
Свяжитесь с Чжоусяном
![Робот-консоль с 7 осями, как он работает, спецификации и приложения [2026]](https://zxweldingrobot.com/wp-content/uploads/2026/04/7-Axis-Cantilever-Robot-How-It-Works-Specs-Applications-2026.webp)
робот-консоль оси А7 добавляет линейный рельс заземления к стандартному 6-осевому сварочному рычагу, расширяя его рабочую оболочку от фиксированной точки до непрерывной 624-метровой зоны. для стальных конструкторов сварочные длинные Н-балки, коробчатые колонны, балки крыши (этот дополнительный аксиссимуплифицирует процесс, устраняя необходимость перепозиционирования заготовок или запуска нескольких роботов, обрабатывающих одну машину со всей длиной детали, снижая эффективность сварки на длинных элементах конструкции. Это глубокое погружение исследует, как работает система, как фактические характеристики выглядят у разных производителей и как решить, является ли покупка 7-го аксиса хорошей инвестицией для вашего магазина.
Быстрые характеристики: 7-осевой робот для сварки кантилеверов
| Всего Оси | 6 (манипулятор робота) + 1 (наземный рельс) = 7 |
| Точность повторения позиционирования | ±0,05 мм (различается в зависимости от производителя; некоторые модели ±0,1 мм) |
| Робот Полезная нагрузка | 6 — зависит от модели 2 кг (модель) |
| Арм Рич | 1,440 — 1,010 мм 1,440 мм (1,44 мм) 2,010 мм |
| Длина наземного рельса | 6 — 24 м (настраиваемый) |
| Скорость сварки | До 5 м/мин |
| Программирование | Обучение бесплатно (Tekla, SolidWorks, импорт UG) или обучающий кулон |
| Рейтинг защиты | IP56 (J1J2) /IP67 (J3J6) |
Что такое консольный робот с 7 осями?
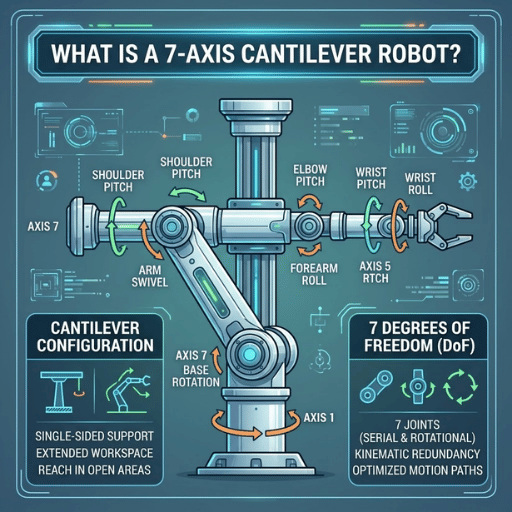
7 консольный робот - это промышленная сварочная система, которая монтирует 6-осевую руку робота на моторизованном грунтовом рельсе (ось 7-й оси い с использованием консольной (нависающей балки) конструкции.Ее конструкция позволяет перемещать робота над и рядом с заготовкой, сохраняя площадь пола непосредственно под ней открытой для логистики мостового крана.
На практике “7-axis” вызывает путаницу в отрасли Горстка производителей ♪ таких как OTC DAIHEN с его серией FD-V — реализует ось 7-го как второе вращательное соединение самого робота, открывая короткие точки помех и другие труднодоступные области. В конфигурации кантилевера 7-я ось всегда представляет собой линейную направляющую на уровне земли, которая расширяет рабочую зону робота по длине заготовки. Оба подхода решают одну и ту же фундаментальную проблему: обеспечивают больший охват и гибкость, чем 6-осевой робот с фиксированным педальным расположением.
Консольно консоль является ключевым отличием от сварочных систем типа портала Роботы портала ездят по подвесным рельсам, которые проходят по всей ширине и длине рабочего пространства и требуют тяжелой структурной поддержки и прочных потолочных конструкций. консольный робот просто выдвигается с одной стороны, освобождая больше площади пола и облегчая интеграцию в существующие производственные линии, где доступ мостового крана не должен быть заблокирован.
💡 Ключевое различие
“7-осевой робот” можно интерпретировать по-разному в зависимости от специфики. В консольных сварочных системах 7-й аксис всегда представляет собой наземный линейный рельс; в сочлененных роботах, таких как серия OTC DAIHENs FD-V, 7-й аксис представляет собой второе вращательное соединение в самой руке.
Как работает технология сварки без обучения?

Без обучения сварка заменяет ручное обучение-подвеска программирование с автоматическим генерированием сварочного пути. программирование робота с управлением оператора может занять значительное время; типичная часть, требующая 175 отдельных швов, может легко потребовать более 35 часов ручного обучения. Благодаря программному обеспечению без обучения система импортирует цифровую модель, анализирует положения сварных швов и генерирует полный путь за считанные минуты.
Процесс, основанный на программном обеспечении искусственного интеллекта и автономного программирования, состоит из трех этапов:
- Импорт 3D-дизайна: дизайнер отправляет файлы конструктивного дизайна непосредственно из Tekla Structures, SolidWorks и UG (NX). геометрия САПР, положения соединений и заметки о сварке - все они считываются автоматически.
- Обнаружение швов на основе зрения: лазерный сканер (например, лазерный трекер CP350V, используемый в системах Zhouxiang) выполняет интеллектуальное сканирование линий, чтобы определить фактические положения сварного шва на физической заготовке. Это компенсирует допуски на изготовление (разница между положением, указанным 3D-моделью для соединения, и фактическим положением в цехе.
- автоматическое формирование пути: когда система определяет координаты шва, она сравнивает их с библиотекой сварочных процессов и выбирает соответствующие параметры для скорости подачи проволоки, напряжения, скорости движения и угла наклона горелки. Оттуда робот выполняет всю последовательность сварки без ручного вмешательства.
Верботика, компания, которая специализируется на автономном программировании роботов, утверждает, что их система уменьшила время программирования для 175-сварной детали с более чем 35 часов (ручное обучение) до всего 1,5 часов. по всей отрасли системы без обучения обеспечивают в 5-10 раз более быстрое программирование по сравнению с традиционной работой с обучающими подвесками.
Что такое 7-я ось для роботов?
7-я ось консольно сварочный робот является моторизованным, рельс уровня земли, который позволяет всему телу робота двигаться по длине заготовки В отличие от шести соединений руки робота (которые управляют положением и ориентацией сварочной горелки), th ось обеспечивает перевод (перевод) возможность путешествовать 6 до 24 метров по прямой. Расширение рабочей зоны является определяющей особенностью, которая делает возможным покрытие длинных элементов конструкции одним роботом. в наземной направляющей используется реечная или шариковинтовая система с сервоприводом с синхронизированным управлением движением, чтобы робот мог постоянно сваривать во время движения по рельсу, не останавливаясь для изменения положения.
19-КРАТНОЕ Распространенное заблуждение
Без обучения не означает нулевое время настройки. позиционирование заготовки по-прежнему выполняется опытными операторами из-за конструкции приспособления, размещения заготовки и проверки параметров процесса сварки. что исключается, так это часы поточечного программирования пути на подвеске обучения (подвеска обучения) самая трудоемкая и бессмысленная часть процесса.
Технические характеристики, которые имеют значение
Диапазон спецификаций для 7-осевых консольных роботов сильно различается между производителями. Ниже приведено сравнение данных двух моделей Zhouxiang, а также OTC DAIHEN FD-V6S, чтобы показать распределение на рынке.
| Параметр | Чжоусян ZXR12-2010 | Чжоусян ZXR10W-1440-D | БЕЗРЕЦЕПТУРНЫЙ DAIHEN FD-V6S |
|---|---|---|---|
| Топоры | 6 + наземный рельс | 6 + наземный рельс | 7 (комплексное вращение) |
| Полезная нагрузка | 12 кг | 10 кг | 6 кг |
| Арм Рич | 2010 мм | 1440 мм | 1427 мм |
| Повторить точность | ±0,05 мм | ±0,05 мм | ±0,08 мм |
| Вес робота | 313 кг | 210 кг | 145 кг |
| Защита (запястье) | IP67 | IP67 | IP67 |
| Мощность мощности | 4,5 кВА | 4,5 кВА | 3,0 кВА |
| Дизайн запястья | Полый (внутренняя кабельная маршрутизация) | Полый (внутренняя кабельная маршрутизация) | Полый |
📐 Инженерная записка
IP67 на запястных соединениях (J3-J6) является обязательным условием при сварке. Эти соединения работают ближе всего к дуге и подвергаются воздействию брызг сварного шва, шлифовальной пыли и остатков защитного газа. IP56 на базовых соединениях (J1-J2) достаточно, поскольку высота крепления кантилевера удерживает их вдали от брызг зоны сварки. Все модели должны соответствовать ИСО 10218-1:2025, пересмотренный международный стандарт безопасности сварных роботов, который требует функций контролируемой остановки с учетом уровня безопасности и режима работы.
Стоит отметить конструкцию полого запястья Внутренняя прокладка кабеля устраняет внешний пучок кабелей на старых роботах, который обвивает запястье Это предотвращает помехи между кабелем сварочной горелки и заготовкой во время сложных путей движения — общая причина незапланированных остановок и столкновений горелок на системах без полого запястья.
7 Оси против 6 Осевой Сварочный Робот: Что Дополнительная Ось Изменяет

Типичный 6-осевой сварочный робот, прикрепленный болтами к неподвижной подставке, имеет рабочую огибающую, определяемую его плечом, обычно на расстоянии от 1400 до 2000 мм от основания. Для любой заготовки короче плеча это работает нормально. Когда заготовка выходит за пределы досягаемости робота, хотя 8-метровый H-be, который нуждается в изготовлении ткани 6-осевая система достигает жесткого предела. тканевый аппарат либо должен переместить заготовку с помощью подвесных кранов, либо добавить второго робота, либо подключить позиционер, чтобы повернуть работу в зону досягаемости.
С 7-ой осью рельс земли, история меняется, Один робот, пересекая 12-метровый рельс может сварить всю длину 8-метрового H-образного луча в одной непрерывной операции, поддерживая оптимальный угол факела повсюду без ручного изменения положения остановок.
✔ Преимущества 7-й оси
- Крышки 6 — рабочая зона размером 24 м с одним роботом-покрытием 6 (6) 24 м с одной рабочей зоной
- Устраняет оборудование позиционера и уменьшает площадь пола
- Поддерживает оптимальный угол факела на длинных швах без перерыва
- Избегает помех, перемещая всю руку вокруг препятствий
- Позволяет загружать периодические заготовки — кран переносит несколько деталей в зону рельса одновременно, что может улучшить время цикла
— Ограничения
- Более высокая стоимость оборудования (железнодорожная система, сервоприводы, дополнительная кабель)
- Выравнивание и калибровка рельсов требуют точной установки (±0,1 мм по всей длине)
- Обслуживание наземного рельса: износ реечного механизма, очистка рельсов, график смазки
- Более длительный первоначальный период ввода в эксплуатацию по сравнению с установкой с фиксированным креплением
- Только линейное движение не обеспечивает вращательную ловкость интегрированного 7-го шарнира
“Семь-осевые роботы имеют возможность лежать и тянуться вокруг частей и препятствий Они идеально подходят для приложений, где позиционирование деталей недоступно, и способны удерживать оптимальный угол факела и положение на более длинных частях без компромиссов.”
Техническое описание семиосных сварочных роботов, выполненных правильно
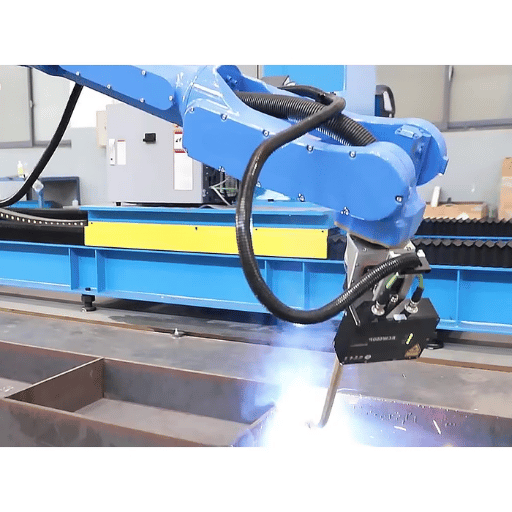
Конструкционная сталь изготовление цех показывает разницу ясно. представьте объект обработки 12-метровых H-образных балок с угловыми сварными швами на обоих фланцах. с фиксированным 6-осевым роботом, каждый луч проходит по меньшей мере два цикла репозиционирования (англ.)русск. подъемники крана и поворачивает балку, оператор переоснащает, и робот повторно калибрует свою начальную точку. каждый цикл съедает от 15 до 25 минут несварочного времени. теперь представьте себе 7-осевого консольного робота на 15-метровом рельсе. балка помещается один раз, и робот сваривает всю длину непрерывно. Через смену 20 балок только репозиционирование экономии восстанавливает 58 часов продуктивного времени сварки.
💡 Правило длины заготовки
Если ваша типичная заготовка находится ниже 3 метров, стандартный 6-осевой робот с позиционером прекрасно справляется с большинством применений. более 3 метров ручное изменение положения становится узким местом производства (и 7-я ось начинает окупаться. этот порог является основной границей принятия решения между фиксированным креплением и консольными конфигурациями.
Приложения: Где 7-осевые консольные роботы Excel

Робот для сварки консолей лучше всего подходит для отраслей, которые строят длинные тяжелые стальные детали с равномерным рисунком сварки. Расширенный охват, программирование без обучения и автоматическая идентификация швов создают прочную комбинацию для приложений с большим количеством вариаций заготовок, но стандартизированных типов сварных швов.
| Промышленность | Типичные заготовки | Сварные Типы | Длина рельса |
|---|---|---|---|
| Изготовление стальной конструкции | Н-образные балки, коробчатые колонны, балки крыши, пластины ластовицы | Филе, приклад, многопроходное | 6 ƒ5 м |
| Судостроение | Секции корпуса, палубные узлы, переборки | Филе, паз, галс | 12 — 24 м |
| Мост Строительство | Пластинчатые балки, поперечины, пластины для сращивания | Задница, филе, многопроходная | 8 ƒ5 м |
| Силовое оборудование | Котельные рамы, опоры сосудов под давлением, платформы оборудования | Филе, паз | 6 ƒ12 м |
Изготовление стальных конструкций составляет наибольшую долю развертывания консольных роботов. компоненты открытого типа, такие как H-образные балки с усиливающими пластинами, кронштейнами и опорами прогонов, имеют стандартизированную геометрию соединений, которую система без обучения обрабатывает с минимальным вводом оператора. Под ИСО 10218-2:2025 платформа роботизированных ячеек, эти приложения относятся к группе автоматизированных сварочных ячеек, которые требуют функций контролируемых остановок с учетом безопасности и определенных рабочих зон.
Рост мирового рынка роботизированной сварки подтверждает эту тенденцию, Согласно отраслевому анализу, рынок, как ожидается, достигнет около 20,78 млрд долларов США к 2032 году по сравнению с 10,66 млрд долларов США в 2025 году из-за углубления нехватки рабочей силы для квалифицированной сварки и растущего спроса на автоматизацию в конструкционной стали и судостроении. На этом рынке консольные конфигурации с технологией без обучения являются одними из самых быстрорастущих сегментов, особенно в Азиатско-Тихоокеанских производственных центрах, где расположены интеграция цифровых двойных систем и визуализация данных в реальном времени продвигает производственную разведку.
Некоторые производители также интегрируют консольную рабочую станцию для сварки роботов с расположенными выше по потоку станками для лазерной резки, создавая производственную линию для резки на сварку. Части текут непосредственно от резки к зоне сварки, уменьшая этапы обработки материалов (хотя для этого требуется тщательное планирование площади и синхронизированное планирование производства.
Как выбрать подходящего робота-консоли с 7 осями для вашей мастерской
Имеет ли смысл 7-осевой консольный робот, зависит от нескольких измеримых переменных. Ниже представлена структура, отображающая условия вашего производства в правильную конфигурацию.
Структура принятия решения: конфигурация по длине заготовки
- Длина заготовки <3 м 6-осевого робота со стандартным позиционером должно быть достаточно Добавление 7-й оси в этом масштабе не дает пропорционального прироста производительности.
- Длина заготовки 38 м indu 7 axis cantilever robot. Это сладкая точка, где дополнительная ось удаляет репозиционирование и начинает окупаться в течение 12 — 18 месяцев.
- Длина заготовки 8 15 м industed 7 axis cantilever с удлиненным рельсом (8 い 15 м). Обеспечьте уровень фундамента в пределах ±0,1 мм на метр для точности выравнивания рельсов.
- Длина заготовки >15 м 8-осевая или 9-осевая конфигурация портала или двойные консольные роботы, работающие в тандеме на общей направляющей.
- Смешанные размеры заготовок (переменное производство) 17 cantilever с программным обеспечением без обучения обеспечивает наибольшую гибкость ♪ каждая новая часть требует только нового файла 3D-модели, а не часов перепрограммирования.
- ✔
Измерьте максимальную длину заготовки 7-е число определяет, оправдана ли 7-я ось - ✔
Определите типы сварных швов ѕивт фл€та, попка, паз; подтвердите, что робот и источник питани поддерживают все необходимые процессы - ✔
Проверьте площадь пола и просвет крана кантилевер простирается с одной стороны; убедитесь, что выступ не препятствует существующим дорожкам крана - ✔
Оценить потребности в программировании если вы используете Tekla St для детализации стали, интеграция без обучения экономит значительное время программирования - ✔
Рассмотрим двухстанционные схемы it while робот с одной стороны, операторы загружают следующую заготовку с другой стороны, максимизируя время дугового включения
Для производственных цехов, уже использующих рабочие процессы цифрового проектирования (Tekla, SolidWorks или UG), возможность без обучения является решающим фактором. Его программное обеспечение автоматически генерирует сварочные пути из моделей проектирования, поэтому новые продукты или изменения дизайна не требуют ручного перепрограммирования. Для магазинов, которые все еще полагаются на ручные чертежи или 2D CAD, подход обучения-подвески по-прежнему работает (но без преимущества в скорости, которое оправдывает инвестиции 7-й оси).
Хотите попробовать 7-осевого консольного робота для своей производственной линии?
Посмотреть характеристики робота для сварки кантилевера →
Или запросите бесплатное предложение, используя спецификации заготовки с указанием объема производства.
Часто задаваемые вопросы
![Робот-консоль с 7 осями, как он работает, спецификации и приложения [2026]](https://zxweldingrobot.com/wp-content/uploads/2026/04/7-Axis-Cantilever-Robot-How-It-Works-Specs-Applications-2026-1.webp)
Вопрос: Сколько осей имеет консольный сварочный робот?
Посмотреть Ответ
Стандартный робот для сварки консолей обычно имеет 7 осей: 6 осей в руке робота (основание, плечо, локоть и 3 запястья) плюс 1 линейную ось рельса земли. Некоторые усовершенствованные конфигурации добавляют 8-ю ось (вращение консолей) или 9-ю ось (позиционер заготовки), но большинство рабочих мест для сварки консолей работают по 7 согласованным осям.
Вопрос: В чем разница между консолью и роботом для сварки портала?
Посмотреть Ответ
Консольный робот выдвигается с одной стороны на нависающей балке, оставляя пол свободным для доступа крана. портальный робот передвигается по подвесным рельсам по всей рабочей зоне, нуждаясь в большей структурной поддержке и высоте потолка. Консольные конструкции, как правило, лучше подходят для старых мастерских с ограничениями на краны; портальные системы удовлетворяют требования к большим объемам на специально построенных объектах с очень длинными или очень широкими заготовками.
Вопрос: Может ли 7-осевой консольный робот сварить без ручного программирования?
Посмотреть Ответ
Да, когда в системе установлено программное обеспечение без обучения. она импортирует 3D-модели от Tekla, SolidWorks или UG, затем использует лазерное зрение для сканирования заготовки и автоматического определения местоположения сварных швов. Оттуда программное обеспечение генерирует полный путь сварки и параметры процесса без ручного программирования обучения-подвески. Настройка приспособлений и проверка параметров процесса по-прежнему требуют участия оператора.
Вопрос: Какой размер заготовки может иметь 7-осевой консольный робот?
Посмотреть Ответ
Максимальная длина заготовки является функцией рельса грунта: большинство стандартных рельсов находятся между 6 и 15 метрами, пользовательские рельсы могут быть до 24 метров Ширина заготовки ограничена общим консольным свесом и вылетом руки (максимум 2,4 метра от рельсовой центральной линии) Вес заготовки является функцией пола или вместимости приспособления: не робота, потому что консольная конструкция не несет нагрузку на заготовку.
Вопрос: Насколько точен 7-осевой консольный сварочный робот?
Посмотреть Ответ
Точность позиционирования повтора составляет от 0,05 мм до 0,1 мм с использованием каждого производителя и модели a-priori. Это относится к соединениям руки робота; свая грунтового рельса обеспечивает собственный предел точности позиционирования повтора (указан отдельно). для сварочных применений точность повторения 0,1 мм приемлема для большинства операций углового и стыкового сварного шва на конструкционной стали.
Вопрос: Какие форматы файлов поддерживает бесплатное сварочное программное обеспечение?
Посмотреть Ответ
Большинство систем без обучения читают файлы IFC из Tekla Structures и файлы STEP/IGES из SolidWorks.Некоторые системы также принимают собственные форматы из Siemens NX (UG). файлы DSTV (NC), обычно используемые в индустрии стальных конструкций, поддерживаются также определенными платформами. проверьте у производителя, читает ли их программное обеспечение собственный формат вашей платформы проектирования или требует промежуточного этапа экспорта.
Об этом анализе
Это руководство было подготовлено инженерной командой Zhouxiang, опираясь на более чем 30-летний опыт производства сварочного оборудования и развертывание в более чем 50 странах. Спецификационные данные для моделей Zhouxiang отражают текущие параметры производства.Спецификации сторонних производителей (OTC DAIHEN) взяты из общедоступной документации по продукции. Данные о рынке собираются от IFR и независимых отраслевых исследовательских фирм. Там, где точные цифры недоступны, диапазоны приводятся, а не оцениваются отдельные значения.
Ссылки и источники
- ISO 10218-1:2025 ♪ Требования безопасности роботов для промышленных роботов Международная организация по стандартизации
- ISO 10218-2:2025 — Требования безопасности для промышленных роботов Международная организация по стандартизации
- Визуализация данных сварочных роботов в реальном времени и цифровых двойных систем – ПМЦ/Национальные институты здравоохранения
- Обзор продукта роботов с 7 осями Ы ОЦ ДАЙХЕН
- Автономное программирование роботов для автоматизации сварки – Верботика
- Рынок роботизированной сварки достигнет 20,78 миллиардов долларов США к 2032 году ѕисследования
- 5 распространенных сбоев в роботизированной сварке и способы их предотвращения & Трегаск
Связанные статьи
Отзыв от инженерной команды Чжоусян Последнее обновление: апрель 2026 г


