
Свяжитесь с Чжоусяном

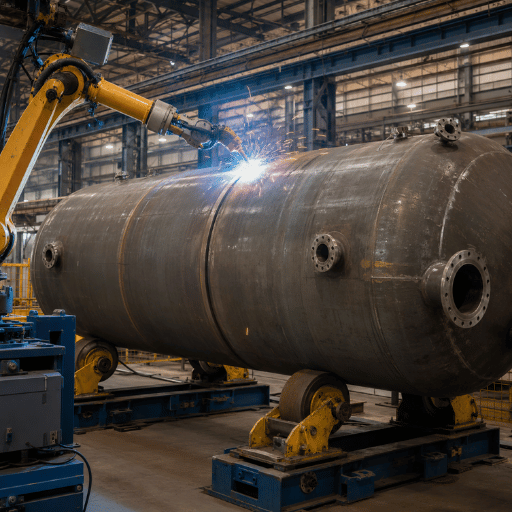
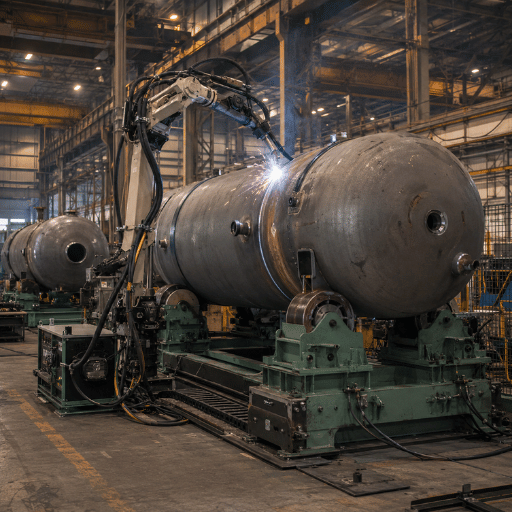
Робот для сварки сосудов под давлением может облегчить удержание повторяющихся путей сварки, но он не обеспечивает автоматического соответствия коду сосуда. Вместо этого задайте более острый вопрос о покупке: соответствует ли роботизированная сварочная ячейка геометрии сосуда, поддерживает ли квалифицированный процесс сварки и оставляет ли запись проверки достаточно нетронутой, чтобы ее можно было четко проверить инженерными разработками и вопросами качества?
Настоящее руководство предназначено для менеджеров по производству, инженеров-сварщиков, персонала по обеспечению качества и промышленных покупателей, которым требуется практическое пересечение строительных работ раздела VIII ASME, квалификации сварщиков раздела IX и эффективного выбора роботизированных сварочных ячеек.
Быстрые характеристики
| Контекст первичного кода | ASME BPVC Раздел VIII для строительства сосудов под давлением; Раздел IX для квалификации сварки, пайки и плавления |
| Лучше всего подходят сварные семьи | Повторяющиеся швы оболочек, обхватные швы, соединения "голова-оболочка", выбранные сварные швы сопел и повторяемые узлы силового оборудования |
| Аппаратное обеспечение ключевой ячейки | Рука робота, сварочная горелка, источник питания, сварочные позиционеры, приспособление, датчик шва или сенсорное зондирование, ПЛК/HMI, система экранирования или флюса |
| Основной риск QA | Рассмотрение повторяемости роботов как замены квалифицированного контроля процедур, контроля приспособления, проверки и отслеживаемых записей |
| Покупка триггера | Стабильное семейство сварных швов, повторяющаяся геометрия сосудов, дисциплинированная установка и команда контроля качества, готовая контролировать пересмотр программы и производственные записи |
Преимущества
- Последовательное движение горелки и согласованность пути поддерживают надежные семейства сварных швов.
- Расширенный вылет обеспечивается позиционером, который поворачивает сосуд в стабильное положение сварки.
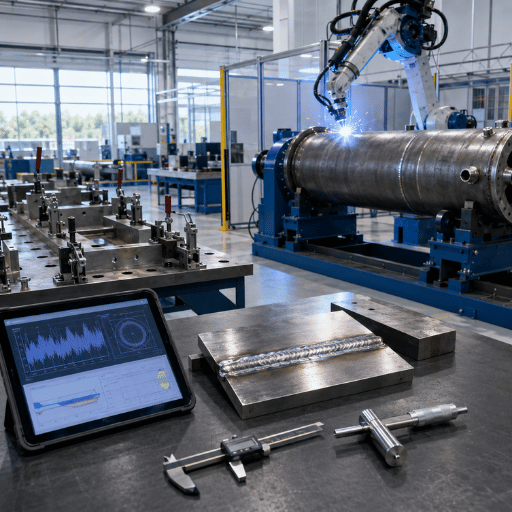
- Более чистая производственная документация посредством отслеживания параметров, уровней пересмотра кода, оценки качества сварных швов и ввода данных оператором.
Ограничения
- Сдвиг положения сустава, вызванный несоответствиями посадки, которые отодвигают сустав от установленного пути.
- Роботы не заменяют требуемые WPS, PQR, квалификацию персонала, NDE или оценку инспектора.
- Работа, связанная с ограниченным повторением, может не принести значительных преимуществ при сварке, чтобы оправдать соответствующие инвестиции в программирование и настройку.
Что ASME Раздел VIII контролирует при производстве сосудов под давлением

Раздел VIII ASME устанавливает условия строительства сосуда под давлением; это не знак одобрения робота. Код котла и сосуда под давлением ASME представлен ASME в качестве основного источника кода для строительства котлов и сосудов под давлением, с изданием 2025 года и двухлетним циклом выпуска. Для любого семинара обсуждение робота должно проводиться после того, как будут ясны код, объем сосудов, контроль материалов, правила сварки, план проверки и путь сертификации.
The Сертификация котла и сосуда под давлением ASME программа связывает сертификацию с программой качества, применимыми строительными нормами и процедурами проверки. Технология роботизированной сварки может поддерживать повторяемое изготовление, но она все еще находится внутри этой программы качества. ответственность за проектирование, отслеживаемость материалов, квалифицированные процедуры и записи проверки сосудов под давлением остаются необходимыми.
Инженерная запискаКонтрольной точкой вашего проекта должна быть действующая редакция кода. ASME представляет BPVC в двухлетнем цикле выпуска, поэтому проекты с участием роботизированной сварочной ячейки должны четко определить соответствующую редакцию кода сосуда, параметры конструкции и обязанности инспектора, прежде чем окончательно доработать конфигурацию ячейки.
Раздел VIII против раздела IX: Где сварочный робот действительно подходит
Хотя сосуд под давлением сконструирован в соответствии с разделом VIII, вопросы, касающиеся процесса сварки и сертификации персонала, относятся к разделу IX Кодекса. описывает ASME БПВК Раздел IX как охватывающий квалификацию для сварки, пайки, и сплавления процедур и персонала, В этих рамках робот является средством, с помощью которого производится квалифицированный сварной шов; это не является основным обоснованием приемлемости сварного шва.
| Зона контроля | Объектив VIII раздела | Раздел IX/Сварочная линза | Вопрос о роботизированной ячейке |
|---|---|---|---|
| Объем судна | Какие правила сосудов под давлением применяются? | Какие переменные сварки контролируются? | Может ли ячейка повторять эти переменные? |
| Процедура | Требования к проектированию и строительству | База WPS и PQR | Использует ли робот квалифицированный процесс сварки? |
| Персонал | Система качества и интерфейс контроля | Квалификация сварщика или сварочного оператора | Кто запускает, запускает и выключает программу? |
| Рекорды | Отчет о данных и доказательства проверки | Квалификационные и производственные записи сварных швов | Могут ли журналы соединять идентификатор сварного шва, оператора, программу и параметры? |
Можете ли вы сварить сосуд под давлением с помощью робота?
Да, при условии, что роботизированный процесс сварки реализуется в рамках необходимого контроля конструкции, процедуры, квалификации, контроля и документации. Робота следует рассматривать как производственный метод, используемый в рамках утвержденного пути качества, а не как ярлык, обходящий требования к квалифицированному процессу сварки.
Какой тип сварки используется для сосудов под давлением?
В работе сосудов под давлением может использоваться сварка под флюсом, дуговая сварка газовым металлом, дуговая сварка порошковым порошком, газовая вольфрамовая дуговая сварка или подход со смешанными ячейками, основанный на типе соединения, толщине, материале, доступе и квалификационных требованиях. Поскольку общие процессы раздела IX ASME, такие как SMAW, GTAW, GMAW, FCAW, SAW и PAW, перечислены в учебном материале раздела IX ASME, потенциальные процессы сварки следует пересмотреть, прежде чем запрашивать стоимость робота.
9-Record Цепочка соответствия для роботизированной сварки сосудов
Начните с более сильного вопроса о покупке, чем “Может ли робот сварить?” Скорее спросить, “Может ли цех доказать, что каждый сварной шов был произведен в контролируемых условиях?” Инжиниринг, контроль качества и закупки имеют такие инструменты, как 9-Record Compliance Chain, чтобы подтвердить это обещание до покупки сварочной станции.
| Рекорд | Почему это важно | Владелец, который должен подтвердить |
|---|---|---|
| 1. Издание и сфера применения Кодекса | Устанавливает основу конструкции сосуда под давлением. | Инженерное дело/КВ |
| 2. Ответственность за проектирование | Сохраняет роботизированное производство внутри утвержденной конструкции судна. | Дизайнерский орган |
| 3. Прослеживаемость материалов | Соединяет пластину, головку, сопло и материал крепления с записью сварного шва. | Материалы/ОК |
| 4. ВПС | Определяет процесс сварки и допустимые переменные. | Инженер сварки |
| 5. ПКР | Поддерживает квалификационную основу процедуры. | Инженер по сварке/QA |
| 6. Квалификация сварщика или оператора | Показывает, кто может запускать или контролировать операцию сварки. | Контролер качества/сварки |
| 7. Регулировка и контроль прихватки | Защищает соединение до того, как робот начнет производственный проход. | Руководитель изготовления |
| 8. План инспекций и ОСП | Определяет передачу обслуживания визуального, размерного и неразрушающего контроля. | ОК/инспектор |
| 9. Регистрация и запись о неисполнении | Предотвращает дрейф ремонтных работ за пределы утвержденного пути. | ОК/производство |
В технической статье Майкла Дж. Хоула для Национального совета сварка прихватками рассматривается как важнейший компонент изготовления сосудов под давлением, а не просто как быстрый этап удержания. Этот момент имеет значение, когда робот зависит от стабильной установки.
Техническая серия Национального совета, руководство по сварке прихватками
В а Статья о сварке с помощью прихваток Национального совета, прихватка сварки рассматривается как риск дефекта, когда она не контролируется, Для роботизированного производства сосудов под давлением, что делает прихватку сварочного элемента элемент готовности к ячейке: повторяемый робот не может исправить соединение, которое уже перемещено, треснул или искажено до начала дуги.
Матрица, подходящая для сосудов: длинные швы, обхватывающие швы, головки и насадки

Магазинам судов необходимо ввести геометрию в игру, прежде чем просить робота производить последовательные сварные швы. Хорошими кандидатами обычно являются повторяющиеся семейства сварных швов с повторяемой посадкой, контролируемым доступом к соединению и практическими углами факела. плохая посадка не всегда является проблемой робота; это может быть проблема с манипуляцией, креплением или подготовкой суставов.
| Семья Уэлд | Клетка Фит | Позиционер/Потребность в доступе | точка наблюдения за качеством |
|---|---|---|---|
| Продольный шов оболочки | Хорошо, когда суставные препы повторяются по семействам сосудов. | Стабильный путь, приспособление или железнодорожный путь. | Совместный контроль зазора и обгона/стока. |
| Обхватный шов | Хорошо с контролируемым вращением. | Токарные валки или позиционер передней бабки-задней бабки. | Округлость и стабильность вращения. |
| Шов "голова-оболочка" | Работает, когда доступ и смещение остаются повторяемыми. | Скоординированное вращение и вылет факела. | Изменение профиля вблизи перехода. |
| Сварка "сопло-оболочка" | Выборочная посадка; зависит от угла и доступа. | Многоосный вылет или локальное приспособление. | Доступ к корням и риск отсутствия слияния. |
| Фланец или бобышка сварного | Хорошо, когда часть семьи повторяется. | Повторяемость приспособлений и библиотека коротких программ. | Ориентация детали и ввод тепла. |
| Соединение катушки трубы | Подходит для многократной работы с катушкой. | Станция ротаторной или золотниковой сварки. | Стабильность паса и галса. |
| Внутренний крепежный сварной шов | Конкретный случай. | Проходите исследование перед покупкой. | Доступ для осмотра после сварки. |
| Ремонт сварного | Часто плохо подходит для стационарной производственной ячейки. | Обзор ручной или специальной настройки. | Граница процедуры ремонта. |
| Тяжелый пластинчатый шов | Хорошо, когда процесс и обработка стабильны. | Сверхмощный позиционер, доступ к крану и охраняемая камера. | Управление последовательностью прохождения и искажениями. |
Сварка сопла сосуда под давлением заслуживает дополнительного обзора. В а Статья Национального совета о проблемах с соплами сосудов под давлением, характер растрескивания, внешние нагрузки, отсутствие проникновения, и химическое воздействие обсуждаются вокруг соединений сопла. роботизированный процесс сварки сопла должен поэтому включать совместный доступ, видимость корня, управление программой, и возможность проверки с утвержденным приспособлением на месте перед покупкой.
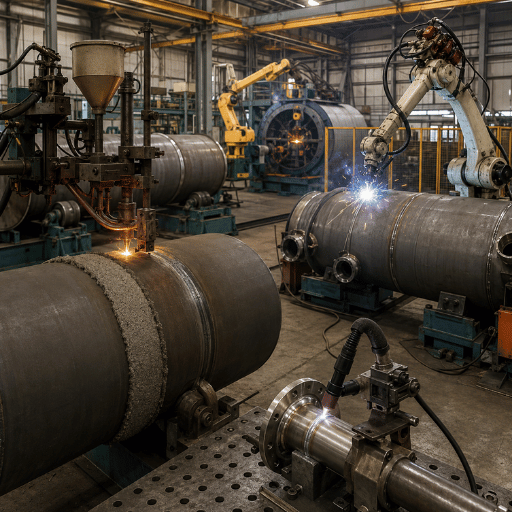
Магазины судов, рассматривающие архитектуру роботов, также должны рассмотреть планировку рабочих станций. А наземная железнодорожная станция сварочных роботов может поместиться в длинные рабочие конверты, а консольный сварочный робот может подойти боковой доступ вокруг громоздких сборок. Меньшие повторяющиеся узлы могут быть рассмотрены на соответствие a одноробот сварочная рабочая станция.
Выбор процесса сварки: SAW, GMAW, TIG и гибридные роботизированные ячейки
Прежде чем выбрать робота, следует рассмотреть сам процесс сварки Хотя роботизированная сварочная система способна бегать по какому-то пути, горелка в руке, выполнять запрограммированную петлю и обеспечивать качественную сварку, она все равно должна встретиться с соответствующими соединениями, материалами, толщинами, положением и квалификационной базой, чтобы быть практичной.
Кпп покупателяДля производственного цеха объем покупки должен отделять сварочную технологию от системы автоматизации: робот, сервооси, передаточные столы, программное обеспечение для мониторинга и записи контроля качества - все это влияет на качество и безопасность. Офлайн-программирование может предварительно запрограммировать общие последовательности оболочек, труб и катушек, но правила корневого пропуска, ручного управления липкостью и теплового ввода углеродистой стали по-прежнему решают, остаются ли сварочные сосуды под давлением стабильными. Роботизированное сварочное решение следует рассматривать как сварочное оборудование для производственного процесса, а не как обещание "под ключ"; Производитель оборудования все еще должен доказать эргономичный доступ, пропускную способность и условия работы вокруг позиционера. Где работа включает трубу сварочный робот или обязанности робота для сварки катушек, спросите, поддерживают ли одни и те же автоматизированные сварочные решения семейства сопел, швов и приспособлений, не разбавляя путь обеспечения качества сосудов под давлением. Этот сквозной обзор позволяет решениям автоматизации быть привязанными к трудоемким реалиям настройки и реальным применениям сварки вместо широких заявлений о продажах.
| Поле данных RFQ | Образец записи для замены данными проекта | Использование решения |
|---|---|---|
| Диаметр и стенка оболочки | 1200 мм OD/стена 12 мм | Досягаемость робота, угол наклона факела и планирование паса |
| Длина судна и шов | 6 м сосуд/4 м сварной шов | Длина рельса, план вращения и диапазон перемещения |
| Геометрия сопла | сопло 150 мм OD/100 мм противостояние | Доступ к соплу и проверка столкновений |
| Обработка нагрузки | Судно массой 3000 кг/5 м подкрановая дорожка | Размер позиционера и поток мастерской |
| Производственная партия | 12 шарниров/2 золотника | Усилия по программированию и повторная работа |
| Пробное окно | 8-часовая смена/2-часовой образец | Планирование выпуска до утверждения производства |
| Электрическая оболочка | Подача 15 кВт/настройка сварного шва 30 В | Проверка источника питания и оборудования |
| Настройка процесса | 500 А ток/8 м/мин подачи проволоки | Обзор переменной WPS, а не настройка по умолчанию |
| Открытие приспособления | Отверстие 600 мм/зазор горелки 120 мм | Доступ, охрана и техническое обслуживание |
| Оформление инспекции | Доступ 300 мм/1 точка удержания сустава | ОСП и планирование границ ремонта |
| Посадочный след клетки | 4 м ширина пола/1 м ограждение смещение | Планировка мастерской и движение материалов |
| Пробный сварочный пакет | 3 соединения/4 часа/метка свидетеля 5 мм/дорожка доступа 2 м | Решение об отборе образца перед одобрением покупки |
| Подгоняйте толерантность для проверки | изменение зазора 2 мм/длина прихватки 10 мм | Решение об установке до того, как Чжоусян рассмотрит расположение ячеек |
| Направление процесса | Где это часто подходит | Вопрос о роботизированной ячейке |
|---|---|---|
| Сварка под флюсом | Long, repeatable seams where flux handling and travel path are stable. | Can flux, wire, rotation, and recovery be integrated cleanly? |
| GMAW/FCAW | Flexible robotic weld access on many fabrication assemblies. | Are wire feed, shielding, torch angle, and spatter control stable? |
| ГТАВ / ТИГ | Root quality or controlled heat input cases where productivity is not the only driver. | Does the cell justify programming and handling effort? |
| Hybrid cell | Vessel families that need more than one process or station. | Can each process stay inside its qualified variable range? |
One useful reminder from the American Welding Society codes and standards page is that standards guide welding work, but they do not answer every job-specific engineering question. For a pressure vessel welding robot, the supplier, welding engineer, and QA lead still need to agree on the process boundary before production starts.
Проверка, отслеживание и ремонт границ после автоматизации
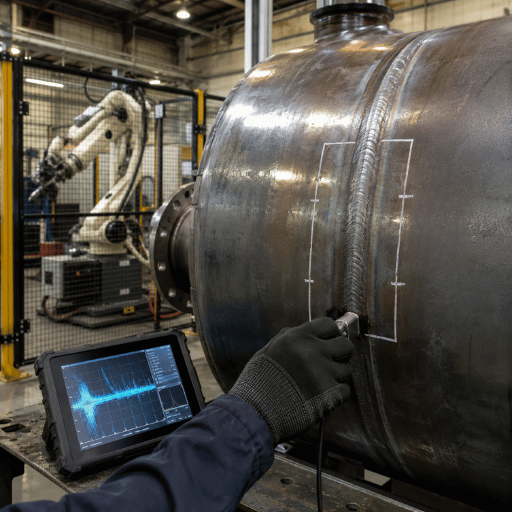
If the welding system is set to capture record information, automation can make the quality file easier to follow. Useful logs could include weld ID, program number, operator ID, current and voltage readings, wire speed, travel path reference, date, material batch number, and inspection handoff reference. These records support, but do not replace, the required inspection plan.
- – Clarify the weld number reference to the drawings and to the traveler document.
- – Secure the revision control of the program upon first production go-ahead.
- – Designate who can revise program and what the revision and signoff process is.
- – Maintain separate weld records for the production world and the repair world.
- – Establish visual, and NDE access for both before fixtures occupy the joints.
Pressure-retaining-item records, inspectors, registration, and the National Board Inspection Code are connected in a National Board overview. That is the right framing for Zhouxiang automation: build a cell that makes the quality record easier to trace, not harder.
Автоматизация сварки, позиционирование и пропускная способность: когда робот для сварки сосудов под давлением дает смысл
Welding robot applications are most valuable in a manufacturing context that already has repeatable vessel profiles, established joint preparation, and adequate production volume to keep the robot busy. From a welding solution perspective, the investment case may be weaker for single-piece vessels, shifting fit-up cycles, and new QA systems that still rely mainly on manual methods.
| Buying Factor | Green-Light Condition | Pause-and-Review Condition |
|---|---|---|
| Weld family repeatability | Same seam type repeats by product family. | Each job needs a new joint strategy. |
| Fit-up discipline | Fixtures and tack controls hold the joint where the program expects it. | Operators adjust gaps by judgment on each vessel. |
| QA maturity | WPS, PQR, qualification, inspection, and repair records are already managed. | Supplier is expected to define the whole quality path. |
| Handling space | Vessel can rotate or index without blocking inspection and crane flow. | Cell layout hides the weld or disrupts material movement. |
| Labor pressure | Skilled welders can move toward setup, monitoring, and high-judgment work. | Plan assumes the robot removes all welding knowledge from the shop. |
For boiler-adjacent assemblies, tanks, and heavy industrial equipment, review power-industry welding robot applications after the vessel weld family and qualification path are clear. Buyers comparing broader equipment can also review the welding robot cost estimator and the guide on как выбрать сварочного робота.
Дорожная карта реализации: от образца сварного шва до первого выпуска продукции
As with many projects that involve robotic automation welding, this type of investment should be introduced in stages. The biggest robot purchase is not the prize; finding a welding process, fixture, positioner, and program capable of standing up to real production, along with the inspection plan and records, is the objective.
Eight-Step Release Path
- Define the vessel family, the weld map, material capabilities and inspection transfer.
- Confirm code edition, construction scope, and responsible engineering authority.
- Select the robot arm reach, positioner style, fixture concept, and access range.
- Program representative welds, possibly on actual part geometry or a comparable piece of stock.
- Synchronize the WPS, PQR, welder and weld-operator qualifications, and the program file management process.
- Validate fit-up, tack welding, and joint-cleaning controls.
- Complete visual, volumetric, NDE and dimensional checks consistent with the established plan.
- Finalize policies for production releases, program revisions, operator changes and repairs.
Programming is often where buyers underestimate the change. Robots can repeat a weld path, but they still need sound joint definition, fixture discipline, torch access, and revision control. For related planning depth, see the internal guides on welding robot programming, post-weld heat treatment, и автоматизированные сварочные системы.
Перспективы отрасли: почему магазины судов сейчас рассматривают роботизированную сварку

Timing is not only about robots. It is also about worker availability, code-cycle awareness, and buyer pressure for traceable production. The IFR World Robotics 2025 release reports 542,000 industrial robots installed globally in 2024, the fourth straight year above 500,000. That does not prove a pressure vessel cell is the right purchase, but it shows that industrial robot adoption is no longer a fringe choice.
Labor is part of the same picture. The O*NET OnLine profile for welders, cutters, solderers, and brazers lists production tasks such as inspecting workpieces, setting up welding equipment, monitoring processes, and positioning materials. Better automation planning does not remove welding skill from the shop; it moves skilled people toward setup, procedure control, inspection support, and work that should not be reduced to path-following.
Visual sensing is also improving. A 2024 review on visual sensing in intelligent robotic welding groups recent work into seam tracking, bead defect detection, weld-pool geometry measurement, and path planning. Treat that as useful technology context, not a substitute for procedure qualification or pressure vessel inspection.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Вопрос: Может ли робот сваривать сосуд под давлением?
Посмотреть Ответ
Да, при условии, что сварка соответствует предписанной процедуре, квалификации, контроля и регистрации. робот - это просто метод производства.
Вопрос: Одобряет ли раздел VIII ASME сварочного робота?
Посмотреть Ответ
No. Section VIII controls the pressure vessel construction context. Regardless of method, robotic use is governed by the vessel design, quality program, qualified welding procedure, personnel or operator qualifications, inspection plan, and project records. If a supplier says a robot is “ASME approved”, ask which certificate, procedure, operator qualification, and inspection records apply to your vessel family.
Вопрос: Является ли раздел IX более важным, чем раздел VIII, для роботизированной сварки?
Посмотреть Ответ
Они объясняют различные части процесса Раздел VIII касается строительства сосудов под давлением, а Раздел IX объясняет процедуру и квалификацию персонала для сварки Большинство проектов роботизированной сварки требуют пересмотра обоих.
Вопрос: Какой тип сварки используется для сосудов под давлением?
Посмотреть Ответ
Общие семейства процессов включают сварку под флюсом (SAW), газовую дуговую сварку металла (GMAW/MIG), дуговую сварку порошком (FCAW) и газовую вольфрамовую дуговую сварку (GTAW/TIG). Выбор зависит от геометрии соединения, материала, толщины, положения, доступа и квалификационной основы. Для длинных повторяющихся швов сначала можно просмотреть ПАВ; для работы по управлению корнем может потребоваться другой путь. Выберите процесс перед замораживанием ячейки робота.
Вопрос: Сколько стоит робот для сварки сосудов под давлением?
Посмотреть Ответ
Цена зависит от таких элементов, как охват робота, размер источника питания, размеры позиционера, приспособления, набор датчиков, защита безопасности, задачи программирования и ввод в эксплуатацию ячейки. Использование онлайн-диапазонов цен следует рассматривать только как первоначальные грубые сокращения. Попросите, чтобы цены основывались на фактических чертежах семейства сосудов, карте сварного шва и всех требованиях к проверке.
Вопрос: Какие записи мне следует запросить у поставщика перед покупкой?
Посмотреть Ответ
Спросите о том, как ячейка предназначена для поддержки WPS, PQR, квалификации оператора, контроля посадки и прихватки, регистрации идентификации сварных швов, управления изменениями в программах, отслеживания материалов и передачи на неразрушающий контроль (NDE) и ремонт. Убедитесь, что ответ применим конкретно к семейству судов, которое вы производите, а не к использованию обычных маркетинговых материалов для роботов.
Вопрос: Может ли один роботизированный элемент сваривать сосуды, трубы и энергетическое оборудование?
Посмотреть Ответ
В некоторых случаях, но только если рабочие оболочки, позиционер, приспособления, доступ горелки, и квалифицированные сварочные процессы соответствуют вашим продуктам. робот, построенный для рамок силового оборудования, не будет автоматически устанавливать сопла сосудов под давлением или очень толстые стеновые швы, поэтому сначала проанализируйте семейство сварных швов.
Об этом анализе
This article keeps pressure vessel welding robot selection tied to ASME BPVC Section VIII construction context, Section IX qualification, the quality program, and inspection records. Since no in-plant production data was supplied for this document, labor, robot adoption, and code-support claims are grounded in documented public sources.
Следующий шаг
Bring one vessel drawing, one weld map, and the applicable code basis to the supplier discussion. That is enough to test robot reach, positioner selection, fit-up control, and qualification planning before budget approval.
Связанные статьи
- H-beam welding automation guide – useful for comparing long-seam automation logic.
- Shipyard welding automation – large workpiece handling parallels vessel fabrication.
- Intelligent steel structure welding system – reference for multi-axis industrial welding cells.
- Welding cobot vs industrial robot – useful when comparing payload, reach, and guarding.
- Top welding robot manufacturers – supplier landscape context before RFQ work.
Ссылки и источники
- ASME Boiler and Pressure Vessel Code standards – ASME
- Boiler and Pressure Vessel Certification – ASME
- BPVC Section IX: Welding, Brazing, and Fusing Qualifications – ASME
- ASME Section IX training course overview – ASME
- National Board overview – National Board of Boiler and Pressure Vessel Inspectors
- Tack welding of pressure vessels and boilers – National Board Technical Series
- Nozzles: The weak link in pressure equipment – National Board
- Codes and Standards – American Welding Society
- Сварщики, резцы, паяльщики и пайщики – O*NET OnLine
- Global robot demand in factories doubles over 10 years – International Federation of Robotics
- Visual sensing technologies in robotic welding – arXiv review article


