Свяжитесь с Чжоусяном

Экстрактор сварочного дыма: типы, калибровка CFM и руководство OSHA [2026]
![Экстрактор сварочного дыма: типы, калибровка CFM и руководство OSHA [2026]](https://zxweldingrobot.com/wp-content/uploads/2026/05/0-8.webp)
Содержание
показывать
Каждый раз, когда ударяет сварочная ванна e×выталкивает затяжку металлических o×идов, силикатов и газов, с которой ни один вентилятор вентиляции, установленный в стене в пятидесяти футах от нее, не собирается ничего делать. правильно заданный сварочный дым e×трактор — sized to the process, space, and duty cycle (разрешение) - это то, что действительно удерживает концентрацию дыма ниже пределов OSHA. Однако статистика отрасли показывает, что свыше 50% всех систем дыма e×traction, установленных в производственных цехах, никогда не доставляют так, как e×ожидается с меньшим размером как основная причина.
Что в сварочном дыме (Welding Fume) и почему это регулируемая опасность для здоровья

сварочный дым не является единым химическим веществом Это аэрозольная смесь, с определенными процентами конкретных соединений в зависимости от основного металла, присадочной проволоки, флюса, защитного газа, и параметров процесса Типичные добавки включают оксид железа, фракции марганца, диоксид кремния, фториды, и indif processages of secondic indicial steel or high-alloy work (Hexavalent chromium (Cr (VI)) и оксид никеля.
Нормативно-правовая база ясна. Регулирование вентиляции OSHA регулируется 29 CFR 1910.252(c), который утверждает “концентрации дыма должны поддерживаться ниже допустимых пределов воздействия OSHA (PELS) для каждого опасного вещества.” OSHA PEL для дымов марганца составляет 5мг/м (потолок); пороговое предельное значение ACGIH (TLV) для дымов сварки составляет всего 0,02мг/м Времени Средневзвешенное значение (TWA) в 250 раз более строгое. Для шестивалентного хрома уровень действия OSHA составляет 2,5г/м, а PEL - 5г/м в виде 8-часового TWA.
Сварочные пары - канцероген?
Действительно. в 2017 году Международное агентство по исследованию рака (IARC) перевело сварочный дым в группу 1 — установил канцероген для человека, в первую очередь из-за повышенного риска рака легких. Воздействие марганца при сварке также связано с марганцем, неврологическим расстройством, похожим на болезнь Паркинсона. Даже сварка из мягкой стали выделяет марганец на уровнях, которые могут превзойти ACGIH TLV в недостаточно вентилируемых областях в течение нескольких секунд после удара дуги.
Суть: система удаления дыма не является эстетической роскошью. Это инженерный контроль, предписанный иерархией контроля OSHA, и он имеет прямые последствия для юридической ответственности. Штрафы OSHA за серьезные нарушения подскочили на $16 550 в 2025 году, а умышленные или повторные нарушения обошлись в $165 514.
Типы сварочных дымовых экстракторов: портативные, мобильные, настенные и централизованные

Для сварочной вентиляции доступны пять категорий оборудования, каждая из которых соответствует одной из пяти конфигураций цеха. Обеспечение того, чтобы тип экстрактора дополнял рабочий процесс, предотвратит ошибку меньшего размера номер один (переопределяет локализованную портативную станцию для высокопроизводительной стационарной станции или перепроектирование централизованной станции для двухпролетного цеха.
1. Портативные (автономные) блоки
Наиболее распространенные предлагает широкий выбор. портативные сварочные дымоудалители упаковывают пакет фильтров, двигатель и всасывающий рычаг в одном шасси колесиком до дюймов от зоны сварки. типичны потоки воздуха ³00-800CFM. Эта конструкция подходит для рабочих цехов с различным размером детали и расположением заготовки, и она обеспечивает самый быстрый путь к соответствию для небольших объектов (менее четырех активных сварочных станций).Эта конструкция часто сосуществует в одном и том же промышленная сварка среда с фиксированным оборудованием.
2. Мобильные тележки для извлечения
По сравнению со стандартной портативной тележкой для извлечения мобильных устройств, она несет больший объем фильтра и вентилятор большей емкости (обычно 800 (2000 CFM). Он подходит для структурных и тяжелых цехов, где несколько процессов выполняются из общей зоны, но сварная головка проходит через длинные швы.
³. Стендовые агрегаты
Оборудование с низким расходом (50-250 куб. футов в минуту), расположенное близко к рабочей поверхности для сварки стендом или мелких деталей, электроники, ювелирных изделий и т. д., а не производственного MIG или флюсового сердечника.
4. Настенные системы
Стационарное оборудование, установленное на стене или колонне, выше по потоку от удаленного банка фильтров. это экономичные и эффективные для стендовых станций или автоматизированной сварки на заданном пути. типичные потоки составляют 500-1500 куб. футов на плечо. Для структурная сварка отсеки с фиксированными приспособлениями, настенные рычаги LEV в сочетании с общим набором фильтров являются распространенным и экономически эффективным решением.
5. Централизованные (центральные вакуумные) системы
Системы заземляющих каналов, которые вытягивают большое количество воздуха с нескольких станций и пропускают этот воздух через общую систему фильтрации большого объема. крупномасштабные системы воздуховодов являются наиболее доступным вариантом для каждой станции, когда присутствует 10 или более точек сварки, и облегчают наибольший объем работы CFM, но для установки и экономической эффективности необходимы воздуховоды, проектирование и проектирование балок. Это наиболее распространенная конфигурация в крупносерийных автомобильных узлах и аэрокосмическом производстве (см. наш) аэрокосмическая сварка обзор для получения более подробной информации о требовательных потребностях в фильтрации высокой чистоты.
Еще один вариант между аппаратными группировками, экстракционная горелка TIG втягивает пары в ручку горелки, где они эвакуируются от пользователя респиратора и фильтруются. Типичный поток воздуха для стандартных экстракционных сопел составляет 80-100CFM, для высокоскоростных устройств 1³0-150CFM.9
Захват источника и разбавление окружающей среды: как выбрать подход LEV

Что такое местная вытяжная вентиляция при сварке?
Еще один подподтип, который стоит отметить, - это экстракционный пистолет — сварочная горелка со встроенным всасывающим каналом, который улавливает дым в точке генерации. стандартные экстракционные пистолеты потока 80100 CFM; высокоскоростные модели достигают 130150 CFM. Они подробно описаны в Разделе 5 (приложения роботизированных ячеек).
Для сравнения, вентиляция разбавлением добавляет и смешивает загрязненный воздух с большим объемом чистого воздуха, чтобы сделать среднюю концентрацию ниже PEL. OSHA предусматривает минимум 2000 кубических футов в минуту на сварщика, когда это используется в качестве доминирующего метода контроля (как в целом, в комнатах с концентрацией менее 10 000 футов на сварщика или верхних потолках 16 футов). Этот воздух необходимо нагревать, если он используется зимой, что является значительной эксплуатационной стоимостью.
Независимые отраслевые оценки и анализы стоимости выпуска кондиционированного воздуха в атмосферу достигают $2-$³ на CFM ежегодно. Система разбавления 50 000 CFM в цехе $100 000-$³00 000 может стоить пару сотен тысяч в год в потерянном отоплении - система LEV на основе фильтрации, которая просто возвращает чистый воздух в цех, экономит более половины этих затрат.
Из ограниченных данных, предоставленных самим OSHA, бережливые инженерные средства контроля, похоже, снижаются в пользу, поскольку в соответствующих местах для вытяжек LEV требуется только 150-600 кубических футов в минуту, в зависимости от расстояния от дуги, по сравнению с 2000 кубических футов в минуту на сварщика, необходимого для разбавления. Еще более важно то, что и NIOSH, и CDC цитируют полевые исследования, показывающие снижение 40-50% или более в сварочном дыме, подвергающемся воздействию общих частиц, марганца и шестивалентного хрома, с использованием методов LEV по сравнению с методами, предназначенными только для разбавления.
Сумебок Лемув для капота LEV составляет 100 fpm в направлении капота согласно OSHA 1910.252 (c)(³)(i), так же, как ACGIH 2010 предлагал (100-170fpm) в зоне сварки на открытых операциях сварки поверхности.
Когда вентиляция разбавления все еще уместна:
- Большие отсеки (>2000 футов 2 дюйма), открытая сторона, обращенная на юг, высокий потолок (8 футов) и менее 1 сварщика на 10 000 футов 2 дюйма
- Процессы, производящие только дым от низкого до токсичного (например, мягкая сталь TIG на тонком калибре)
- Дополнительные средства контроля, когда LEV не распространяется на все зоны сварки.
- Никогда не в качестве единственного органа управления для применений, которые Cr (VI), нержавеющая сталь или марганец тяжелый.
вытяжной рычаг — Время для увеличения анте применяют простое правило для короткого пробега, если вы можете заставить вытяжной рычаг или пистолет сидеть в пределах 6-12 дюймов от дуги, сделайте это. Смысл использования захвата источника, а не разбавления окружающей среды, составляет от пяти до десяти раз для эффективности оборудования, что делает движение воздуха меньшим, более тихое рабочее пространство, меньшее время, затрачиваемое на затраты энергии, и улучшенную защиту сварщика.
Как определить размер сварочного дымового экстрактора: CFM, рабочий цикл и счетчик станций

Статистика отрасли показывает, что более половины систем удаления дыма в сварочной промышленности не достигают желаемого эффекта с первого дня; неправильный размер часто называют причиной. Расчет не является трудным, если вы понимаете три переменные, регулирующие потребление CFM, требования к изменению воздуха в пространстве, операцию сварки и рабочий цикл.
Сколько CFM мне нужно для сварочного дымоудалителя?
Вентиляция разбавлением: минимум составляет 2000 кубических футов в минуту на сварщика в закрытых помещениях менее 10 000 футов на сварщика согласно OSHA 1910.252 (c)(2)(ii).Если используется локальный выхлоп, то этот минимум отрицается, и таблица LEV под 1910.252 (c)(³)(i) указывает, что правильно размещенный вытяжка требует только от 150 до 600 кубических футов в минуту, в зависимости от того, насколько далеко она находится.
Что касается расчета всей системы вентиляции с несколькими станциями, то отправной точкой является Руководство по промышленной вентиляции от ACGIH со следующим уравнением:
🔧 Формула размера переменной ³
Общий CFM = (объем комнаты ACH 60) Фактор разнообразия факторов процесса
Переменная 1-ACH (изменения воздуха в час) пар требует ACGIH/OSHA:
- Световая сварка (редко MIG/TIG): 6 АЧ
- Обычная производственная сварка: 8 ƒ10 АЧ
- Тяжелая производственная сварка: 12 — 15 АЧ
- Интенсивный/высокопараметрический или роботизированный: 15 — 20 ₽
Переменная 2 — коэффициент процесса 2 — коэффициент процесса (мультипликатор скорости образования дыма):
- ТИГ (GTAW): 0.8×
- МИГ (GMAW, мягкая сталь): 1.0×
- МИГ (высокопараметрический/нержавеющий): 1,³×
- Флюкс-сердечник (FCAW): 1.5×
- Палка (SMAW): 1.4×
Переменная 3 — коэффициент разнообразия (одновременное использование станции):
- 2 — станции: 0.9× | 4 — станции: 0.8×
- 7 ₽10 станций: 0.7× | 11+ станций: 0.6×
- Роботизированные элементы (непрерывная работа): 1.0× (без сокращения разнообразия)
Пример работы: 4 банка, 4060 футов залива, 16 футов потолка, 5 станций FCAW “ in” в любой день в регулярном производстве:
- Объем номера: 40 60 16 = 38 400 футов
- ACH: 12 (тяжелое производство) базовый CFM = 38 400 12 60 = 7 680 CFM
- Фактор процесса FCAW: × 1,5 = 11 520 CFM
- Коэффициент разнесения 5 станций: 0,8 = 9 216 CFM общая потребность системы
Для захвата источника на отдельной станции: расположите вытяжной рычаг (диаметр 6 дюймов, 600-650 CFM) в пределах 6 дюймов от дуги и дополните фильтрацией окружающей среды, размер которой соответствует оставшемуся объему помещения. Всегда увеличьте размер основного воздуховода и набора фильтров как минимум на 25%, чтобы обеспечить возможность добавления будущих станций и постепенной загрузки фильтров.
По теме: соображения по квалификации сварщиков, относящиеся к калибровке системы, см. в нашей статье руководство по испытаниям сварных швов.
Экстракция дыма для роботизированных сварочных элементов: почему автоматизация меняет уравнение
роботизированная сварка изменяет расчет дыма таким образом, что застает врасплох многих покупателей. предположение, что “робот заменяет сварщика, поэтому требование вентиляции остается прежним.” неверно — и ошибка обычно проявляется как неудачный тест промышленной гигиены в течение первых шести месяцев запуска клеток.
Три фактора приводят к тому, что объем дыма в роботизированной камере значительно выше, чем при эквивалентной ручной работе:
- Рабочий цикл: Ручные сварщики работают в 20-40% дуговое время (остальное позиционирование, настройка, проверка).Промышленные роботизированные сварочные ячейки обычно работают в 70-85% рабочий цикл, и в полностью автоматизированных линиях дуга может быть включена непрерывно в течение нескольких часов.
- Скорость подачи проволоки: роботы обычно запрограммированы на более высокие скорости подачи проволоки, чем используют сварщики вручную, создавая больше дыма в единицу времени.
- Динамика корпуса: Роботизированные ячейки часто заключены в камеру или полузакрыты для безопасности персонала, который концентрирует дым вместо того, чтобы рассеивать его — и затем требует, чтобы система вентиляции удаляла его из меньшего объема воздуха.
Специалисты по промышленной вентиляции отметили, что роботизированные сварочные ячейки “ могут влиять на качество воздуха больше, чем человеческий сварщик” даже когда ячейка обрабатывает один и тот же материал и проволоку Сочетание более высокого рабочего цикла, более высокой скорости проволоки и ограниченной геометрии ячейки означает, что ваш базовый расчет CFM из Раздела 4 должен рассматриваться как пол, а не потолок для роботизированных приложений. Практикующие специалисты отрасли рекомендуют 15-20 замен воздуха в час для роботизированной сварочной ячейки по сравнению с 8-12 ACH для укомплектованной производственной станции, работающей по тому же процессу.
Экстракция, интегрированная с факелом, по сравнению с вентиляцией только в окружающем корпусе
Для роботизированных MIG и флюсовое ядро извлечение факела интегрированный (на факеле) является наиболее эффективным управлением первой ступени. Экстракционные пушки со встроенным всасывающим каналом захватывают дым в точке генерации до того, как он попадет в атмосферу корпуса. Производители экстракционного оборудования сообщают, что правильно настроенные системы, интегрированные с факелом, улавливают 70-90% дыма в источнике. Эта цифра резко снижает нагрузку на окружающую среду, которую должна обрабатывать система вентиляции корпуса.
Критическое примечание к реализации: блок извлечения должен быть заблокирован с контроллером робота. если вентилятор извлечения запускается только тогда, когда ячейка открывается для частичной загрузки/выгрузки, он пропускает период наибольшего дыма. блокировка обеспечивает выполнение извлечения всякий раз, когда дуга активна, и часто для цикла продувки (30-60 секунд) после выключения дуги до открытия защитной двери.
🤖 Протокол роботизированной клеточной проверки дыма い 5-ступенчатый протокол интеграции
- Calculate cell CFM at 15-20 ACH. Use the 3-Variable Sizing Formula from Section4, with ACH= 18 for a production robotic cell with GMAW or FCAW, and Diversity Factor= 1.0 (no flow reduction for continuous operation).
- Indicate torch-integrated extraction. Select an extraction torch rated for the weld cell wire feed rate. Standard extraction MIG guns: 80-100CFM. Higher velocity versions available for higher amperages or other high-parameter projects: 130-150CFM. Verify the torch is rated for the maximum amperage and draft-gan device.
- Include enclosure ambient ventilation. Even with torch-mounted capture systems, enclosures benefit from ambient air exchange to control residual fume dose and background particulate levels. Confirm the enclosure at-source CFM is in the 15-20 ACH range for the enclosure volume.
- Wire the interlock. Connect the extraction system enable to the robot controller arc-on signal, include a 45-sec time-delay relay for a post-arc purge cycle.
- Commission the system with a smoke tube demonstration. Once installed, place smoke tubes to record the airflow patterns in the weld zone and at the enclosure exhausts, have all fume be directed toward the capture system not the operator access door. Plan industrial hygiene air sampling within the first three months of production time and at six-month intervals after.
Zhouxiang single-robot welding work cells include the enclosure geometry and controller configuration to allow interlocked capture from the moment of operation start-up. If your robot weld cell is under consideration for adoption on your fabricator floor, please speak with our team about how abatement equipment specifications coordinate with work chamber and process materials.
The robot weld fume abatement market is among the fastest-growing in industrial ventilation – market researchers predict a 8.1% CAGR through 2034, taking off rapidly with greater fractional penetration of robotic welding into automotive, heavy equipment, and structural fabricator facilities.
Фильтрующая технология: HEPA против MERV против картриджа и когда их заменить
The filter stack dictates the air conveying limits for your system and what is actually exhausted. Selecting the wrong filter efficiency for the fume category is one of the most—if not the—most costly and under-measured decision points in ventilation system design.
Фильтры HEPA (эффективность 99,97% при 0,3 мкм)
HEPA filtration is not an option for applications involving stainless, chromium alloys, or other Cr (VI) generating base materials – it is a regulation. OSHA’s chromium (VI) rule (29 CFR 1910.1026) requires HEPA-filter vacuuming for surface clean up, and industrial hygienists generalize this reasoning to the benchmark fume extraction system: if you have Cr (VI), then HEPA is not just good enough, it is a legal minimum. Operating a MERV-15 unit on stainless steel welding enclosures invites both regulation and health liability.
Картриджные фильтры MERV 15 16
For mild steel welding—iron oxide, manganese, and all standard welding fumes—MERV-15 or MERV-16 pleated cartridge filters give better value than HEPA with the same protection in a lower cost unit. Pleated filters have a much greater surface area than non-pleated media, supporting pulse-jet self-cleaning systems prevalant on high-production emmission units. Self-cleaning cartridge filters greatly extend useful filter life and lower manual filter change periods.
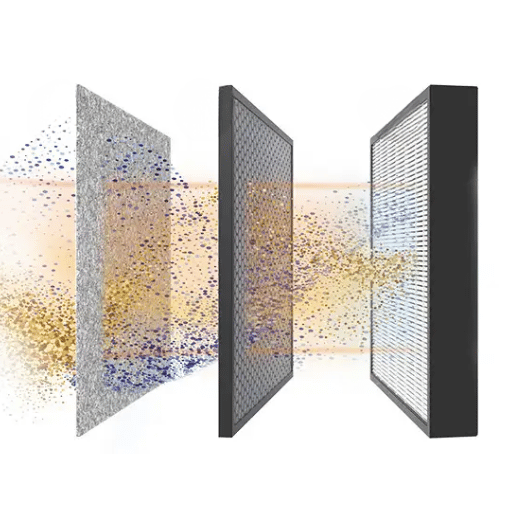
Предварительные фильтры и многоступенчатые системы
Most commercial-grade fume extractors use a multi-stage design: a primary coarse filter or cyclonic separator removes heavy spatter and large particulate; a secondary MERV or HEPA stage captures fine respirable fume; and an optional activated carbon stage adsorbs ozone and nitrogen oxides generated by plasma cutting or TIG on aluminum.
Интервалы замены фильтров
cartridge filters typically survive 6-12 months in normal production welding such mild steel, TIG, and otherwise easy-to-filter environments before requiring replacement. Higher-volume FCAW or robotic cell uses will accelerate.
Filter selection quick guide:
Modern machines equipped with differential pressure monitoring systems provide a true service-life indicator, signaling shop maintenance when pressure drop across the filtration stack exceeds the design limit, as opposed to using calendar time or total firing hours. Tardy filters choke airflow, increase motor amperage, and – perhaps most importantly – allow back-pressure to diminish effective capture velocity at the hood and render the overall system ineffective.
mild steel (MIG, FCAW, SMAW): Cost-effective cartridge MERV-15 filter — can be automated cleansweep or external air source
stainless, chromium-bearing alloys: HEPA filtration mandated by OSHA 1910.1026
plasma and TIG on aluminum: HEPA plus activated charcoal for gaseous contamination.
Modern machines equipped with differential pressure monitoring systems provide a true service-life indicator, signaling shop maintenance when pressure drop across the filtration stack exceeds the design limit, as opposed to using calendar time or total firing hours. Tardy filters choke airflow, increase motor amperage, and – perhaps most importantly – allow back-pressure to diminish effective capture velocity at the hood and render the overall system ineffective.
mild steel (MIG, FCAW, SMAW): Cost-effective cartridge MERV-15 filter — can be automated cleansweep or external air source
stainless, chromium-bearing alloys: HEPA filtration mandated by OSHA 1910.1026
plasma and TIG on aluminum: HEPA plus activated charcoal for gaseous contamination.
Экстракция сварочного дыма в 2025 (2026): рост рынка, интеграция искусственного интеллекта и роботизированные элементы

The welding fume extraction market is expanding well ahead of general industrial equipment growth. GM Insights’ 2025 analysis placed the global fume extractor market above $2.7 billion, with a projected CAGR of 5.4% through 2035. Specialized welding fume extraction equipment segments are estimated at $4.55 billion in 2026, trending toward $6.29 billion as regulatory pressure and automation adoption accelerate procurement.
Growth is driven by two converging vectors. First, continued robotic welding adoption in automotive, heavy equipment, and structural fabrication is pulling dedicated robotic-cell extraction technology into a fast-growth category: industry researchers estimate 8.1% CAGR for robot weld fume extraction integration through 2034.
Second, portable and mobile extraction demand is rising sharply. Search volume data from 2025 tracking shows “portable fume extractor” demand increased 164% between April and September 2025 — a clear signal of growing fabrication shop preference for flexible, station-level extraction over fixed centralized systems.
On the technology side, early 2025 saw the first commercial deployments of AI-driven airflow control systems that modulate extraction fan speed in real time based on arc-on signals, fume sensor feedback, and welding parameter data. These variable-frequency drive (VFD) systems cut energy consumption during low-duty periods while ramping to full extraction capacity when arc intensity rises — addressing the energy cost concern that has historically slowed extraction upgrades in smaller shops.
For fabricators evaluating robotic cells, the convergence of robotic welding growth and purpose-built extraction technology means fume control is now a standard integration point in cell design. Learn more about non-destructive weld testing and quality assurance considerations that complement a well-designed robotic cell environment.
Часто задаваемые вопросы: Сварочный вытяжной аппарат
В чем разница между сварочным дымоудалителем и вентилятором дымоудаления?
A fume exhaust fan moves large volumes of air throughout a building to dilute contaminants – it is not a filter for the air, it is a mover. A welding fume extractor pulls fumes at or very near the source of generation through a mouth suction arm or extraction gun, channels it through a filter stack (MERV-15, HEPA, or multi-stage), and then exhausts the filtered air outdoors or recirculates it into the shop. LEV extraction units are by far the most efficient per CFM for worker protection.
Требуется ли OSHA сварочный дымосос?
OSHA 29 CFR 1910.252 (c) требует, чтобы концентрации сварочного дыма были ниже допустимых пределов воздействия. Предпочтительным инженерным контролем является местная вытяжная вентиляция. Это обязательно в помещениях объемом менее 10 000 кубических футов на сварщика или потолках ниже 16 футов, а также для любой сварки нержавеющей стали, свинца, кадмия, бериллия или хромосодержащих металлов независимо от размера помещения.
Как далеко от дуги должен находиться колпак сварочного дымоудалителя?
Согласно OSHA 1910.252 (c)(3)(i), капот должен поддерживать скорость захвата не менее 100 футов в минуту, где происходит сварка. на практике для достижения максимальной эффективности вытяжные рычаги должны располагаться на расстоянии 4-6 дюймов от дуги (требуется 150 куб. футов в минуту). каждый дополнительный дюйм расстояния от дуги, CFM, необходимый для поддержания скорости захвата, скачет в 4 раза; рука на расстоянии 12 дюймов от дуги нуждается в 600 куб. футов в минуту против положения 4-6 дюймов, требующего всего 150 куб. футов в минуту.
Могу ли я использовать фильтр MERV для сварки нержавеющей стали?
№ Сварка из нержавеющей стали дает шестивалентный хром (Cr (VI)), канцероген группы 1 при 5 г/м OSHA PEL. OSHA 1910.1026 требует фильтрации HEPA для очистки поверхности Cr (VI), а фильтрация HEPA является стандартным решением для экстракционных систем, работающих со сварочными парами из нержавеющей стали. Сам по себе MERV-15 не дает никаких гарантий защиты Cr (VI) и открывает работодателю ответственность регулирующих органов.
Нужна ли роботизированным сварочным элементам большая вытяжка дыма, чем ручная свар
Yes – and usually a lot more. Robotic cells usually run in the 70-85% duty cycle range, compared to 20-40% for manual welders, and do so with a higher wire feed speed. Industry position is 15-20 ACH for a robotic weld cell versus 8-12 ACH for an equivalent manual station. To avoid applying a diversity factor reduction to the CFM calculation, the robot shall run continuously and not fatigue the worker in any way, shape, or form (e.g., takes breaks, or the arc is turned off).
Как часто следует заменять сварочные фильтры для удаления дыма?
For typical mild steel production welding, cartridge filters will last on the order of 6-12 months. Flux core or robotic welding will take that down to on the order of 3-6 months. In the presence of differential pressure monitoring, the most reliable indicator of the need for a replacement unit is when the pressure drop has exceeded the designed limit – the airflow/ capture velocity will no longer be sufficient. If the pressure differential monitor fails to trip, take the calendar as your backup.
Для чего лучше всего подходит портативный сварочный дымосос?
портативные сварочные дымоудалители хорошо работают для постоянно меняющихся позиций, например, в рабочих цехах, в небольших цехах (до 4 сварщиков), а также в ситуациях полевого ремонта или изготовления на месте. Они менее подходят для фиксированных станций более высокого производства, где настенный рычаг или более централизованная система обеспечат лучшую экономичность и последовательность положения горелки относительно дуги.
Заключение
A welding fume extractor is a precision instrument, not a box fan to bring into the shop to blow at things. The right specification-the right type for your workflow, the right CFM for your process and your shop, the right filter for your base metals-is the difference between OSHA compliance and a citation, between a healthy welding team and a long-term liability. The 3-Variable Sizing Formula and Robotic-Cell Fume Check in this guide provide a defensible starting point for those calculations.
If you are deploying or expanding a robotic welding operation, fume extraction should be specified as part of the cell design, not specified after the cell is installed. Zhouxiang’s single-robot welding workstations include integration points for source-capture extraction from day one — explore the workstation specifications or contact our engineering team to discuss your specific weld process and ventilation requirements.


