов до их образования.
Инженерное примечание (Основы принятия решений): При появлении дефекта сварного шва в производстве используйте диагностическую матрицу ниже, чтобы определить наиболее вероятное отклонение параметра. В изготовление конструкционной стали, самый быстрый путь к дефекту первопричина является проверка параметров い замена оператора. один и тот же рисунок дефекта от нескольких сварщиков на одной и той же настройке почти всегда указывает параметр или оборудование проблема.
Диагностическая матрица дефектов
| Дефектировать | Наиболее вероятная первопричина | Регулировка параметров | Проверка Проверка |
|---|---|---|---|
| Пористость | Потеря или загрязнение защитного газа | Проверьте поток 22230 CFH; чистая насадка; уменьшите выпирание до ≤1/2 дюйма. | Проверьте газ на поверхности сопла с помощью расходомера |
| Подрезать | Напряжение дуги слишком высокое; скорость движения слишком быстрая | Уменьшите напряжение 1 — 11 В; уменьшите угол хода электрода; уменьшите угол хода | Измерьте глубину подреза с помощью сварочного аппарата |
| Отсутствие термоядерного синтеза/холодного круга | Недостаточный нагрев; неправильный угол стрельбы | Увеличить напряжение WFS; поддерживать угол пушки 0 (15°); проверять WPS | Осмотр пропусков подозреваемых UT |
| Холодные трещины (HIC) | Водород + удерживающее устройство + недостаточный предварительный нагрев | Разогреть до 100 (120°С); использовать электроды с низким содержанием водорода H4/H8; запекать стержни | Задержка проверки МТ 48 часов после сварки для обнаружения замедленного растрескивания |
| Прогореть | Чрезмерное тепловыделение на тонкой пластине | Уменьшить напряжение/WFS; увеличить скорость движения; проверить совместную посадку | Проверьте толщину пластины в зависимости от диапазона теплоподвода WPS |
| Брызги | Грязный недрагоценный металл; недостаточный газ; высокое напряжение | Чистая зона сварки; проверить поток газа; уменьшить напряжение/выкачивание | Визуальная проверка + дуговой звук (гладкий = правильный) |
Все изменения параметров должны регистрироваться и утверждаться через вас Спецификация процедуры сварки (WPS) до любой производственной сварки. AWS D1.1 Пункт 5 охватывает квалификацию WPS и требуемые переменные изменения (любые изменения в заданных значениях параметров за пределами квалифицированного объема потребуют переквалификации WPS.
Как автоматизированная сварка уменьшает дефекты сварки
Даже роботизированная сварка не предотвращает дефекты сварки い она смещает режим отказа В ручных операциях сварки часто встречается частота дефектов 5 —8% сварных швов на заряд. Для модели роботизированная система ниже 1%. Эта экспозиция 1% почти полностью связана с сбоями выравнивания приспособлений и сбоем управления расходными материалами, а не с каким-либо присущим сварочному процессу качеством.
В этом: они управляют постоянным напряжением дуги, скоростью движения, скоростью подачи проволоки, углом горелки, которые являются наиболее значимыми параметрами процесса, влияющими на частоту дефектов ручной сварки. Исследование Boston Consulting Group показало улучшение показателей дефектов на 25% для производителей, которые интегрировали роботизированные сварочные системы.
Автоматизированный контроль качества
ИИ-видение, интегрированное в роботизированные сварочные ячейки, достигает 96 (999%) скорости обнаружения поверхностных и приповерхностных дефектов (9-12 процентных пунктов лучше, чем обученный ручной визуальный контроль при производительной пропускной способности.Улучшение происходит за счет последовательных порогов принятия решений, отсутствие усталости (ИИ) применяет стандарты измерения в равной степени к первому сварному шву или десятой тысячной.
Для конструкционных сталей — дизайн Чжоусяна Интеллектуальная система сварки стальных конструкций захватывает весь каскад предотвращения дефектов: управление процессом с обратной связью для предотвращения точечных отверстий и подрезов, отслеживание лазерного шва во избежание отсутствия дефектов плавления на кривых и неровных поверхностях, а также комплексный контроль после сварки для выявления отклонений размеров перед доставкой в поле.
Полное сравнение качества автоматической и ручной сварки см. в нашем разделе роботизированная сварка в сравнении с ручным сварочным руководством или просмотрите пример случая автоматизация сварки стальных конструкций в действии.
Рассчитайте рентабельность инвестиций для уменьшения дефектов: Используйте Чжоусян сварочный робот ROI Калькулятор чтобы смоделировать влияние снижения текущего уровня дефектов на инвестиции в автоматизированную систему. Входы включают часы доработки, стоимость неразрушающего контроля за сварным швом и текущий уровень дефектов.
Часто задаваемые вопросы о дефектах сварного шва
Каковы 10 наиболее распространенных дефектов сварки?
Верхние 10 наиболее распространенных дефектов сварного шва при изготовлении конструкционной стали: (1) пористость, (2) подрез, (3) неполное плавление, (4) холодное растрескивание (водородное растрескивание), (5) горячее растрескивание (растрескивание затвердевания), (6) неполное проникновение, (7) включение шлака, (8) брызги сварного шва (грубый дефект маскировки), (9) дуговые удары, и (10) под заполнением. Пористость является наибольшим фактором неудач сварки MIG/GMAW; подрез доминирует в сварных швах конструкционных нитей. Трещины, хотя и не так распространены, не имеют нулевого допуска в терминологии AWS D1.1 и являются наиболее серьезной категорией дефектов.
Какой дефект сварного шва является самым серьезным?
Сварка трещины. AWS D1.1 имеет нулевой допуск для трещин — они не допускаются, будь то небольшие, удлиненные, в худшем случае горячие и холодные трещины, в худшем случае углы открытия или в худшем случае положение нагрузки.Ни одна другая категория дефектов не получает этого отбраковки одеяла. Холодные трещины — представляют собой вторую по серьезности категорию неисправностей.
В чем разница между дефектом сварного шва и разрывом сварного шва?
Все сварные швы будут иметь разрывы — места расположения или особенности физических разрывов или переменные значения свойств, которые отклоняются от обычно ожидаемого состояния сварного шва. разрыв сам по себе не является отказом или дефектом; только если разрыв превышает пределы, указанные как приемлемые применимым стандартом, это будет считаться дефектом. Согласно AWS D1.1:2025, пористость углового сварного шва в таблицах для приемлемого содержания пористости является исправным разрывом; тот же уровень пористости в продольном соединении CJP при растяжении является дефектом, который следует удалить и заменить. Это различие может оказать прямое влияние на затраты на производство, переработку и последующий процесс.
Можете ли вы сварить дефект сварного шва?
Нет, нельзя просто наложить сварной шов на дефект сварного шва. необходимо удалить дефектный металл сварного шва шлифованием, протравливанием (дуговой воздух или плазма), механическими средствами до добротного металла. затем выкопанную область повторно сваривают в соответствии с утвержденным WPS.
Сварка поверх дефекта инкапсулирует исходный дефект, оставляя его под новым отложением. трещины, в частности, должны быть полностью заземлены. это означает трещину и любой окружающий тепловой материал.
Как вы фиксируете пористость при сварке?
Устранение пористости состоит из двух простых этапов: (1) физическое удаление зараженного металла сварного шва путем шлифования или дуговой выкалывания металла хорошего качества и повторной сварки; (2) повторное исправление основной причины проблемы. Большинство случаев пористости сварки MIG связаны с проблемой потока защитного газа, поэтому подтвердите скорость потока в пределах 22-30 CFH. Также проверьте сопло на предмет его блокировки брызгами, утечек шлангов и тяговых блоков в зоне сварки.
Если они были устранены как причина, посмотрите на чистоту недрагоценных металлов и длину выпирания проволоки (ограниченную ½ дюйма от поверхности сопла). Если подповерхностная пористость продолжает оставаться проблемой, рассмотрите возможность загрязнения проволочной катушки грязью или основного металла, который является влажным и требует предварительного нагрева.
Резюме
Дефекты сварки в конструкционной стали предсказуемы, и в большинстве случаев контролируются с помощью параметров, правильной подготовки соединений и процедур проверки. Самые разрушительные дефекты сварного шва, холодные трещины, неполное плавление и пористость недр также видны невооруженным глазом. именно они требуют упреждающих процедур неразрушающего контроля, прежде чем они станут проблематичными.
К счастью, AWS D1.1:2025 дайте нам критерии приемки. Инженерным достижением является разработка технологической дисциплины для применения.
Для производителя конструкционной стали большого объема, который хочет сократить количество дефектов на каждом этапе пути, роботизированные сварочные системы которые сочетают контроль параметров с обратной связью с инлайн-контролем могут взять ручную частоту дефектов от 5 до 8% вплоть до ниже 1% (Так революционизируя экономику структурного изготовления, не жертвуя при этом соблюдением стандарты структурной сварки. Свяжитесь с нашей инженерной командой Чжоусяна для оценки вашей текущей программы качества сварных швов.


