Entre em Contato com Zhouxiang

Soldagem por resistência: soldagem por ponto, costura e projeção para robótica automotiva
Conteúdo
mostrar
A soldagem por resistência é a maneira mais rápida de unir as chapas metálicas em escala, sem haste de enchimento mais rápida, sem gás e sem arco aberto. Joule aquecimento× o mesmo princípio que alimenta o soldador por pontos em uma carroceria automotiva também aciona o soldador por costura em seu duto HVAC e o soldador por projeção pressionando porcas em suportes de chapa metálica Este primer explica o processo de soldagem por resistência total, desde a física até os cinco tipos de processo, os parâmetros que influenciam a qualidade da solda, os materiais que respondem melhor (e pior), as capacidades das máquinas robóticas versus máquinas manuais e onde a tecnologia passa por ²0²6.
O que é soldagem por resistência? A física por trás do processo
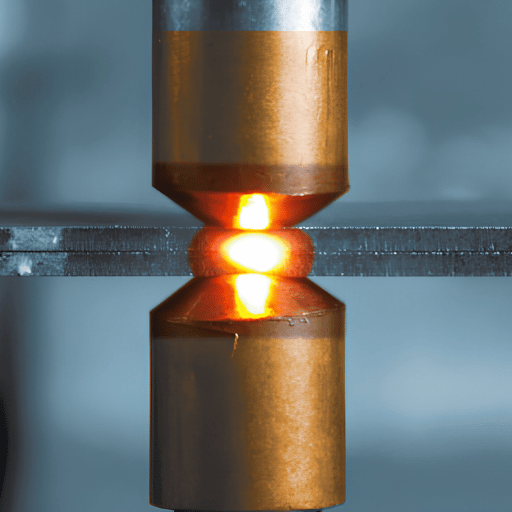
Soldagem resistência é um processo de soldagem por fusão e estado sólido que usa resistência elétrica e força de fixação para unir peças de metal Os eletrodos carregam uma corrente de alta temperatura e baixa tensão através das peças Na interface entre as duas chapas de metal (em inglês, metal sheets) chamada de superfície faying A resistência elétrica é maior, então geração calor concentra-se lá O metal na superfície de faying atinge o ponto de fusão e se funde sob pressão de forjamento do eletrodo, formando um pepita solda sem qualquer metal de enchimento ou gás de proteção.
TWI Global, um dos principais institutos de pesquisa de soldagem do mundo, define o processo: “Os processos de soldagem por resistência são usados para unir materiais em folha e consistem em soldagem por pontos, costuras, projeções e contrafortes.” A característica definidora é essa nenhum eletrodo consumível, fio de enchimento ou flu× é necessário Os próprios metais básicos formam a junta.
& Resistência Soldagem & quick Specs
Corrente Soldagem
1 kA 100 kA
Força Eletrodo
1 kN 1²0 kN
Solda Tempo
8 ms 1.000 ms
Espessura Material
0,1 mm 6 mm (ponto)
Metal de enchimento
Nenhum necessário
Gás de blindagem
Nenhum necessário
s Nota de Engenharia (Lei de Joule)
Q = I² × R × t
Q=I ² Rt onde Q = energia térmica gerada (joules), I = corrente de soldagem (amperes), R = resistência elétrica na superfície de faying (ohms), e t = tempo de soldagem (segundos).Como a corrente é quadrada, dobrando-a quadruplica o calor (tornando a corrente de soldagem a variável mais poderosa para controlar.
Como funciona o processo de soldagem por resistência: 4 etapas
- Aperte: Os eletrodos apertam as duas peças sob força controlada. A resistência de contato na superfície de alimentação é estabelecida.
- Solda (atual): Fluxos de corrente O aquecimento Joule faz com que a superfície de faying atinja o ponto de fusão Uma pepita de solda começa a se formar.
- Hold (corrente desligada): A corrente pára A força do eletrodo é mantida para deixar a pepita solidificar sob pressão, o que evita que as rachaduras encolham.
- Liberação: Os eletrodos se afastam A formação da junta é completa sem acabamento de solda, moagem, limpeza necessária.
Fonte: Especificação de soldagem a ponto por resistência PRC-0009 da NASA; Visão geral do processo global TWI.
5 tipos de soldagem por resistência e quando usar cada um

Soldagem por resistência elétrica não é um processo único (é uma família).AWS classifica quatro tipos primários, com soldagem flash frequentemente listados separadamente como um quinto Cada variante usa o mesmo princípio de aquecimento Joule, mas difere na geometria do eletrodo, configuração da junta e na forma da ligação resultante.
As pessoas também perguntam
Quais são os quatro tipos básicos de soldas de resistência?
Os quatro tipos de processo que a American Welding Society (AWS C1.) reconhece são: (1) soldagem por pontos de resistência (1) soldagem por pontos de resistência (dois pontos pressionando folhas sobrepostas; (2) soldagem por resistência (dois) rolo de roda uma junta selada continuamente (3) soldagem por projeção (do inglês projection welding) foca em hastes ou fixadores embossados; e (4) soldagem por topo (do inglês butt welding) extremidade a extremidade de soldagem por fim de tubo, ou trilhos A soldagem por flash, que começa como um arco antes que a pressão empurre a junta, conta como um quinto tipo de tipo de processo tipo.
Soldagem por ponto de resistência 1. (RSW)
Soldagem por pontos de resistência usa um par de eletrodos de liga de cobre para prender duas ou mais folhas de metal sobrepostas e passar corrente através de uma pequena área de contato Uma solda circular n n 3 normalmente 31 mm mm diâmetro é o resultado Uma solda spot é o processo de união de precisão de maior volume na fabricação, com a montagem do corpo automotivo contando com ela em escala.
Melhor para: Painéis de carroceria automotiva, chapas metálicas para eletrodomésticos, gabinetes elétricos, suportes.
Tipo de eletrodo: Pontas truncadas da liga de cobre do cone ou do dome-nariz.
Padrão: AWS C1.1:2019 Ção para Soldagem por Resistência de Aço Bare e Revestido de Baixo Carbono.
Soldagem de costura de resistência 2. (RSEW)
Soldagem costura substitui eletrodos de ponto-contato com eletrodos de roda de cobre rotativos À medida que a peça de trabalho se alimenta, soldas de ponto sobrepostas se fundem em uma costura contínua e à prova de vazamentos A soldagem de costura de purê usa rodas mais estreitas que simultaneamente soldam e reduzem a junta de colo à espessura quase parental-metal.
Melhor para: Tanques de combustível, radiadores, dutos HVAC, latas de aerossol, núcleos de transformadores elétricos ou qualquer aplicação de líquido (que exija uma costura hermética estanque ao gás).
Soldagem por projeção 3. (PW)
Soldagem por projeção foca contato resistência em relevos pré-formados (saliências elevadas) em uma peça de trabalho, ou nas projeções integrais de uma porca de solda ou pino À medida que a corrente flui, a projeção colapsa e se funde à superfície de acoplamento múltiplas projeções soldam simultaneamente, tornando este processo e×cepcionalmente eficiente para fixação de fixadores de alto volume.
Melhor para: Porcas de solda, pinos e fixação de parafusos em chapas metálicas; produção de malha de arame; grades de arame cruzado.
Vantagem: Os eletrodos de face plana têm longa vida útil porque a área de contato não está concentrada na ponta do eletrodo.
Soldagem de topo de resistência 4. (RBW)
Soldagem de topo de resistência (a) chamado chateado butt soldagem (a) une duas peças de metal de ponta a ponta Ambas as peças são fixadas em eletrodos de mandíbula de cobre, colocadas em contato e uma corrente aplicada A resistência da interface cria calor; forjar a pressão perturba (espreme) o metal quente junto Nenhum arco está envolvido Comum para a soldagem de fio, haste, elos de corrente e extremidades de tubulação.
Soldagem 5. Flash (FW)
Soldagem flash é um processo ponta a ponta onde as peças são primeiro colocadas em contato leve sob tensão, gerando uma série de pequenos arcos (“flash”) que aquecem rapidamente as faces da junta até a temperatura de forjamento As peças são então forçadas juntas (upset) e a corrente é cortada A principal diferença da soldagem de topo: a fase arco-flash e×pels o×ides e contaminantes antes da forja, produzindo uma ligação excepcionalmente limpa Usado para união de trilhos ferroviários, fabricação de lâminas de serra e aros de rodas automotivas.
Qual tipo de soldagem por resistência é ideal para sua aplicação?
| Processo | Tipo de junta | Recurso chave | Aplicação Típica |
|---|---|---|---|
| Ponto (RSW) | Volta | Ponto de alta velocidade junte-se | Auto corpo, aparelhos |
| Costura (RSEW) | Volta (contínua) | Junta selada hermética | Tanques de combustível, radiadores |
| Projeção (PW) | Volta (fixador) | Multi-ponto simultâneo | Porcas de solda, malha de arame |
| Bunda (RBW) | Bunda (de ponta a ponta) | Sem enchimento, seção transversal completa | Fio, haste, corrente |
| Flash (FW) | Bunda (assistida por arco) | Flash de arco autolimpante | Trilho, jantes de roda, lâminas de serra |
O Modelo de Decisão Q=I²Rt: 4 Parâmetros Que Controlam a Qualidade da Solda
Toda dificuldade de soldagem por resistência pode ser explicada como um ou uma combinação dos quatro parâmetros: corrente (I), resistência (R), tempo (t) e força de soldagem (F).Como a Lei de Joule restringe a geração de calor a Q=IRt, e a força do eletrodo afeta a resistência de contato e a pressão de solidificação da solda, as quatro alavancas do Modelo de Decisão interagem Referimo-nos a esta estrutura como o Modelo de Decisão Q=IRt para Soldagem por Resistência: uma abordagem sistemática para determinar qual deles mudar quando o resultado não está certo.
| Parâmetro | Papel em Q=I²Rt | Faixa Típica (aço macio, 1,5 mm) | Se muito baixo | Se muito alto |
|---|---|---|---|---|
| Corrente de soldagem (I) | Dominante (quadrado) | 8 kA | Solda fria/sem pepita | Expulsão/respingos |
| Tempo de Soldagem (t) | Entrada de calor linear | 100 ciclos (60 Hz) | Pepita subdimensionada | Aderência de eletrodo/queima |
| Resistência de Contato (R) | Concentração de calor | Controlado via preparo de superfície | O calor migra para os eletrodos | Formação de arco/dano superficial |
| Força do eletrodo (F) | Conjuntos R; controla a solidificação | 2 kN | Alto R → respingos; pobre pepita | Muito baixo R → solda a frio |
O modelo de soldagem por resistência de oito parâmetros da SWANTEC baseia-se não apenas nas quatro variáveis principais, mas também em fatores como formato do eletrodo, condição da superfície, espessura da peça de trabalho, revestimento e efeito de manobra das soldas vizinhas. Na prática, ajustar as configurações na configuração e no ferramental determina tudo, exceto dois.
Pro Tip – Tecnologia de inversor MFDC
MFDC (corrente contínua de frequência média) soldadores inversores estão crescendo em adoção, particularmente para aços avançados de alta resistência (AHSS aplicações automotivas Ao contrário de máquinas de soldagem CA monofásicas (single-phase AC welding machines) que permanecem o tipo mais amplamente utilizado na indústria hoje Controladores MFDC entregam corrente CC 500 Hz.000 A frequência de comutação mais alta permite controle de feedback mais rápido, formas de onda de corrente mais precisas e os fabricantes relatam até 351TP3 T redução de energia versus equivalentes CA. Se você estiver processando AHSS ou aços bifásicos, a precisão MFDC vale o prêmio de capital em relação ao CA convencional.
Compatibilidade do Material: O Que Pode (e Não Pode) Ser Soldado por Resistência?
Duas propriedades físicas governam a adequação de um metal para soldagem por resistência: resistividade elétrica e condutividade térmica A soldagem por resistência requer resistividade moderada (alta o suficiente para produzir amplo calor Joule na superfície de faying, mas baixa o suficiente para passar a corrente livremente sem arco) e condutividade térmica moderada (é indesejável que um fluxo de calor significativo flua para os eletrodos).O aço macio atinge um equilíbrio ideal e é fácil de soldar por resistência; alumínio e cobre estão localizados nas extremidades mais difíceis do espectro.
| Metal | Resistividade Elétrica (µoh·cm) | Condutividade Térmica (W/m·K) | Classificação de soldabilidade | Desafio Chave |
|---|---|---|---|---|
| Aço Suave (baixo C) | 12 6 | 45 06 | Excelente (a) | Nenhum padrão de ouro |
| Aço Inoxidável (304) | 70 8 | 15 7 | Bom, por favor | Endurecimento do trabalho; menor corrente necessária |
| Alumínio (6061) | 3.7.0 | 15 150. | Difícil (a) | Camada de óxido + alta condutividade |
| Cobre (puro) | 1.7 | 38500 | Muito difícil | Condutividade muito alta; o calor não se concentrará |
| Aço revestido de zinco (GI) | 14 7 (base de aço) | 455 | Bom (a) | Vapor de zinco → captação de eletrodo |
Nota de Engenharia (Spot Welding Aluminum)
A condutividade elétrica do alumínio (cerca de 9 vezes maior que a do aço macio) e a condutividade térmica (cerca de 3 vezes maior que a do aço macio) são altas o suficiente para que o fluxo de calor no metal circundante ocorra mais rápido do que a fusão da superfície de formação de óxido de alumínio (A12O3) oferece alta resistividade e deve ser queimada por meios mecânicos antes da formação da linha de solda A melhor maneira de soldar a folha de alumínio eletricamente é, portanto, aplicar 2-3 vezes a densidade de corrente por 2-3 vezes mais tempo (leva cerca de 2-3 vezes mais tempo para queimar através da camada de óxido), como é usado para o aço, com maior força do eletrodo para evitar a expulsão e a tendência adicional de as faces do eletrodo se fundirem à peça de trabalho As peças de alumínio desgastam os eletrodos consideravelmente mais frequentemente na fabricação de alumínio por pontos de resistência em uma aplicação automotiva de alto volume normalmente envolve MFDC e curativo forçado do eletrodo.
& warning warning & welding de resistência de cobre
A condutividade térmica excepcionalmente alta do cobre (385 W/mK) significa que qualquer calor Joule produzido no material de trabalho na superfície de faying é perdido para o dissipador de calor de soldagem por resistência circundante mais rápido do que a peça atinge a temperatura de fusão Essas características devem significar uma estrutura de solda por resistência com aberturas de alta relação de aspecto para resfriamento não pode ser praticamente produzida usando fontes de alimentação de RF tradicionais Normalmente o fio é soldado por resistência a cobre ou as juntas de cobre para cobre são montadas por brasagem por resistência, ou soldagem a laser ou ultrassônica em seu lugar.
Soldagem por resistência versus soldagem a arco: qual processo vence?

Resistência e soldagem a arco não são concorrentes, embora seus limites tecnológicos têm alguma sobreposição Algumas peças de trabalho são melhor unidos usando o processo de resistência, enquanto outros são melhor unidos usando um processo de arco Escolhendo soldagem por resistência sobre um processo de arco vem para baixo para espessura da folha, taxa de produção, acesso conjunto, tamanho do lote, e pós-soldagem variantes de soldagem a arco, incluindo MIG, TIG, e soldagem por arco submerso 0 diferentes contextos de produção do que os métodos de resistência aplicações de soldagem industrial use frequentemente ambas as tecnologias na mesma linha de produção.
A soldagem por resistência é melhor que a soldagem MIG?
Sim. Para a chapa metálica calibre 18 termoplástica, produção em massa, lap-joints, soldadura por pontos resistente é a solução mais expedita Seu tempo de ciclo de solda é inferior a 1 segundo sem fio de enchimento, sem dependência de gás de proteção e sem limpeza pós-soldagem MIG sua junta equivalente mais de 5 vezes mais longa, requer consumíveis e deixa um perfil de superfície áspera que muitas vezes precisa ser lixado se for para ser pintado ou revestido Para membros estruturais, medidores grossos e produção de estrutura única, os processos MIG/TIG são mais produtivos.
| Fator | Soldagem Resistência | Soldagem a Arco MIG/TIG | Soldagem Laser |
|---|---|---|---|
| Velocidade (folha fina) | (mais rápido) | ⭐⭐⭐ | ⭐⭐⭐⭐ |
| Metal de enchimento necessário | Nenhum | 00 SIM (MIG) /Opcional (TIG) | Nenhum |
| Gás de blindagem | Nenhum | ÊXITO Sim | Opcional |
| Requisito de acesso conjunto | Ambos os lados | Um lado | Um lado |
| Faixa de espessura do material | 0.16 mm (ponto) | 0,5 mm ilimitado | 0,0525 mm |
| Acabamento Pós-Soldadura | Nenhum necessário | Muitas vezes moagem/limpeza | Mínimo |
| Melhor Para | Chapas metálicas de alto volume | Estrutural, seção espessa | Precisão, fina, diferente |
Aplicações Industriais de Soldagem por Resistência por Setor
Enquanto a soldagem a arco rivaliza com a soldagem por resistência em termos de espessura da chapa, ela flui aquém de sua capacidade de produção de alto volume A indústria automotiva consome mais soldas a ponto por resistência por ano do que todos os outros setores combinados, com peças componentes suficientes para numerar o equivalente a dezenas de trilhões de soldas a ponto por resistência por ano Atualmente, existem muito mais instalações de equipamentos de soldagem por resistência do que instalações de soldadores a arco em todo o mundo.
the Escala de soldagem por resistência pelos números
2.000 toneladas 5.000
Soldas pontuais por carroceria de veículo (pesquisa AWS)
90M+
Veículos/ano utilizando RSW na montagem da carroceria
~300ms
Tempo típico do ciclo de solda por pontos (aço, 1,5 mm)
$0
Custo de metal de enchimento ou gás de proteção por solda
Aplicações de soldagem por resistência pela indústria
Automotivo
Todos os outros equipamentos de união Os corpos dos automóveis em branco, as carcaças e painéis das portas, os quadros dos assentos e as estruturas do compartimento do motor são todos ponto de resistência ou costura soldada usando sistemas de automação totalmente programáveis AWS D1.1 e os padrões específicos do OEM são a referência aceita para o controle de processos.
Aeroespacial
Todos os outros equipamentos de união Os suportes para células de combustível e outros componentes internos são soldados por pontos de resistência usando controles de processo compatíveis com AWS D17.2.
– Eletrônicos
Soldagem por aba de bateria (descarga do capacitor), terminais, cabos de componentes de PCB Tempos de pulso ultracurtos reduzem a entrada de energia e os danos causados pelo calor aos componentes sensíveis ao calor.
Construção
Aço estrutural malha de arame, grades de vergalhões, painéis de revestimento de metal, juntas de dutos HVAC.
Bens Brancos
Tambores de máquinas de lavar, forros de geladeira, armários de secador - folha fina de alto volume, perfeita para soldagem a ponto automatizada.
Energia
Tanques de combustível (soldagem de costura), gabinetes de bateria EV, quadros de painéis solares Segmento da indústria em rápido crescimento devido à adoção de EV.
Cenário de Aplicação
Um fornecedor automotivo Tier-1 que produz 180.000 painéis de portas de automóveis executa anualmente 14 soldas por pontos por porta - o que soma 2,52 milhões de soldas por ano. Usando uma célula de soldagem robótica de seis canhões disparando a 280 ms por tempo de ciclo, ele completa sua sequência de solda de 14 em menos de 4 segundos. A soldagem por pontos por resistência com automação neste nível é de longe o processo de união mais econômico.
Automatizando a Soldagem por Resistência: Sistemas Robóticos vs. Máquinas Manuais

Soldadores a ponto de pedestal e soldadores de costura manual têm atendido oficinas de soldagem por resistência por décadas, mas com materiais cada vez mais rigorosos, ciclos mais curtos e diminuição do pool de habilidades de mão-de-obra qualificada, o caso de negócios para soldagem a ponto robótica mudou drasticamente A questão de hoje não é se automatizar, mas qual nível de demanda garante o investimento de capital Federação Internacional de Robótica (IFR) classifica consistentemente o setor automotivo como o robô industrial de maior densidade do mundo, usuário (usuário), com aplicações de soldagem a ponto por resistência representando um dos robôs de soldagem a ponto de maior densidade na produção de corpo em branco mais amplamente implantados.
Cenário de atualização do mundo real
Um fabricante de chapas metálicas usando dois soldadores por pontos de pedestal com três operadores em regime de turno-turno, produzindo 350 invólucros por dia, tinha uma taxa média de produção de 3,8 soldas/minuto/operador e uma taxa de retrabalho superior a 41TP3 T por causa da pressão desigual do eletrodo Após a instalação de uma única estação de soldagem robótica, as soldas por peça na mesma combinação operador-máquina caíram para 1,8/minuto-e o tempo de ciclo de 4,1 minutos para 1,8 minutos-e a taxa de retrabalho diminuiu para menos de 11TP3 T. Agora, um operador em uma única célula robótica supervisiona uma operação de dois turnos, liberando dois soldadores manuais para outro trabalho Roi foi alcançado em menos de 14 meses.
Comparação manual de soldagem por ponto com célula robótica versus comparação de desempenho
| Métrica | Soldador Pedestal Manual | Célula de soldagem robótica |
|---|---|---|
| Taxa de solda | 3 soldaduras/min | 10 5 soldas/min |
| Arc-On/Tempo Ativo | 25 5% | 85 5% |
| Repetibilidade Posicional | ±1 mm (dependente do operador) | ±0,0250,1 mm |
| Taxa de defeitos de solda | 3 1TP3 T (vários por operador) | <1% |
| Cobertura Shift | 1 turnos (fadiga limite) | 3 turnos/luzes apagadas |
| Retorno típico do ROI | — | 12 meses 4 meses |
Dados: benchmarks de desempenho de soldagem robótica de especialistas em automação da indústria; Estudo de caso RSW robótico SML ISUZU (Journal of Advanced Manufacturing Processes, 2021).
Quando a automação robótica de soldagem por pontos faz sentido financeiro?
- Volume de produção >200 montagens/dia: volume de produção representativo de pequeno a médio porte para cálculos de ROI resultando em retorno de capital de equilíbrio em 24 meses com operação em dois turnos.
- Consistência da junta: as células de soldagem automatizadas exigem posicionamento de peças, acessórios de funcionamento ou sistemas de visão muito repetíveis.
- Rework de soldas críticas: não subestime o impacto da melhoria da integridade da célula de soldagem quando sua taxa de retrabalho atual exceder 2-3%.
- Crunch de mão de obra: um único robô de soldagem substitui a necessidade de 2-3 soldadores/operadores qualificados por turno.
- Operação sem luz: os robôs operam três turnos por fim de semana.
Ponto de partida ideal para o fabricante colocar em campo vários robôs para comparar a quebra de custos do robô de soldagem a ponto para diferentes aplicações ou estrutura de células: célula de soldagem de robô único - um design ferretado e pronto para funcionar consolida robô de 6 eixos, pistola de soldagem a ponto servo-alimentada, posicionador e gabinete de segurança no menor tempo de execução. Células personalizadas maiores demoram mais e podem não fornecer um ROI mais rápido para aplicações de volume pequeno a médio.
Automação de soldagem Zhouxiang
Pronto para automatizar sua soldagem por pontos de resistência?
Configuração Célula robótica de soldagem a ponto Zhouxiang de robô único construída para fabricante de volume pequeno a médio buscando tempos de ciclo mais rápidos, menos retrabalho, ROI de equilíbrio dentro de 12-24 meses.
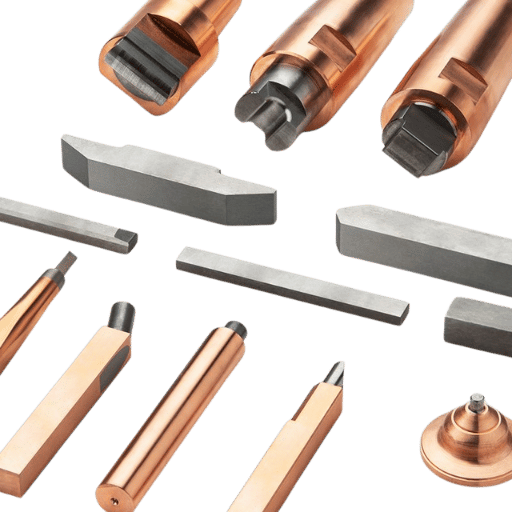
Defeitos comuns de soldagem por resistência e como evitá-los
Ânito de Qualidade
Os engenheiros de soldagem classificam consistentemente o desgaste do eletrodo como a causa raiz número um de problemas recorrentes de qualidade de soldagem por resistência. As leituras do diâmetro da pepita fora das especificações são o exemplo mais proeminente. A condição do eletrodo deve ser modelada como uma variável de processo de primeira ordem, não como uma reflexão posterior de manutenção.
Desgaste e prevenção de eletrodos Anomalias no processo de soldagem por resistência para seguir padrões previsíveis Cada tipo de defeito está associado a uma determinada causa raiz conhecida Q=IRt equação.
Depois de identificar o modo de deformidade, diagnóstico e solução tornar-se um exercício sistemático Esta lista de verificação contém os cinco principais modos de falha para antecipar e suas contra-medidas associadas de acordo com as recomendações do fabricante de eletrodos, padrões de inspeção de pontos de resistência e orientação de solução de problemas do engenheiro Consulte o nosso padrões de inspeção de solda guia e nosso teste de solda e inspeção de qualidade mergulho profundo para análise aprofundada.
1. Expulsão (respingos de solda)
Causa: Densidade de corrente muito alta, pouca força do eletrodo, geometria do eletrodo degradada Causa: O metal fundido é ejetado da zona de solda.
Solda 2. cold (pernil subdimensionado)
Prevenção: Largue a corrente ou aumente a força; restabelecer o perfil original da engrenagem: verificar a contaminação do local de trabalho nas peças de trabalho.
3. Degradação de eletrodos (cogumelo)
Causa: Não há corrente de calor suficiente muito baixa, tempo de solda muito curto, resistência de contato, portanto, muito baixa devido à presença de eletrodos desgastados com grande diâmetro de face Prevenção: Verifique a configuração do parâmetro em relação ao cronograma de solda Aumente a corrente ou o tempo de solda.
Vista eletrodos para o diâmetro da face alvo.
4. contaminação de superfície/camada de óxido
Causa: o ciclo térmico conforma-se à forma da face da ponta do eletrodo (o diâmetro repetido aumenta ainda mais (“ushrooming”), diminuindo assim a densidade de corrente.
Esta é a raiz-causa mais comum para a deriva gradual da qualidade da solda Prevenção: Implemente um cronograma de curativo de auto-eletrodo (geralmente uma vez a cada 50-200 soldas, dependendo do material e do revestimento).Rastreie a contagem de solda por conjunto de eletrodos.
Efeito de manobra 5
Causa: A resistência de contato é aumentada incontrolavelmente na superfície de faying ou na ponta do eletrodo devido ao óleo, incrustação, alto teor de óxido ou gotículas de zinco contaminando a face ou as superfícies da peça de trabalho Resultado: A formação de pepitas torna-se de comprimento - e difícil de controlar.
Prevenção: Limpe as folhas de metal cru com solvente antes de enviá-las através da célula de solda Espere captador de zinco nos eletrodos ao soldar galvanizar, e agende a limpeza do eletrodo de acordo A remoção de óxido é essencial em superfícies de alumínio.
Nota de Engenharia (Engineering Note) Protocolo de Curativo Electrode
Se você colocar uma nova solda por pontos em um furo que esteja muito próximo de uma solda existente, a corrente desvia através da pepita w-449g27 f solidificada em vez de focar na superfície de faying, reduzindo o calor entregue à solda e aumentando a taxa de defeito O passo mínimo entre as faixas de soldas por pontos pelo diâmetro efetivo da pepita, conforme descrito pelos padrões de soldagem C1.1 da American Welding Society: o mínimo típico é 3-5 do diâmetro da pepita.
Dicas e truques gerais do eletrodo: a cômoda da ponta, em combinação com uma situação bem programada, é a melhor ferramenta para minimizar a vida útil do seu eletrodo Uma cômoda da ponta é um cortador pequeno e automatizado que remove uma fina camada de liga de cobre para restaurar o diâmetro e a geometria da face de contato O excesso de curativo encurta a vida, o under-dressing permite que o eletrodo se enrole.
Automatize seus ciclos de cômoda de ponta de eletrodo em relação à sua situação de soldagem apply-sets-with-through-and-through e à vida útil sugerida pelo fabricante do eletrodo Mantenha um registro da vida útil da ponta ao longo da aplicação.2 Diferentes caminhos de calor dos braços da arma fazem com que os ciclos de vida da ponta do eletrodo da arma esquerda e direita sejam diferentes!
Soldagem por Resistência 2025 em 026: Tendências de Mercado e Evolução Tecnológica

A situação parece ser mais um caminho de crescimento constante e sustentado do mercado de equipamentos de soldagem por resistência impulsionado principalmente pelo aumento da produção de EV, a adoção de aços de alta resistência mais recentes e a evolução constante de sistemas de soldagem manuais para automatizados A máquina de soldagem por resistência certa para escolher hoje é aquela que se alinha com a presença de materiais e tendências de tecnologia de processo para os próximos cinco anos.
Soldagem por Resistência 202 Market 205 Outlook
3.8%
Mercado CAGR 2026R (035)
$1.22B
Tamanho do mercado 2026 (est.)
$1.71B
Tamanho projetado do mercado 2035
Fonte: BusinessResearchInsights, Relatório de Mercado de Máquinas de Soldagem por Resistência.
Principais tendências tecnológicas que moldam a soldagem por resistência até 2026
⚡
MFDC em processamento AHSS (2024 Adoção 026)
A tecnologia de inversor CC de frequência média está ganhando novas aplicações automotivas, especialmente para classes avançadas de aço de alta resistência (AHSS), onde um bom controle de corrente é obrigatório. A pesquisa acadêmica em 2024 confirma o aumento constante da tecnologia CC de frequência média (MFDC) em aplicações automotivas de carroceria em branco, embora o tipo de máquina mais comum ainda seja CA monofásico. Novos projetos de oficinas automotivas greenfield tendem a especificar equipamentos MFDC.
🚗
As carcaças de baterias EV e UHSS impulsionam a nova demanda
As plataformas de veículos elétricos utilizam maiores parcelas de aço de ultra-alta resistência (UHSS) do que os veículos tradicionais com motor de combustão interna (juntamente com mais alumínio em embalagens de bateria, criando assim uma necessidade de equipamentos de soldagem de resistência e desempenho superior com soldagem de 1,50 MPa classe aços, bem como sistemas especializados de soldagem de alumínio de baixa resistência com tempos de pulso mais curtos.
🤖
Indústria 4.0: Controle Adaptativo e Integração de IoT
Controladores modernos de soldagem por resistência oferecem feedforward de controle de corrente adaptativo (feedforward) sem fio controlando uma solda com base no monitoramento em tempo real das curvas de resistência dinâmica da solda real Combinado com Internet das Coisas (IoT) monitorado contagem de solda, queima de eletrodo e explosão, atividade de curativo de eletrodo, a integração habilitada por software com cronogramas de manutenção preditiva, em última análise, os cronogramas de curativo de eletrodo de alvo fixo que desperdiçam vida útil valiosa do eletrodo O debate tradicional sobre soldagem a arco de vis robô de soldagem por soldagem a ponto está indo em direção à soldagem por resistência robótica nessas configurações inteligentes de fábrica.
🔋
Soldagem por descarga de capacitor para eletrônicos miniaturizados
A barreira no mercado de soldagem por resistência à descarga de capacitores (CD) está sendo impulsionada pela barreira eletrônica e de fabricação de baterias, uma vez que forma impulsos de microssegundos para soldagem de folhas finas, fios de termopar ou abas de células de bateria de uma forma que o sincronismo CA de 50/60 Hz não pode.
Perguntas frequentes sobre soldagem por resistência
Conclusão
A resistência da soldagem por resistência é sua combinação de velocidade, limpeza e consistência nos volumes Soldas pontuais em painéis da carroceria, costuras seladas em tanques de combustível, porcas de solda de projeção em suportes estruturais A relação Q=I²t subjacente governa cada junta em cada um desses cenários Obtenha os quatro parâmetros corrente, tempo, contato e força do eletrodo e o processo é extraordinariamente confiável.
O mercado de células de soldagem por resistência está amadurecendo: a tecnologia MFDC, principalmente na adoção precoce aeroespacial e automotiva, está se expandindo para setores industriais; os sistemas robóticos de automação de soldagem estão citando o retorno do investimento nas mais de 200 montagens/loja diurna; O controle adaptativo da indústria 4.0 está substituindo tabelas de tempo de parâmetros fixos por cronogramas de solda ativa em tempo real. Para os fabricantes que equilibram entre soldagem por resistência manual e automação, os fatos sobre o tempo de ciclo, consistência e economia de produção apoiam consistentemente a automação robótica, especialmente em um ambiente de chapa metálica com junta de alta repetição, onde a consistência do robô de soldagem a ponto impacta a redução da taxa de rejeição.
Para julgar como uma célula de trabalho de soldagem por resistência robótica atenderia às suas necessidades de produção, visualize a estação de soldagem de 1 robô da Zhouxiang (uma solução de automação de montagem de junta abdominal pronta para uso, dimensionada para fabricantes de volume pequeno a médio.
Referências e fontes
- Visão geral da soldagem TWI Global (Instituto de Soldagem, Reino Unido)
- American Welding Society AWS C1.1:2019, AWS D17.2 (Padrões de Soldagem por Resistência)
- Wikipedia Resistência Soldagem (visão geral do processo, intervalos atuais)
- Padrão Técnico da NASA Soldagem por Ponto PRC-0 de Resistência PRC-ugget (especificação de diâmetro)
- Jornal de Processos Avançados de Fabricação (2021) Otimização do tempo de ciclo RSW robótico ISUZU
- ResearchGate (2024) (Estudo comparativo de soldagem a ponto por resistência AC e MFDC para graus AHSS
- BusinessResearchInsights (Relatório de Mercado de Máquinas de Soldagem de Resistência) (CAGR 3.8%, 2026 035)
Artigos Relacionados
Robô de soldagem a ponto versus soldagem a arco: o que é adequado para suas instalações?
Tecnologia de soldagem robótica: o que todo fabricante deve saber
Detalhamento do custo do robô de soldagem: o que fazer para o orçamento em 2025
Aplicações de Soldagem Industrial: Processos e Guia Setorial
Soldagem robótica versus manual: análise ROI para pequenos fabricantes
Nota Editorial: Este guia foi desenvolvido pela equipe de conteúdo técnico da Zhouxiang, baseando-se em padrões de soldagem publicados (AWS, NASA), bancos de dados de pesquisa da indústria e dados de processos do fabricante Onde pontos de dados de terceiros são citados, fontes são referenciadas Alegações de práticas da indústria sem suporte de literatura primária são qualificadas com linguagem como relatório de engenheiros de “welding” ou “profissionais da indústria indicam” Dados de mercado provenientes de relatórios de pesquisa de terceiros são citados com a organização de origem; Zhouxiang não verifica independentemente projeções de tamanho de mercado Para decisões de processos de soldagem envolvendo aplicações críticas de segurança, consulte um engenheiro de soldagem certificado (CWE) ou a equipe de aplicação do fabricante do seu equipamento.


