
Свяжитесь с Чжоусяном
Аэрокосмическая сварка находится на требовательном крае соединения металла. Одиночное заполненное пористостью галтель на корпусе турбины или треснувший фрикционный шов на криогенном топливном баке может заземлить флот (или хуже).Это руководство охватывает процессы (TIG, фрикционный перемешиватель, электронный луч, лазер, плазма), сплавы (алюминий 2024/7075, Ti-6Al-4V, Inconel 718/625), стандарты (AWS D17.1:2024, AS9100, Nadcap, ISO 24394), а также системы кобота и роботизированные системы, которые сейчас меняют форму, как производственные цеха конкурируют за контракты, сертифицированные AS9100. Промышленные аналитики прогнозируют, что глобальный рынок сварки трением с перемешиванием будет расти на CAGR с высокими однозначными числами до 2033 года, а поиск совместной сварки растет, поскольку производители ищут путь к высокосмешанной и высококвалифицированной работе, не теряя сварщиков до выхода на пенсию.
Краткий обзор характеристик — аэрокосмическая сварка
| Руководящие стандарты | AWS D17.1/D17.1M:2024 (сплав), AWS D17.2/D17.2M:2019 (сопротивление), AWS D17.3/D17.3M:2021 (фрикционное перемешивание алюминия), AS9100, Nadcap AC7110, ISO 24394 |
| Основные процессы | GTAW (TIG), GMAW, сварка трением с перемешиванием (FSW), электронный луч (EBW), лазерный луч (LBW), плазменная дуга (PAW) |
| Критические сплавы | Алюминий 2024, 6061, 7075; Ти-6Ал-4В; Инконель 625, 718; Васпалой |
| Конверт услуги | баки жидкого водорода с температурой 253°C до горячего сечения реактивного двигателя с температурой >1100°C |
| Инспекционный этаж | 100% NDT (радиография, UT, PT, MT) на сварных швах, критичных для полета; CT или PAUT для сложных геометрий |
| Поставщик QMS | Система качества AS9100 + аккредитация сварщика Nadcap AC7110, ожидаемая по OEM-профи |
Что такое аэрокосмическая сварка? (И почему все по-другому)

Аэрокосмическая сварка - это практика плавления или соединения металлов в твердом состоянии, которые должны выдерживать нагрузку, вибрацию, термоциклирование и коррозию летного оборудования. Компонентами в области применения являются планеры, двигатели, выхлопные системы, трубки для топлива и гидравлики, шасси, сосуды под давлением, спутниковые автобусы и топливные баки ракет. В любом месте дефект может распространиться на трещину, которую планер не может вынести. Это формальный объем, принятый планером Комитет AWS D17 по сварке в авиационной и аэрокосмической промышленности.
Что отличает аэрокосмический сварной шов от сварного шва конструкционной стали, так это не оборудование (оборудование), это критерии приемки, след документации и инспекционная строгость. Сдвиг трех вещей:
- Допуск на дефекты сжимается до нуля. сварные швы класса А AWS D17.1 отбраковывают группы пор и подрезаются при пороговых значениях, которые могут быть использованы для общего изготовления.
- Чистота становится входными данными процесса. Гидратированные поверхностные слои титана являются известным механизмом пористости, вызванной водородом, поэтому подготовка, дисциплина перчаток и целостность защитного газа имеют значение не только для параметров дуги (ТВИ).
- Каждый сварной шов прослеживается. Каждая деталь имеет спецификацию процедуры сварки (WPS), квалификационную запись процедуры (PQR), сертифицированный идентификатор сварщика и результат неразрушающего контроля (бумажный след), хранящийся под номером AS9100.
Именно поэтому производители аэрокосмической промышленности склонны определять процессы сварки по компонентам, а не по привычке цеха. Ремонтная мастерская будет сваривать алюминиевое кольцо выхлопного коллектора со скоростью 100 ампер; тот же цех, работающий на встроенном элементе жесткости топливного бака, будет использовать сварку трением с перемешиванием, поскольку соединение подвергается криогенной обработке под давлением, а процесс плавления может привести к риску пористости, которую рентгенография не может выдержать.
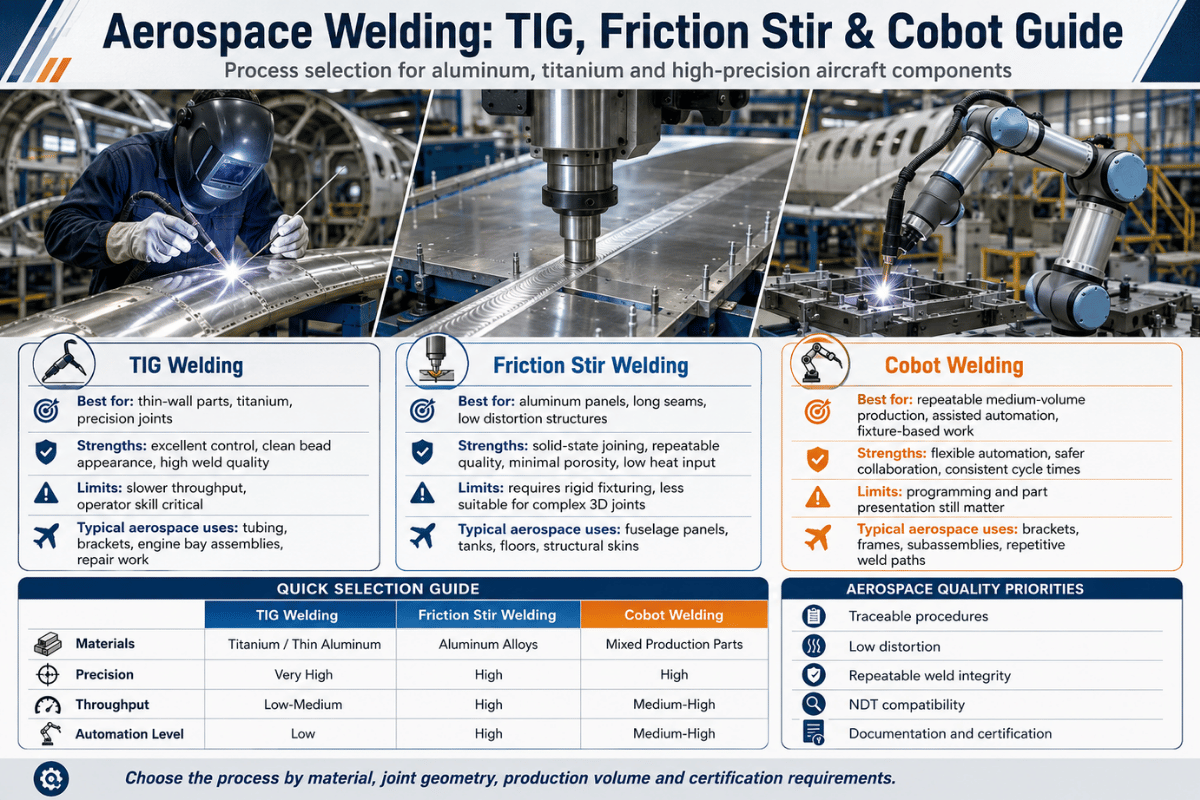
Процессы аэрокосмической сварки — сравнение, основанное на принятии решений
Пять процессов плавления и один твердотельный процесс покрывают основную часть аэрокосмических работ. Выбор среди них редко является эстетическим предпочтением; он обусловлен сплавом, толщиной сечения, геометрией соединения, а также тем, находится ли сварной шов в первичной структуре, вторичной структуре или ситуации ремонта.
TIG (Газово-вольфрамовая дуговая сварка, GTAW)
TIG - это стандартная версия для тонкосекционных аэрокосмических работ (трубки коллектора выхлопных газов, гидравлические линии, ремонт обшивки листового металла и сварные швы с креплением двигателя. Он допускает точный контроль над тепловложением, работает достаточно чисто для тонких секций Ti-6Al-4V и Inconel и принимает ручные, механизированные или орбитальные конфигурации. Ручной TIG по-прежнему является доминирующим подходом для MRO и короткоходных цехов; Орбитальный TIG доминирует в топливных и гидравлических трубках, поскольку он производит повторяющиеся кольцевые сварные швы без вращения детали.
Почему TIG по-прежнему остается причиной неисправности труб и выхлопных газов самолетов?
Поскольку толщина сечения мала, сплавы (321 нержавеющая, Inconel 625, варианты Hastelloy) чувствительны к тепловложению, и производственные объемы на число частей редко оправдывают капитальное оборудование для фрикционного перемешивания или электронного луча. TIG дает сварщику прямой контроль над лужей и добавлением наполнителя, что имеет значение, когда стена составляет 0,040″ (~1 мм) и отклонение угла пламени 50° может продуть. Как выразился один из участников r/Welding после многих лет на TIG, удерживание горелки ближе к вертикали дает ведомому аргоновому кожуху шанс реально защитить охлаждающий сварной шов (маленькую деталь), которую полевые сварщики узнают до того, как какой-либо учебник его закроет.
Сварка фрикционным перемешиванием (FSW)
FSW был изобретен в Институт сварки (TWI) в 1991 году и принят аэрокосмической промышленности специально для соединения алюминиевых секций, с которыми термоядерные процессы борются с. Вращающийся неплавящийся инструмент погружается в шов, трение генерируется тепло пластифицирует металл ниже его температуры плавления, и давление ковки консолидирует соединение. потому что металл никогда не разжижается, FSW избегает затвердевания и пористости полностью (это именно то, почему НАСА выбрало его для криогенных резервуаров Core Stage системы космического запуска (SLS) НАСА пошло дальше и развилось Сварка фрикционной штепсельной вилки закрыть самореагирующие сварные швы фрикционного перемешивания на соединениях купола топливного бака SLS с стволом - метод, которого нет ни в одном коммерческом сварочном цехе, поскольку он был разработан для одного профиля миссии.
Когда следует использовать сварку трением вместо TIG?
Используйте FSW, когда соединение алюминиевое, секция толщиной не менее 3 мм, геометрия линейная или окружная, а объем оправдывает капитальные затраты Типичные применения FSW 2024 и 7075 швов панелей для обшивок фюзеляжа, 2219 сварных швов купола на топливных баках, и стрингер-кожа соединения на ракетах-носителях. использовать TIG вместо, когда секция тонкая (<2 мм), сплав не алюминиевый, геометрия соединения нелинейная (седла, сложные пересечения НКТ), или объем производства <100 частей. Опубликовано AWS D17.3/D17.3M:2021 охватывает FSW алюминия, специально для аэрокосмической отрасли; термические или нержавеющие FSW выходят за рамки его компетенции.
Электронно-лучевая сварка (ЭБВ)
EBW - рабочая лошадка производства реактивных двигателей. В вакуумной камере сфокусированный электронный луч за один проход приводит узкую замочную скважину вниз на 25 мм и более, при этом зона термического влияния на порядок уже, чем дуговая сварка. Турбинные диски, компрессорные барабаны и сегменты форсажа обычно используются в никелевых суперсплавах, включая Inconel 718 и Waspaloy. Вакуумная среда устраняет загрязнение атмосферы, что имеет значение, когда следующим этапом производственной последовательности является горячее изостатическое прессование и любая пористость будет распространяться.
Лазерная лучевая сварка (LBW)
Лазерная сварка дает такую же узкую зону термического влияния без вакуумного верхнего погона Волоконно-дисковые лазеры в диапазоне 4-8 кВт сваривают панели обшивки самолета, герметичные корпуса для авионики и все чаще стыки стрингер-кожа на двухнефных планерах Современные элементы LBW соединяют роботизированную руку со сканером и работают в инертно-вантовом или локально-вакуумном режимах. пропускная способность метрической панели обшивки примерно на порядок выше, чем механизированная GTAW.
Плазменно-дуговая сварка (ПАВ)
PAW находится между TIG и EBW по своим возможностям. Его суженная плазменная колонка обеспечивает проникновение в режиме замочной скважины на участках размером примерно до 10 мм с тепловложением ниже, чем у обычного TIG, что делает его полезным для сварных швов из высокотемпературных сплавов, где имеет значение контроль деформации. Вкладыши для горения, корпуса топливных форсунок и некоторые соединения титановых компонентов по-прежнему обычно PAW.
Таблица сравнения процессов
| Процесс | Типичные сплавы | Диапазон раздела | Сила | Где он появляется в самолетах |
|---|---|---|---|---|
| ТИГ (ГТАУ) | Al, Ti, Ni, нержавеющая сталь | 0,5 мм — ♪ 6 мм | Ручное управление, широкий ассортимент сплавов | Выхлопы, гидравлические трубки, опоры двигателя, ремонт ТОиР |
| ФСВ | Ал 2024 /2219 /6061 /7075 | 3 — 25 мм | Никакой пористости, никакого затвердевающего растрескивания | Топливные баки, обшивочные швы фюзеляжа, стрингеры ракет-носителей |
| ЭБВ | Ни суперсплавы, Ti, огнеупорные | 2 — — 50 мм, один проход | Узкая ЗТВ, пылесос | Диски турбины, барабаны компрессора, сегменты форсажной камеры |
| ЛБВ | Al, Ti, нержавеющая сталь, Ni | 0,5 мм — 12 мм | Скорость, низкий уровень искажений | Кожные панели, корпуса авионики, Т-образный стрингер к коже |
| ЛАПА | Ти, сплавы Ni, нержавеющая сталь | 1 — 10 мм (10 мм) | Замочная скважина с меньшим тепловложением | Вкладыши сгорания, корпуса топливных форсунок |
📐 4-уровневая матрица решений по аэрокосмической сварке
Перекрестные ссылки на уровень критичности с материалом для посадки на защищаемый выбор процесса перед указанием оборудования:
- Уровень 1 — критический для полета (сосуды под давлением, основной путь нагрузки): Уровень 1 Ti-6Al-4V → орбитальный TIG или EBW · Inconel 718 → EBW · Алюминий 2219 → FSW. AWS D17.1 Приемка класса A, поставщик Nadcap AC7110.
- Ярус 2 — основная конструкция (обшивка фюзеляжа, стрингеры, ребра): Алюминий 2024/7075 → FSW (линейный), LBW (изогнутая обшивка) · титановая пластина → PAW или EBW. AWS D17.1 Класс А.
- Ярус 3 — вторичная конструкция (кронштейны, воздуховоды, вытяжные коллекторы): Алюминий 6061 → TIG · нержавеющая сталь и Inconel → TIG · соединения листового металла → пятно сопротивления на AWS D17.2. Часто допускается AWS D17.1 Класс B.
- Сварка для ремонта: уровень 4 — MRO и ремонт: сварка: уровень 4 — MRO TIG доминирует, поскольку ремонт в полевых условиях не имеет регулярной геометрии, имеет небольшой объем и требует суждения сварщика. Ремонт WPS, соответствующий руководству по ремонту OEM, имеет приоритет непосредственно над D17.1.
Инженерное примечание. Тепловой ввод для каждого процесса
📐 Инженерная записка
В качестве отправной точки: TIG на 2 мм Ti-6Al-4V работает 80-120 A DCEN с 100% Ar первичный + задний щит (15-25 CFH первичный, 10-15 CFH задний). FSW на 6 мм 2024 работает 600-800 об/мин со скоростью траверса 100-200 мм/мин и силой кузнечной обработки 8-15 кН, но окно специфично для сплава и инструментальной геометрии. EBW на 25 мм Inconel 718 использует 60-150 кВ на 50-200 мА с фокусным пятном ≤0,5 мм. Это стартовые параметры ≤0,5 мм. Эти стартовые параметры 1 каждый WPS еще должен быть квалифицирован PQR на AWS D17.1.
Материально-специфические проблемы ♪ Алюминий, Титан и Инконель
Три семейства сплавов доминируют в аэрокосмических сварных швах для основных конструкций самолета, и каждый из них выходит из строя характерным образом. Знание режима отказа спереди - это то, что отличает WPS, который выдерживает квалификацию, от того, который отправляется обратно от инспектора.
Алюминиевые сплавы (2024, 6061, 7075, 2219)
Аэрокосмический алюминий условно разделен между семействами термообрабатываемых (2xxx, 6xxx, 7xxx) и не подвергающихся термической обработке (3xxx, 5xxx). Термообрабатываемые сплавы также являются сложными для сварки в плавком виде: 2024 и 7075 практически не поддаются термообработке путем термоядерного синтеза, поскольку тепловой ввод разрушает дисперсионно-упрочненный темпер и горячие трещины во время затвердевания. Вот почему каждый длинный алюминиевый аэрокосмический шов теперь построен 787 напольных балок Boeing, панели фюзеляжа Airbus A380, купол водородного бака NASA SLS (NASA) использует FSW, а не сварку плавлением.
2219 (алюминий-медный сплав) и 6061 отличаются. 2219 удобен для FSW и сваривается термоядерным способом, поэтому танки ракеты-носителя используют его, начиная с Saturn V. 6061 легко сваривается термоядерным способом, но теряет около 25-30% своего предела прочности Т6 в ЗТВ, поэтому послесварная термообработка (перестарение Т6) обычно указывается для первичной структуры.
Титан (Ти-6Ал-4В, СР сорт 2/3)
Рекордный дефект сварного шва титана - пористость, а механизм - растворение водорода. Документы TWI что гидратированные слои поверхности ♪ влага, остаток смазочно-охлаждающей жидкости на углеводородах ♪ выпускают водород в расплавленную ванну во время сварки, где его растворимость в жидком титане намного превышает его растворимость в твердом теле. уловленный водород возвращается из раствора во время охлаждения и образует поры, которые заземляют деталь. смягчение процедурное, а не металлургическое: обезжиривание негалогенированным растворителем, механическая очистка в течение нескольких часов после сварки, хранение очищенных купонов в сухих шкафах, и прогонять тянущийся аргон достаточно долго, чтобы задняя сторона сварного шва оставалась ниже 425°С в воздухе.
Помимо пористости, титан также демонстрирует охрупчивание загрязнением. Выше примерно 480 °C на воздухе титан поглощает кислород, азот и водород в интерстициальном режиме. Видимый сигнал - это изменение цвета с серебра на солому, на синий, на серый, на белый (белый) и отбраковка. Задокументированный случай неудачи на титановых баллонах с воздухом AMS 4975 чрезмерная пористость объясняется недостатком технологии сварки в покрытии защитным газом. Целостность защитного газа не подлежит обсуждению.
Никель Суперсплавы (Inconel 718, Waspaloy, Inconel 625)
Сплавы на основе никеля и железа и никеля, используемые в реактивных двигателях, выходят из строя на сварном шве двумя способами: растрескивание при деформационном старении во время послесварной термообработки и микротрещинение в ЗТВ во время сварки. Стратегии смягчения последствий зависят от сплава. Инконель 718 является наиболее широко используемым, поскольку его реакция на старение достаточно медленная, чтобы растрескивание при деформационном старении можно было контролировать с помощью контролируемого ввода тепла и цикла снятия напряжений. Waspaloy сложнее сваривать по противоположной причине. Его более быстрая реакция на старение означает более тщательное терморегулирование перед нагревом и после сварки. Металлы наполнителя имеют значение: Основание Инконель 625 часто сваривается с наполнителем ERNiCrMo-3; В Инконеле 718 обычно используется ERNiFeCr-2 (соответствующий наполнитель Инконель 718).
📐 Инженерная записка — Экранирующая дисциплина для Ti-6Al-4V
Поток аргона в основной чашке: 15-25 CFH (ID чашки 9-12 мм).Задний щит: 10-15 CFH над охлаждающей ванной с длиной следа, размер которой такой, чтобы металл выходил из щитка ниже 425°C. Обратная продувка для сварных швов труб: 5-10 CFH с O2-метром на показании выхлопа <100 ppm перед ударом.Чистота: протирка без ворса изопропил - или метилэтилкетоном в течение 4 часов после удара; отпечатков пальцев в зоне сварного шва нет.
Стандарты и сертификаты ♪ AWS D17.1, AS9100, Nadcap, ISO 24394

Работающая программа аэрокосмической сварки опирается на три уровня: спецификацию процесса (AWS D17.x), систему менеджмента качества (AS9100 или ее эквивалент Ассоциации аэрокосмической промышленности) и аккредитацию специального процесса (Nadcap AC7110).Международный вариант - ISO 24394. Чтение сертификата испытаний мельницы или отчета о проверке поставщика - это, по большей части, упражнение по подтверждению правильных комбинаций.
AWS D17.1/D17.1M:2024 いфаянсовая сварка для аэрокосмической отрасли
D17.1 - это общая спецификация, охватывающая сварку плавлением сплавов алюминия, стали, нержавеющей стали, титана и никеля для аэрокосмической отрасли. Его издание 2024 года является четвертой редакцией резюме комитета опубликовано через ANSI документы о том, что для расширения использования и применимости документа было внесено несколько принципиальных изменений, Он регулирует квалификацию процедуры (PQR), квалификацию работы сварщика, критерии приемки при осмотре и требования к документации. Существуют два класса: класс А для наиболее критичных к безопасности сварных швов (двигатель и работа сосудов под давлением) и класс В для вторичной конструкции.
В чем разница между AWS D17.1, D17.2 и D17.3?
D17.1 регулирует сварку плавлением (TIG, GMAW, плазма, электронный луч, лазер). D17.2/D17.2M:2019 охватывает сварку сопротивлением (в первую очередь точечную и шовную сварку для аэрокосмических конструкций из алюминия и стального листового металла. D17.3/D17.3M:2021 - это стандарт сварки трением с перемешиванием, и он распространяется конкретно на алюминиевые сплавы для аэрокосмической отрасли, потому что именно здесь FSW прошел промышленную проверку. Если портфель поставщиков заявляет о возможностях аэрокосмической сварки, но имеет только D17.1, они, вероятно, не могут выполнять контактную точечную сварку из алюминия или фрикционное перемешивание на куполах резервуаров. Опубликованные документы перечислены в разделе "Опубликованные документы" Страница комитета D17.
AS9100 — Система управления качеством
AS9100 - это аэрокосмическая адаптация ISO 9001, опубликованная SAE International и принятая Международной группой аэрокосмического качества (IAQG). Именно система качества определяет, как производственный цех работает (контроль документов, управление конфигурацией, записи обучения, калибровка, контроль поставщиков, внутренний аудит. Это не стандарт сварки как таковой, но каждый крупный генеральный подрядчик (Boeing, Airbus, Lockheed Martin, GE Aerospace, Raytheon) требует AS9100 в качестве базовой линии.
Nadcap AC7110 — Аккредитация специального процесса сварки
Nadcap (Национальная программа аккредитации аэрокосмических и оборонных подрядчиков) - это система утверждения, управляемая промышленностью, администрируемая PRI. Контрольные списки аудита AC7110/x специфичны для поддисциплин сварки: AC7110/12 охватывает электронный луч, AC7110/5 охватывает факел и индукционную пайку, а сам AC7110 охватывает сварку плавлением. Поставщик без Nadcap по-прежнему может продавать продукцию в аэрокосмической отрасли, но этого требует большинство заказов на поставку летного оборудования от простых чисел.
ISO 24394 ♪ Международная альтернатива
Для программ, работающих за пределами США или в смешанных европейских/азиатских цепочках поставок, ISO 24394 охватывает требования аэрокосмической сварки на уровне, аналогичном по объему D17.1. Оба стандарта не имеют одинаковых критериев приемки, но они перекрестно ссылаются друг на друга при квалификации процедур и тестировании сварщиков. Программы, осуществляющие надзор за летной годностью FAA или EASA, часто не соответствуют ISO 24394, когда цепочка поставок пересекает Атлантику, поскольку европейские принципы знакомы с ней. Различия в уровне оборудования также ползут по географическому признаку. Североамериканские магазины тяжелее работают на источниках питания Miller Electric и Lincoln Electric, в то время как европейские программы чаще указывают EWM или Fronius для своих квалифицированных WPS (но все эти линии оборудования могут быть процедурно соответствуют любому стандарту).
Проверка и неразрушающий контроль — проверка качества аэрокосмической сварки

Для сварных швов, критичных к полету, контрольный пол равен 100% NDT い каждый сварной шов исследуется по меньшей мере одним методом, часто двумя, прежде чем деталь может быть освобождена Методы проверки не взаимозаменяемы; каждый ловит определенный класс дефекта.
| Метод неразрушающего контроля | Обнаруживает | Минимальный размер дефекта | Где это обязательно |
|---|---|---|---|
| Рентгенография (РТ)/цифровой рентген | Объемные дефекты ♪ пористость, включени, отсутствие сплавлени, отсутствие проникновени | ~2% толщины сечения | Все сварные швы класса А; сосуды под давлением; резервуары |
| Ультразвуковой (UT) /PAUT | Плоские дефекты — трещины, отсутствие сплавления, пластинки | 0,5-1,0 мм с ПАУТ | пласты FSW; толстый разрез EBW; сложные геометрии |
| Краситель Пенетрант (ПТ) | Трещины поверхностного разрушения, пористость, подрез | ~0,025 мм поверхностное отверстие | Немагнитные поверхности ♪ Al нержавеющая, Ti, аустенитные сплавы Ni |
| Магнитная частица (МТ) | Поверхностные и приповерхностные трещины | Поверхность ~0,025 мм, подповерхность ~1 мм | Ферромагнитные стали — поковки шасси, крепежные детали |
| Компьютерная томография (КТ) | 3D объемный ♪ внутренняя пористость, пустоты, геометрия объемный 3D | ~50 мкм воксель для мелких деталей | Компоненты аддитивного производства; сложные отливки |
Типичный рабочий процесс проверки сварного шва класса А: визуальный осмотр на WPS, пенетрант красителя на поверхности, рентгенография на предмет объемных дефектов, а для герметичных границ давления - гидростатический тест или тест на утечку гелия. UT добавляется на FSW и толстом сечении EBW, поскольку рентгенография плохо позволяет обнаружить плоское отсутствие сплавления в длинных алюминиевых швах.
- ✔Убедитесь, что WPS и PQR актуальны и подписаны соответствующим инженерным управлением
- ✔Подтвердите квалификационную запись сварщика, охватывающую положение, сплав и диапазон толщины
- ✔Проверьте количество партий присадочного металла, количество тепла и условия хранения
- ✔Проверьте сертификат защитного газа (5н аргон для титана, 4Н для общего использования)
- ✔Подтвердите предварительную чистоту сварки (визуальная + УФ-флуоресцентная проверка на Ti
- ✔Принятие неразрушающего контроля в AWS D17.1 с подписанием инспектора уровня II/III
Роботизированная и коботная сварка в аэрокосмической отрасли — где автоматизация побеждает
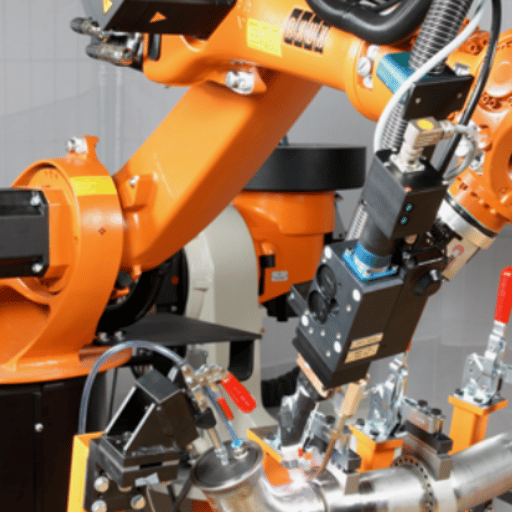
Аэрокосмическая промышленность исторически медленно внедряла роботизированную сварку по тем же причинам, по которым она по-прежнему медленно внедряет автоматизацию в общем объеме (низкий объем деталей, сложная геометрия, ограничения чистых помещений и нормативная среда, которая ценит детерминированное управление процессом. эта картина меняется. сварка трением с перемешиванием куполов танков ракет-носителей теперь регулярно выполняется портальными роботизированными системами FSW. Airbus запускает автоматизированные сварочные ячейки для конструктивных компонентов. сварки SpaceX Starship нержавеющей стали секций с специально разработанными автоматизированными установками. а на меньшем конце, фабрикационные цеха, поставляющие вторичную структуру к простым числам, вводят совместные сварочные роботы чтобы решить проблему нехватки сварщиков, сохраняя при этом прослеживаемость AS9100, необходимую для простого числа.
Может ли сварка коботов действительно соответствовать требованиям аэрокосмического качества?
Да, в пределах конкретного конверта приложения. система кобот-сварки, отвечающая требованиям AWS D17.1, также нуждается в трех вещах, которые необходимы промышленному роботу: управление параметрами дуги с обратной связью с зарегистрированным соответствием WPS, повторяемый совместный подход в пределах ±0,2 мм и оболочка дыма и излучения, удовлетворяющая чистоте помещения. Преимущество форм-фактора кобота состоит в том, что ячейку можно устанавливать и перепрограммировать в днях, а не в неделях, что имеет значение в магазине с высоким содержанием смеси, где каждый рабочий заказ может работать 20-150 одинаковых частей. Скорость - это компромисс, большинство операторов-косов работают на более низких скоростях движения, чем промышленная шестиосевая ячейка с положением промышленного бота, поэтому порог объема выше которого выигрывает полная промышленная ячейка где-то 200-500 частей в месяц для типичного кронштейна и сварки. Где в аэрокосмической отрасли: очень большие геометрии, вакуум-окружающая среда (EBW) и процессы, где оператор-коб рулит скорость сварки кобот рулит производство коботов работает.
Три реальных развертывания
Основная стадия НАСА SLS Сварка жидкого водорода и жидкого кислорода на этапе сердечника F автоматизирована на сборочном предприятии в Мишуде с использованием инструмент для сварки вилок разработан для программы. Как вертикальные, так и окружные швы FSW работают на портальных системах, при этом параметры сварного шва регистрируются на каждый линейный миллиметр.
Универсальные роботы/Raymath исследование описано в документе IFR Рэймат, фабрикант из Огайо, автоматизация сложной сварки TIG наряду со сваркой MIG с использованием коботов Universal Robots, с сообщенным приростом производительности 200% по задачам сварки и 600% по машинному обслуживанию Этот шаблон развертывания upport upport upport with high-mix вторичная структура, скромный объем, сварные швы, кодифицированные AWS — обобщается для многих поставщиков аэрокосмического уровня.
ЖСБ в коммерческой авиации eclipse Aviation стала пионером FSW для соединения обшивки фюзеляжа на Eclipse 500 в начале 2000-х гг. В транспортных средствах Commercial Crew и нескольких двухфюзеляжных планерах теперь используется роботизированный FSW для алюминиевых панельных швов, причем длинная линейная геометрия является почти идеальным вариантом для роботизированных головок FSW.
Когда не автоматизировать
Сварка ТОиР и ремонт остается в основном ручной, и это правильный ответ. Типичный ремонт капота двигателя предполагает геометрию повреждения, которую WPS не мог предвидеть, установку, которая зависит от подкладки и оценки прихватки, а также объем в одну часть. Развертывание кобота или робота в этом контексте приведет к принудительному приспособлению к работе неправильного инструмента. Та же логика применима к сварке прототипов на ранней стадии, где геометрия меняет каждую сборку, а также к очень сложным пространственно изогнутым пересечениям трубок, до которых шестиосный рычаг не может добраться без крупных инвестиций в оборудование.
Общие режимы отказов и предотвращение дефектов

Большинство аэрокосмических сварочных браков попадают в небольшое количество категорий повторных нарушителей. Знание их спереди - это разница между сварным швом класса А с первым выходом и деталью, которая проходит контур контроля дважды.
| Дефектировать | Коренная причина | Профилактика | Обнаружение |
|---|---|---|---|
| Пористость (Ти, Ал) | Водород с гидратированных поверхностей; недостаточный защитный газ | Механическая очистка <4 ч предварительной сварки; проверенная чистота газа; задний щит | РТ, КТ |
| Отсутствие слияния | Недостаточная теплоемкость; плохая подготовка суставов | окно параметра, отвечающее требованиям PQR; предварительный нагрев по WPS | UT/PAUT, RT |
| Растрескивание в деформационном возрасте (суперсплав Ni) | Концентрация стресса + старение во время PWHT | Контролируемое охлаждение; промежуточный сброс напряжений; пересмотренный цикл PWHT | PT после PWHT, UT |
| Загрязняющее охрупчивание (Ti) | Воздуховое воздействие >480°С; потеря заднего щита | Проверенная длина заднего экрана; соответствие цвета сварного шва согласно WPS | Визуальный (цветной) тест на изгиб купонов |
| Искажение/остаточное напряжение | Чрезмерный ввод тепла; неравномерная последовательность сварки | Планирование последовательности; приспособление; PWHT для толстых секций | Проверка размеров, измерение RS |
| Горячее крекинг (плавление Al 2024/7075) | Трещиночувствительный сплав при сварке плавлением | Переключитесь на FSW; если требуется термоядерный синтез, используйте наполнитель 4043 с 2xxx | РТ, ПТ |
19-КРАТНОЕ Повторяющиеся ошибки, сообщаемые с помощью полей
На форумах сварщиков и в технических дискуссиях AWS появляются три повторных нарушителя: разрывы заднего экрана во время сварки титановых труб (повторение сварного шва и охлаждающий сварной шов теряют покрытие); недостаточная предварительная очистка перед TIG на нахлесточных соединениях из нержавеющей стали, которая создает кажущуюся пористость при проверке на проницаемость красителя; и чрезмерно агрессивное теплоподача на кронштейнах 6061-T6, которая снижает прочность ЗТВ ниже альтернатив замены. Исправление в каждом случае носит процедурный, а не технический характер. Замедление, проверка и обработка WPS как пола, а не потолка.
Перспективы отрасли — рынок внедрения FSW, коботов и устойчивое развитие (2026 г. и далее)

Три сигнала формируют аэрокосмическую сварку до конца 2020-х гг. независимо они интересны, вместе они подсказывают, куда направить капитал и обучение в течение ближайших трех-пяти лет.
Расширение рынка FSW. Несколько независимых групп рыночных аналитиков помещают мировой рынок сварки трением с перемешиванием в диапазон $250-300M на 2026 год, с прогнозами на перспективу до 2033 года, сгруппированными по цифрам CAGR в высоких однозначных цифрах. Доля аэрокосмической отрасли закреплена НАСА, Boeing, Lockheed Martin и новыми коммерческими космическими программами; рост был достигнут выше благодаря внедрению FSW в корпусах аккумуляторов электромобилей и изготовлению железнодорожного подвижного состава за пределами аэрокосмической отрасли.
Принятие коботов ускоряется. Сигналы объема поиска DataForSEO на сварке “cobot” и “welding cobot растут из года в год, а поставщики оборудования адаптируют линейки продуктов специально к сегменту поставщиков аэрокосмической отрасли с высоким содержанием смеси и малыми объемами. За этим стоит структурная нехватка сертифицированных сварщиков. Прогнозы Бюро статистики труда предполагают, что трудовому пулу сварщиков США требуется примерно 80 000-90 000 новых участников в год только для того, чтобы засыпать выходы на пенсию, а сварщики, сертифицированные в аэрокосмической отрасли, представляют собой меньшую часть этого. Сварка кобо не решает проблему в одиночку, но это повышает производительность каждого оставшегося сертифицированного сварщика, что является практическим смягчением.
Модернизация стандартов. Четвертое издание AWS D17.1, выпущенное в 2024 году, включает положения, расширяющие применимость документа — тихое, но важное обновление для магазинов, которые работали со старого издания.Опубликованный D17.3:2021 уже охватывает FSW алюминия, и работа комитетов по аддитивной сварке после обработки продвигается. Обновления ISO и EASA работают по несколько разным циклам, но направление одно и то же: больше процессов, больше комбинаций сплавов, более плотная документация.
Если вы указываете производственную ячейку на 2026-2027 годы
- Для пакетных работ по 50-500 деталей в месяц на вторичной конструкции оцените a система сварки Cobot по умолчанию (не ручная ячейка).
- Укажите издание AWS D17.1:2024 явно в заказах на поставку поставщикам, а не “current edition.”
- Для алюминиевой первичной конструкции с линейными швами толщиной >3 мм оцените возможности FSW, прежде чем задавать сварку плавлением.
- Подтвердите, что шкалы возможностей неразрушающего контроля с автоматическими сварочными ячейками пропускной способности (пропускная способность) выдают данные быстрее, чем обзор ручной рентгенографии.
Часто задаваемые вопросы
Вопрос: Какие сварочные процессы одобрены для аэрокосмической отрасли?
Посмотреть Ответ
Процессы сварки плавлением, утвержденные в соответствии с AWS D17.1, включают газовую вольфрамовую дугу (TIG/GTAW), газовую металлическую дугу (MIG/GMAW), плазменную дугу, электронный луч и лазерный луч. Сварка сопротивлением покрыта AWS D17.2. Сварка алюминиевых сплавов трением с перемешиванием покрыта AWS D17.3.
Вопрос: Когда следует использовать сварку трением с перемешиванием по сравнению со сваркой TIG для самолетов?
Посмотреть Ответ
Используйте FSW, когда соединение алюминиевое (2024/2219/6061/7075), сечение 3-25 мм, и линейная или окружная геометрия (геометрия) швы обшивки фюзеляжа, сварные швы купола резервуара, стрингерные соединения. FSW устраняет пористость и растрескивание затвердевания, что делает его по умолчанию для границ криогенного давления. Используйте TIG, когда сечение тоньше примерно 2 мм, сплав представляет собой титан или никелевый суперсплав, геометрия нелинейна (седла, сложные пересечения труб), или объем производства достаточно мал, чтобы капитал оснастки FSW не мог быть оправдан. TIG остается по умолчанию для выхлопных систем, гидравлических трубок и ремонта MRO.
Вопрос: Требуется ли сертификация Nadcap для всех поставщиков аэрокосмической сварки?
Посмотреть Ответ
Не требуется по закону, но коммерчески обязательно для большинства заказов на поставку летного оборудования от основных простых чисел (Boeing, Airbus, Lockheed Martin, GE Aerospace, Raytheon).Поставщик без Nadcap AC7110 по-прежнему может производить сварные швы, но большинство генеральных подрядчиков вместо этого направят работу аккредитованному поставщику.
Вопрос: Может ли сварка коботом соответствовать требованиям AWS D17.1?
Посмотреть Ответ
Сварочная ячейка cobot может быть квалифицирована для AWS D17.1 таким же образом промышленная роботизированная ячейка является — через квалификацию процедуры (PQR), квалификацию производительности сварщика, регистрацию параметров с обратной связью и доказательства повторяемости размеров. Само оборудование Cobot не является фактором стробирования; вопросы заключаются в том, может ли ячейка удерживать совместный подход в пределах ±0,2 мм, регистрируются ли параметры дуги для каждой детали и может ли неразрушающий контроль подтвердить принятие при требуемой пропускной способности. В рамках работ по вторичной структуре и партиям, составляющих 50-500 частей в месяц, ответ становится все более положительным. Выше 500 частей в месяц полная промышленная ячейка обычно выигрывает при затратах на сварку. Вакуумно-камерные процессы (EBW) и очень большие геометрии остаются за пределами оболочки cobot и сегодня.
Вопрос: Чем инспекция аэрокосмической сварки отличается от общей сварки QC?
Посмотреть Ответ
Общая сварка QC может опираться на визуальный осмотр, с выборкой NDT на подмножестве сварных швов Аэрокосмическая сварка на критически важном для полета оборудовании обычно требует 100% NDT every weld inspected with radiography, ультразвук, проникающий краситель, и магнитные частицы, соответствующие сплаву и геометрии Критерии приемки более строгие (малые допустимые размеры дефектов), и весь рабочий процесс 100 WPS, PQR, идентификатор сварного шва, результат неразрушающего контроля сохраняется на весь срок службы планера.
Об этом анализе
В этом руководстве обобщены опубликованные документы Комитета AWS D17, технические раскрытия Центра космических полетов имени Маршалла НАСА по сварке трением с перемешиванием для системы космического запуска, исследовательские заметки TWI по пористости титана и запись тематического исследования IFR по развертыванию сварки коботов. Там, где приводятся рыночные цифры, они представлены как опубликованные диапазоны от независимых групп аналитиков, а не как точки данных из одного источника. Начальные значения параметров процесса являются иллюстративными; каждая спецификация процедуры сварки должна быть квалифицирована в AWS D17.1 по квалификационной записи процедуры перед использованием в производстве. Рассмотрена командой инженеров zxweldingrobot.
Ссылки и источники
- Комитет AWS D17 по сварке в авиационной и аэрокосмической промышленности Американское общество сварки
- AWS D17.1/D17.1M:2024 Спецификация термоядерной сварки для аэрокосмических применений Американское общество сварки
- AWS D17.3/D17.3M:2021 Спецификация сварки трением с перемешиванием алюминиевых сплавов для аэрокосмических применений Американское общество сварки
- AWS D17.1:2024 Четвертое издание — Краткое изложение изменений американский национальный институт стандартов
- Сварной инструмент для штепсельной вилки основной ступени системы космического запуска ѕа
- Усовершенствованное металлическое соединительное оборудование — сварочная пробка с трением космический центр НАСА Маршалла
- Причины пористости титановых сварных швов (технические часто задаваемые вопросы) – Институт сварки (TWI)
- Практический пример чрезмерной пористости сварных швов с воздушными бутылками AMS 4975 университет Лериола Мэримаунт
- Коботы увеличивают производство 200% по сварке (пример Raymath) международная федерация робототехники
Связанные статьи
- Обзор системы и спецификации совместного сварочного робота — обзор системы и спецификации
- Сварочный робот TIG для нержавеющей стали — руководство по выбору
- Сварка коботов по сравнению со сваркой промышленных роботов — стоимость и скорость по сравнению со сваркой промышленных роботов
- Контрольный список соответствия AS9100 для автоматизированных сварочных ячеек


