Свяжитесь с Чжоусяном

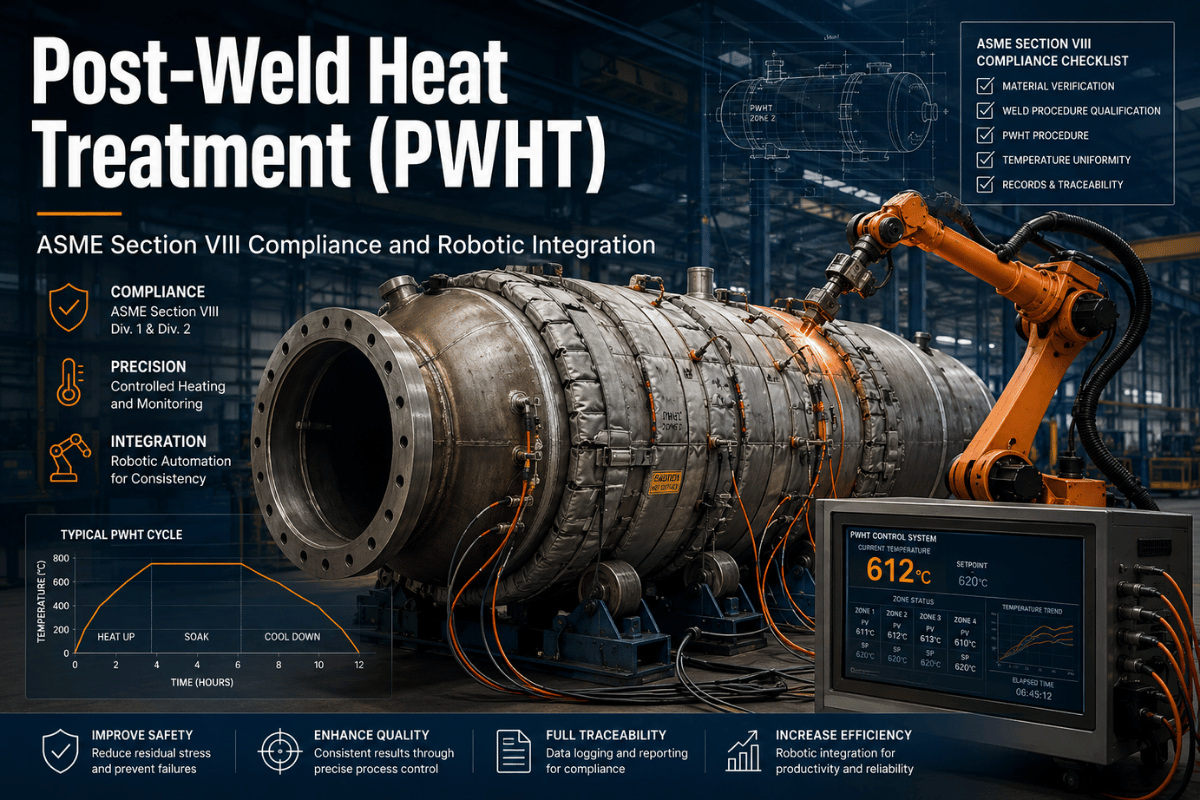
Послесварная термообработка (PWHT): соответствие требованиям раздела VIII ASME и роботизированная интеграция
Содержание
показывать
Послесварная термообработка (PWHT): полное руководство инженера по соблюдению кода, параметрам процесса и проверке
Что такое термообработка после сварки?
Послесварная термообработка (PWHT) - это контролируемый термический процесс, применяемый к сварному узлу после завершения сварки. сборка нагревается до заданной температуры (всегда ниже более низкой критической температуры превращения (Ac1, примерно 720-730C для углеродистой стали) (выдерживается при этой температуре в течение определенного периода, затем охлаждается с контролируемой скоростью.
Различие имеет значение: ПВТГТ не переплавляет сварной шов и не изменяет геометрию сварного шва Он работает полностью в твердом состоянии, позволяя атомной решетке стали расслабиться, перераспределить запертые напряжения, а в некоторых материалах, отпустить твердую микроструктуру в более жесткую Процесс сварки отводит тепло в высококонцентрированном, неоднородном узоре (тепловая обработка после сварки) исправляет металлургические последствия этой асимметрии Это задача инженерной точности, а не простая операция “heat и cool”.
Диапазон температур
595 北 770 °C
Время удержания
1 час/25 мм (мин 30 мин)
Ставка отопления
Макс.400°F/час ÷ толщина стенки
Максимальная температура Дифференциал
139 °C (250 °F) во время замачивания
Процесс Стандарт
ASME UCS-56/B31.1/B31.3
Снижение остаточного напряжения является основной целью послесварочной термообработки.Вторые цели включают улучшение ударной вязкости и пластичности в зоне термического влияния (HAZ), размягчение твердых мартенситных микроструктур и вытеснение диффундирующего водорода, который накапливается во время сварки. Все три цели снижают риск растрескивания в процессе эксплуатации.
Почему сварка создает остаточный стресс

Когда сварочная дуга нагревает металл до 1500С или выше, окружающий материал основы остается относительно холодным Быстрое охлаждение от температуры сварки затем заставляет горячий металл сварного шва сжиматься против ограничения более холодной окружающей конструкции Сварное соединение не может свободно сжиматься — окружающий материал удерживает его Результат: металл сварного шва и ЗТВ помещены в состояние остаточного растягивающего напряжения, которое может приближаться к пределу текучести материала Для мягкой углеродистой стали с пределом текучести 250 МПа запертое остаточное напряжение может достигать 200-250 МПа даже в идеально сделанном сварном шве.
Два механизма разрушения напрямую усиливаются высоким остаточным напряжением:
- Водородное охрупчивание: при сварке атомный водород получают из воды (в дуге, покрытии, основном металле).Высокое внутреннее растягивающее остаточное напряжение приводит к расширению кристаллической решетки, что открывает карманы, где водород легко перемещается и хранится на границах зерен, что приводит к образованию водородных трещин (холодных трещин или трещин, вызванных водородом, HAC), которые могут возникать в период от нескольких часов до дней после завершения сварки. Это объясняет важность контроля температуры между проходами, которая должна поддерживаться выше 200 °C между проходами перед любой термообработкой после сварки (PWHT).
- (i) Коррозионное растрескивание под напряжением (КРСК).В мокрых технологических потоках HS, хлоридов, каустика и CO, ККЦ будет возникать при остаточных растягивающих напряжениях и ускоряться через трещины, которые распространяются в ЗТВ микротрещины. ККЦ может возникать только при трех одновременных условиях; материал, который подвержен воздействию, коррозионная среда и растягивающее напряжение. Чтобы предотвратить ККЦ, последний элемент должен быть удален с помощью PWHT. В одном исследовании TWI (2005) PWHT мартенситных сварных швов из нержавеющей стали при температуре 650 °Celsius в течение 5 минут во время сварки привел к истории без отказов, в отличие от ряда отказов в эксплуатации сварных соединений.
В случае высокохромистых ферритных (CSEF) сталей с повышенной прочностью на ползучесть, таких как P91, сваренная ЗТВ после охлаждения превращается почти в 100% в незакаленный мартенсит. Твердость ЗТВ на этом этапе (обычно 350-420HV (см.) значительно превышает допустимое значение ASME 250HB, а охрупчивание при рабочих температурах будет не предположением, а почти фактом.
Требования к коду PWHT: какие ASME и AWS на самом деле имеют мандат
Непреходящий цех изготовления Миф ” ” все сварные швы из углеродистой стали свыше 12 мм требуют pwht” Это однозначно не относится ни к одному основному коду. есть коды, которым следует следовать, группы материалов, которые следует учитывать, а также был ли нанесен предварительный нагрев во время процесса сварки перед послесварной термообработкой!
Правило 38 мм (раздел VIII ASME)
В разделе VIII раздела 1 ASME Div.1 (сосуды под давлением) говорится, что PWHT требуется для углеродистой стали P-No.1 толщиной более 32 мм (1,25 дюйма), если не выполняется предварительный нагрев. Это правило“ простирается до 38 мм (1,5 дюйма), если производитель использует предварительный нагрев в сочетании с минимальной температурой предварительного нагрева 93°C (200°F).
— Правило 38 мм имеет условия
Это 38-миллиметровое освобождение действительно только для углеродистых сталей P-№ 1 ASME раздел VIII. Другой код, другой материал (P91), другая рабочая среда (NACE/ISO 15156 (кислый сервис)) будет вызывать различные критерии (очень часто более строгие). всегда обращайтесь к применимому коду для ваших услуг.
Это 38-миллиметровое освобождение действительно только для углеродистых сталей P-№ 1 ASME раздел VIII. Другой код, другой материал (P91), другая рабочая среда (NACE/ISO 15156 (кислый сервис)) будет вызывать различные критерии (очень часто более строгие). всегда обращайтесь к применимому коду для ваших услуг.
Пороги PWHT по кодам и группам материалов
| Код/Стандарт | Материал /П-Нет. | Обязательный порог PWHT | Примечания |
|---|---|---|---|
| ASME, раздел VIII, раздел 1 | П-№ 1 (Углеродистая сталь) | >32 мм (без предварительного нагрева); >38 мм (с предварительным нагревом 93 °C) | Наиболее распространенный порог изготовления сосудов |
| ASME B31.1 Силовой трубопровод | П-№ 1 (Углеродистая сталь) | >19 мм (3⁄4 дюйма) | Нижний порог за счет циклического теплового обслуживания; уменьшен до 16 мм с предварительным нагревом |
| Технологические трубопроводы ASME B31.3 (до 2014 г.) | П-№ 1 (Углеродистая сталь) | >19 мм (3⁄4 дюйма) | Тот же базовый порог, что и B31.1 |
| ASME B31.3 Технологические трубопроводы (2014+) | П-№ 1 (Углеродистая сталь) | Полностью освобождается от налога на любой толщине | Требуется предварительный нагрев при температуре 95 °C (200 °F) для >25 мм; многопроходные сварные швы для >5 мм. При соблюдении условий PWHT не требуется. |
| АСМЕ Сек. Я/Б31.1 | П-№ 5В (класс Р91) | Обязательно — ВСЯ толщина | Без исключения. 73070 °C, минимум 2 часа. Однородность температуры ±30 °C. |
| AWS D1.1 Структурный | Углеродистые и низколегированные стали | Процедура зависит, а не является общеобязательной | WPS диктует; снятие стресса иногда требуется в соответствии со спецификацией проекта |
Еще одно изменение, которое производители технологических трубопроводов могут особенно отметить при пересмотре ASME B31.3 в 2014 году, - это возможность отказаться от необходимого PWHT для сварки в системе трубопроводов из углеродистой стали P-No.1 путем внедрения контролируемого предварительного нагрева сварного шва. Исключения применяются к приложениям трубопроводов для кислого обслуживания (где требования к твердости NACE/ISO 15156, вероятно, по-прежнему будут требовать PWHT), а также к приложениям, выходящим за рамки категории P-№1.
Соответствие спецификации процедуры сварки см. в нашем руководстве Спецификации процедуры сварки — что инженеры должны документировать.
Температура и время выдержки PWHT: справочные таблицы
Каждая термообработка после сварки имеет три контроля: температура диапазона выдержки, минимальное время выдержки при температуре и допустимые скорости нагрева вверх/охлаждения. Каждое из вышеперечисленных, если оно неверно, может иметь гораздо худший эффект, чем отсутствие PWHT.
Материально-специфичные параметры PWHT
| Материальный класс (ASME) | Обозначение сплава | Температурный диапазон PWHT | Мин Холд Время | Максимальная скорость охлаждения |
|---|---|---|---|---|
| П1/П2 | Углеродистая сталь/0,5Мо | 595 北 720 °C | 1 час на 25 мм (мин 30 мин) | Печь или контролируемая |
| П11/П12 | 1.25Cr (1.5Mo) 0.5Mo /1Cr25.5Mo | 680 北 730 °C | 1 час на 25 мм (мин 30 мин) | Печь или контролируемая |
| П22 | 2.25Cr 1Mo | 680 北 730 °C | 1 час на 25 мм (мин 30 мин) | Печь или контролируемая |
| П5/П9 | 5Cr (5) 0.5Mo (9Cr) 1Mo (9Cr) 0/9Mo 1Mo 1Mo 9Cr | 730 北 760 °C | 1 час на 25 мм (мин 30 мин) | Печь или контролируемая |
| П91 | 9Cr — — induced/CSEF)b (CSEF) | 730 北 770 °C | Минимум 2 часа | Макс. 80 °C/час выше 400 °C |
| П92 | 9Cr — 0,5Mo (CSEF) 2W (CSEF) | 730 北 770 °C | Минимум 2 часа | Макс. 80 °C/час выше 400 °C |
Какая температура используется для PWHT углеродистой стали?
В кодах ASME указан диапазон температур выдержки для углеродистой стали P-No.1, равный 595-720C (1,100-1,330F).Отраслевое применение после ASME UCS-56 чаще всего содержит около 1,150F 50F (621C 28C) для центра на практике.
— Потолок Ac1 — почему более высокая температура не лучше
Превышение приблизительно 720 °C для углеродистой стали пересекает температуру трансформации Ac1 — точку, в которой сталь начинает превращаться обратно в аустенит. частичная повторная аустенитизация приводит к реформированию и затвердеванию ЗТВ при быстром охлаждении, потенциально создавая худшую микроструктуру, чем до обработки. Для P91 превышение 790 °C (максимальная безопасная температура отпуска) навсегда разрушает тонкую дисперсию карбида M2C6, ответственную за прочность на ползучесть. Повреждение, которое невозможно обратить вспять без полного цикла перенормировки и отпуска. Дисциплин максимальной температуры так же важен, как минимальная температурная дисциплина.
Превышение приблизительно 720 °C для углеродистой стали пересекает температуру трансформации Ac1 — точку, в которой сталь начинает превращаться обратно в аустенит. частичная повторная аустенитизация приводит к реформированию и затвердеванию ЗТВ при быстром охлаждении, потенциально создавая худшую микроструктуру, чем до обработки. Для P91 превышение 790 °C (максимальная безопасная температура отпуска) навсегда разрушает тонкую дисперсию карбида M2C6, ответственную за прочность на ползучесть. Повреждение, которое невозможно обратить вспять без полного цикла перенормировки и отпуска. Дисциплин максимальной температуры так же важен, как минимальная температурная дисциплина.
Скорость нагрева в соответствии с требованием ASME UCS-56 для этого составляет 400F/час (222C/час) максимум, разделенный на наибольшую толщину стенки до 3 дюймов (50 мм) где 400F/час (222C/час) остается абсолютным верхним пределом для тонких секций. Это ограничило бы скорость нагрева этой оболочки толщиной 2 дюйма (50 мм) не более чем до 200F/час (111C/час).Разница температур в горячем и холодном состоянии по всей сборке не должна превышать 250F (139C) во время выдержки.
Сравнение четырех типов термообработки после сварки

ПВТ не лечение, это серия обработок, разработанных для ряда металлургических проблем. Выбор неправильного ПВТ будет столь же разрушительным, как и отсутствие ПВТ вообще.
Руководство по принятию решений по типу PWHT
| Тип | Температура | Первичная цель | Лучший Для |
|---|---|---|---|
| Снятие стресса | 595 (720 °C) (углеродистая сталь) | Уменьшите остаточное напряжение за счет релаксации ползучести | Сварные швы из углеродистой стали и низколегированных материалов, требующие соответствия кодам |
| Умерение | Специфическая для сплава температура отпуска (680 北-70 °C для Cr-Mo) | Перевести хрупкий мартенсит в прочный отпущенный мартенсит; улучшает прочность на разрыв и баланс ударной вязкости | Р91, Р22, Р11 (все марки Cr-Mo как сваренные) |
| Нормализующий | Выше Ac3 (~900 °C), затем охладите на воздухе | Уточнить структуру грубозернистого зерна | Электрошлаковые сварные швы; сильно перегретые ЗТВ |
| Водородная выпечка | 200 — 300 °C, сразу после сварки | Привод диффундирующего водорода из ЗТВ до его концентрирования | Высокотвердеющие стали; толстые профили; кислый сервис |
Слово о Снятие напряжения вибрации (VSR) — В этом процессе энергия в виде механической вибрации используется для перестройки структуры зерна, тем самым снижая остаточные напряжения, без участия тепла, Поскольку в конструкцию не добавляется тепло, нет необходимости в закалке или контролируемом охлаждении, тем самым устраняя риск тепловых искажений. Независимые академические исследования, проведенные в Вильнюсском техническом университете Гедиминаса, пришли к выводу, что образцы стыкового сварного шва, обработанные VSR, продемонстрировали аналогичные свойства прочности и эластичности, что и после термообработки.“ На сварных швах не было обнаружено оксидных весов, и были значительно более низкие требования к стоимости оборудования. Хотя этот метод не признан эквивалентом теплового PWHT для соответствия требованиям ASME BPVC и требованиям к трубопроводу для подачи энергии, VSR является подходящим методом для конструкций (мосты, краны, резервуары для хранения), не регулируемых кодами давления, где сброс напряжения в первую очередь предназначен для стабильности размеров.
СЦЕНАРИЙ — Стальные опоры для зданий из конструкционной стали для электрической подстанции отмечают, что вся толщина сварного шва находится под пределом освобождения ASME B31.3 2014 г. Поскольку нет необходимости в коде давления PWHT, а стабильность размеров является основной проблемой, VSR является более быстрым и менее дорогим вариантом обработки по сравнению с обработкой печи.
Матрица принятия решения по материалам: какие стали требуют PWHT

Группа материалов ASME P-Number является первым экраном для любого решения PWHT. Ниже приведена сводная матрица обязательных и условных требований к наиболее распространенным сталям, работающим под давлением, включая механические свойства, которых PWHT должен достичь для каждого сорта. Всегда сверяйте код управляющего обслуживания и спецификацию клиента.
| Материал | ASME P-№. | PWHT Требуется? | Типичный диапазон температур | Ключевое предостережение |
|---|---|---|---|---|
| Углеродистая сталь (C ≤ 0,35%) | П-№ 1 | Условная толщина/код зависит | 595 北 720 °C | ASME B31.3 2014+: полностью освобождается от налога при предварительном нагреве |
| Углеродисто-молибденовая сталь | П-№ 3 | Обычно требуется >16 мм | 595 北 720 °C | Проверка по коду; риск охрупчивания |
| 1.25 — (P11/P12) (P11/P12) (диск) 0,5 Мо (P11/P12) | П-№ 4 | Требуется по большинству кодов | 680 北 730 °C | EPRI рекомендует нижний предел ударной вязкости |
| 2.25 — 1Mo (P22) | П-№ 4 | Требуется по большинству кодов | 680 北 730 °C | Никогда не позволяйте остыть при температуре ниже 200 °C до PWHT |
| 5Cr (5Cr) 0.5Mo (9Cr) 1Mo (P5Cr) | П-№ 5А | Требуется — вся толщина | 730 北 760 °C | Нефтеперерабатывающий завод/сервис HDS; критическая устойчивость к сульфидированию |
| 9Cr — — induis (P91) (P91) b (P91) b (MoVN) | П-№ 5Б | Mandatory — all thicknesses, no exemption | 730 北 770 °C | ±30 °C temp uniformity; delta ferrite must be absent |
| Austenitic stainless 304/316 | P-No. 8 | Not recommended | Н/Д | PWHT causes sensitization (Cr carbide precipitation → corrosion) |
| Duplex stainless steel | P-No. 10H | Solution anneal only (1,020–1,100 °C) | 1,020 – 1,100 °C | Stress relief PWHT not applicable; risk of intermetallic formation |
Как выполняется PWHT: оборудование, термопары и этапы процесса

All PWHT cycles have a minimum four-stage requirement for the cycle: controlled heating to temperature, soaking at the temperature, controlled cool-down from temperature, and recording/documenting. All four stages have code required rate limits, and monitoring.
Методы нагрева
Here are 4 post weld heat treatments that may be applied both in the workshop and in the field:
- Furnace Heating: This process involves heating the entire part assembly in a carefully temperature controlled furnace. Pros: Excellent uniform temperatures, very good for small to medium parts. Cons: Part needs to physically fit in the furnace, and asymmetrically loaded parts are prone to distortion.
- Electrical resistance heating (ceramic-pad blankets): Flexible ceramic heating pads are arranged around the weld. In these pads, a resistance wire generates heat, which is transferred into the surface of the object to be welded. Thermocouples are welded to the part by capacitor-discharge method, the pads put on and topped with thermal insulating blankets.These are by far the most common on-site method applied on pipe work. Longer time constant, the use of PID control logic necessary for avoiding overshoot.
- A flexible coil is wrapped around the weld area and the alternating current within the coils creates a current within the metal that heats from within. Quick thermal response, lowest long term cost forconsumables, and reusable induction coils is making induction a favorite tool for high volume piping fabrication.
- high velocity gas burners for when larger areas of the material need to be treated, or when firing inside a pressure vessel is to be applied (use the vessel shell itself as a furnace) Poor degree of temperature control
Требования к полосе для замачивания
241562 PWHT – For local PWHT, the width of the material in the soak band (which falls within a specified temperature range) cannot be less than code widths:
- ASME Section VIII: Soak band = 2 x weld thickness or 50.8mm (2”) of base material from the weld centre, whichever is smallest.
- ASME B31.3: Soak band = overall weld width + 1” (25.4mm) to both sides.
- BS EN 13445 heated band=5(Rt), R=vessel radius, t=wall thickness=5(vessel diameter divided by 2 X wall thickness)
Пакет документации
Un pack de documentation en 4 parties doit accompagner chaque cycle de PWHT pour une pièce conforme,
- Heat treat record (weld IDs, component, date, operator)
- Strip chart recorder trace (time-temperature curve for every thermocouple)
- Calibration certificate for thermocouples and recording equipment (NIST-traceable)
- Non Conformance Record (PWHT Procedure/any departure there off and resolution)
Что происходит, когда вы пропускаете PWHT?
Forgoing the post weld heat treatment (PWHT) when mandated—or when service conditions require it—gives rise to three classes of result: metallurgical problems that occur right away; failures during service that emerge after, not during, operation; and potentially costly questions of conformance and liability.
Immediate – Hardness & Microstructure: P91 welds in as-welded condition have HAZ hardness of 350-420HV (Code limit 250HB) making the weld area embrittled, and vulnerable to failure under impact or thermal shock prior to service.
Delayed-hydrogen cracking-Delayed hydrogen cracking can occur anytime between 24 and 72 hours after welding when welders and inspectors are long gone from the site. The hydrogen diffuses to hard haz microstructure sites where it creates the conditions for cracks to nucleate under a tensile residual stress and spread from locations with increased stress concentration.The failure of a number of offshore jack-up structure platforms has been traced directly to a failure to include a preheat or PWHT as part of the weld repairs.
In-service – Type IV cracking in P91: The predominant failure life limiting defect in power plant P91 welds is Type IV cracking which is initiated in the fine-grained HAZ where the weld and base material metals meet due to creep of the weldments in the residual stress zone of the HAZ. The appropriate application of PWHT with precise temperature control will significantly reduce this residual stress and delay crack initiation.
⚠ SCC Risk Without PWHT in Sour and Chloride Environments
Three elements are necessary for stress corrosion cracking to initiate and grow: material subject to embrittlement, the presence of a corrosive environment and an applied tensile stress. Proper post-weld heat treatment provides the third essential component. Tests have shown that one in-service weld that has undergone PWHT 650°C failed by IGSCC, yet in the as-weld state, this type of in-service weld has numerous cracking incidents.
Three elements are necessary for stress corrosion cracking to initiate and grow: material subject to embrittlement, the presence of a corrosive environment and an applied tensile stress. Proper post-weld heat treatment provides the third essential component. Tests have shown that one in-service weld that has undergone PWHT 650°C failed by IGSCC, yet in the as-weld state, this type of in-service weld has numerous cracking incidents.
PWHT в производстве электроэнергии: котлы, суда и катушки труб
No fabrication sector is subjected to more demanding service requirements as the power generation industry, due to factors such as; elevated pressures, thermal cycle loading, temperatures of several hundreds of degrees and decades of operational life time. Coupled with P91/P92 material requirements at all wall thicknesses, thick-section construction, and stringent in-service inspection schedules, it is clear why PWHT compliance defines project quality in power generation.
Prior weld quality determines how much work PWHT must do. A weld with poorly controlled inter-pass temperature deposits successive passes with elevated hydrogen content and hardened HAZ zones — heat treatment must compensate for these compounded problems. Robotic welding with integrated inter-pass temperature monitoring controls these variables upstream, delivering welds that respond more predictably to treatment.
📊 Case: Henan Province Boiler Header — Zhouxiang Robotic Welding System
To qualify 280 joints of tube-to-header welding at a coal fired power plant builder in Henan Province to comply with code 31.1 (max interpass temperature 250C P22 steel) our robotic welding solutions delivered consistent interpass temperature control on every joint via thermocouple and predictive software. Radiographic test reject rate reduction; (9.0%) manual vs. (1.8%) robot – an 80% decrease. 18-month pay back due to reduced remedial welding and PWHT testing cost.
To qualify 280 joints of tube-to-header welding at a coal fired power plant builder in Henan Province to comply with code 31.1 (max interpass temperature 250C P22 steel) our robotic welding solutions delivered consistent interpass temperature control on every joint via thermocouple and predictive software. Radiographic test reject rate reduction; (9.0%) manual vs. (1.8%) robot – an 80% decrease. 18-month pay back due to reduced remedial welding and PWHT testing cost.
📊 Case: Vietnam P22 Pipe Spool Production — ASME B31.1 Compliance
In Vietnam, a major EPC Contractor utilized a Zhouxiang automated pipe welding system for ASTM A335 P22 main steam line fabrication to ASME 31.1 code: includes; 200C preheat, automated interpass temperature control, PWHT, and 100% radiographic inspection producing14 spools per day. Robotic rejection rate (2.1%) vs. equivalent (as far as code requirement concerned), PWHT tracking included.
In Vietnam, a major EPC Contractor utilized a Zhouxiang automated pipe welding system for ASTM A335 P22 main steam line fabrication to ASME 31.1 code: includes; 200C preheat, automated interpass temperature control, PWHT, and 100% radiographic inspection producing14 spools per day. Robotic rejection rate (2.1%) vs. equivalent (as far as code requirement concerned), PWHT tracking included.
Controlling interpass temperature, i.e., above the code required minimum, and below any critical pre-set level is a key aspect of high quality Cr-Mo fabrication: maintaining it ensures that less hydrogen enters the weld during the welding process thereby reducing the potential for hydrogen related cracks prior to PWHT. It also greatly assists in shortening PWHT Soak Time and enables a more uniform weld microstructure for easier complete stress relaxation, thus minimizing rework. The benefit of integrating robotic welding into your process with precise automated control is undeniable from downstream PWHT results.
Learn how Zhouxiang supports power generation fabrication at Power Industry Welding Robot Solutions →
Проверка после PWHT: испытания на твердость и неразрушающий контроль

PWHT Completes the Loop. Confirming you get the desired metallurgical effects is the second part. This requires a programmed sequence of inspections to assess both the material (hardness for stress relief and temper) and the weld (NDT). The result will confirm PWHT hasn’t compromised weld integrity.
Критерии приемлемости твердости
| Material / Grade | Max Hardness After PWHT | Test Method | Code / Reference |
|---|---|---|---|
| P91 — weld metal & HAZ | ≤ 250 HB / 265 HV / 25 HRC | Brinell or Vickers | ASME / many owner specs require 248 HB max |
| P-No. 1 carbon steel | ≤ 200 HB (industry standard); ≤ 225 HB (some specs) | Brinell | API 582; NACE for sour service |
| P-No. 1 carbon steel (typical range) | 140 – 160 HV in practice | Vickers | B31.3 does not mandate testing for P-1; API 582 does in corrosive service |
| Low-alloy Cr-Mo steels | ≤ 235 HV / ≤ 22 HRC | Vickers or Rockwell | NACE / ISO 15156 for sour environments |
Hardness. ASME B31.1 and B31.3 specify hardness testing for 100% of local PWHT welds and at least 10% of batch-furnace treated welds when a hardness limit is mentioned. It is noteworthy that ASME B31.3, Table 331.1.1, does not specify a maximum hardness requirement for carbon steel, P-No.1-where local PWHT of carbon steel piping becomes a Code requirement through external specifications (client requirement or NACE).
Последовательность неразрушающего контроля после PWHT
Non-Destructive Testing. It’s most common to conduct non-destructive testing of code-welded repairs following, not preceding, PWHT. This because PWHT may introduce certain residual stresses which could depress ultrasonic indications, and change in radiograph density, making detection of minor flaws harder.
- Radiography. The standard procedure for pipe butt welds in accordance with ASME B31.1 & B31.3 to assess post-PWHT volumetric indications like slag and porosity.
- Ultrasonic. More common for thick wall pressure vessels where geometry can affect radiograph film capture. (Time of Flight Diffraction, TOFD, is increasingly popular on P91 piping projects).
- Hardness traverse: Systematic hardness mapping across weld, HAZ, and base metal — typically 3–5 points per zone — validates PWHT effectiveness.
Тенденции и перспективы PWHT 2025 20026

3 Forces Are Pushing PWHT Beyond Its Current Limits.
GB/T 30583-2026-A New National Standard in China. The new Chinese GB/T 30583-2026 standard, “Specification for Post-Weld Heat Treatment of Pressure Equipment,” was issued in March 2026 by the State Administration for Market Regulation. For the first time, this standard presents an objective method beyond purelyempirical judgement. The Energy Difference Method, presented in Appendix G, relies on a physical principle linking residual stress levels to a calculable physical difference in work required to achieve certain indentations. When compared with an error margin of only 5MPa, contrasted with 15MPa when assessed by traditional methods such as X-ray diffraction, it represents a major advancement in evaluating PWHT results on carbon and low-alloy steel pressure equipment.
Increased demand for hydrogen infrastructure will boost utilization of specialized PWHT alloys. As development of hydrogen infrastructure-including electrolysis facilities, reformer technology and high-pressure distribution pipelines-accelerates, demand for P91 and P92 high-grade steels rises. Both alloys absolutely require pre and post-welding heat treatments, and have little or no tolerance for deviations from the specified temperatures, which means PWHT for these grades demands tightly controlled, ideally automated, quality assurance systems in fabrication.
Digital PWHT Monitoring: Strip chart recorders are being replaced by networked digital data loggers that have cloud-based documentation features. Remote viewing of live temperature data on dashboards allows remote QA personnel to see heat treat activity in progress, while thermocouple calibration certificates and heat treat records are now more commonly being embedded directly into the weld management software. Thermal Processing Magazine identified this digital shift — including predictive maintenance for PWHT equipment — as a defining 2024 trend. This aligns directly with ASME audit trail requirements, which mandate a clear chain of custody from thermocouple calibration through final cool-down sign-off.
Часто задаваемые вопросы о термообработке после сварки
Is post weld heat treatment required for all carbon steel welds?
No. ASME B31.3 (2014 and later) does not require PWHT on P-No. 1 materials at any thickness. But as soon as wall thickness exceeds 1” (25mm) on P-No. 1 you must preheat to a minimum 200F (95C). On ASME Section VIII P-No. 1 is only required at 1.25-1.50” wall thickness. Additionally, in sour services you may still require a PWHT per NACE/ISO 15156 based on hardness testing irrespective of material thickness.
What temperature is used for post weld heat treatment?
Hold time depends on material temperature requirements, and that in turn depends on material group. Carbon steel (P-No.1) is treated at between 1100-1325F (595-720C), typical Cr-Mo at between 1250-1350F (680-730C) and P91 at 1350-1425F (730-770C), with tight tolerance of ±30C across the weld and the surrounding zone. Too high a temperature and you approach Ac1 transformation, and risks re-austenitization followed by re-hardening as you cool. So “hotter is better” can be dangerously wrong. At over 790C (1450F), P91 starts to creep strength over time by permanently destroying fine dispersions of M23C6 precipitates. You’ll find the correct range required for any material on ASME Code Tables and weld procedure specifications.
How long does a PWHT cycle take?
A complete heat treat cycle involves controlled heating to the specified temperature, holding the workpiece at temperature (the soak), and a controlled cool-down below 400C (750F). For typical steel P-Nos, the soak alone is a minimum of 1-hour per inch of wall thickness, and P91 is a minimum 2-hours regardless of thickness. If I have a 2” thick vessel shell, my minimum soak alone would be two hours. This, together with time to heat the part evenly at the maximum ASME- allowed rates (e.g., 200F/hr for a 2” wall), then time to cool properly means the total cycle can be anywhere from 8-16 hours, depending on the piece and if on-site or shop treatment occurs.
Can PWHT be performed locally without putting the entire structure in a furnace?
Yes. Local PWHT is permitted under both B31.1 and B31.3 applications for pipe and nozzle welds, usually with electrical resistance heating blankets or induction heating coils. The ASME code specifications still require specific widths on either side of the weld, such that the soak band on each side is 2 X the weld thickness or 2” minimum, whichever is less on ASME VIII vessels; B31 codes generally use an 8” soak band for pipes. temperature coverage and uniformity are still the same as the furnace requirements and documentation is identical (strip chart, etc.).
What is the difference between preheating and post weld heat treatment?
Preheat and post weld heat treatment(PWHT) actually solve the same two problems-residual stress and hydrogen cracking-at two separate stages in the welding sequence. Preheat occurs before, during, and just after welding. Slowing down the rate at which the weld and HAZ cool allows diffusible hydrogen more time to diffuse out of the lattice and minimizes the thermal differential which induces residual stresses.
PWHT occurs after the complete weld has cooled. This relaxes residual stress, that has been locked into the weld, and, more importantly in the case of Cr-Mo grades, converts brittle martensite into a much tougher, tempered structure. More commonly, preheat is also required even when pwht is also performed.
Preheat without PWHT may satisfy some code exemptions; PWHT without preheat is rarely acceptable for high-alloy steels like P91.
Does stainless steel require PWHT after welding?
Conventional austenitic stainless steels (like 304 and 316) must NOT undergo thermal stress relief PWHT.The conventional temperatures used for carbon steel (595-720 C) place the part right in the window of carbide precipitation where corrosion is promoted; the process destroys the inherent corrosion resistance.Duplex steels often benefit from post-weld solution annealing(1020-1100 C)to reform their optimum microstructural balance but PWHT is distinct from this.
What hardness is acceptable after post weld heat treatment?
Acceptance criteria vary by material and application. P91 weld metal and HAZ must measure ≤250 HB (≤265 HV) after PWHT — many owner specifications tighten this to 248 HB maximum. Carbon steel P-No. 1 welds typically fall in the range 140–160 HV after PWHT; industry standard caps are 200 HB (API 582) and 225 HB for some non-sour applications. In sour H₂S environments, NACE/ISO 15156 limits weld metal and HAZ hardness to 22 HRC (approximately 237 HB) regardless of material, because higher hardness dramatically increases hydrogen sulfide stress cracking susceptibility.
Готовы ли ваши сварные швы к PWHT перед лечением?
Robotic welding with automated inter-pass temperature control delivers consistent pre-PWHT weld quality — controlled HAZ microstructure, defined hydrogen content, and documented heat input on every joint. Zhouxiang has supported power generation fabricators from Henan to Vietnam with compliant welding systems for ASME B31.1 and ASME BPVC applications.


