
Свяжитесь с Чжоусяном

Как выбрать и спроектировать специальную роботизированную сварочную рабочую станцию для вашего магазина
Мировая сварочная промышленность находится в разгаре структурного кризиса.Пер Американское сварочное общество (AWS), Соединенные Штаты столкнутся с 400 000 сварщиков дефицит к 2025, с почти 30% из нынешних сварочных кадров, вышедших на пенсию к тому времени (AWS, 2013).Для производителей, управляющих стальной фабрики, верфи или линии сборки тяжелого оборудования, этот дефицит приводит непосредственно к срыву сроков поставки, увеличение затрат на рабочую силу, и непостоянное качество сварки.
Такая индивидуальная роботизированная сварочная рабочая станция обеспечивает решения всех трех проблем. Но в отличие от стандартной готовой роботизированной сварочной камеры, специально разработанная система спроектирована с учетом точной геометрии детали, объема производства и требований к процессу сварки. Далее мы рассмотрим, какие факторы входят в специальную роботизированную сварочную систему, как спроектировать ее для установки, как в конечном итоге будут выглядеть затраты и когда совместный робот может быть более подходящей альтернативой, чем традиционная промышленная форма.
Что такое индивидуальная роботизированная сварочная рабочая станция?
Специальная роботизированная сварочная рабочая станция - это специально разработанная автоматизированная сварочная ячейка, спроектированная вокруг деталей конкретного производителя, производственных целей и ограничений пространства. Там, где стандартная предварительно спроектированная ячейка поставляет заранее разработанные компоновки, индивидуальная система начинается с вашей карты сварного соединения и работает в обратном направлении, чтобы указать роботизированную руку, позиционер, приспособление, защитный корпус и архитектуру управления.
Ни в одном из производственных домов не выполняются одинаковые рабочие процессы, и этот вариант имеет значение. 12-метровые Н-образные балки для изготовления конструкционной стали для объекта сварки имеют другие требования, чем один работающий короткопеечный автомобильный кронштейн. Пользовательские роботизированные сварочные системы учитывают дисперсию размеров деталей, сложность пути сварки, предпочтения оператора в доступе и взаимодействие с оборудованием, расположенным выше по потоку/ниже по потоку.
542,000
Промышленные роботы установлены по всему миру в 2024 году
4,66М
Оперативный запас роботов по всему миру
+6%
Прогнозируемый рост в 2025 году
Источник: Всемирный отчет IFR по робототехнике за 2025 год
The Международная федерация робототехники (IFR) сообщает, что количество глобальных промышленных роботизированных установок превысило 542 000 единиц в 2024 году — более чем вдвое больше, чем за 10-летний промежуток времени. автоматизации сварки приписывают большой кусок этого расширения, подпитываемый ненасытной нехваткой рабочей силы сварщиков и необходимостью стабильной производительности сварных швов на более высоких скоростях. Производители металлоизготовок и судостроения начали обращаться к индивидуальным роботизированным сварочным решениям как к способу заполнения пробела в запасах заказов, который создает сокращенный резерв рабочей силы.
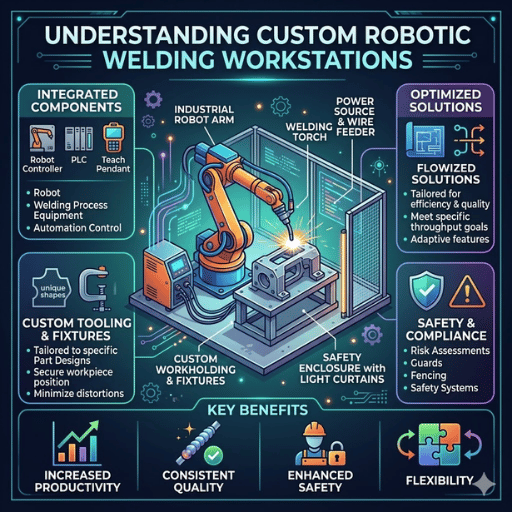
Основные компоненты внутри роботизированной сварочной камеры
Все роботизированные сварочные элементы независимо от того, являются ли они стандартными или пользовательскими, представляют собой одну и ту же фундаментальную подсистему. Разработка понимания этих строительных блоков необходима для создания системы, которая соответствует вашим сварочным приложениям и соответствующим целевым показателям пропускной способности.
| Компонент | Функция | Ключевые характеристики для оценки |
|---|---|---|
| Рука робота | Выполняет запрограммированный путь сварного шва через соединения | Полезная нагрузка (6620 кг), вылет (1400 — 2010 мм), 6-осевое сочленение, повторяемость ±0,05 мм |
| Источник сварочного питания | Поставляет контролируемый ток/напряжение для процесса дуговой сварки | MIG, TIG или мультипроцесс; синергическое управление; пульсовая способность |
| Позиционер/поворотный стол | Вращает и наклоняет заготовки для поддержания плоского или нижнего положения сварки | Грузоподъемность (500 — 10 000 кг), счет оси вращения, диапазон наклона |
| Крепление и зажим | Закрепляет детали в повторяемых положениях для каждого цикла сварки | Пневматические/гидравлические зажимы, модульные и специальные, время переключения |
| Система слежения за пластами | Определяет положение соединения в режиме реального времени и регулирует путь сварки | Лазерное зрение, сенсорное зондирование или отслеживание напряжения дуги; сопротивление дугового света |
| Защитный корпус | Защищает операторов от вспышки дуги, дыма и движения роботов | Световые занавески, запертые ворота, вытяжка дыма, вентиляция |
| Контроллер и программное обеспечение | Управляет движением робота, параметрами сварки и сигналами ввода-вывода | Подвеска Teach, автономное программирование (импорт Tekla/SolidWorks), регистрация данных |
| Станция очистки факела | Удаляет образование брызг и повторно калибрует TCP между циклами | Автоматическое удаление шлака, резка проволоки, антиразбрызгивание |
В частности, каждая из подсистем может быть выбрана, настроена и рассчитана с использованием данных вашей детали в рамках пользовательской системы. Например, а одностанционная роботизированная сварочная рабочая станция сварка применения для кронштейнов из углеродистой стали может указать 12 кг робота полезной нагрузки в паре с одноосным позиционером передней бабки. И наоборот, многостанционная ячейка, предназначенная для сварки H-образной балки из конструкционной стали, может потребовать наземного рельса, двухпозиционных устройств с емкостью более 5000 кг и отслеживания лазерного шва для управления разницей размеров от детали к детали.
💡 Совет профессионалов
Источник сварочного питания может добавить $8,000 к $25,000 выше плеча робота стоимость undependenting на если вы производите с системой сварки MIG, TIG, или многопроцессной системой. сначала определите процесс сварки, так как он диктует факел, подача проволоки, газ, и варианты источника питания.
Изготовленные на заказ и стандартные роботизированные сварочные рабочие станции
Большинству цехов не требуется полностью специально разработанная ячейка. предварительно спроектированные (стандартные) автоматизированные сварочные системы (иногда называемые роботизированными сварочными решениями "под ключ" (под ключ) корабль с предварительно сконфигурированными модулями робота, позиционера, корпуса и источника питания. Они эффективны для многих сварочных работ на деталях в типичных размерах и диапазонах веса.
Если ваши производственные потребности лишь немного отличаются от готовых сварочных решений, ваш выбор станет проще.
| Фактор | Стандартный /Ячейка под ключ | Пользовательская роботизированная сварочная система |
|---|---|---|
| Диапазон размеров детали | Фиксированный конверт (менее 1 м) | Разработано на самой большой заготовке (до 12 м+ с грунтовым рельсом) |
| Сложность пути сварки | Простые линейные/круглые соединения | Сложная 3D-геометрия, многопроходные сварные швы, адаптивное отслеживание швов |
| Объем производства | Средняя часть | Низкий объем, смешанные семьи с быстрой сменой |
| Время выполнения | 4 ₽8 недель | 12 — проектирование + изготовление + испытания) 20 недель |
| Предварительная стоимость | $50,0000 北TP4T150,000 | $100,0000 北$500,000+ |
| Интеграционный риск | Низкий (доказанная конфигурация) | Управляется (требует инженерной проверки и моделирования) |
| Масштабируемость | Ограниченное добавление станций означает покупку большего количества клеток | Модульные ♪ разработанные для будущего расширения (дополнительные роботы, позиционеры) |
19-КРАТНОЕ Распространенная ошибка
Приобретение стандартной ячейки для компонентов 10% за пределами ее рабочего диапазона может привести к неэффективному перепозиционированию между проходами сварного шва, ошибкам перепозиционирования и удвоенному времени цикла. если ваши компоненты находятся вблизи пределов стандартной конфигурации, индивидуальный путь обычно обеспечивает более низкую совокупную стоимость владения в течение 5 лет.
Если в цехе работают несколько семейств деталей, так что сегодня все должны работать структурные колонны и в следующем месяце и все сосуды под давлением. то гибкость и масштабируемость заказа. пользовательская роботизированная система окупится, сохранив переработку и время простоя, связанное с принуждением ненормальных деталей через стандартную ячейку.
Как спроектировать роботизированную сварочную рабочую станцию для вашей производственной линии

Создание роботизированной сварочной ячейки - это инженерная задача, а не покупка по каталогу. от ваших деталей до проверенной системы и далее к производству. это рабочий процесс, который наша инженерная команда работает в каждом индивидуальном проекте автоматизации сварки.
- Аудит сварного соединения, Соберите 3D модели или чертежи всех целевых частей.Карта каждого сварного соединения: тип, размер, положение и угол доступа. карта соединения рассчитать охват робота, ориентацию горелки & требование позиционера.
- Сопоставить каждое соединение с правым процессом дуговой сварки.MIG (GMAW) ручки высокопозиционные структурные сварные швы.TIG (GTAW) обеспечивает тонкость для чистого соединения тонкого калибра нержавеющей и алюминиевой.Submerged дуги обеспечивает все на длинных, продольных швах 3/8″-1-1/2″ тяжелой пластины. процесс сварки определяет источник питания, подачу проволоки, защитный газ, спецификации удаления дыма.
- Макет ячейки & Simulation — Создать 3D цифровую копию ячейки в программном обеспечении для автономного программирования (инструменты, Tekla, SolidWorks).Запустить моделирование всех путей сварки, чтобы гарантировать, что зоны охвата, столкновения и сингулярности не будут поражены рабочей оболочкой робота. Это дает нам последний шанс найти ошибки настройки до того, как сталь будет разрезана.
- Спроектировать способ загрузки деталей, зажима, вращения через сварочные станции и выгрузки деталей Двойная компоновка станции (пока одна сторона сварка, оператор нагружает другую сторону) дает максимальное время дугового включения и минимизирует циклы холостого хода.
- Безопасность и соответствие требованиям (Cafety & Compliance). Ваша конструкция соответствует требованиям ИСО 10218-1:2025 (безопасность роботов) и требования к уровню объекта Рекомендации OSHA по робототехнике– безопасность (световые занавески), схемы аварийной остановки, записи оценки рисков, планы обучения операторов и т. д...
Все выходы (совместные карты, таблицы данных процесса, отчеты моделирования, оценки безопасности и т. д.) перетекают в спецификацию сборки. Номер один вклад в переделку во время установки - отсутствие этапа моделирования. магазины, которые выполняют 2-3 недели раннего проектирования, устраняют дорогостоящие задержки производства на 2-3 месяца из-за конфликтов охвата или приспособлений, обнаруженных после того, как ячейка находится внутри компании.
💡 Совет профессионалов
Запросите ваш завод приемочный тест (FAT) перед отправкой; ваш интегратор сварных швов может фактически попробовать точные детали, которые вы будете получать в готовую ячейку, чтобы просмотреть время цикла, качество сварных швов и эргономику оператора перед поставкой на завод. Правильные FAT могут сократить время ввода оборудования на месте до 40-60%!
Стоимость роботизированных сварочных элементов: инвестиции и разбивка рентабельности инвестиций

Стоимость пользовательского роботизированного диапазона сварки широко со сложностью робота, но реальные точки данных магазина, если не точные котировки, обеспечивают работоспособные бюджеты. Вот где инвестиции: по типу системы:
| Конфигурация | Типичный диапазон цен | Лучший Для |
|---|---|---|
| Одноробот-ячейка, базовый позиционер | $75,000 北$150,000 | Мелкие детали, средний объем, процесс одиночной сварки |
| Одноробот-ячейка, двухстанционный позиционер | $150,0000 北TP4T250,000 | Смешанные детали, крупносерийное производство с перекрытием нагрузки/сварки |
| Ячейка мультиробота с наземным рельсом | $250,0000 北$500,000+ | Крупные конструктивные детали (H-балки, коробчатые колонны), сварка в высоком положении |
| Сварочная ячейка Cobot | $30,0000 北TP4T80,000 | Малообъемные, большие магазины, ограниченные по площади |
Однако помимо первоначальных капитальных затрат запланируйте ежегодные затраты на техническое обслуживание в размере $2,000 — $5,000 (расходные материалы, обновления горелок, обновления программного обеспечения) и изменения в окончательной калибровке системы отслеживания пластов.
12 — 24 мо
Типичный срок окупаемости
До 90%
Уменьшение дефектов сварки по сравнению с ручным
$156800/год
Предполагаемая годовая экономия рабочей силы (сценарий замены 4 сварщиков)
Скрытые затраты Большинство покупателей скучают
Типичный разговор вокруг нового роботизированного сварочного аппарата может быстро сосредоточиться исключительно на самом оборудовании; Однако стоимость нескольких позиций часто сбивает с толку новых клиентов:
- ✔
Подготовка пола Для роботобаз требуется уровень, амортизация вибрации. Модернизация существующего цеха может работать на $5,0000 ($15,000). - ✔
Обучение операторов Бюджет 40 (80) часов обучения на одного оператора для обучения работе с подвеской, базовому устранению неполадок и обслуживанию факела. - ✔
Инструменты для приспособлений - каждое новое семейство деталей потребует специального набора приспособлений ($3,000-$20,000 на комплект в зависимости от сложности). - ✔
Модернизация вентиляции - удаление дыма в закрытых роботизированных сварочных камерах может добавить $10,000-$30,000 в зависимости от объема ячейки и местного кода: требования к вентиляции.
Однако даже с учетом этих затрат рентабельность инвестиций является убедительной; Об этом сообщает AWS что средние полностью загруженные затраты ручного сварщика превышают $57 000 в год Одна роботизированная сварочная система, работающая в две смены, добавляет производительность 2-4 ручных сварщиков с гораздо большим качеством сварки, гораздо меньшим количеством доработок, гораздо меньшим количеством отходов расходных материалов, и каждая смена имеет предсказуемую производительность.
Сварочные элементы Cobot против промышленных роботизированных рабочих станций

В последнее время большое внимание уделяется новым совместным сварочным роботам (коботам) в робототехнической промышленности, особенно если небольшие цеха являются новичками в области автоматизации сварки и должны рассмотреть сварочного кобота Но выбор между сварочной ячейкой кобота и полной промышленной роботизированной сварочной ячейкой должен зависеть от гораздо большего, чем цена.
| Размерность | Сварочная ячейка Кобота | Промышленная роботизированная сварочная рабочая станция |
|---|---|---|
| Полезная нагрузка | 5 — 16 кг | 6 — 25+ кг |
| Скорость | Ограничено (пониженная скорость с учетом безопасности) | Полная скорость производства |
| Инфраструктура безопасности | Минимальное ограничение встроенной силы на единицу ИСО 10218/ТС 15066 | Полный корпус, световые занавески, сблокированные ворота |
| Программирование | Ручное обучение, основанное на приложениях | Обучить кулон + офлайн программирование |
| Лучший том | Малый объем, высокая смесь (короткие тиражи, прототипирование) | Средний объем производства (выделенные производственные линии) |
| Типичная стоимость | $30,0000 北TP4T80,000 | $75,0000 北TP4T500+ |
| Время развертывания | Дней в недели | От недель до месяцев |
19-КРАТНОЕ Когда кобот не является правильным выбором
Хотя коботы работают на более низких скоростях и полезной нагрузке, у них также есть более низкий входной барьер; поэтому они, вероятно, лучше всего подходят для сварки в цехе с большим разнообразием и малым объемом, в то время как ваши крупносерийные машины получают самую высокую производительность от полного промышленного робота-сварщика. Однако гораздо более длительное время цикла (на 3-5 раз дольше) может привести к тому, что коботы будут пытаться приспособить к высокоскоростному процессу сварки.
Высокосмесительный, большой объемный цех, следовательно, может найти гибридный подход: cobot сварочные ячейки для прототипирования и малообъемных деталей, наряду со специальными роботизированной сварочной системой высокоскоростных сварочных ячеек. принятие преднамеренного выбора, где автоматизировать, оставляет вам гибкость и эффективность.
Часто задаваемые вопросы

Какие функции безопасности следует включить в роботизированную сварочную рабочую станцию?
Посмотреть Ответ
Все роботизированные сварочный робот включая коботов должны быть физически защищены с блокированными воротами доступа, кнопки аварийной остановки на всех положениях оператора, системы защиты от вспышки дуги, и вытяжки дыма. для ISO 10218-2 также требуется документально подтвержденная оценка риска. когда коботы приводятся, полная охрана корпуса заменяется ограничивающей силой и скоростью согласно рекомендациям ISO/TS 15066.
Сколько стоит индивидуальный роботизированный сварочный аппарат?
Посмотреть Ответ
Изготовленные на заказ роботизированные сварочные ячейки: от $75,000 для однороботной рабочей станции с базовым позиционером до более $500,000 для многороботных систем с наземными рельсами, несколькими роботами, и отслеживанием швов высокого класса Ваша окончательная цена будет варьироваться в зависимости от полезной нагрузки робота, охвата, возможностей системы сварочного процесса, количества сварных швов и положений, интеграционной способности, а также существующего оборудования на вашем предприятии Большинство операторов видят окупаемость большинства полных систем в период между 12-24 месяцами:
Может ли специальное сварочное рабочее место выполнять задачи сварки тяжелых условий эксплуатации?
Посмотреть Ответ
Да. индивидуальные роботизированные сварочные рабочие станции являются ответом. это включает в себя любую сложную сварочную операцию, которую ячейки не могут выполнить эффективно. примеры включают многопроходные сварные швы на толстой пластине (25 мм+), большие конструктивные компоненты, такие как Н-образные балки и коробчатые колонны длиной до 12 м, и точную сварку материалов, которые требуют строгого контроля ввода тепла (нержавеющая сталь, алюминий).Базовые системы грунтовых рельсов максимизируют охват роботов для очень больших деталей, в то время как сверхмощные позиционеры (вместимостью до 10 000 кг) могут обрабатывать очень большие сварные швы за пределами стандартных возможностей ячеек.
Стоит ли вложения специальной роботизированной сварочной рабочей станции?
Посмотреть Ответ
Для операций большинство производителей проводят более 4 часов сварки ежедневно, да. экономическое обоснование зависит от трех значений: снижение затрат на рабочую силу (добавление или замена 2-4 ручных сварщиков в смену), повышение качества (на целых 90% меньше дефектов сварного шва), и увеличение емкости (роботы не испытывают увеличения времени дуги на смену или усталость оператора). $150,000 пользовательских ячейка для двух рабочих смен может быть полностью экономически эффективным только через 12-18 месяцев, поскольку роботы работают стабильно в течение 800+ часов в год.
Сколько времени занимает проектирование и установка роботизированной сварочной камеры на заказ?
Посмотреть Ответ
Типичный график от первой консультации до эксплуатации составляет 12-20 недель. это включает в себя 3-4 недели проектирования и моделирования, 6-10 недель производства и сборки, 1-2 недели заводских приемочных испытаний (FAT), 1-3 недели установки на месте, ввода в эксплуатацию и обучения. Меньшие однороботные ячейки могут двигаться еще быстрее (8-10 недель), в то время как сложный мультиробот с индивидуальными позиционерами может занять более 20 недель.
В чем разница между роботизированной сварочной ячейкой и роботизированной сварочной рабочей станцией?
Посмотреть Ответ
Эти термины широко взаимозаменяемы в отрасли Оба описывают интегрированную автоматизированную сварочную систему, которая сочетает в себе робот-руку, сварочный источник питания, позиционер или приспособление, защитную защиту и систему управления Некоторые компании называют полностью закрытую ячейку “system” и открытую “workstation” с коботами или ручными манипуляторами, но стандартной номенклатуры не существует. Сосредоточьтесь на спецификациях системы для сравнения между поставщиками.
Готовы спроектировать свою рабочую станцию для роботизированной сварки на заказ?
Наша команда инженеров успешно завершила более 1000 проектов по автоматизации сварки в более чем 50 странах с 1991 г. Поделитесь подробностями ваших деталей, и мы можем предложить план компоновки ячеек в течение 48 часов.
Об этом анализе
Этот документ опубликован Zhouxiang, проверенный производитель автоматизации сварки с более чем 30-летним опытом в проектировании роботизированных сварочных рабочих мест и автоматизированных производственных мощностей для строителей конструкционной стали, судостроения и тяжелого оборудования. Наши данные о затратах и философия проектирования основаны на прямом опыте работы с более чем 1000 проектами. Мы производим собственные роботы-оружие, позиционеры и панели управления, что позволяет нам минимизировать системные затраты, всегда рекомендуя полностью интегрированные решения. Где это возможно, мы цитируем сторонние источники (IFR, AWS, ISO).
Ссылки и источники
- Данные о рабочей силе сварки (AWS) Общество сварки
- Всемирный доклад о робототехнике 2025 (IFR) Международная федерация робототехники
- Где сварщики? ♪ Дайджест сварки, октябрь 2025 г (AWS) Общество сварки
- ISO 10218-1:2025 Робототехника про Требования безопасности Международная организация по стандартизации
- Стандарты робототехники — — стандарты робототехники (Осга) Безопасность и здоровье
- ISO 10218-1:2025 Безопасность роботов и роботизированных устройств – Американский национальный институт стандартов (ANSI)


