Свяжитесь с Чжоусяном

Сварка фрикционным перемешиванием (FSW): применение в аэрокосмической отрасли и лотках для аккумуляторов электромобилей

Содержание
показывать
Сварка трением с перемешиванием (FSW) решает проблему, которую дуговая сварка не может: соединение высокопрочных алюминиевых сплавов, которые трескаются при охлаждении из жидкого расплава. С тех пор, как Уэйн Томас изобрел этот процесс в TWI в 1991 году, FSW расширилась от аэрокосмических исследований и разработок до автомобильных производственных линий, производства аккумуляторов для электромобилей и крупномасштабного судостроения. Прорыв Тихоокеанской северо-западной национальной лаборатории в сентябре 2025 года теперь преодолел последний барьер на пути развертывания гибких сборочных линий роботизированных FSW.
Быстрые характеристики: сварка трением с перемешиванием (FSW)
| Тип процесса | Твердотельное соединение — основной материал никогда не плавится |
| Рабочая температура | 80 — точка плавления основного материала 90% |
| Изобретенный | 1991, TWI Ltd, Кембридж, Великобритания (Уэйн Томас) |
| Первичный материал | Алюминиевые сплавы ♪ марки от 1xx до 7xxx |
| Также сварки | Сталь, титан, медь, никель, разнородные металлы |
| Диапазон толщины (Al) | 0,3 мм — — 75 мм, один проход |
| Ключевые стандарты | AWS D17.3/D17.3M:2021 (аэрокосмическая промышленность) · ISO 25239 (общий) |
| 4 контрольных параметра | Прижимная сила · Скорость вращения · Скорость движения · Угол наклона |
| Расходные материалы (Ал) | Нет нет присадочной проволоки, защитного газа или флюса |
| Выходное отверстие | Да, при сварке требуется размещение |
Что такое сварка трением с перемешиванием?
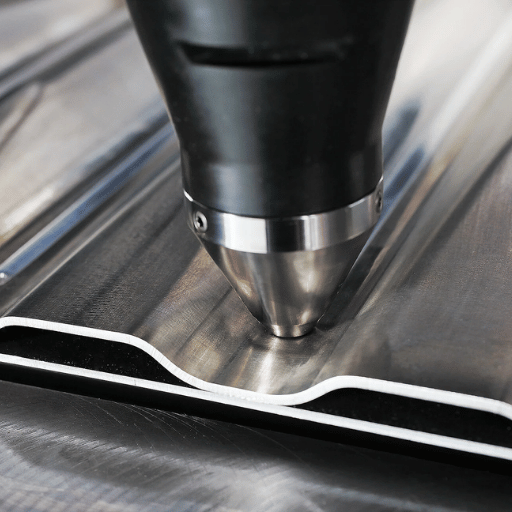
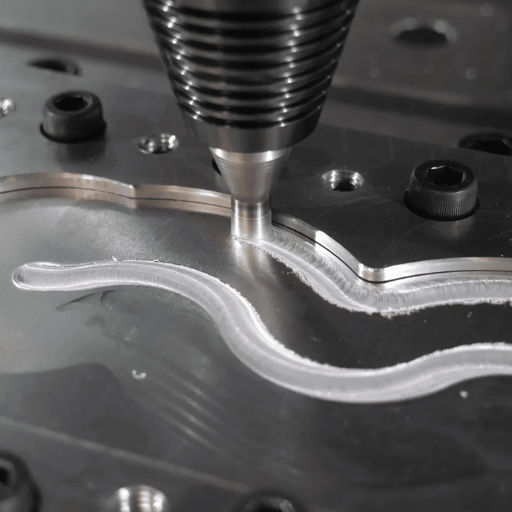
Сварка трением с перемешиванием представляет собой сварка в твердом состоянии процесс — базовый материал никогда не достигает точки плавления. Нерасходный инструмент, состоящий из плеча и плеча контактный штифт вращается с высокой скоростью и погружается в стык между двумя заготовками, Тепло трения повышает температуру материала до 80 — un 90% его температуры плавления, в результате чего металл пластифицируется без разжижения вращающийся инструмент затем проходит по линии соединения, механически перемешивая размягченный материал и ковая а твердотельное соединение бонд за этим.
Три зоны определяют поперечное сечение сварного шва. The сварной самородок непосредственно под плечом инструмента происходит динамическая рекристаллизация, получение мелких равноосных зерен с превосходными механическими свойствами по сравнению с литым металлом сварного шва. The термомеханически пораженная зона (ТМАЗ) окружает самородок (механически деформирован, но не перекристаллизован Внешний зона теплового воздействия (HAZ) термически изменяется без механической деформации, аналогично дуговой сварке HAZ, но значительно уже.
Уэйн Томас из TWI Ltd в Кембридже, Великобритания изобрел FSW в 1991 г. TWI описывает его как достижение “одного из самых коротких времен от изобретения до широкого промышленного использования” — коммерческое аэрокосмическое производство, принятое FSW в течение четырех лет с момента подачи заявки на патент Отсутствие жидкой фазы является определяющим металлургическим преимуществом процесса: поскольку материал никогда не плавится, дефекты затвердевания (пористость, горячее крекинг, сегрегация затвердевания, шлаковые включения) не могут физически образоваться. вот почему FSW является технологией соединения, позволяющей 2xxx серия и Серия 7xxx из алюминиевых “ сплавов высокопрочных классифицируется как ”несвариваемые обычными дуговыми процессами” из-за их склонности к затвердеванию растрескивания.
Смотри также: Обзор процесса промышленной сварки
Как работает процесс FSW: 4 ключевых параметра

Каждый проход FSW проходит в три последовательных этапа: окунаться (вращающийся инструмент опускается до тех пор, пока буртик не коснется поверхности заготовки), обитать (краткое вращение создает тепловое равновесие в суставе), и траверс (инструмент перемещается вдоль соединения с контролируемой скоростью движения при сохранении прижимной силы).Сварной шов консолидируется непосредственно за продвигающимся плечом.
Четыре переменные контролируют каждый результат FSW:
-
- Прижимная сила (кН): Вертикальная сила, вдавливающая плечо в материал Это наиболее критичный и самый недооцененный параметр い недостаточная прижимная сила производит дефект туннеля червоточины; избыточная прижимная сила вызывает вспышку и утончение заготовки.
- Скорость вращения (об/мин): Контролирует ввод тепла. более высокие обороты повышают температуру материала. для алюминия 6061-T6 при толщине 5 мм типичные начальные диапазоны составляют 400 (1000 об/мин).
- Скорость движения (мм/мин): Контролирует распределение тепла на единицу длины сварного шва Рецензируемое сравнительное исследование алюминия AA5083-H111 обнаружило максимальную предельную прочность на разрыв при скорости движения 400 мм/мин (слишком медленное) и образование дефектов туннеля (слишком быстрое).
- Угол наклона (градусы): Инструмент наклоняется на 13° в направлении движения, направляя пластифицированный материал вниз и назад в путь сварного шва для обеспечения полного закрепления.
Инженерное примечание — Типичные параметры FSW по материалу
| Параметр | Ал 5 мм (6061-Т6) | Ал 20мм | Сталь (инструмент PCBN) |
|---|---|---|---|
| Скорость вращения | 400 (1000 об/мин) 1000 об/мин | 200 (200) 500 об/мин | 200 (200) 500 об/мин |
| Скорость путешествия | 100 (диск) 400 мм/мин | 50 — 150 мм/мин | 50 — 200 мм/мин |
| Прижимная сила | 5 — 15 кН | 20 — 40 кН | 30 — 80 кН |
| Угол наклона | 1–3° | 1–3° | 1–2° |
Диапазоны из опубликованной литературы. Квалификация по конкретной партии материала, геометрии инструмента и конфигурации станка до квалификации производства.
— распространенная ошибка underforce Underestimation
Инженер-производитель, устанавливающий FSW для панелей 6061-T6 для лотка для аккумуляторов электромобиля, обычно не имеет системы отсчета для вертикальной нагрузки FSW массой более 5000 фунтов (22+ кН), применяемой к алюминиевому листу толщиной 5 мм. Инженеры, прибывающие с фонов для дуговой сварки, настраивают приспособления для дугосовместимых зажимных нагрузок (далеко ниже того, что требует FSW. Результат: перемещение заготовки в середине сварки, отклонение параметров, не соответствующих спецификации, и сварной шов, который не проходит рентгенологический контроль. проектирование приспособлений должно быть вашим первым решением по проектированию FSW, а не второстепенной мыслью.
Какие материалы могут быть сварены фрикционным перемешиванием?
Диапазон материалов, к которым может присоединиться FSW, шире, чем ожидает большинство инженеров, когда они впервые сталкиваются с этим процессом с помощью алюминиевых применений. Алюминиевые сплавы во всех коммерческих классах основное применение, но процесс обрабатывает более широкий портфель — включая материалы, с которыми сварка плавлением плохо справляется или не обрабатывает вообще.
| Материал | Класс/Тип | Свариваемость | Ключевые примечания |
|---|---|---|---|
| Алюминий (структурный) | 1xxx, 3xxx, 5xxx, 6xxx | Отлично | Нет наполнителя, нет газа; превосходное качество соединения по сравнению с дугой |
| Алюминий (аэрокосмическая промышленность) | 2xxx серия, Серия 7xxx | Отлично | Несвариваемый термоядерным синтезом (FSW) - единственный жизнеспособный процесс |
| Сталь | Мягкий, HSLA, трубопровод X65/X80/X100, AHSS | Хороший (<8 мм) | Требуется оснастка PCBN или MP159; износ инструмента быстро увеличивается выше 12 мм |
| Титан | Ранг 1 (1), Ти-6Ал-4В | Хороший | Требуется инструмент PCBN; аэрокосмические конструкционные применения |
| Медь | Коммерчески чистые сплавы меди | Хороший | Раковины, электрические проводники, клеммы аккумуляторов |
| Никелевые сплавы | 200, 600, 625, 718 классы | Умеренный | Проверено для специализированных приложений (MegaStir) |
| Разнородные металлы | Аль-то-Ку, Аль-Сталь | Достижимый | Избегает хрупких интерметаллидов, образующихся при сварке плавлением; конструкция соединения имеет решающее значение |
| Металлические матричные композиты | Al-MMC, армированный SiC | Достижимый | Твердотельный процесс сохраняет распределение арматуры |
Можно ли использовать сварку трением с перемешиванием на стали?
Да. FSW сваривает углеродистую сталь, марки трубопроводов HSLA (X65, X80, X100), автомобильную AHSS и аустенитную нержавеющую сталь, когда выбрана правильная оснастка. Материал инструмента определяет осуществимость: используется алюминий FSW Инструментальная сталь H13 при относительно низкой стоимости; требуется стальная FSW Инструмент PCBN (поликристаллический кубический нитрид бора) или кобальт-никелевый суперсплав MP159, при $2,000 $5,000 на набор наконечников.
TWI отмечает, что FSW стальных секций толщиной более 12 мм и сварных швов толщиной в несколько метров представляет собой постоянные проблемы износа и разрушения инструментов. Для стали под 8 мм (автомобильные дверные панели, элементы конструкции, тонкостенные соединения трубопроводов (FSW) промышленно развернуты и коммерчески доказаны.
Предположение, что FSW является только алюминиевым, является наиболее стойким заблуждением в решении о выборе процесса. разнородные материалы соединения — Al-to-Cu для клемм аккумулятора, Al-to-steel структурные соединения, и титан аэрокосмические кронштейны — области применения FSW, где сварка плавлением дает неприемлемые результаты brittle intermetallics, пористость, или улетучивание сплава (Al-to-steel) и FSW является практичной альтернативой.
FSW против дуговой сварки: преимущества, ограничения и время выбора
Обоснования квантового скачка FSW по сравнению с дуговой сваркой полностью зависят от металлургических преимуществ: твердотельная система невосприимчива ко всем недостаткам затвердевания, которые обеспечивают затраты на качество сварных швов MIG, TIG и SAW (не за счет более узкого контроля), но через физику процессов.
Обнаружено рецензируемое сравнительное исследование алюминия AA5083-H111 толщиной пластины 5 мм, проведенное в 2023 году: достигнуты соединения FSW 46 — улучшение твердости 50% выше основного материала 1 versus 31 — TIG-соединения 35% и 24 — 29% для соединений MIG. Рентгенологический осмотр показал нулевые внутренние дефекты в образцах FSW; образцы TIG и MIG продемонстрировали отсутствие слияния (LOF), отсутствие проникновения (LOP) и пористость в нескольких образцах.
Преимущества FSW перед дуговой сваркой:
- Отсутствие присадочной проволоки, защитный газ, флюс — прямое устранение расходных затрат
- ЗТВ значительно уже, чем дуговая сварка — меньше размягчения линии, прилегающей к сварному шву
- 30-50% меньше искажений сварного шва — меньше правки, необходимой после сварки
- Отсутствие УФ-излучения, минимальная пыль — улучшенная безопасность работников
- Возможность одного прохода до 75 мм на алюминии — не требуется для многопроходных сварочных процедур
- Нулевая пористость, горячее растрескивание, дефекты затвердевания い структурное доказательство механики
Ограничения FSW относительно дуговой сварки:
- Выходное отверстие на конце сварного шва ( ww) должно обеспечивать съезд язычка или вмещать конструкцию
- Значительно более высокие затраты на капитальное оборудование (~ $110 000 долларов США) для FSW (выход $50 000-$200 000+) по сравнению с дуговым оборудованием (выход $2 000-$10 000+)
- Значительно более высокая сила зажима требует шокирующе дорогой конструкции приспособления
- Значительно ограниченная геометрия соединения из-за ограничений доступности — многопозиционная свободная сварка большого цеха невозможна
Матрица выбора процесса (FSW vs. Arc Welding Matrix)
| Ваш профиль приложения | Рекомендуемый процесс |
|---|---|
| Алюминий + большой объем производства + критический к искажениям + отсутствие требований к наполнителю | FSW — самый сильный бизнес |
| 2xxx или 7xxx алюминий, который “неневозможно сварить дуговым швом” (растрескивание затвердевания) | FSW — только жизнеспособный вариант |
| Сложная 3D-геометрия + многопозиционный доступ + низкий объем производства | Дуговая сварка — стоимость крепления FSW не обоснована |
| Несходное соединение Al-steel, структурное соединение, критическое по весу | FSW с инструментами PCBN |
| Сталь + установленная дуговая сварка WPS + низкий бюджет CAPEX | Оцените полную совокупную стоимость владения FSW перед переключением |
Распространенная ошибка Использование допущений об экранировании дуги с недоступными швами доступа FSW
Инженеры, которые проектируют сборки FSW, используя допуски на искажение, откалиброванные для сварки MIG или TIG систематически сверхинженерные операции по оснащению и отделке. FSW искажения сварки проходит на 30 — 50% ниже, чем дуговая сварка на эквивалентных геометриях алюминиевых соединений. перенос допусков, калиброванных по дуге, в программы FSW добавляет ненужный материал, стоимость и время изготовления.
Смотри также: подводная дуговая сварочная направляющая роботизированные сварочные рабочие станции МИГ
Оборудование и инструменты FSW: типы и характеристики машин
На выбор машины FSW влияют четыре фактора: размер необходимого рабочего диапазона, мощность прижимной силы, требуемая соединением, требуется ли принудительная контролируемая или контролируемая по положению работа для материала, а также масштаб производства, соответствующий потребностям в капитальном оборудовании.
| Тип машины | Типичное применение | Силовой потенциал | Лучший Fit |
|---|---|---|---|
| Головка FSW, интегрированная с ЧПУ | Существующая модернизация обрабатывающего центра с ЧПУ | 10 — 30 кН | Низкий вход капитала; гибкое производство Al |
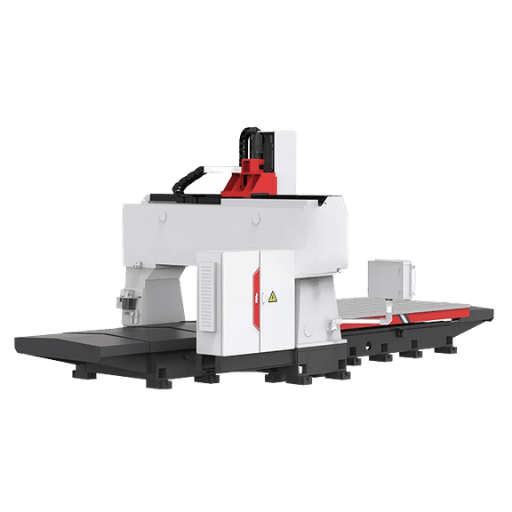
| Автономный портальный FSW | Производство партии, плоские и изогнутые панели | 20 — 100 кН | Аэрокосмические, железнодорожные, судостроительные панели |
| Роботизированный FSW (6-осевой) | Изогнутые поверхности, интеграция сборочной линии | 5 — 20 кН | Производство автомобильных аккумуляторных лотков для электромобилей |
| Специальное производство FSW | Высокообъемные стационарные производственные линии | 50 — 200 кН | Аэрокосмические конструктивные панели; большая пластина Al |
Выбор инструментов по материалам: Сталь инструмента H13 обрабатывает все марки алюминиевых сплавов по низкой цене. единый набор инструментов H13 сваривает 800 1 500 метров алюминиевого соединения перед заменой ♪ полностью устраняя стоимость заполняющей проволоки на метр. PCBN (поликристаллический кубический нитрид бора) необходим для стали и титана FSW; Кобальт-никелевый суперсплав MP159 подходит для применения в низкотемпературной стали, где хрупкость PCBN является структурной проблемой. Диаметр плеча инструмента 25 мм, 38 мм и 50 мм 50 мм 25 мм.
Сколько стоит сварочный аппарат с фрикционным перемешиванием?
Стоимость машины FSW варьируется в зависимости от типа и спецификации. Точкой входа с наименьшим капиталом является головка FSW, интегрированная в существующий обрабатывающий центр с ЧПУ, стоимостью менее 100 000 евро (~ $110 000 долларов США). Автономные системы FSW начинаются с $50,0000$200,000 для базовых установок; производственные портальные FSW с контролем силы и роботизированной интеграцией составляют от $200,000 до более $1 млн. Ключевыми факторами стоимости являются размер рабочей оболочки, мощность шпинделя (5 100 кН), автоматизация смены инструмента и работа с контролем силы и положением.
Инструмент: Дополнительная стоимость (грубая оценка) для набора инструментов H13 для алюминиевых проектов FSW: $500-$2,000; дополнительная стоимость для сварки стали или титана FSW (насадки PCBN): $$2,000 за комплект $2,000 за полный комплект оборудования FSW. Глобальный размер рынка для оборудования FSW составил $262MM в 2024 году и вырастет до $460MM в 2034 году (CAGR ~ 6%) с действительно единственным хорошо идентифицированным драйвером на рынке, являющимся лотком для батарей EV и приложениями для аэрокосмической конструкции.
Исследуйте интеллектуальные сварочные системы Чжоусяна
Чжоусян подход для портальных роботизированных платформ, разработанный для приложений с силовым управлением, использует ту же базовую архитектуру конфигурации, принятую для испытаний FSW в интегрированном масштабе. Обсудите свои потребности в приложениях с инженерной командой Чжоусян.
Где FSW приносит пользу: отраслевые применения по секторам

| Промышленность | Приложение | Материал | Ключевое преимущество |
|---|---|---|---|
| Аэрокосмический | Топливные баки, панели фюзеляжа | 2xxx, 7xxx Al | Только жизнеспособный процесс соединения несвариваемых сплавов; Метательные баки SpaceX Falcon 9 |
| Автомобильный | Тело в белом, лотки для аккумуляторов электромобилей | 6xxx Al, AHSS | Уменьшение веса; исключает послесварную термообработку; нулевой расход наполнителя |
| Судостроение | Палубные панели, конструкции корпуса | 5xxx Al (AA5083) | Нулевые внутренние дефекты по сравнению с LOF/пористость в MIG/TIG; низкие искажения на длинных швах |
| Rail | Passenger carriage extrusions | 6xxx Al | Long-seam efficiency; minimal distortion on extruded profiles |
| EV Battery | Battery enclosure trays | 6061-T6 Al | Eliminates post-weld heat treatment; leak-free sealing; thermal management preserved |
| Electronics | Liquid cold plates, heat sinks | Al, Cu | Leak-free joints; no flux contamination; thermal conductivity preserved |
A structural fabricator bidding on EV battery enclosures for an automotive OEM in 2025 switched from MIG to FSW for 6xxx-series aluminum panel assembly. FSW eliminated the post-weld heat treatment cycle — a 4-day-per-batch process that existed solely to restore weld-zone properties degraded by fusion heat input. Because FSW never overheats the HAZ, aluminum temper is preserved in-process. The fabricator recovered 4 production days per batch without any additional capital investment in heat treatment capacity.
TWI describes FSW’s adoption trajectory as “one of the shortest times from invention to widespread industrial use.” SpaceX uses FSW for the main propellant tanks on the Falcon 9 rocket — a 2xxx-series aluminum application where fusion welding was not a feasible option.
Смотри также: Aerospace welding applications Structural welding systems Shipbuilding welding robot solutions
Качество сварки FSW: стандарты прочности, дефектов и контроля соединения

Насколько прочна сварка фрикционным перемешиванием?
FSW joints in aluminium alloys achieve 80–95% of base metal ultimate tensile strength (UTS) without post-weld heat treatment — outperforming TIG and MIG by a wide margin on the same high-strength alloys, which typically reach 50–70% joint efficiency. For 7075-T6 and 6061-T6 dissimilar joints, untreated FSW joint efficiency reaches 67% (207 MPa); solution-aging post-treatment raises this to 94% (290 MPa). For steel FSW joints, mechanical properties replicate base material to within 5–10%.
“FSW’s solid-state microstructure — fine, dynamically recrystallized grains in the weld nugget — consistently outperforms the coarse cast structure of fusion weld metal, particularly in fatigue and fracture toughness. For high-strength aluminum alloys, this is not a marginal improvement. It is a fundamental metallurgical advantage that no amount of arc welding parameter optimization can replicate.”
— Glenn Grant, Materials Scientist, Pacific Northwest National Laboratory (PNNL)
Applicable inspection standards:
| Стандартный | Область применения | Edition |
|---|---|---|
| AWS D17.3/D17.3M | Friction stir welding of aluminium alloys for aerospace applications | 2021 (3rd edition) |
| ISO 25239 | Friction stir welding — Aluminium (general industrial use) | 2020 |
Common FSW defects and their root causes:
- Tunnel defect (wormhole): The most common FSW defect. Root cause: insufficient heat input — travel speed too fast, RPM too low, or downforce too light. Material does not flow completely to fill the weld path. Not visible from the surface; detected by ultrasonic testing (UT) or radiography.
- Kissing bond: Insufficient tool penetration leaves a bond plane that passes visual inspection but opens under cyclic loading. The most dangerous FSW defect type — undetectable by visual inspection or standard RT. Phased array UT (PAUT) is the required NDT method for reliable detection.
- Flash: Excess material extruded at the weld surface. Root cause: excessive downforce or rotational speed. Identified visually. Usually not structurally significant, but indicates parameter excursion requiring correction.
Смотри также: Weld testing methods · Weld inspection guide · Спецификация процедуры сварки (WPS)
Анализ затрат FSW: инвестиции, рентабельность инвестиций и структура принятия решений

The FSW business case is not a machine price comparison. It is a total cost of ownership (TCO) calculation across three cost centers: consumables eliminated, throughput gained, and quality costs avoided.
Direct operating savings — aluminium FSW vs. arc welding:
- Filler wire eliminated: $0.50–$2.00/meter of weld (material plus machine overhead)
- Shielding gas eliminated: $0.10–$0.30/meter
- Post-weld heat treatment cycle eliminated (6xxx/7xxx-series): $50–$500 per production batch
- Post-weld straightening reduced 30–50% — fixture and finishing labor savings
- Tool life: 800–1,500 meters per H13 tool set for aluminium — predictable, schedulable tooling cost
Decision Framework: Buy / Outsource FSW / Maintain Arc
| Pathway | Лучший подгон | Decision trigger |
|---|---|---|
| Buy FSW machine | Annual Al weld >50,000m; dedicated product line | Consumables payback <18 months at current volume |
| Outsource FSW | <50,000m/year; mixed materials; irregular demand | Per-meter service cost < in-house TCO |
| Maintain arc welding | Complex 3D geometry; multi-position; established arc WPS | 3-year FSW savings < retooling cost |
Breakeven scenario: a fabrication shop running 200,000 meters of aluminum weld annually, at $15/meter combined filler and gas savings, recovers $3M annually from consumable elimination alone. Against a $400,000 FSW system investment, breakeven occurs at approximately 27,000 meters — under 6 months at full production volume, accounting for commissioning and parameter development time.
⚠ Hidden TCO Items Engineers Frequently Undercount
- PCBN tooling wear (steel FSW): $2,000–$5,000 per tip; wear rate must be modeled from material-specific test data, not assumed from aluminium benchmarks
- Fixture capital (conventional FSW): $50,000-$200,000 per joint configuration- reduced dramatically by recent self-fixturing robotic systems (see H2-9)
- Parameter qualification time: 20-80 hours per new joint geometry, including destructive coupon testing prior to production WPS approval
Смотри также: Robotic welding ROI calculation Welding robot cost breakdown
Роботизированная FSW в 2025 году: прорыв в автоматизации
The primary barrier to assembly-line FSW deployment has always been fixturing. Traditional FSW machines exert up to 5,000 lb (22 kN) of vertical downforce — requiring purpose-built clamping fixtures for every joint configuration. Custom fixtures for a single joint geometry cost $50,000–$200,000, making FSW economical only for dedicated batch production on fixed product lines, not for the flexible joint-mix environment of automotive assembly.
On September 17, 2025, Pacific Northwest National Laboratory published the result that changes this calculation. PNNL engineers Mitch Blocher и Piyush Upadhyay, working under the U.S. Department of Energy’s Vehicle Technologies Office, demonstrated a self-fixturing robotic FSW system: the FSW rotating tool and a miniature backing plate mount on the same robotic arm in a closed force loop. The arm absorbs its own reaction load internally — no external fixture required. The self-fixturing problem is solved.
The production implications are direct:
- Flexible assembly lines can handle multiple joint types without a single fixture changeover cost
- Curved surfaces — roof rails, EV battery enclosure flanges, structural extrusions — are now accessible to robotic FSW without custom tooling
- Fixture cost for new joint types drops from $50,000–$200,000 to near-zero
- 4-arm robotic FSW setups become economically viable for high-volume body-in-white production
The automotive body-in-white application is concrete: four robotic FSW arms welding aluminium floor and structural sections in place of spot-welded steel assemblies delivers 40% weight reduction, eliminates all filler wire and shielding gas, and runs under fully automated force-feedback control. PNNL’s breakthrough makes this feasible on production-mixed lines where joint types change daily.
Beyond FSW itself, friction stir deposition (FSD) extends the process family into additive manufacturing: the same rotating tool deposits material for repair and near-net-shape component fabrication rather than joining two existing workpieces. Engineering teams already qualified in FSW parameter development can transfer that expertise to FSD system operation with relatively short learning curves.
The FSW equipment market, at $262 million in 2024, is projected to reach $460 million by 2034 at approximately 6% CAGR — driven primarily by EV battery manufacturing and aerospace structural integration. Search volume for “friction stir welding machine” rose 56% between May and October 2025 — a confirmed commercial signal that procurement activity is accelerating ahead of that market growth.
Zhouxiang’s intelligent welding systems provide the gantry and robotic configurations compatible with force-controlled FSW integration — the same force-feedback architecture that PNNL’s work confirms as the enabling technology for production-scale FSW. See: Robotic welding technology guide · Automated welding systems buyer’s guide
Часто задаваемые вопросы о сварке трением с перемешиванием
Насколько прочен сварной шов с трением с перемешиванием?
соединения FSW в алюминиевых сплавах достигают 80 — 95% сварки недрагоценных металлов UTS (значительно выше, чем TIG или MIG достигают на тех же высокопрочных сплавах. Для алюминия серий 2xxx и 7xxx FSW часто является единственным жизнеспособным процессом: сварка плавлением приводит к образованию трещин затвердевания в этих сплавах, что делает сравнение прочности спорным. Там, где дуговая сварка не может обеспечить надежное соединение, эффективность соединения FSW не является соответствующим показателем доступности.
Стоит ли сварка трением с перемешиванием?
Капитальные затраты машины выше, чем у оборудования для дуговой сварки ($50,000 $200,000+ против 1TPT2,000$10,000). Однако FSW исключает присадочную проволоку, защитный газ и послесварочную термообработку для алюминиевых применений. При объемах производства выше 20 00050 000 метров алюминиевого сварного шва в год FSW обычно возвращает деньги в течение 624 месяцев только за счет экономии расходных материалов, прежде чем будут учтены улучшение качества и устранение переделки.
Можно ли использовать FSW на стали?
Да. FSW сваривает углеродистую сталь, марки трубопроводов HSLA X65/X80/X100, и аустенитную нержавеющую сталь с использованием инструментов PCBN или MP159 Секции под 8 мм проверены промышленно Износ инструмента резко поднимается выше толщины 12 мм, а стоимость наконечника PCBN ($2,000$5,000 каждая) должна быть включена в расчеты общей стоимости владения для любого делового случая FSW стали.
В чем разница между сваркой трением и сваркой трением с перемешиванием?
Обычная сварка трением (инерция или непрерывный привод) вращает одну заготовку против другой, прикладывая осевую сжимающую силу (нет инструмента для перемещения, ограничено цилиндрической и осесимметричной геометрией соединения. FSW использует перемещающийся вращающийся инструмент, который перемещается по любой линейной или изогнутой линии соединения на листе, пластине, или экструдированных секциях (обращение со стыковыми соединениями, нахлесточными соединениями, Т-образными соединениями и угловыми соединениями, к которым не может получить доступ обычная сварка трением.
В каких отраслях больше всего используется сварка трением с перемеши
The aerospace industry has made the greatest progress in terms of depth of application (e.g. fuel tanks and fuselage panels for non-weldable aluminum alloys, since the mid-1990s). The automotive industry is the fastest growing segment, specifically due to the efforts of EV battery tray and the body-in-white weight reduction programs. Shipbuilding has taken advantage of FSW as a method for aluminum hull and deck panel assembly.
Railways has adopted FSW in the fabrication of extruded section of passenger carriages. Finally, electronics manufacturing has utilized FSW in the production of leak proof copper and aluminum cold plates.
На какие дефекты FSW стоит обратить внимание чаще всего?
Дефект туннеля (червоточины) является наиболее распространенным (вызван недостаточным тепловложением от скорости движения слишком быстро, слишком низкой оборотной скорости или слишком низкой прижимной силы. Целующаяся связь является наиболее структурно опасной ♪ невидимой на поверхности, но открывает усталостную нагрузку; для надежного обнаружения требуется фазированная решетка UT (PAUT). вспышка на поверхности сварного шва указывает на чрезмерную прижимную силу или скорость вращения и является проблемой регулировки параметров, а не режимом разрушения конструкции.
Можно ли полностью автоматизировать сварку трением с перемешиванием
Yes. The PNNL September 2025 breakthrough achieved self-fixturing 4-arm robotic FSW without external fixturing, eliminating the key obstacle for flexible assembly-line implementation. Force-controlled robotic FSW system solutions are now commercially available for automotive and aerospace manufacture. The 56% year-on-year rise in FSW machine searches confirms that procurement decisions are accelerating.
Связанные статьи
Об этом руководстве
This technical guide draws on published research from TWI Ltd (the inventors of FSW), Pacific Northwest National Laboratory, peer-reviewed studies from PMC and ScienceDirect, and equipment specifications from Mazak MegaStir and STIRWELD — supplemented by Zhouxiang’s experience integrating automated welding systems for structural steel and advanced manufacturing applications. Cost data reflects market ranges as of Q1 2025. For project-specific system requirements, contact our engineering team.
Отзыв инженерной группы Чжоусян — 15+ years of robotic welding system integration experience across structural steel fabrication, precision manufacturing, and advanced material joining applications.
Primary Sources
- TWI Ltd – “What Is Friction Stir Welding?” and FAQ of FSW qualification levels (twi-global.com)
- Pacific Northwest National Laboratory — “Breakthrough Could Bring Friction Stir Welding to Assembly Lines” (pnnl.gov, 17 September 2025)
- PNNL — Friction Stir research program (pnnl.gov/friction-stir)
- AWS D17.3/ D17.3M:2021 – Specification for Friction Stir Welding of Aluminum Alloys for Aerospace Applications, third edition (pubs.aws.org)
- ISO 25239:2020 — Friction stir welding — Aluminium (general)
- Habba et al. (2023)- Comparative Study of FSW, MIG and TIG Welding of AA5083-H111 Based on the Evaluation of Welded Joints and Economic Aspect – PMC10385343 (pmc.ncbi.nlm.nih.gov)
- ScienceDirect—Effects of three different post-weld heat treatments on microstructure and mechanical properties of 7075/6061 FSW joint (2025 doi: 10.1016/j.jmapro.2025…)


