Свяжитесь с Чжоусяном

Методы испытаний сварных швов: Полное руководство по неразрушающему контролю конструкционной стали (2026 г.)
Содержание
показывать
Что такое испытание сварки и что происходит при отказе сварного шва
Испытание сварного шва - это проверка завершенных сварных швов на предмет их соответствия требуемой конструктивной прочности и размерам компонентов до того, как сварной шов подвергнется фактическим эксплуатационным нагрузкам. Испытание сварного шва можно разбить на две ветви: неразрушающие испытания или неразрушающий контроль, который далее разбивается на три подгруппы, и разрушающие испытания, которые разрушают и/или истощают сварной шов, чтобы физически измерить механические свойства.
Краткий обзор технических характеристик — краткий обзор тестирования на сварке
| Две основные категории | Неразрушающий контроль (НДТ); Разрушающий контроль (ДТ) |
| Первичные методы неразрушающего контроля | Визуальный (VT), ультразвуковой (UT/PAUT), рентгенографический (RT), пенетрантный (PT), магнитный элемент (MT) |
| Первичные методы DT | Испытание на изгиб, испытание на растяжение, макротравление, разрыв |
| Управляющий кодекс (конструкционная сталь, США) | AWS D1.1/D1.1M:2020 ♪ Структурный сварочный код — стальной сварочный код |
| Обязательный минимум | 100% визуальный осмотр всех сварных швов (D1.1 пункт 6.9) |
| Размер рынка неразрушающего контроля (2025 г.) | $14,99 млрд, рост на 8,3% CAGR до 2030 года |
Стоимость пропущенного дефекта сварного шва значительна В отчете Института сварки (TWI) рассчитана средняя стоимость ремонта по секторам нефтегазового и энергетического производства 1-3% с пиком 25% в соединениях с ограниченным доступом (и единичными встречами в регионе 50%).На конструкционной стали 80-90% эксплуатационного разрушения происходит из-за усталостного разрушения (Исследовательский затвор, 2021) и большая часть этого, опять же, была вызвана дефектами, идентифицируемыми на этапе проверки.
Глядя на цех, однако, цифры более четкие, Отраслевые пользователи на форуме AWS жалуются на терпимый коэффициент отклонения цеха 1-2%; отраслевая норма, применяемая большинством производителей, когда отклоненный процент доходит до 5%, чтобы принять последующие меры для сварных швов с полным совместным проникновением (CJP) от spot-UT до 100% UT до тех пор, пока неприемлемый процент снова не упадет. Один цех работал на 15% в течение пятнадцати лет, пока не решил проблему сварщика, вызывающую коренные причины. Сколько бы это ни было, любая переработка требует труда, газа, расходных материалов, задержки графика: финансы истощаются.
Как вы тестируете сварной шов?
Начните с визуального контроля 100%, который является минимальным требованием всех структурных кодов стали, и ничего не стоит при правильном применении Для сварных швов с канавками полного проникновения AWS D1.1 утверждает, что требуется объемный контроль: UT, RT, или в некоторых случаях MT. VT предназначен для определения условий поверхности и проверки чистоты сварных швов, включая профиль и геометрию. UT и RT предназначены для определения внутренних условий: кластеры пористости, включения шлака, отсутствие сплавления, которое не может быть видно невооруженным глазом. Разрушающие испытания (изгиб, растяжение) разрешены в случае испытаний как квалификация WPS, но не фактические производственные сварные швы.
8 дефектов сварки, которые предназначены для устранения при тестировании

Методы неразрушающего контроля не взаимозаменяемы; все они специализируются на обнаружении определенного вида дефектов в определенном месте. Прежде чем определить подходящий метод проверки, производитель должен знать, какие типы разрывов ожидаются для конкретного процесса, материала и формы соединения и т. д.! В следующей таблице подробно описаны восемь типов неисправностей, с которыми сталкиваются большинство инспекторов по стали.
| Дефектировать | Коренная причина | Серьезность | Лучшее обнаружение | Пособие AWS D1.1 |
|---|---|---|---|---|
| Трещины | Водород, усадка, ограничение | Критический | UT, PAUT, MT, PT | Нулевой допуск всегда отклоняется |
| Отсутствие термоядерного синтеза (LOF) | Недостаточная теплоемкость, быстрое путешествие | Высокий | ЮТ, ПАУТ, РТ | Не разрешается |
| Неполное проникновение (ИП) | Неправильные параметры, плотный зазор корня | Высокий | РТ, ЮТА | Не разрешено в CJP; ограничено в PJP |
| Пористость | Влага, загрязнение, потеря защитного газа | Умеренный | РТ (лучший), УТ, ВТ (поверхность) | Максимальная кластерная нагрузка 6 мм на сварной шов 300 мм (статическая) |
| Подрезать | Избыточный ток, неправильный угол электрода | Умеренный | ВТ, манометр сварного шва | Макс. 1 мм (статический); максимум 0,25 мм (циклический) |
| Шлаковое включение | Плохая очистка межпереходов (SMAW/FCAW) | Умеренный | РТ, ЮТА | Индивидуальные размеры ограничены таблицей 9.1 |
| Перекрытие/холодный круг | Низкий огонь, быстрое движение, неправильный угол | Умеренный! | ВТ, ПТ | Не разрешается |
| Прогонный | Избыток тепла, тонкий материал | Умеренный | ВТ | Не разрешается |
Инженерное примечание — Discontinuity vs Defect Прерывистость определяется как разрыв однородности металла сварного шва, т.е. пористости, включения, подреза и т. д. Дефект является разрывом вне критериев принятия кода и должен быть устранен/отклонен. Не каждый разрыв является дефектом.Если тот же инспектор скажет ‘указания найдены’, только после того, как он сравнит показание с таблицей 9.1. (VT) или приемочной таблицей UT AWS D1.1 дефект правильно идентифицирован. Конструкционная сталь: Иерархия тяжести: Трещины> отсутствие плавления> Неполное проникновение> Пористость> Подрезать (в пределах).
Сравнение 6 методов испытаний сварных швов неразрушающего контроля (визуальные, UT, PAUT, RT, PT, MT)

В различных методах неразрушающего контроля используются разные физические принципы, определяющие их способность обнаружения, глубину проникновения и эксплуатационные затраты. Все шесть методов, используемых при изготовлении конструкционной стали, сравниваются ниже.
| Метод | Обнаружены дефекты | Возможность глубины | Относительная стоимость | Использование конструкционной стали |
|---|---|---|---|---|
| ВТ (Визуальный) | Только поверхность | Поверхность | Самый низкий | 100% обязателен; все совместные типы |
| УТ (Ультразвуковой) | Трещины, LOF, пористость, включения | Полная толщина | Умеренный | пазовые сварные швы CJP; пластина >5/16″ |
| PAUT (Фазированная решетка UT) | Трещины, LOF, плоские дефекты; превосходный размер дефектов | Полная толщина; Боковое разрешение 1 (мм) 2 мм | Умеренный! | Сварные швы CJP 3/16″ 8″ на D1.1:2020 Приложение H |
| RT (рентгенографический/рентгенография) | Пористость, включения; хорошее объемное изображение | Полное сечение; постоянная запись фильма | Высокий | Сварные швы; тонкая-средняя пластина; труба |
| ПТ (жидкий пенетрант) | Открытые поверхностные трещины, пористость | Только поверхность | Низкий | Все материалы, включая немагнитные (SS, Al) |
| МТ (Магнитная частица) | Поверхностные и приповерхностные трещины | Поверхность + ~3 мм подповерхность | Низкосодержит | Только ферромагнитный углерод и низколегированная сталь |
Достаточно ли визуального контроля сварных швов для конструкционной стали?
Для угловых сварных швов под AWS D1.1 (статически нагруженные конструкции) простое использование визуального осмотра в одиночку сделает “ если каждый сварной шов находится в пределах размеров и профиля, показанных в таблице 9.1 Но для полного проникновения в соединение (CJP) канавочные сварные швы, D1.1 требует объемного осмотра либо UT, RT, либо MT в конкретных ситуациях. Почему? Геометрия.Планарное отсутствие-сплавления или плотное растрескивание параллельно линии сварного шва является слепым пятном для глаза, но легко подхватывается UT. Инспектор на форуме AWS резюмировал его так: 100% визуальный осмотр становится только визуальным осмотром 80%, потому что вещи можно пропустить. VT - золотой стандарт, а не золотая медаль для любого сварного шва CJP в конструкционной стали.
Ультразвуковое тестирование (UT) い Стандарт для толстой конструкционной стали
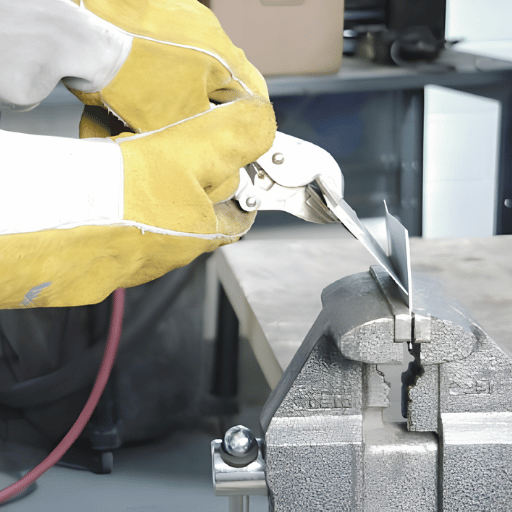
Обычный UT посылает высокочастотные звуковые импульсы (а именно 2-5 МГц) в сварной шов от наклонного преобразователя на поверхности пластины, с внутренними дефектами, производящими обратное эхо. Фаза и величина отраженного сигнала раскрывают размер дефекта и глубину. AWS D1.1 Часть F задает UT толщиной от 5/16 (8 мм) до 8 (200 мм) дюймов швов канавок CJP, и UT может обнаружить дефекты шириной 0,5 мм. Поскольку не нуждается в протоколах радиационной безопасности, UT является предпочтительным для толстой пластины. Это просто очень оператор, зависящий от навыков (качество зависит от способности кодера опрашивать правильные углы луча и реагировать с дисплея A-скана.
Поэтапное ультразвуковое тестирование (PAUT) — более высокое разрешение, постоянный рекорд
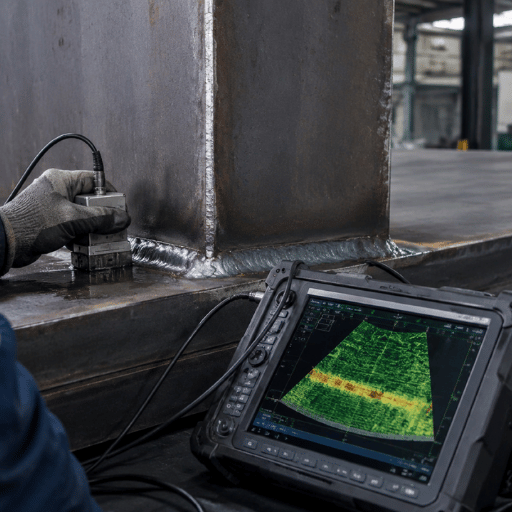
ПАУТ использует многоэлементную матрицу (минимум 16 элементов согласно AWS D1.1 Приложение H), которая электронным способом сканирует ультразвуковой луч под несколькими углами одновременно 5-10 мм в обычном UT). AWS D1.1 добавил одобрение PAUT с обычным кодом сварки моста D1.5 2015 года, а в 2020 году - постоянный закодированный рекорд, аналогичный рентгеновской пленке, и разрешение сканирования всего 1-2 мм (против 5-10 мм в обычном UT). AWS D1.1 добавил одобрение PAUT с кодом сварки моста D1.5 2015 года, а в 2020 году D1.1 Код структурной сварки - Приложение H 16 для материала размером от 3/16 до 8 дюймов.
“Фазированная решетка широко принята в отраслевых стандартах, включая AWS D1.1 и AWS D1.5, которые регулируют проверку структурных сварных швов. Хаворт. Методы фокусировки (FMC (полный захват матрицы) и TFM (метод полной фокусировки) теперь применяются вместе с PAUT, где традиционные отраслевые сканирования не могут обнаружить сложные или нетипично расположенные недостатки, однако FMC/TFM еще не включены в стандарты приемки D1.1.
Радиографическое тестирование (RT/рентген) — полная поперечная видимость
RT rami анализирует сварной шов, пропуская через него луч ионизирующего излучения (рентгеновского, гамма-излучения и т. д.) и записывая теневое изображение на пленку или цифровой детектор. RT обеспечивает постоянную запись, которую можно использовать в качестве записи суда, и легко интерпретировать персоналом, не входящим в UT. Ограниченная чувствительность RT к плоским плоским дефектам (трещины, проходящие в плоскости луча), необходимость процедур радиационной безопасности (зона включения, шлак) и более медленное время настройки, чем UT, являются обязательными факторами. Из сравнительных примечаний используется лицензия на исследование и ультразвуком определяется, что UT является наиболее экономичным для обнаружения дефектов конструкции, но изображения RT часто лучше для улучшения качества объемных сварных швов.
Испытание на жидкий пенетрант (PT) — поверхностные трещины на любом материале
ПТ — анализ пенетранта жидкости применяет индикацию через ряд этапов, включая применение специального проявителя.Этот метод может идентифицировать любой материал поверхностного растрескивания независимо от материала основы — стандарт в обнаружении острых вырезов или трещин на поверхности оставляют неубедительную индикацию 191990000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000.
Испытание магнитных частиц (MT) — чувствительность к поверхности углеродистой стали
МТ — магнитная сеть, затем наносит железный порошок — сухой или влажный. Прекращения вблизи поверхности вдоль зоны сварки нарушают поток; частицы собираются и образуют видимую индикацию. МТ надежно обнаруживает приповерхностные трещины примерно в 3 мм материала, что фактически делает его более быстрым и чувствительным к приповерхностному растрескиванию, чем ПТ. Условия использования: ферромагнитный материал, и при минимальной глубине индикации поверхности 3 мм. В отличие от ПТ, функция ограничена ферромагнитными сплавами, конструкционными углеродистыми сталями и низкими сплавами. находит применение на угловых сварных швах и сварных швах с ограниченным доступом, чтобы обеспечить магнитный доступ UT.
Какой метод контроля сварных швов используется чаще всего?
‘Традиционный’ объемный метод: ультразвуковой контроль и ультразвуковая фазированная решетка являются наиболее популярными NDT на сварных швах конструкционной стали, особенно на сварных швах канавок толщиной выше 10 мм. наиболее производительным методом (из-за AWS D1.1) является визуальное тестирование (но визуальный метод будет полностью оценивать только поверхность сварного шва. Для полного сварного шва с проникновением соединения метод объемного контроля будет UT. RT также часто используется на сварных швах трубопроводов и тонких сечений, где требуется постоянная запись.
Инженерное примечание — Технические характеристики Детектив УТ: Может обнаруживать плоские трещины ≥ 0,5 мм; калибруется по 0,060-дюймовым отверстиям с боковым просверливанием по процедуре AWS D1.1. РТ: Best sensitivity for porosity ≥ 0.5% void fraction; less effective for tight planar cracks running parallel to the radiation beam. PAUT vs conventional UT: Lateral resolution 1–2 mm (PAUT) versus 5–10 mm (conventional UT). A 64-element PAUT probe captures 4,096 A-scans per scan pass, providing a full cross-sectional image rather than a point-by-point reading. MT: Near-surface detection to approximately 3 mm depth; sensitivity drops sharply below that threshold.
Разрушающее сварное испытание: когда оно вам нужно и что оно доказывает
The destructive method: destructively tests (crushes or cuts) the welds in order to measure the physical properties that define the welds – tensile test, bend test, fusion, etc. Its use is limited to testing the WPS (Welding Procedure Specification) qualification. Once the procedure has been defined through DT, all welds performed to that WPS are qualified to be inspected nondestructively.
Destructive Testing — When to Use
- WPS qualification (PQR coupon testing)
- Welder performance qualification
- Procedure change re-qualification
- Production sampling on high-volume repetitive joints (per contract stipulation)
Destructive Testing — Limitations
- A weld destructive to weld – unusable for production joints
- Sample-based — no 100% coverage possible
- Reveals properties only at the tested location
- No replacement for NDT, it just qualifies the procedure an NDT will govern
| DT Method | What It Measures | When Required | Governing Code |
|---|---|---|---|
| Bend test | Ductility; fusion at root and cap | All WPS qualifications | AWS D1.1, ASME IX |
| Tensile test | Ultimate tensile strength vs base metal | Groove weld WPS qualification | AWS D1.1, ASME IX |
| Nick-break test | Internal soundness; fusion quality | Fillet weld and plug weld qualification | AWS D1.1 |
| Macroetch test | Weld profile, fusion, pass geometry | Fillet weld WPS; welder qualification | AWS D1.1, ISO 17639 |
The deliverable of successful DT sequence is a Procedure Qualification Record (PQR) – the proof that a certain set of welding variables results in welds that meet the code mechanical requirements. All production WPS have to have a valid PQR as reference. No qualified WPS, no documented proof, no assurance any NDT result is reproducible against a baseline.
Стандарты испытаний сварных швов и критерии приемлемости (AWS D1.1, ASME IX, ISO 3834)
Applicable weld testing code is not a matter of choice — it follows from the structure type, contract specification, and jurisdiction. Using the wrong code, or misapplying the right one, produces an inspection result that is not legally defensible. Four codes most relevant to structural steel fabrication are compared below.
| Стандартный | Industry / Scope | Key NDT Requirement | Частота |
|---|---|---|---|
| AWS D1.1/D1.1M:2020 | Structural steel buildings, bridges, general fabrication (US) | 100% VT; UT or RT for CJP groove welds; PAUT permitted (Annex H) | VT: 100% of all welds; volumetric: per contract or 25% baseline |
| AWS D1.5 Bridge Welding Code | Highway bridges (US) | Stricter than D1.1; 100% UT on tension CJP welds; PAUT accepted since 2015 | 100% volumetric for tension members |
| раздел IX ASME | Pressure vessels, boilers, piping (worldwide) | Governs WPS/PQR qualification; NDT requirements in Section V (RT, UT, MT, PT) | Per Section VIII or B31.3 construction code specification |
| ИСО 3834 | Manufacturing quality system for fusion welding (international) | Quality management framework; mandates pre/during/post inspection records; WPS validation | Inspection at all three phases; documentation of every hold point |
Engineering Note — AWS D1.1 Visual Acceptance Limits (Table 9.1) Undercut: Maximum 1 mm depth for statically loaded structures; maximum 0.25 mm for cyclically loaded structures (bridges, crane runway beams). Groove weld reinforcement (cap height): Maximum 3 mm above the base metal surface for most joint configurations. Cracks: Zero tolerance — any crack in any location is an automatic reject and repair-required condition under D1.1, ASME VIII, and all other applicable codes. Surface porosity: Maximum cluster of 6 mm in any 300 mm of weld length (statically loaded); not permitted for cyclically loaded structures. These criteria apply to VT. Acceptance criteria for UT (amplitude based) are given in D1.1 Clause 8 and Tables 8.1-8.2.
Pro Tip — Confirm the Applicable Code Before Design Contract documents must specify the applicable code before fabrication commences – not be determined after-the-fact at the inspection stage. Code selection impacts joint design, preheat parameters, WPS scope qualification and NDT frequency. A rebuilder that qualifies WPS procedures per AWS D1.1 and then realizes that the customer requires ASME Section IX may need to re-qualify the procedures. Snap this and hold it in email confirmation at the bid stage.
Как выбрать метод испытания сварного шва: 5-факторная матрица выбора теста сварного шва

No single NDT method fits every structural steel application. Five factors determine the right selection: joint type, plate thickness, access availability, code requirements, and budget. Below, these factors map to method recommendations. Three scenario examples that follow show how the logic applies in practice.
| Фактор | Option A | Option B | Option C |
|---|---|---|---|
| Joint type | Fillet weld | Groove weld (PJP) | Groove weld (CJP) |
| Толщина пластины | < 10 mm | 10–40 mm | > 40 mm |
| Access constraint | Both sides accessible | One side accessible | Limited — confined space |
| Applicable code | No NDT specified | AWS D1.1 (standard) | AWS D1.5 or ASME IX (high criticality) |
| Budget priority | Lowest cost | Moderate cost | Prioritize detection accuracy |
| → Recommended method | VT + MT | UT (conventional) | PAUT or RT |
Scenario 1 – H-beam fillet welds, static load, AWS D1.1 specification: If X = fillet weld + plate <20 mm + static load + D1.1 code + cost sensitive budget Use VT + MT. Visual inspection offers a full two dimensional surface scan of the weldment, while MT contributes enhanced near-surface flaw detection at the weld root, which is also the startup site for fatigue on fillet welds. No volumetric testing is specified by the specification for fillet welds in this scenario.
Scenario 2 – CJP groove weld, 40 mm plate, AWS D1.1: If X = CJP groove weld + 40mm plate + D1.1 code + moderate budget Use UT. When the plate thickness is 40 mm, standard UT offers the advantage of full through-thickness coverage and a higher speed of execution (no IR exclusion zone) over radiography, as well as compliance with D1.1 acceptance criteria for groove welds. PAUT becomes a good enhancement if record of scan coverage is a contractual requirement.
Scenario 3 – Box column, CJP, bridge application, high cycle: If X = box column CJP + >40 mm plate + D1.5 code + bridge (cyclically loaded) + permanent record required Use PAUT. D1.5, because of the tension welds, demands a higher level of inspection scrutiny; PAUT provides 3D record coverage, 1-2 mm lateral resolution and greater speed of execution than conventional UT and is specifically approved in D1.5 Annex H.
Создание системы контроля качества сварки для конструкционных стальных изготовителей

Weld testing does not begin after the weld is complete. Effective Quality Control systems identify defect states before the first arc ever hits the weld joint. Studies over the past forty years show that the only way to reasonably eliminate NDT rejection of complex fabrication is to affect inspection through bake-in quality control: a 30-50% reduction in NDT rejection is possible throughFit-Up inspection alone. The three-phase roadmap below visualizes what the systems check and when.
① PRE-WELD
- WPS at workstation, current revision
- Welder WPQ certificate valid and applicable
- Base material MTR traced to heat number
- Filler metal classification matches WPS
- Joint prep: bevel angle, root face, root gap measured
- Hi-lo alignment ≤ 3 mm (D1.1 maximum)
- Joint surfaces clean within 25 mm of weld toe
- Preheat temperature confirmed (calibrated thermometer)
- ITP hold points set; inspection log open
② DURING WELDING
- Amperage, voltage, travel speed vs WPS range
- Shielding gas type and flow rate confirmed
- Each pass visually checked before next is deposited
- Inter-pass slag and oxide fully removed
- Interpass temperature measured and recorded
- Pass sequence follows WPS or procedure detail
- Backgouged surface inspected before second-side welding
- Arc strikes outside weld zone: immediate stop-work
③ POST-WELD
- VT mandatory first (min 500 lux lighting)
- Undercut, cap height, profile measured with weld gauge
- Dimensional accuracy vs drawing tolerances
- NDT per ITP: UT/PAUT, RT, MT, or PT as required
- NDT reports signed by Level II or III examiner
- PWHT time-temperature chart archived (if required)
- Weld traveller complete; every field signed
- Non-conformances documented and dispositioned before release
Tip — Digital Weld Traceability Paper-based weld “travelers” have actually proven effective – until one gets lost, rolled in the muddy wheelbarrow, or misread in an audit. Digital weld log systems (tablet-based QC apps or integrated ERP inspection modules) make this a non-issue: a field can’t be cleared until its preceding field is populated. Bridge and high seismic structural steel project specs now increasingly specify digital traceability records for every weld joint to WPS, welder ID, NDT result, and inspector certification number. Traceable for life.
Как роботизированные сварочные системы влияют на скорость прохождения неразрушающего контроля

The connection between weld consistency and NDT pass rate is direct. Manual welding introduces arc-on time variability. A skilled welder averages around 25-35% arc-on time in a shift (regardless of arc idling, repositioning, retooling, rest periods, or fit up adjustments). Weld travel speed oscillates, interpass temperature management relies on individual judgment, and welder fatigue affects the quality of late-shift passes. Each of those factors is a defect introduction pathway that UT and RT field discovery seek to prevent.
Robotic welding removes those factors. Automated robotic systems reproduce identical voltage, amperage, travel speed, and torch incline from pass 1 through pass 12,040. Such control is clearly recordable with NDT data. At a bridge fabrication shop utilizing Zhouxiang’s intelligent steel structure welding system, sole-developed NDT pass rate on groove welds jumped from 82% to 97%. Arc-on duty cycles more than doubled, and the equivalent number of productive weld hours per shift increased with it.
Key Performance Data — Robotic vs Manual Welding
82% → 97%
UT pass rate (Zhouxiang bridge fabricator case)
85%
Arc-on duty cycle (robotic) vs 25–35% manual
0.5–3%
Robotic defect rate vs 5–10% manual (industry data)
±0,05 мм
Positional accuracy (Zhouxiang system specification)
Pro Tip — Digital Twin and 100% Weld Traceability Digitized robotic welding systems with digital twin modules monitor every parameter of every weld pass–arc voltage, wire speed, travel rate, torch angle–in real time (as ratio to the joint ID number).Such data is the 100% traceability record project specifications demand. When an NDT indication occurs, B1 inspectors can query the digital record of that joint for any welding parameter immediately, instead of tracking down the stain in the paper traveler. This is the real-world capability linkage defining robotics and inspection efficiency.
For structural steel fabricators benchmarking the high-production NDT challenge of high-volume overhead gantries, H-beams, box girders, and portal frames, the ROI question is not simply speed. It is rework cost. At 1-2% NDT rejection, most shops make money. At 10%, rework cost outweighs the labor efficiency of a manually weld shop entirely. A robotic structural steel welding system tackles the consistency variable NDT measures to compensate for.
Related Zhouxiang resources: structural steel welding robot solutions | robotic vs manual weld quality comparison | how does robotic welding technology work | рабочая станция робота для сварки порталов | how does a gantry welding robot work | cantilever welding robot for steel fabrication
Тенденции тестирования сварных швов: что меняется в 2030 году

The NDT and inspection market is poised for 8.3% CAGR growth, up from $14.99 billion in 2025 to a forecasted $22.34 billion by 2030 (MarketsandMarkets). Widespread growth in that US market will manifest in five patterns affecting structural steel weld inspection.
- PAUT replacing conventional UT on thick plate. Implementation of PAUT was driven by AWS D1.1:2020 codification (Annex H) [a]. The permanent encoded scan record, faster coverage, and 3D flaw imaging help make conventional UT progressively difficult to justify for CJP groove welds above 20 mm.
- Digital radiography (DR) replacing film RT. Film RT, slow and a source of negative chemical and metal waste, can be replaced with digital detectors delivering the same volumetric image in real time, with no film archiving cost and immediate electronic delivery of records to the design team.
- AI-assisted defect detection. Machine learning models trained on RT and PAUT scan libraries are deployed to mark likely indications for human review – reducing the risk of false-negative interpretation on high-volume inspection programs. Early results show detection consistent with experienced Level II inspectors on normal defect types.
- 100% traceability requirements expanding. Increasingly strict bridge codes and seismic zone structural specifications require digital weld records linking every joint to its inspection result, inspector ID, and welding parameters – a feature only robotic systems with integrated data logging can provide without manual data entry overhead.
- FMC/TFM as upgrades to PAUT. Full Matrix Capture and Total Focusing Method allow inspector-level flaw characterization beyond what standard PAUT sectorial scans can resolve. Although still not acceptable under AWS D1.1, they are used on complex weld geometries where sectorial scans are blind to off-axis or transverse flaws.
For fabricators deploying new NDT equipment and methodology today, the bottom line is clear: PAUT and digital radiography are future-proof in structural steel. Film RT and conventional UT still meet code, but efficiency, record quality, and future specification compliance will continue diverging each code cycle. For overview, see: welding robot maintenance и robotic welding ROI analysis in the larger automation investment.
Часто задаваемые вопросы по тестированию стали от производителей стали
Как вы тестируете сварной шов?
Show answer
Начните с VT [b], требуемого по всем структурным нормам; затем для полного JIG используйте UT или RT в случае скрытых внутренних дефектов. [c] Для квалификации сварщика используйте разрушающие испытания образцов перед производством.
Какой метод контроля сварных швов используется чаще всего?
Show answer
Visual testing (VT) is performed on 100% of all welds on all structural steel work – making it the most performed in actual raw coverage terms. Ultrasonic testing (UT) is the most specified volumetric inspection method for complete joint penetration groove welds on all North American structural steel fabrication work. PAUT is slowly replacing conventional UT at many shops after it became part of AWS D1.1:2020.
Каковы пять стандартных методов неразрушающего контроля для сварки?
Show answer
Пять основных методов неразрушающего контроля, используемых при проверке сварных швов конструкционной стали: 1) визуальные испытания (VT), 2) ультразвуковые испытания (UT), включая поэтапную матрицу UT (PAUT), 3) рентгенографические испытания (RT), 4) испытания магнитных частиц (MT) и 5) испытания на проникновение жидкости (PT). Дифракция времени полета (TOFD) и испытания вихревых токов (ET) также используются иногда, но менее распространены в общем производстве конструкционной стали.
В чем разница между разрушающим и неразрушающим контролем сварного шва?
Show answer
Non-destructive testing (NDT) refers to inspecting a weld without melting or cutting – the weld remains in service after testing. This can include VT, UT, RT, MT, and PT. Destructive testing involves physically breaking or cutting the weld to determine properties such as ultimate tensile strength and ductility. Destructive tests are exclusively performed to justify a Welding Procedure Specification (WPS) on test coupons – not production welds.
Какой кодекс регулирует испытания сварных швов конструкционной стали в США?
Show answer
AWS D1.1/D1.1M:2020, Structural Welding Code – Steel, is the primary document controlling weld inspection of structural steel buildings and fabricated members in the US. AWS D1.5 Rules for the construction of highway bridges are more restrictive. ASME Section IX is used to qualify WPS/PQR on pressure vessels and piping. The required code should be specified in the contract scope of work prior to fabrication.
Может ли визуальный осмотр проходить сварные швы для проектов из конструкционной стали?
Show answer
For fillet welds made to AWS D1.1 (statically loaded), the bare minimum before considering other volumetric methods, traditional VT can prove sufficient if the weld appears to meet all Table 9.1 acceptance criteria. Complete joint penetration (CJP) groove welds must still be subjected to volumetric inspection per AWS requirements – either UT, RT or for some situations MT. VT cannot see internal flaws like lack of fusion or internal porosity. It is the minimum for CJP welds, not the entire inspection program, AWS D1.1 Article 9 requirements apply. Refer also to: welding robot safety guidelines.
Как роботизированная сварка влияет на требования к испытаниям сварных швов?
Show answer
Use of a robotic welding system does not remove the need for code mandated weld inspection – the required frequency does not change. What it does alter is the NDT result. Because automated welders tend to match your programmed parameters (arc length, voltage, torch angle, travel speed, power control) they create consistent welding parameters which produce consistently lower defect levels – leading to a reduction in repairs after NDT. One customer moving to robotic welding in bridge work reported an increase in UT pass rate from 82% to 97%. Fewer repairs lead to less time spent on NDT checking in the field. Refer also to: welding robot safety practices.
Что такое спецификация процедуры сварки (WPS) и почему она имеет значение?
Show answer
A Welding Procedure Specification (WPS) is a documented set of instructions that control a weld – including base metal, filler metal, fit-up geometry, preheat, amperage, travel speed, and more. Every welder follows a WPS at work. The WPS must be qualified using destructive testing (creating a Procedure Qualification Record, or PQR) before the WPS can be used on production welds. AWS D1.1 mandates that welding to a non-qualified WPS (existing or non-applicable) invalidates NDT test results – every weld must be retested.
Our Perspective This article was authored by Zhouxiang, a maker of robotic welding systems sold into steel fabricators. From a commercial perspective we are promoted by automated welding – we feel robotic systems provide higher quality welds and lower rejection rates and our customer data1 to that effect reinforces this opinion. The NDT procedure descriptions, code references and acceptance criteria contained in this article are extracted from publicly available standards and practitioner sources and are not presented to reflect that position.Please check any code references against the applicable edition of the relevant standard for your project/ location.


