
Свяжитесь с Чжоусяном
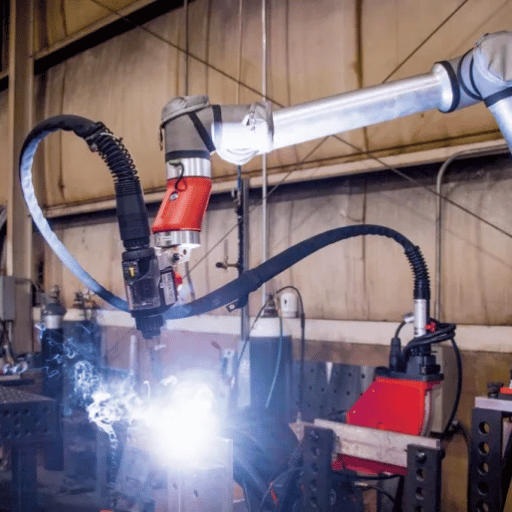
Сварка верфи раскололась на две параллельные вселенные. Согласно данным BLS, в одной из них человек-сварщик труб заправлен в резервуар с двойным дном, который в мае 2024 года все еще получал среднюю зарплату сварщика в США в размере $51000. Другой - это роботизированная ячейка на линии панели, выделяющая от 5 до 9 кг/ч металла сварного шва, с теплоотводом, контролируемым в соответствии с ограничениями ABS, часть 2, глава 4, и заменой двух или трех сварщиков-людей в смену.
Эта статья посвящена второй мировой роботизированной сварке швов корпуса, ребер жесткости переборок и продольных линий панелей в 2026 году.
Краткий обзор — роботизированная сварка верфи
| Скорость осаждения (роботизированный FCAW, корпусная плита) | 5 — 9 кг/ч руководство SMAW против 1.5 (3 кг/ч) |
| Промышленная 6-a×is роботизированная ячейка (система) | $150,0000 北$400,000 (типичный, 2024 — 2026 USD) |
| Сварочная ячейка Кобот (одностанционная) | $80,0000 北$200,000 (типичный, 2024-дюймовый 2026 USD) |
| Окупаемость при полном использовании | 12 (2) 2 месяца (8) 14 месяцев (14) две смены (2) (14) |
| Частота дефектов: роботизированная или ручная | <1% роботизированный (калиброванный) vs 5 — 8% руководство |
| Прогноз нехватки сварщиков в США | К 2029 году потребуется 320 500 новых профессионалов (AWS); 80 000 ежегодных открытий |
| Руководящие кодексы | AWS D3.6M-2017 под водой; D3.6M-202× в публичном обзоре ANSI; Правила ABS для строительства и классификации стальных судов |
1. Что означает “Shipyard Welding” в 2026 году い от трубосварщиков к роботизированным ячейкам
Если вы погуглили сварку на верфи,“, первое, что вы, вероятно, увидели, это страница вакансии сварщика. Это потому, что отрасли в США все еще нужны десятки тысяч сертифицированных сварщиков на военно-морских и коммерческих верфях соответственно.
The Данные BLS OEWS NAICS 336600 строительство кораблей и лодок является одним из немногих с крупнейшей профессиональной группой сварщиков, катеров и жаровен, и до сих пор показывает среднюю заработную плату сварщиков в США где-то в районе $51 000 в мае 2024 года Профессиональные данные BLS.
То, что эволюционировало за последние пять лет, - это параллельное наращивание роботизированно-сварочных мощностей.Ан Данные о рабочей силе сварки AWS по оценкам, к 2029 году в США потребуется 320 500 новых сварщиков, что потребует примерно 80 000 заполняемых рабочих мест в год в период с 2025 по 2029 год.
Поскольку большинство сертифицированных сварщиков находятся в клубе старше 55 лет, а около 153 000 квалифицированных сварщиков приближаются к выходу на пенсию, верфи, все еще полагающиеся на растущую численность персонала, и потоки талантов начального уровня прямо упираются в стену. Стать сварщиком на верфях по-прежнему очень похоже на путешествие по трубе, начиная с сертифицированных AWS основ сварки, хороших зарплат за сварку в судостроении с рынком закаливающей сварки и тех же условий на авианосце, что и на борту торгового судна. Роботы обеспечивают решение со стороны предложения для управляемого соединения, а человек по-прежнему является защитником в среде для работы, которой машины не выполняют. Стать сварщиком верфи по-прежнему остается жизнеспособным учеником, начиная с сертифицированных AWS методов сварки, сертификации AWS/морской сертификации, а также трубопроводов набора персонала, управляемых верфями и военно-морскими программами.
В центре внимания этой статьи - этот второй мир (北 い), что именно роботы делают для судостроения и чего не могут, и как производители решают их купить и развернуть.
2. Почему верфи теперь покупают сварочных роботов — 5 сигналов роботизированного триггера

Дворы не закупают сварочных роботов для фактора whiz“ ”gee. Они покупают их только тогда, когда одно из этих пяти условий запуска преодолело некоторый порог.
Если два или более из них относятся к вашему двору, дискуссия о том, какой тип роботов купить, куда их поставить и сколько заплатить, уже происходит где-то за столом.
5 сигналов роботизированного триггера
- Сигнал об обрыва труда. Ваши трубы найма сертифицированных сварщиков иссякают через дюжину месяцев, и бригадир пытается переключить персонал на невыполненные задачи. AWS e×pects требует примерно 80 000 в год, чтобы их можно было выполнить в период с настоящего момента до 2029 года (данные AWS о рабочей силе).
- Сигнал коэффициента дефектов. часы ремонта и шлифования на тонну для всех работ на вашем предприятии увеличились в течение двух последовательных финансовых кварталов. Роботизированная FCAW (дуговая сварка порошковым сердечником) привела к дефектам контроля качества значительно ниже 1% в системах, где параметры правильно настроены на 5-8% (eureka.patsnap, отраслевой синтез 2024 г.).
- Одноформатный сквозной сигнал. одна секция корабля (диск обычно панельные линейные филе или филе жесткости к пластине (конвертерный) работает каждую неделю и потребляет больше дуговых часов, чем любое другое семейство суставов. Повторяемость благоприятствует роботу.
- Сигнал смещения нескольких станций Сварщик тратит измеримую долю смены на ходьбу, приспособление или ожидание. платформа кобота, которая перемещается между станциями, восстанавливает это время простоя без восстановления объекта.
- Политический сигнал. ваша юрисдикция приняла инвестиционный стимул в судостроение или классовое общество выдвинуло более строгое правило последовательности. В США Закон "СУДА для Америки" (S.1541) включает инвестиционную налоговую льготу 25% для капиталовложений верфи, что напрямую улучшает математику окупаемости автоматизации.
Корея представляет собой самый яркий пример сигнала об обрыве рабочей силы. Отчеты Trade-press о данных Корейской сварочной ассоциации на рынке труда указывают на дисбаланс спроса и предложения примерно 2 к 1 для автоматизированных сварочных техников и руководителей в 2024 году, при этом заявленный спрос значительно опережает предложение квалифицированных кандидатов. Именно этот разрыв является движущей силой быстрой роботизации Филиалы HD Hyundai, где HD Hyundai Samho заявил, что “intelligent автономная верфь”, достигнутая к 2030 году, может повысить производительность и сократить время производства на 30 процентов.
3. Сравнение трех роботизированных зон — чай, переборка и линия панели
Большинство закупочных колод рассматривают “robotic shipyard welding” как одно.Это три вещи, и они предъявляют разные требования к архитектуре робота. мы называем сравнение ниже Матрица роботизированной зоны корпуса/переборки/панельной линии inda 9-рядная сетка, охватывающая геометрию соединения, толщину пластины, длину сварного шва, мобильность заготовки, архитектуру робота, выбор процесса, зрелость автоматизации, режим доминирующего дефекта и код управляющего класса-общества.
| Размер зоны | Шов корпусной пластины | Ребро жесткости переборки | Панельная линия продольная |
|---|---|---|---|
| Доминантный тип сустава | Задница (одиночный-V, двойной-V) | Филе Т-образного соединения | Длинное филе + прямая попа |
| Диапазон толщины пластины | 10 (DH36/EH36) 30 мм (DH36) | 6 — 20 мм, перемычка на пластине 10 (25 мм) | 8 — панели 18 мм |
| Длина сплошного сварного шва на секцию | Высокая (12 (18 м прямо) высокая (122 18 м прямо) | Средняя, повторяющаяся геометрия | Очень высокий (200 (30 м на панель) |
| Мобильность заготовки | Низкая сборка остается на месте | Средние субузлы могут перемещаться | Высокая подача — через линию |
| Практичная архитектура роботов | Мобильный кобот или портальный портал, установленный на рельсе | Кобот многостанционный или фиксированный сотовый | Фиксированный портальный + мультилазерный/МИГ |
| Типичный процесс | Роботизированный FCAW; SAW для длинных квартир | Роботизированный GMAW | Гибридный лазер-МАГ; ПАВ; ГМАВ |
| Зрелость роботизации | Emerging (мобильные коботы с 2023 г.) | Основан (коботы с 2020 г.) | Зрелые (гибридный лазер Meyer Werft с 2000 г.) |
| Режим доминирующего дефекта | Искажение пластины + пористость | Отсутствие слияния на перепонках | Прогорание + деформация на длинных швах |
| Управляющий кодекс класса-общества | ABS Часть 2/AWS D3.5 | ABS Часть 2 + IACS UR W7 | ABS Часть 2 + Процедура сварки LR |
Что неочевидно, так это то, что линия панели созрела не потому, что соединение легко, а потому, что панели можно привести к фиксированной ячейке. швы корпусной пластины не сложнее физически — геометрия проще — но робот должен прийти к сборке. это архитектурное различие приводит к выбору поставщика в разделе 5.
Панельный магазин Meyer Werft - это предельный случай. Сейчас в нем находятся крупнейшие круизные лайнеры длиной 350 метров и шириной 40 метров около 450 км гибридного лазерного сварного шва. Мейер был первым заводом, который в 2000 году внедрил гибридную лазерную сварку в производство панелей, и установка панелей 30 × 25 м в этом же цехе до сих пор является крупнейшей в своем роде. архитектурный контрапункт находится в общедоступной литературе по отслеживанию швов, в том числе USPTO US 12304013 (отслеживание шва для сварки труб) и NIH PMC11281207 (модель отслеживания пласта YOLOv8s-Seg, 2024 г.). Сестра корейские дворы пошли другим путем. HD Hyundai в 2026 году объявление компактного 24-фунтового сварочного робота, построенного с JCT и Rainbow Robotics, было нацелено на “tough-tough-reach задачи судостроения” ” мобильная половина той же проблемы.
4. Процессы роботизированной сварки судов (MIG/MAG, FCAW, TIG и Laser-Hybrid)

Четыре роботизированных сварочных процесса и техники имеют значение для судостроения, и они не взаимозаменяемы. Каждый из них соответствует разной комбинации толщины пластины, геометрии соединения и ограничения тепловой мощности классового общества. Спецификация процедуры сварки (WPS) - это то, что фиксирует правильную комбинацию для правильного применения структурной сварки, и инспектор по сварке будет использовать ее для интерпретации готового проекта в соответствии с квалифицированными параметрами.
| Процесс | Типичное осаждение | Лучший подгон | Классово-общественные заметки |
|---|---|---|---|
| Роботизированный GMAW (MIG/MAG) | 3 — кг/ч | Рамы жесткости, угловые сварные швы 6 15 мм, легкие рамы 6 угловых швов жесткости 6 | Вход тепла регулируется согласно ABS Часть 2 Глава 4 |
| Роботизированный FCAW | 5 — 9 кг/ч | Швы корпусных пластин 10 — 30 мм в DH36/EH36/EH36 | Провод к AWS A5.20/A5.29; Приемка корпусного класса ASTM A131 |
| Роботизированный GTAW (TIG) | 0.5 (1,5 кг/ч) | Нержавеющая цистерна, небольшой трубопровод, корневые проходы | AWS D3.6M для любых влажных/сухих подводных работ |
| Гибридный лазер-МАГ | 2 — скорость 4× однопроцессного | Длинные филе и приклады, круизные корпуса | Мейер Верфт стал пионером в производстве панелей с 2000 года |
📐 Инженерная записка
Минимальный предварительный нагрев для предварительного нагрева для корпусной плиты более 30 мм в AH36/DH36/EH36 для корпуса ABS будет находиться в диапазоне 120 150° C. Предварительный нагрев для покрытия 30 мм, где температура цеха будет ниже 5°C, должен составлять 75°C, а если температура цеха будет ниже 0°C, то предварительный нагрев должен составлять 75-100°C. Для ASTM A 131, группы 1 или 2 (в зависимости от толщины и термической обработки), спецификация, подробности приемочных испытаний и условия поставки механических свойств должны быть приведены для этих марок; все эти марки должны иметь гарантированный минимальный выход 355 МПа и контроль вязкости при низких температурах.
Условия роботизированного FCAW должны быть фиксированными, чтобы отражать эти температуры предварительного нагрева и пределы температуры между проходами во время процесса квалификации сварочной процедуры, а не приблизительными.
На фронте стандартов Комитет AWS D3 по сварке в морском строительстве остается каноническим телом США. Подводная сварка находится под контролем AWS D3.6M:2017, все еще действует; однако, пересмотренный D3.6M-202x находится в ANSI Public Review с октябрьским 2025 годом сроком годности, поэтому следующее издание может выйти с обновлением раньше слишком долго. стандарты, ориентированные на регуляторов с перекрестными ссылками, включают NIH PMC4824921 (Вентиляция в ограниченном пространстве от Shipyard Welders), который информирует ручной вырез ручной сварки, обработанный в разделе 8. Любые ремонтные работы или работы по блочной монтажу, которые проводятся ниже ватерлинии, должны быть приварены к D3.6M сегодня, как для роботизированных, так и для ручных рабочих процессов.
5. Промышленные роботы против коботов — когда каждый побеждает на верфи
Достаточно ли прочны коботы для сварки корпуса судна?
Вкратце: да на галтели и большинство ребер жесткости до около 20 мм плита, “с магнитным основанием и многопроходным программированием” для более толстой плиты корпуса.В более длинном: коботы не являются заменой для 6-осевых роботов и роботы не являются заменой коботов в КК среды верфи.
✔ Промышленный 6-осевой робот い
- Большой рабочий цикл для дугового включения в диапазоне от 60 до 100% на протяжении всей смены
- Лучше всего работает на статических панелях, повторении формы и равномерном семействе больших объемов.
- Потолок осаждения выше (Higher desplotion pethol) (поддерживает гибридный лазер-МАГ)
- Более низкая стоимость метра при высокой загрузке
— ограничения на промышленный 6-осевой робот
- Требуется фиксированная площадь, защитный кожух, программа крепления
- Простаивайте, когда следующая работа будет через двор
- Штраф времени перепрограммирования для варианта геометрии
- Более высокий входной капитал ($150K $400K типичный, больше для портала)
✔ Крепкость сварочного элемента Cobot — undsssrengths (прочность)
- Переходы от креплений жесткости, переборок и цехов каркасной сборки
- Магнитное основание и легкие факелы могут обеспечить несколько проходов на более толстой пластине без необходимости восстановления цеха
- Нижний входной капитал — ячейки одной станции $80K $200K
- Ручное программирование сокращает время переключения
— ограничения на сварочный аппарат Cobot
- Slower arc-on duty cycle than a hardened industrial robot
- Payload constraints — torch + wire-feed mass matters
- Seams longer than ~3 m are better served by the easier gantry travel than by the more labor-intensive cobot reach!
- Confined-space welding is required to have a human entry under OSHA 29 CFR 1915 Subpart B.
The architectural failure mode is well documented. As recent automation trade coverage notes, “if robots cannot move with the work, they sit idle while welders work across the yard” — fixed-cell systems break down here because ship fabrication is hardly ever repetitive. Stiffeners get welded across multiple fixtures and bulkhead assemblies shift bays based on size. That observation echoes years of practitioner experience captured at outlets like the Practical Machinist forum: process selection in heavy fabrication is rarely about the welding process itself; it depends on whether the work or the welder is the moving part.
It’s believed there are nearly 80 cobots working at the floor at Hanwha Ocean’s Geoje yard, and Samsung Heavy Industries (SHI) has openly said it plans to boost its design automation by over 100% by 2030. That trend stays consistent with the diagram above: cobots aren’t gobbling up production in the same way robots once did, rather, they’re operating the same joint families the work cells spent most of their lives on as unused.
6. Сравнение OEM-производителей вендора (Fanuc, ABB, Yaskawa, Kawasaki и China)
Welding-robot vendors come in four practical tiers. None of them is “best” in the abstract; they are different bets on parts-lead-time and total landed cost. A yard sourcing for a 2026 capital plan should pick the tier that matches its existing controls stack and maintenance footprint, then negotiate within it.
| Ярус | Representative vendors | Heritage | Where they typically win in a shipyard |
|---|---|---|---|
| Japanese Big Four | Fanuc, Yaskawa, Kawasaki, OTC (Daihen) | 40+ years of arc-welding controls; deepest installed base | Panel-line industrial cells; high-duty FCAW; long-life maintenance contracts |
| European | ABB, Kuka, IGM (Austria) | Strong path planning, integration with class-society process control | EU cruise yards; structural fillets; hybrid laser-MAG with laser partners |
| US integrators & cobot platforms | Lincoln Electric, Miller, Path Robotics, Hirebotics, Novarc, Universal Robots-based cells | Process power-source heritage + AI seam tracking | Mobile cobots; pipe seam tracking; HII/Navy programs (HII × Path Robotics 2026) |
| China OEMs | Multiple system integrators in Jiangsu, Zhejiang, Guangdong (including решения судостроительных сварочных роботов from China-based OEMs) | Younger arc-welding heritage; competitive landed cost | Structural fillets at $/m below tier-1; gantry frames; project-scope integration |
Total system cost in each tier is closer than line items suggest. For an industrial 6-axis cell, the robot arm itself is roughly 30-40% of total system cost; power source, positioner, fixtures, safety enclosure and integration engineering make up the rest.
A China-OEM bid that looks 30% cheaper on the robot can still land within 10% of a tier-1 bid once the integration scope is normalized. Lock the scope on those non-robot line items first.
7. Стоимость и рентабельность инвестиций — 3-рычажная модель окупаемости роботизированных ячеек
Сколько времени обычно занимает роботизированная сварочная камера, чтобы окупиться?
Industry data clusters at 12-22 month payback on a single shift, and 8-14 months on two shifts, for robotic welding cells installed in heavy fabrication. Conventional 18-36 month rule of thumb borrowed from automotive welding overstates the timeline for current-generation systems with seam tracking and integrated power sources.
Variance between yards is explained by three levers, none of which is the robot itself. Run your own numbers on these three terms.
The 3-Lever Robotic Cell Payback Model
- Lever 1 – Deposition uplift. Robotic FCAW lays down 5-9 kg/h on hull plate versus 1.5-3 kg/h for skilled manual SMAW. That alone is a 2-3 throughput gain on the joint families where the robot can stay in arc.
- Lever 2 – Labor displacement. One robotic cell typically replaces 2-3 manual welders per shift.U.S. 2025 median certified welder wage runs $48,000-$58,000; fully-loaded employment cost lands between $67,000 and $93,000 per welder per year depending on region and benefits load.
- Lever 3 – Defect-rate delta.Calibrated robotic welding with seam tracking lands defect rates below 1%, against typical 5-8% for manual work. One structural fabricator reclaimed 17% of weekly technician time previously spent on weld corrections. In shipbuilding specifically, weld defects mean grinding, fume, noise and rework – all expense items that the lever-3 delta drives down (Inrotech, 2024).
📐 Worked example
A $225,000 industrial cobot welding cell, single shift, replacing two welders at a $75,000 fully-loaded annual cost each, with a 3% defect-rate improvement on a typical rework budget, lands at roughly 17 months payback and a five-year ROI near 248% on the labor-and-rework line items alone. That number moves up or down by the second-shift factor – two-shift utilization shortens payback to 8-10 months on an unchanged capital outlay.
8. Роботизированная сварка по сравнению с сварщиком человеком (5-местный порог решения)
Honest framing is not “which joints does a robot weld better.” It is “which joints stop making economic sense to keep on a human.” We call the five-point test below the Robot vs Welder Decision Threshold (5-Joint Rule). Apply it at the joint level, not the project level.
- Repeatability test:The same joint geometry repeats more than 100 times per month on the same fixture. If yes robotic candidate.
- Continuous-length test:The single uninterrupted weld is longer than 1.5 m, or 3 m on a panel line. Above that, deposition uplift dominates.
- Accessibility test:A robot or cobot is able to access the joint with a standard torch, without entering the confined space. If entry would require an entrant rescue procedure under OSHA 29 CFR 1915 Subpart B, that joint stays on a human welder.
- Deposition test:The joint requires a deposition rate of 4 kg/h or more of weld metal. Less than that, and manual SMAW or hand-guided GMAW are still competitive for a small batch.
- Code-class test:The joint has a code class (ABS or AWS D3.6M) designating it as a routine production weld, rather than a tier-1 hull-critical rework weld. Tier-1 welds, particularly the subsea variety, are a different kettle of fish, better left to human technicians.
The carve-out list is as important as the threshold list:Confined space welding inside double-bottom tanks and complicated pipe-shoe penetrations remain the turf of hand-welders in every major US Navy shipbuilding program today (as of 2024). A study conducted by NIH PMC4824921 on confined-space ventilation by shipyard welders documents why the human must still be the entrant, since all systems — ventilation, monitoring, rescue — are built around a human being, not a robot.
“Welding is one of the hardest processes to automate in any industry, and shipbuilding is no exception. Ship fabrication isn’t clean or perfectly repeatable.”
— Industry automation engineer, summarizing the 2026 mobile-cobot procurement pattern across U.S. and Korean yards
9. 2026 Industry Outlook 2026 い (корейский, китайский, японский дворовый прием и перепродажа в США)
Three regional dynamics will shape the next 24 months of shipyard welding automation at noticeable different paces.
| Регион | 2026 forward signal | Action implication |
|---|---|---|
| Korea | HD Hyundai Samho 30% productivity / time target by 2030; Hanwha Ocean ~80 cobots at Geoje; Samsung Heavy doubling design automation by 2030 | Korean tier-1 hull-block deliveries continue to accelerate. Buying a robotic cell now to compete on cycle time is a defensive, not offensive, move. |
| China & Japan | Capacity expansion in commercial tonnage; Japanese vendor exports of arc-welding controls remain dominant | Sourcing landed cost favors China-OEM cells with tier-1 process controls bolted on. Verify class-society process-qualification path before purchase. |
| US & EU | SHIPS for America Act (S.1541) — 25% investment tax credit, Maritime Prosperity Zone program; HII × Path Robotics physical AI partnership Feb 2026; Meyer Werft DIGIMAR digital-twin laser welding | U.S. capital plans dated after Q3 2026 should size the 25% ITC into payback math. EU yards continue to lead on hybrid laser; expect technology transfer to U.S. cruise programs. |
One actionable idea:If you are planning a cell purchase in excess of $1M for 2026, factor the SHIPS Act tax-credit windows and the Q3-Q4 2026 vendor lead times in your plan. We are hearing quotations of 9-12 months for full panel-line installations from tier-1 vendors;cobots can be sourced in 8-14 weeks.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Вопрос: Что такое сварка верфей?
Посмотреть Ответ
Сварка верфи охватывает структурные и оснащенные сварные швы в рамках строительства, ремонта и переоборудования судов и лодок. Это может включать изготовление швов корпусных пластин, ребер жесткости переборок, лонгидутиналей для строительства панелей и строительства труб и танков. В 2026 году он будет все больше раздваиваться между ручной сваркой, выполняемой квалифицированными сварщиками труб и конструкций, и роботизированной сваркой панелей, ребер жесткости и шовно-гусеничных соединений корпуса.
Вопрос: Можно ли полностью автоматизировать сварку корпуса корабля в 2026 году?
Посмотреть Ответ
№ Панельная работа-линия широко автоматизирована в HD Hyundai, Meyer Werft и других верфях верхнего яруса с почти 450 км гибридной лазерной сварки в пределах огромных круизных лайнеров, но швы корпусных пластин на существующих блоках уже переходят на мобильных коботов с отслеживанием швов AI. Сварочные работы в пределах сложных пробивок труб-обуви, двухдонных танков, а в подводных приложениях уровня 1 остаются территорией ручного сварщика в соответствии с правилами OSHA/AWS D3.6M.
Вопрос: Сколько времени обычно требуется роботизированной сварочной камере, чтобы окупиться на верфи?
Посмотреть Ответ
Использование кластеров окупаемости отраслевых данных около 12-22 месяцев для одной смены и 8-14 месяцев для двухсменной работы Полностью загруженная роботизированная ячейка $75000 и ее 17-месячная окупаемость с 5-летней рентабельностью инвестиций, превышающей 248%, от одного двухсварного устройства $225000 представляет собой просто замену двух эквивалентов полной занятости для труда и переделки, а также улучшение показателей дефектов сварных швов на 3%-еже до рассмотрения преимуществ Закона о СУДАХ, что может компенсировать до 25% амортизируемой базы.
Вопрос: Сколько сварщики верфи заработают в 2026 году?
Посмотреть Ответ
По состоянию на май 2024 года BLS сообщает, что средняя заработная плата в США составляет $51 000, но надбавка за работу сверх этой суммы за сертифицированную сварку труб или корпуса с соответствующим удержанием и оплатой за сверхурочную работу может значительно увеличить компенсацию.
Вопрос: Каковы масштабы сварки в судостроительной промышленности?
Посмотреть Ответ
Welding is the backbone of any hull structure, machinery foundation, piping, tank, and outfitting installation. Today, the industry uses common process family welding technologies on a large scale – these include Gas Metal Arc Welding (GMAW/MIG/MAG), Flux-Cored Arc Welding (FCAW), Shielded Metal Arc Welding (SMAW), Gas Tungsten Arc Welding (GTAW), Submerged Arc Welding (SAW), and Increasingly, hybrid laser-MAG processes on panel lines. Our world class, leading maritime Class societies-ABS, ClassNK, LR, DNV, and BV-provide requirements for the qualification of welding procedure, but for the marine environment AWS D3 applies, while D3.6M details underwater welding. As of 2024 BLS OEWS NAICS 336600 data, welders comprise some of the largest job classifications among skilled-trades work within shipyards today, but robots are reshaping that landscape by doing an increasing proportion of deposition that makes sense economically.
Вопрос: Может ли кобот справиться со сваркой корпусных пластин или вам нужен 6-осевой промышленный робот?
Посмотреть Ответ
A collaborative or ‘cobot’ system is ideally suited for stiffener-to-plate fillet welds as well as many multiple pass welds up to about 20 mm-and the tool can be magnetized and then anchored to many locations-like above a deck. On the other hand, long uninterrupted plate or panel seams above 3m; and Full panel-line productivity demands a heavier-duty approach – typically 6-axis industrial robot systems or gantry systems that hold a high duty cycle and a larger deposition capability ceiling. Many yards are implementing both systems now – using the cobot for the variably geometry work like stiffeners, and the robots for the panel seams.
Сопутствующие вопросы Исследуйте решение для судостроительного сварочного робота
If you’d like a walkthrough of any of the specific robotic systems that we reference throughout this article-including the platform on which our system for ship hull, bulk-head and full panel line welding is built-we invite you to take a tour of our shipbuilding robot solutions page for an enterprise-grade B2B demonstration.
Ссылки и источники
- Welders, Cutters, Solderers, and Brazers — Occupational Outlook Handbook Статистика Ю.С. Бюро труда
- May 2024 OEWS National Industry-Specific Employment, NAICS 336600 Ship and Boat Building Статистика Ю.С. Бюро труда
- AWS Welding Workforce Data Dashboard Американское общество сварки
- D3 Committee on Welding in Marine Construction Американское общество сварки
- AWS D3.6M:2017 Underwater Welding Code (with D3.6M-202x ANSI Public Review) Американское общество сварки
- 29 CFR 1915 Subpart B — Confined or Enclosed Spaces — Shipyard Employment – У.С. Управление по охране труда
- Confined Space Ventilation by Shipyard Welders — NIH/NCBI PMC
- Робот слежения и контроля сварочного шва на основе улучшенной модели YOLOv8s-Seg — NIH/NCBI PMC, 2024
- US12304013B2 — Systems and methods for seam tracking in pipe welding — Google Patents / Novarc Technologies, May 2025
- S.1541 — SHIPS for America Act of 2025 — 119th Congress
- New SHIPS Act Legislation Aims to Revamp U.S. Shipbuilding Industry — U.S. Naval Institute News, December 2024
- Innovation in shipbuilding using vertical-down hybrid laser welding — Laser Focus World
- HII Teams with Path Robotics to Integrate Physical AI into Manned and Unmanned Shipbuilding — HII Newsroom, February 2026
- Ingalls “Shipyard of the Future” Upgrades Welding Automation — WorkBoat
- HD Hyundai Buys Tiny Welding Robots for Tough-to-Reach Shipbuilding Tasks — The Maritime Executive
- Перспективы, тенденции и оплата сварочного персонала согласно данным AWS – фабрикатор
Об этом анализе
This is a 2026 guide for shipbuilding welders based on the aggregation of roughly 16 diverse public sources of data; this analysis pulls together BLS occupational projections, the AWS workforce forecast, codes including AWS D3.6M for underwater welding and OSHA 29 CFR 1915 rules for shipyard safety and hygiene, plus authoritative industry recommendations including ABS steel preheat guidance and coverage from shipbuilding industry presses like the ones reporting on Meyer Werft, HD Hyundai, Hanwha Ocean, Ingalls Shipbuilding, HII Path Robotics, and a review of the US SHIPS for America Act. Figures for cost, payback and deposition all represent industry reported values from early 2024-mid 2026 and are denoted as such where provided-any cited number or statistic over six months old is clearly marked with an asterisk. The analytical frame work-consisting of a 3-Lever Payback Model and a 5-Joint Decision Threshold-are our own original constructs formulated based on this data and should be understood solely as a basis or starting point for the development of any shipyard-specific technology adoption analysis.


