
Свяжитесь с Чжоусяном

Industrial welding is the foundation of present-day heavy manufacturing — every steel building, ship hull, pressure vessel, wind tower, and chassis frame relies on weld joints that meet defined codes and survive decades of cyclic load. Practice has shifted noticeably in the last ten years. The American Welding Society foresees a deficit of about 320,500 new welders needed by 2029, the International Federation of Robotics counted 542,076 industrial robots installed globally in 2024, и ИСО 10218-1:2025 just landed as the most consequential robotic-safety revision of the last decade.
This guide covers what industrial welding means today, the processes used in heavy fabrication, when manual yields to robotic, how to specify a heavy-duty cell, and which trends will shape capex decisions through 2028.
Quick Specs — Industrial Welding Robot Reference
| Typical reach (articulated arm) | 0.6 – 4.0 m |
| Payload at wrist | 5 – 700 kg (model dependent) |
| Pose repeatability (per ISO 9283) | ±0.02 – ±0.08 mm |
| Axes configuration | 6 standard / 7-9 cantilever / +2 positioner |
| Supported processes | GMAW (MIG), GTAW (TIG), FCAW, Plasma, Laser, Laser-arc hybrid, Spot, SAW |
| Duty cycle (industrial cell) | 70 – 95 % |
| Governing safety standard | ISO 10218-1:2025 (robot) + ISO 10218-2:2025 (integration) |
A note on scope: this article is the hub for buyer’s education for heavy-duty robotic welding. It links into dedicated product pages and more detailed comparison posts where they are available. Figures mentioned are sourced inline; where vendor pricing diverged greatly we show ranges and date window.
What Industrial Welding Means in 2026

industrial welding is the high-deposition, code-governed meeting of metals in manufacturing environments – heavy fabrication shops, shipyards, automotive plants, wind tower factories, pressure-vessel foundries, pipeline yards. In three significant ways, it is the opposite of hobbyist or repair welding: process multiplicity (using six or more processes at a stretch, not just GMAW), volume (hundreds of meters of weld in a working day), and compliance (having written procedures (WPS, PQR) qualified to such standards as AWS D1.1, ASME Section IX, or ISO 15614).
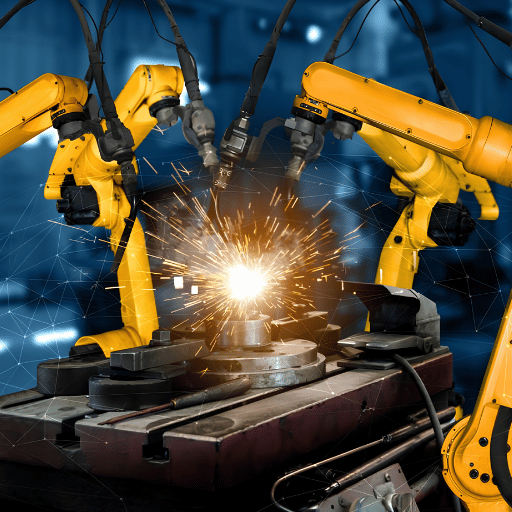
Scope of the practice is wide and expanding. In 2024, the number of industrial robots worldwide was 542,076 with the International Federation of Robotics and it predicted to reach 575,000 in 2025 and over 700,000 annually by 2028 (per the World Robotics 2025 publication). Welding remains one of the top three application sorts for this technology, along with material handling and assembly.
The IFR Executive Summary shows automotive holding a 23% share of new installations and the metal-and-machinery segment growing — a direct read on where industrial welding capacity is being added.
The 2026 industrial welding scenario is characterized by 3 elements: a structural welder shortage, an advanced development of the robotic welding population for all part-mix scenarios, and a new regulatory baseline, including a 2025 reissue of ISO 10218-1 and 10218-2. We discuss each of these in turn through out the rest of this guide.
Core Welding Processes Used in Heavy Industry

Industrial settings rely on six to eight processes routinely, selected by joint geometry, material, position, and required deposition rate. Comparison on the dimensions that matter for production decisions follows below.
| Процесс | Типичное осаждение | Thickness sweet spot | Common industry |
|---|---|---|---|
| GMAW / MIG | 1.5 – 4 kg/h | 1 – 25 mm | Automotive, general fabrication |
| FCAW (gas-shielded) | 3 – 12 kg/h | 6 – 75 mm | Structural steel, shipbuilding |
| ГТАВ / ТИГ | 0.5 – 1.5 kg/h | 0.5 – 10 mm | Aerospace, stainless, root passes |
| SMAW / Stick | 0.8 – 3 kg/h | 3 – 50 mm | Field welding, pipeline, repair |
| SAW (submerged arc) | 10 – 25 kg/h | 10 – 100+ mm | Wind towers, pressure vessels |
| Plasma arc | 0.5 – 2 kg/h | 0.5 – 8 mm | Stainless, thin-section precision |
| Laser beam welding | 0.5 – 3 kg/h | 0.5 – 20 mm | Automotive, electronics, precision |
| Laser-arc hybrid | 3 – 8 kg/h | 5 – 30 mm | Shipbuilding, wind, heavy plate |
What are the 4 types of welding?
The four most-quoted processes in trade education are MIG (GMAW), TIG (GTAW), Stick (SMAW), and Flux-Core (FCAW). They cover the majority of field and shop applications, but in real industrial settings the working list grows to at least eight as submerged arc, plasma, laser beam, and laser-arc hybrid join the mix. Choice is not a preference — it is a deposition-rate-versus-quality tradeoff tied to the joint code. A 30 mm fillet on a wind tower flange does not get TIG’d; it gets submerged arc or FCAW. A 1.5 mm stainless food-grade root pass does not get FCAW; it gets TIG or pulsed MIG.
Laser-arc hybrid deserves a closer look because it now straddles two performance envelopes. An academic comparison recorded 26% better melting efficiency for laser-MIG hybrid against single-laser welding on steel — a meaningful gap that drives adoption on shipbuilding panel lines and wind-tower longitudinal seams.
📐 Engineering Note — Deposition is not everything
High deposition rate buy for production speed while paying for heat input and distortion. A 50 mm 4-pass submerged-arc weld can run at 20 kg/hr but cost 50-150 kJ/cm heat input, acceptable within the limits of normalized carbon steel and often excessive on quenched-and-tempered or stainless. Always review the WPS heat input window before jumping to the highest-deposition choice.
Manual vs. Robotic Welding: When Automation Wins
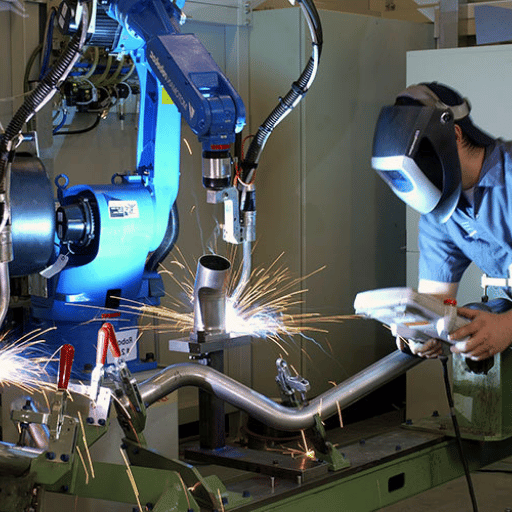
The business case for automation in 2026 has shifted from a productivity argument alone to a labor-supply argument. The American Welding Society’s October 2025 Welding Digest workforce analysis reports the U.S. welder shortage at roughly 400,000 workers, with 157,000+ welders heading toward retirement и 320,500 new welders needed by 2029 to cover attrition. Average welder age is around 55 against 42 for the general U.S. workforce. For fabricators the question has shifted from “will automation pay back?” to “can we hire the operators we need next year?”
Business case still demands strong justification as shown in the following decision matrix, which determines when a robotic welding or totally-automated program makes the most sense.
✔ Robotic welding wins when
- Annual weld-hours per part family exceeds roughly 500 hours (single shift) or 200 hours (2-shift).
- Part geometry is repeated across batches-even small batches if part families can share fixturing.
- Joint tolerances are tighter than even your best manual welders can achieve on average.
- Detected defect rate or rework cost exceeds the 2-3% average noted on the line.
- A fully-loaded welder wage and benefit is higher than the regional average and open positions cannot reliably be filled.
⚠ Manual welding still rational when
- Annual production is one-off or true low-mix, low-volume custom
- Access constraints (overhead site work, inside vessels) render any fixed cell irrelevant.
- Fit-up tolerance variance exceeds your cell’s seam-tracking compensation
- Capital budget cannot absorb a 12-24 month payback
- The manual welder workforce is consistent and skilled, with no looming retirements.
Can the same welder earn $100,000 a year?
The question matters for automation math because welder labor cost is the dominant ROI input. Top-tier industrial welders — certified to AWS D1.1, experienced with rig-time and shutdown jobs — do reach $100,000+ annually in 2026 markets, although the median welder wage runs well below that figure. Use a fully-loaded labor cost (wage + benefits + overhead + downtime) of $55-90 per hour for production planning. ROI swings on which end of that band applies and how many manual hours the cell displaces.
One nuance: most welding automation projects that fail do not fail in the robot. A Daihen post-mortem of failed installations concluded that parts shifted during clamping was the dominant failure mode — fixturing, not arc control, sank the projects. Plan fixturing investment in parity with the robot itself, not as an afterthought. For a fuller walkthrough of robotic vs manual cost dynamics, see our robotic vs manual welding cost breakdown и руководство по расчету ROI роботизированной сварки.
Heavy-Duty Robotic Welding Systems for Manufacturing
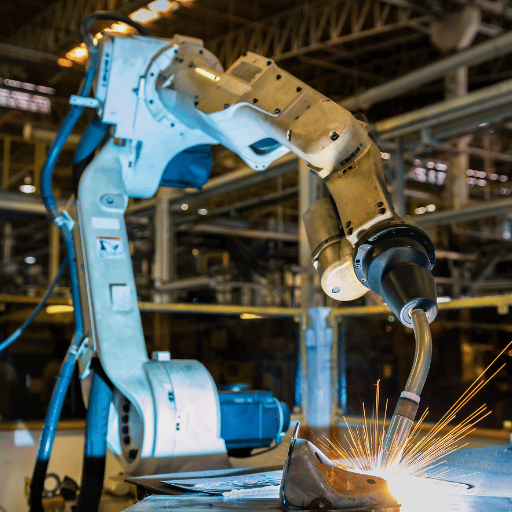
A heavy-duty welding robot is not a single product — it is a family of cell architectures, each tailored to a part envelope and production environment. Six architectures cover the reality of most industrial deployments.
| Architecture | Part envelope | Typical industry | Сила |
|---|---|---|---|
| 6-axis articulated cell | ≤ 2 m × 2 m × 1.5 m | Automotive, general fab | High flexibility, smallest footprint |
| Рабочее место портала | Up to 30 × 5 × 3 m | Shipbuilding, pressure vessel | Large parts, no part rotation |
| Cantilever (7/8/9-axis) | Long, deep-reach parts | Structural steel beams | Extended reach, single-side access |
| Ground-rail station | Long workpieces (15-50 m) | Bridges, columns, pipelines | Travels along workpiece |
| AGV mobile robot | Variable, no fixed cell | Job shop, large assemblies | Re-deployable, flexible |
| Сварочный кобот | Light parts, ≤ ~15 kg payload | Small-shop, low-mix | Easy programming, low capex |
This guide’s principal target — a robotic welding system for structural steel — almost invariably combines two architectures: a gantry or cantilever for column and beam length, plus a 6-axis articulated arm at the end-of-arm for joint articulation. Read more about specific subsystems in the dedicated консольный сварочный робот, gantry welding workstation, и ground-rail welding station pages.
“High-mix, low-volume structural steel welding is no longer a barrier to automation. With offline programming and modern path-planning tools, the per-part programming cost has fallen low enough that single-digit batch quantities can be economic.”
— Adapted from AGT Robotics analysis of structural-steel automation myths
19-КРАТНОЕ Cobots are not a substitute for heavy-duty structural welding robots
The marketing pitch for welding cobots — “the same job as an industrial robot, easier to program” — does not survive payload math on structural steel. A typical welding torch with cable bundle masses 8 to 15 kg before any process accessories. Many welding cobots ship with payload envelopes at or below ~15-20 kg, leaving little room for laser seam-tracking sensors, gas shrouds, or anti-spatter shields. Add the duty-cycle ceiling cobots enforce for shared-workspace safety, and structural beam welding — which demands 70-95% arc-on time over multi-meter passes — falls outside the cobot envelope. Cobots remain the right answer for small parts and low-mix shops; they are not the right answer for a beam line. See our cobot vs industrial robot comparison for a longer treatment.
Industry-Specific Applications and Process Selection
Process and system selection shifts substantially across industries because governing code, joint geometry, and production volume all change. Seven industries are mapped below to their dominant code, typical process, and typical system architecture.
| Промышленность | Governing code | Dominant process | Typical system |
|---|---|---|---|
| Structural steel | AWS D1.1 | FCAW, GMAW | Cantilever or gantry + 6-axis |
| Судостроение | AWS D3.6M / IACS | FCAW, Laser-arc hybrid | Gantry portal, panel line |
| Wind energy (towers) | IEC 61400-6 | SAW, FCAW | Column & boom + roller bed |
| Pressure vessels | ASME Section IX | SAW, GTAW root + FCAW fill | Column & boom + positioner |
| Power generation | АСМЕ Б31.1 | GTAW, hot-wire TIG | Articulated + orbital head |
| Automotive | AWS D8.6 / OEM specs | Spot resistance, GMAW | 6-axis cells, high count |
| Pipeline | АПИ 1104 | GMAW (mechanized), SMAW | Bug-on-band orbital, AGV |
For shipbuilding and power generation specific applications, see robotic welding for shipbuilding и power industry welding robots. One interesting caveat: do not select a robotic system until the governing code’s prequalification table is established. Certain codes (AWS D1.1) prequalify some joint-process combinations, avoiding individual procedure qualification; others (ASME IX) demand qualification for each WPS regardless of vendor automation. Code drives the documentation cost, not the robot.
Robotic Welding System Specifications That Matter
A meaningful request for quotation requires the right parameters. Loosely defined terms — “fast,” “accurate,” “flexible” — produce generalized quotes. Dimensions below allow apples-to-apples comparison.
- ✔Axes count. 6 axes is the articulated baseline. A 7th axis (linear track) extends reach. 8th/9th axes typically add positioner motion synchronized with the robot for a full rotation of the part under the torch.
- ✔Reach. 0.6 to 4.0 m for articulated arms. Add positioner or track reach for the full envelope. Quote maximum reach at the welding torch tip, not at the wrist flange.
- ✔Payload at wrist. Specify the entire process-package mass — torch + cables + sensors + nozzle accessories — and require 30% headroom for dynamic loading.
- ✔Repeatability per ISO 9283. Industrial models report ±0.02 to ±0.08 mm at full load. Anything outside this band needs scrutiny; anything quoted without “per ISO 9283” should be treated as marketing copy.
- ✔Duty cycle. 70-95% for industrial cells. Cobots and shared-workspace systems sit lower because of safety interlocks.
- ✔Sensor integration. Laser seam-tracking, touch sensing, through-arc sensing, and machine-vision part identification. Laser tracking is the modern standard for parts with weld-prep variance greater than 0.5 mm.
- ✔Programming method. Teach pendant for one-off parts, offline programming (OLP) for production. OLP is what makes high-mix low-volume work economic — see the AGT myth-debunk above.
Cost, ROI, and Decision Framework for Buyers
Market prices below reflect industry sources as of Q1 2026, and vary widely depending on scope of integration, accessories, regional labor rates, and currency. Think of them as planning buffers, not RFQ quotes.
How much does an industrial welding robot cost?
Equipment cost falls into three tiers. Entry-level welding cobot packages start around $38,950 per SwitchWeld’s 2025 published pricing and reach about $150,000 for higher-tier cobot configurations. Full industrial 6-axis welding cells typically run $150,000 to $400,000 integrated. Heavy-duty integrated systems — gantry or cantilever combined with positioner, fume extraction, sensors, and multi-robot orchestration — run from $400,000 to $1,000,000+. For project-grade ROI math, use the оценка стоимости сварочного робота и роботизированная сварка ROI калькулятор. Industry payback periods reported by multiple integrators (CLOOS, JagCo, evsint) cluster at 12-22 months single-shift и 8-14 months two-shift for full cells, with cobot installations frequently reported at 6-18 months when displacing high-cost-per-hour manual labor.
The 3-Threshold Industrial Welding Automation Framework
Rather than chasing a single payback target, evaluate three independent thresholds. Crossing one moves you toward automation; crossing two or three makes automation the rational baseline.
- Volume threshold. Aggregate weld-hours per part family across every SKU. Above roughly 500 h/year single-shift, the cell’s amortization curve crosses manual labor cost. Above 1,500 h/year, heavy-duty integrated systems become defensible.
- Complexity threshold. Repeating geometry — same joint types, similar plate thicknesses, predictable fit-up — drops automation cost. Unique parts with fit-up variance greater than 2 mm push fixturing cost higher and can erase robot ROI.
- Labor scarcity threshold. Current open welder positions you cannot fill, or a projected retirement cliff removing more than 20% of the current welder roster within 24 months, moves automation from financial to strategic.
One threshold crossed → pilot a cobot or single cell. Two thresholds → full industrial cell. All three → heavy-duty integrated system.
For a more detailed discussion of cost drivers see our welding robot cost analysis.
Safety Standards and Operator Training Requirements

The regulatory baseline updated in 2025. ISO 10218-1:2025 and ISO 10218-2:2025 were issued as a substantial revision to the robotic safety standard, the first significant revision in over ten years. Any cell installed before 2025 should be reviewed against these new rules and any new installation will need to be compliant. These standards address collaborative operation modes, safety-rated stop functions, and the interface boundary between robot and end-effector.
- ✔ИСО 10218-1:2025 — robot safety design and protective measures
- ✔ISO 10218-2:2025 — integration and commissioning safety
- ✔ОША 1910.252 — general welding requirements (fire watch, ventilation, PPE)
- ✔OSHA Robotics Standards reference — defers to ANSI/ISO for robot-specific requirements
- ✔ANSI Z49.1 — Safety in Welding, Cutting and Allied Processes (AWS-published)
- ✔ISO 15614 — welding procedure qualification
The Association for Advancing Automation maintains an FAQ on the 2025 ISO 10218 update that is the practical starting point for integrators reviewing what changed. ANSI’s analysis covers the inherent-safe-design clauses in detail.
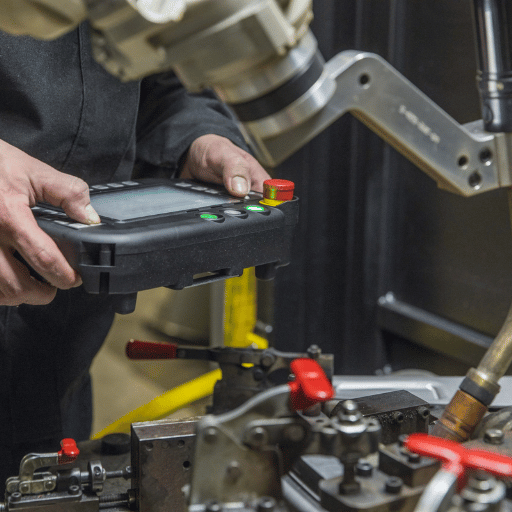
Training in 2026 reflects the worker transition described earlier. The five-step framework below is the consensus operator track for converting an experienced welder into a robotic cell supervisor:
📐 Engineering Note — Five-step operator training
- Welding process fundamentals (existing skill — confirmed not retaught)
- Cell safety, lockout-tagout, emergency stop reflex (2-4 hours, vendor-led)
- Pendant programming for path teach + parameter tuning (8-16 hours)
- Offline programming workflow + simulation review (16-32 hours)
- Statistical process control and defect-root-cause workflow (ongoing)
See also our deeper treatment of welding robot safety standards.
Industrial Welding in 2026: Five Trends Reshaping Manufacturing

Five concrete shifts are visible over the next two years, anchored to Pemamek’s 2026 welding automation analysis, IFR installation data, and the AWS workforce projections cited earlier.
- AI adaptive welding with closed-loop control. Sensor-fused machine learning that adjusts current, voltage, and travel speed in real time based on seam geometry and joint conditions. It cuts rework on parts with fit-up variance and shortens new-part ramp-up. Practical adoption is uneven — the algorithm is the easy part; the calibrated sensor stack and data pipeline are the hard parts.
- Digital twins, virtual commissioning, and remote factory acceptance testing. Path validation and cycle-time work performed against a simulated cell before the physical hardware ships. Shortens on-site commissioning by weeks. Remote FAT is now feasible for project teams that travel globally.
- Laser-arc hybrid moving into heavy fabrication. The 26% melting efficiency advantage demonstrated in academic work is being translated to wind-tower longitudinal seams and shipyard panel lines. Watch for new entrants in 2027-2028 as laser equipment prices stabilize.
- Data-driven service models — uptime guarantees instead of hardware sales. Predictive maintenance, remote diagnostics, and spare-parts subscriptions converting capex into managed-asset opex. Expect outcome-based contracts to spread from anchor accounts to mid-market by 2027.
- Workforce upskilling — welder to robot operator. The 400,000-worker U.S. shortage and the 320,500-by-2029 projected need from AWS forces this shift. Vendors are investing in operator-focused interfaces, digital training platforms, and certification programs that meet welders where they are rather than asking them to become programmers.
If you are planning for capex through 2027, the practical filter is whether each of these trends extends or replaces the system you are evaluating. AI adaptive welding extends; laser-arc hybrid replaces traditional MIG on heavy plate; predictive service extends. Plan accordingly.
Часто задаваемые вопросы
Q: What is industrial welding?
Посмотреть Ответ
Промышленная сварка - это регулируемое нормами соединение металлов в производственных масштабах в тяжелом производстве (конструкционное производство, судостроение, автомобилестроение, сосуды под давлением, ветер, электроэнергия и трубопроводы — с использованием квалифицированных процедур и отслеживаемого осаждения.
Q: What are the main types of industrial welding processes?
Посмотреть Ответ
In industrial environment the working list is GMAW (MIG), GTAW (TIG), FCAW (flux-core), SMAW (stick), SAW (submerged arc), plasma arc, laser beam welding, and laser-arc hybrid. Choice is based on joint thickness, position, material, deposition-rate requirement, and governing code’s prequalification table – not preference.
Q: How much does an industrial welding robot cost in 2026?
Посмотреть Ответ
Пакеты сварочных коботов начального уровня начинаются примерно с $38 950 и достигают $150 000 для более высоких уровней. Полные промышленные 6-осевые ячейки обычно работают от $150 000 до $400 000. Сверхмощные интегрированные системы с порталом, позиционером, многороботной оркестровкой и датчиками работают от $400 000 до более $1 000 000. Периоды окупаемости, сообщаемые интеграторами, группируются в односменный период 12-22 месяца и двухсменный период 8-14 месяцев.
Q: What is the difference between MIG and TIG welding for industrial use?
Посмотреть Ответ
MIG (GMAW) deposits 1.5-4kg/h using a continuously fed wire – the workhorse for carbon steel structural and automotive work. TIG (GTAW) deposits 0.5-1.5kg/h using a non-consumable tungsten electrode – the choice for thin sections, stainless steel food/pharma equipment, aerospace and root passes where the visible weld surface and metallurgical control matters more than speed.
Q: Is robotic welding faster than manual welding?
Посмотреть Ответ
Robotics consistently perform better than a manual welder on arc-on time – typical cell duty cycle is 70-95% against manual arc time of 15-30% – and produce more consistent bead geometry. Net throughput depends as much on fixturing and part-load cycle as on robot, which is why fixturing investment must scale with the robot, not lag it.
Q: What safety standards apply to industrial welding cells?
Посмотреть Ответ
ISO 10218-1:2025 и ISO 10218-2:2025 регулируют проектирование и интеграцию роботов. OSHA 1910.252 охватывает общую безопасность сварки, а OSHA подчиняется ANSI/ISO для требований, специфичных для роботов. ANSI Z49.1 охватывает дым, огонь и СИЗ. ISO 15614 охватывает квалификацию процедуры сварки.
Q: Can a cobot replace a heavy-duty welding robot for structural steel?
Посмотреть Ответ
No — payload, reach, and duty-cycle envelopes disqualify typical welding cobots from structural beam welding. A welding torch with cables already approaches the cobot’s 15-20 kg payload before any sensors are added. Shared-workspace safety reduces effective duty cycle below the 70-95% needed for multi-meter passes. Cobots remain appropriate for small parts, low-mix shops, and pilot deployments; structural steel requires gantry, cantilever, or ground-rail architectures.
Q: What is laser-arc hybrid welding?
Посмотреть Ответ
Комбинация лазера и дуги (обычно MIG) в пределах одной сварочной ванны Лазер проникает глубоко и узко; дуга заполняет колпачок и обеспечивает металлургический допуск на дисперсию посадки. их спаривание дает более высокие скорости движения, более узкие зоны термического влияния и 1 на академическое испытание IIETA (около 26%) лучшую эффективность плавления, чем однолазерная сварка на стали.
Об этом анализе
This guide compiles industrial welding fundamentals against current 2026 reference points: IFR World Robotics 2025 installation data, the AWS October 2025 workforce projections, the freshly issued ISO 10218-1:2025 and ISO 10218-2:2025 revisions, and field analyses from Pemamek, AGT Robotics, and Daihen on automation project outcomes. Cost figures cited are Q1 2026 industry references. Reviewed by the Zhouxiang engineering team — over thirty years building welding equipment for structural steel, shipbuilding, and power-industry customers.
Ссылки и источники
- World Robotics 2025 — Global robot demand международная федерация робототехники
- IFR World Robotics 2025 Executive Summary (PDF) международная федерация робототехники
- Where Are the Welders? Welding Digest October 2025 Американское общество сварки
- Данные о рабочей силе сварки AWS Американское общество сварки
- ISO 10218-1:2025 — Robotics safety requirements Part 1 Международная организация по стандартизации
- ISO 10218-1:2025 — Robots and Robotic Devices Safety американский национальный институт стандартов
- Updated ISO 10218 FAQ (А3)
- 1910.252 — General Welding Requirements – У.С. Управление по охране труда
- Robotics Standards Reference – У.С. Управление по охране труда
- Analysis of TIG-MIG Hybrid Welding and Its Impact on Mechanical Properties — International Information and Engineering Technology Association
- Тенденции Формирование автоматизации сварки в 2026 году ѕиэмэмэк
- 3 Myths About Robotic Welding in Structural Steel — AGT Robotics
- Why Most Welding Automation Projects Fail — Daihen USA
Связанные статьи
- Welding Cobot vs Industrial Robot — payload, reach, and duty-cycle comparison
- Automated Welding Systems — what manufacturing buyers need to know
- How to choose a welding robot — sizing and selection guide
- Top welding robot manufacturers in 2026
- Welding robot programming — teach pendant vs offline programming
- Welding robot maintenance schedule and best practices


