
Свяжитесь с Чжоусяном
![Как работает робот для сварки порталов [Пошаговое руководство]](https://zxweldingrobot.com/wp-content/uploads/2026/04/2-13.webp)
Знание того, как работает робот для сварки порталов, дает инженерам-производителям практическое преимущество при оценке автоматизации крупномасштабного производства. В отличие от шарнирных рычагов, прикрепленных болтами к неподвижному постаменту, робот для сварки порталов перемещается по верхним рельсам по трем линейным осям (X), поперечным (Y) и вертикальным (Z) (Z) (носит сварочную горелку над заготовками, которые могут растягиваться на 20 метров и более. Эти роботизированные системы выполняют сварочные задачи, которые превышают охват и полезную нагрузку обычных вооружений.
Далее следует полное удаление каждой ступени цикеля сварки портала, определение компонентов системы, составляющих систему, и определение областей, где сияет портальный конрекашунц.
Быстрые характеристики: Системы роботов для сварки порталов
- Оси: 3 линейные оси (X,Y,Z) 3 оси вращения запястья = 6 + степени свободы
- Типичный интервал: 6 — продольный ход 30 м
- Повторяемость: ±0,05 мм (высококлассные системы с сервоприводом)
- Сварка Процессы: МИГ/МАГ, ТИГ, ПИЛА, Лазер
- Первичные отрасли: Судостроение, стальная конструкция, мост, энергетическое оборудование
- Размер рынка: Мировой рынок стоимостью $3,52 миллиарда (2024 г.), ожидая $6,61 миллиарда в 2034 г.
Что такое робот для сварки порталов?
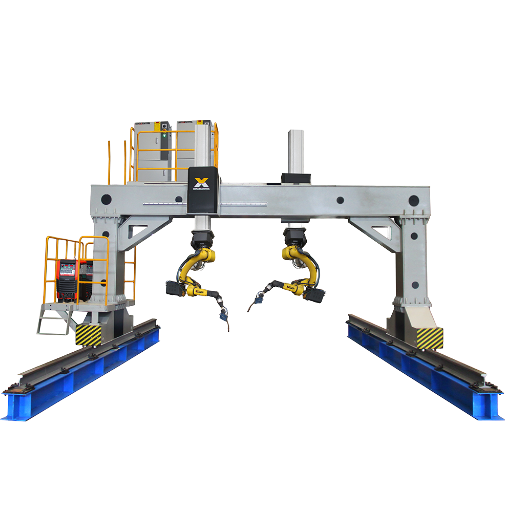
Робот для сварки порталов представляет собой автоматизированную сварочную систему, установленную на жестком верхнем портале (обычно конструкционной стали), которая поддерживает роботизированную сварочную горелку вдоль линейных рельсов в декартовой координатной схеме. Установленные сверху, портальные рамы охватывают заготовку со всех сторон, обеспечивая роботу свободный доступ к длинным буртикам, угловым сварным швам и многопроходным сварным швам, не позволяя детали ничего не получать с пола.
Эта разница становится существенной при производстве больших сборок в цехах по изготовлению, В то время как типичный шестиосевой шарнирный рычаг может достигать около 23 метров от своего основания, рабочая зона портального робота ограничена только длиной рельса Верфи, использующие линии сварки панелей, обычно используют портальные пролеты длиной более 20 метров, с конфигурациями с двумя роботами, которые покрывают обе стороны панели корабля одновременно.
542,000
Промышленные роботы установлены по всему миру в 2024 году
21%
Используется для сварки и пайки
2×
Спрос на роботов удвоился с 2014 года
Источник: Отчет IFR World Robotics 2025 (Международная федерация робототехники)
Для любого сварочного тракта длиной более 6 метров, который требует одновременной работы на всех трех верхних осях, только установка портала обеспечит необходимый охват без воздействия на площадь пола. Мы называем это правилом 3Axis Overhead Rule, и это самый быстрый способ узнать, действительно ли в магазине должен быть портал.
Чжоусян производит рабочие станции сварочных роботов портала оптимизирован для этих широких процессов いстальная конструкция, судостроительные панели, сборка балок моста.
Основные компоненты системы роботов для сварки порталов

Каковы основные части роботизированной сварочной системы?
Все системы сварки порталов имеют одну из 6 функциональных групп Ниже, что каждый делает и почему портальные роботы оплачиваются за перевозку больших, точечных заготовок меньше в отличие от использования шарнирных рычагов:
1. козловая рама и линейные рельсы. Построенный из стали H-образной балки или коробчатого сечения, эта верхняя рама несет вес всех роботов, факела и кабельных узлов.
Линейные направляющие обеспечивают движение роботов и их отдельных узлов Zigohowsing в направлении Xand Y; стационарная Z (вертикальная) декартова координатная колонка удерживает Zigoshozing факел вниз к заготовке. Вертикальная колонна оси Z (действующая совместно с хрупкой рамой, на которой она установлена) составляет основную часть отклонения пути Zigoshozing; его вибрационные проявления проявляются в виде волнистости борта.
2. сервоприводная система — серводвигатели переменного тока на каждой оси балансируют положение и скорость с высокой точностью, достигая номиналов повторяемости 0,05 мм на прецизионных системах. каждый привод преобразует запрограммированные координаты траектории в скоординированное многоосное движение (кладовая перемещает горелку вдоль сварного соединения, оставаясь в постоянном противостоянии от поверхности заготовки.
3. сварочный факел и блок подачи проволоки — узел горелки крепится к каретке по оси Z, часто на 3-осевом запястье, что добавляет крен, шаг и рыскание для полных 6+ градусов свободы. Наполнитель подачи блоков подачи проволоки с запрограммированными скоростями (несоответствие между скоростью проволоки и скоростью хода) является единственным наиболее распространенным источником дефектов сварки в автоматизированных системах.
4. Контроллер (ПЛК + робот-контроллер) — ПЛК функционирует как простой центральный гаишник, управляя серводвигателями, пневматическими зажимами, предохранительными блокировками и кнопками оператора. Практический форум машинистов опытные интеграторы рекомендуют управлять системой с использованием стандартного программирования лестничной логики, чтобы обычный обслуживающий персонал мог обслуживать ее без необходимости специального обучения.
5. Датчики и системы зрения — Датчики отслеживания швов дуги перед горелкой, измерения размера зазора и положения соединения в режиме реального времени. На основе этих данных контроллер динамически регулирует путь сварки — существенно для заготовок с изменением размеров, возникающим в результате термической резки или ручной установки. Чувство напряжения и сенсорное определение подтверждают положение.
6. Защитная крышка и блокировки — как указано в Техническое руководство OSHA, раздел IV, глава 4, роботизированные сварочные ячейки должны быть экранированы физическими барьерами, световыми шторками или сканерами области, прежде чем персонал сможет войти в активный рабочий диапазон. цепи аварийной остановки должны заставить все оси тормозить до остановки в пределах тормозного пути, указанного ANSI/RIA R15.06.
📐 Инженерная записка
Прогиб рамы портала при нагрузке ограничивает максимальную точность сварки Для пролетов выше 10 метров структурный анализ должен подтвердить, что максимальный прогиб среднего пролета меньше L/1000 (где L = длина пролета) при совокупном весе робота, горелки, тросов и динамических сил, связанных с ускорением. 15-метровый портал, например, не должен отклоняться более чем на 15 мм в середине пролета. все больше приведет к ошибке размещения борта, которую компенсационное программное обеспечение не сможет полностью исправить.
Как работает робот для сварки порталов: объяснен цикл сварки

Как работает портальная система?
Процесс сварки портала проходит через семиступенчатый цикл ♪ от загрузки деталей до готового сварного шва На каждом этапе координация между линейными осями портала, сварочным контроллером и обратной связью датчика обеспечивает качество (качество) любая неисправность может привести к бракованным деталям или потере производства.
- Загрузка деталей и приспособление — Заготовка располагается на сварочной кровати с помощью приспособлений, зажимов или позиционеров. Этот этап имеет решающее значение, поскольку интеграторы автоматизации обнаружили, что на неправильно используемое приспособление приходится 40 процентов бракованных деталей в роботизированных сварочных камерах. Компьютерная система с числовым программным управлением дает более стабильные допуски на посадку, чем приспособление, изготовленное вручную, чего ожидает робот.
- Заготовка Сканирование — 3D лазерный датчик, установленный близко к горелке, сканирует геометрию соединения. датчики определяют положение сварного шва, ширину зазора и отклонение от запрограммированного номинального положения.Опубликовано исследование в Робототехника и компьютерно-интегрированное производство показала портальные системы, использующие 3D лазерное сканирование для автоматической классификации типов и положений заготовок (устранив необходимость ручной модификации точки обучения между сборками).
- Планирование пути и генерация программы — Контроллер создает сварочный путь в качестве входных данных из данных сканирования. В портальных системах планирование пути намного сложнее, чем в машинах с шарнирными рычагами, поскольку роботу приходится программировать три линейные оси с длинным ходом вместе с вращением запястья. Программное обеспечение автономного программирования (например, RobotStudio или DELMIA) позволяет инженерам программировать пути в виртуальной среде перед перемещением портала, увеличивая операции сборки с нескольких дней до нескольких часов.
- Выполнение сварки Портальный блок позиционирует горелку в начальной точке Начало зажигания дуги и дуговая система укладки сварных швов вдоль запрограммированного пути, когда она выполняет адаптивное следование шва, чтобы компенсировать мгновенные изменения; т.е, скорость движения, подача проволоки, и вариации заготовки компенсируются за счет использования сварочной системы сварочных параметров источника питания, хранящихся в Déjofosair.
- В процессе Мониторинг — На сварном шве датчики машинного зрения и дуги следят за геометрией борта, глубиной проникновения и уровнем брызг. Если показания в реальном времени выходят за рамки запрограммированных допусков, процесс автоматически (или, в тяжелых ситуациях, когда допуски превышены на порядок, почти остановит процесс!) исправит источник проблемы. Этот процесс обратной передачи данных в режиме реального времени отличает автоматизированную сварку от простого механизированного перемещения.
- Послесварной контроль. Лазерный датчик можно использовать для повторного сканирования готовых сварных швов для проверки профиля борта и дефектов поверхности после втягивания горелки. В некоторых портальных системах установлены ультразвуковые испытательные головки для выполнения объемных испытаний критических сварных швов конструкций.
- Разгрузка детали и Сброс цикла — Когда заготовка завершена, разжата и удалена. После возвращения в исходное положение портал принимает следующую заготовку, и цикл повторяется. В линиях панелей большого объема этот цикл продолжается с очень небольшим вмешательством оператора.
19-КРАТНОЕ Распространенная ошибка: пропуск калибровки отслеживания пласта
Иногда калибровка лазерного трекера шва забывается при смене приспособления. это делается при условии, что запрограммированный путь не отличается. Даже сдвиг приспособления на 2 мм, составляющий более 10 метров сварного шва, даст огромные смещения борта.
Калибруйте датчик относительно известной контрольной точки каждый раз, когда меняется приспособление или меняются типы заготовок. Как инженеры по сварке Eng-Советы знайте, что при жесткой терпимости Томмита меньше права на ошибку у тех людей, которые инстинктивно могут лучше зизохозировать.
Проверьте наш руководство по программированию сварочных роботов для получения дополнительной информации о методах обучения подвесному и автономному программированию.
Процессы сварки, используемые в системах портальных роботов

портальные роботы - технологически нейтральные — рама и система движения несут любую сварочную горелку. выбор процесса сварки определяется материалом, толщиной и геометрией соединения. как четыре процесса складываются при интеграции в систему сварки портала:
| Процесс | Материал Толщина | Ставка осаждения | Типичное применение портала |
|---|---|---|---|
| МИГ/МАГ (ГМАУ) | 1 — 2 мм | 3 — кг/час | Стальная конструкция Н-образные балки, коробчатые колонны |
| ТИГ (ГТАУ) | 0.5 — мм 6 мм | 0.52 кг/час | Сосуды из нержавеющей стали, прецизионные соединения |
| SAW (Погруженная дуга) | 6 — 100+ мм | 8 — 25 кг/час | Линии судостроительных панелей, тяжелая плита |
| Лазерная сварка | 0.1 — 12 мм | Различается по мощности | Высокоскоростная сварка швов, минимальные искажения |
Оценки осаждения представляют собой общие диапазоны, учитывая стандартные параметры сварки. На фактические значения будут влиять геометрия соединения, защитный газ и диаметр проволоки.
💡 Правило выбора процесса
Сопоставьте процесс сварки с соединением, а не с роботом. Для портальных систем сварки конструкционной стали толщиной более 12 мм сварка под флюсом обеспечивает самую высокую скорость осаждения и самое глубокое проникновение за проход. Для общего изготовления менее 12 мм MIG/MAG (дуговая сварка газовым металлом) предлагает лучший баланс скорости, качества и знакомства с оператором. TIG предназначен для критических соединений, требующих качества отделки с нулевым разбрызгиванием. См. наш обзор технологии роботизированной сварки для более глубоких сравнений процессов.
Отрасли и области применения, где роботы для сварки порталов Excel

В каких отраслях используются роботизированные сварочные станции?
роботы для сварки порталов не являются универсальными машинами (они зарабатывают свои инвестиции в конкретных сценариях, где размер заготовки, длина сварного шва или объем производства оправдывают накладную инфраструктуру. В отчете IFR World robotics 2025 зафиксировано 542 000 промышленных роботов, установленных по всему миру в 2024 году, при этом 21 процент задействован в сварке и пайке в автомобильной промышленности, производстве металлов и тяжелой промышленности.
| Промышленность | Типичный пролет портала | Общие типы суставов | Почему побеждает Гэнтри |
|---|---|---|---|
| Судостроение | 15 — 30 м | Задница, филе, Т-образный шарнир | Панельные линии требуют непрерывных длинных швов |
| Стальная конструкция | 8 ƒ00 м | Филе, многопроходная задница | H-образные балки и коробчатые колонны превышают вылет рычага |
| Мост Изготовление | 10 — 25 м | Полнопроникновенный приклад | Длина балок требует длительного перемещения |
| Силовое оборудование | 6 ƒ12 м | Окружной, продольный | Трансформаторные баки нуждаются в верхнем доступе |
| Автомобильная промышленность (BIW) | 6 ƒ5 м | Пятно, шов | Линейные порталы обслуживают несколько станций |
Линия сварки верфи иллюстрирует сварку портала в масштабе Два робота, подвешенные к одному портальному сварному шву с обеих сторон плоской панели одновременно, в то время как концевые манипуляторы вращают узел для следующего прохода. портальный проходит всю длину панели 20+ метров, и роботы поддерживают эффективность времени дуги между 70 и 90 процентами (по сравнению с 10-30 процентами) для ручных сварщиков, обрабатывающих одни и те же соединения. Этот разрыв в производительности является основным экономическим фактором, лежащим в основе внедрения порталов в судостроении и стальном строительстве.
Исследования опубликованы в Морские сооружения (2024) документирует развитие методов роботизированной сварки на основе порталов в морском производстве, подтверждая, что адаптивное планирование пути с помощью лазерных датчиков зрения позволяет автономно сваривать изогнутые судовые сборки — задача, ранее требовавшая квалифицированных ручных сварщиков.
Gantry vs. Cantilever vs. Ground Rail: какая конфигурация сварочного робота подходит?
Выбор между портальным, консольным или наземным сварочным роботом зависит от трех переменных: пролета рабочего пространства, веса детали и производственного профиля. Каждая конфигурация занимает отдельный диапазон производительности, а неправильный выбор тратит капитал без улучшения пропускной способности.
| Фактор | Система портала | Станция наземного железнодорожного транспорта | Консольная/одностанционная |
|---|---|---|---|
| Пролет рабочего пространства | >10 м (до 30+ м) | 3 — м10 | <3 м |
| Вместимость части | >500 кг (без ограничения нагрузки на пол) | 100 (диск) 500 кг | <100 кг |
| Удар в пространство пола | Минимальный (надземное крепление) | Железнодорожный транспорт занимает площадь | Компактный след |
| Лучший производственный профиль | Большой объем, длинные швы | Смешанные швы периодического действия, средние швы | Небольшая партия, короткие швы |
| Типичные инвестиции | $200K — $800K+ | $100K — $350K | $50K — $150K50K |
| Сложность настройки | Высокий (фундамент, верхняя сталь) | Средний (напольный рельс) | Низкий (база заусенцев) |
Рамки принятия решений: какая конфигурация вам нужна?
- Если ваш самый длинный сварной шов превышает 10 метров портальной системы. Никакая другая конфигурация не достигает этого без изменения положения робота.
- Если заготовки весят более 500 кг портальная система. подвесной монтаж устраняет проблемы с зазором на уровне пола вокруг тяжелых деталей.
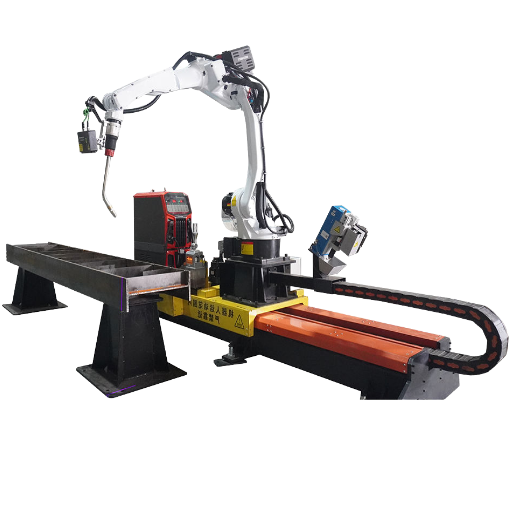
- Если вам нужен 3-10 м досягаемости с пакетной разновидностью Наземная железнодорожная станция Робот путешествует по напольному пути и обрабатывает детали разных размеров в пределах длины рельса.
- Если ваши детали помещаются в 3 м куб Кантилевер или одностанционная ячейка. меньшие инвестиции, более быстрое развертывание, минимальная работа фундамента.
- Если вам нужна максимальная гибкость с небольшими деталями Совместный сварочный робот (кобот) Портативный, повторно развертываемый, для моделей с ограничением силы не требуется защитное ограждение.
Оверсайзинг - самая дорогостоящая ошибка в конфигурации роботизированной сварки Покупка портальной системы для деталей, которые помещаются в пределах досягаемости кантилевера, раздувает капитальные затраты на 35× без пропорционального коэффициента усиления пропускной способности С другой стороны, растяжение досягаемости шарнирной руки с помощью рельса грунта для покрытия 15-метровых швов приводит к потере точности от отклонения рельса, которого избегает специально построенный портал. для подробного анализа бок о бок читайте наш сравнение Gantry против консолей и наземных железных дорог.
Часто задаваемые вопросы

Вопрос: Как работает сварочный робот?
Посмотреть Ответ
Сварочный робот получает траекторию (тракт — обучается вручную с помощью подвески или иным образом генерируется в автономном процессе — и перемещает свою горелку по этому пути, одновременно управляя параметрами дуги (напряжение, ток, скорость подачи проволоки, поток газа). Датчики помогают обеспечить обратную связь, чтобы компенсировать изменение детали. Робот каждый раз повторяет этот цикл под полным программным управлением, поддерживая время включения дуги (время включения дуги) на порядки выше, чем мог выдержать отдельный сварщик.
Вопрос: Может ли малый бизнес получить выгоду от роботизированной сварки?
Посмотреть Ответ
Да. Совместные сварочные роботы (коботы) опустили входной барьер ниже $80,000 для полной ячейки Коботы подходят для работы с небольшими партиями и коротким швом, где полная автоматизация портала не оправдана. Используйте наши сварочный робот ROI калькулятор чтобы оценить окупаемость на основе объема производства.
Вопрос: Как работает программирование роботизированной сварки?
Посмотреть Ответ
Существует два подхода к программированию робота: научить подвеску (также называемую обучением) использованию оператора машины для ручного управления траекторией горелки; или автономное программирование, при котором путь определяется в программном обеспечении САПР (или другом), а затем преобразуется в программу планирования пути, используемую в контроллере. Оффлайн-программирование имеет гораздо больше смысла для портальных систем (обучение 20-метровой траектории сварки по пунктам на подвеске непрактично.
Вопрос: Как роботизированная сварочная станция повышает безопасность?
Посмотреть Ответ
Роботизированные сварочные станции отводят операторов от прямого воздействия дугового излучения, дыма, тепла Защитные ограждения с блокировками на Рекомендации OSHA по робототехнике и ANSI/RIA R15.06 блокируют несанкционированный доступ во время работы Системы удаления дыма, встроенные в портальные рамы, тянут переносимые по воздуху частицы в источнике.
Вопрос: Сколько стоит робот для сварки порталов?
Посмотреть Ответ
Полные системы сварки портала обычно находятся между $200,000 и $800,000 или более, в зависимости от длины пролета, количества осей, процесса сварки и интеграции датчиков. рама портала и инфраструктура представляют примерно 30 40% от общей стоимости; робот и сварочное оборудование еще 30%; и интеграция, программирование и ввод в эксплуатацию оставшейся части. полную разбивку цен см. в нашей статье разбивка стоимости сварочного робота.
Вопрос: Какое обслуживание требует роботизированная сварочная станция?
Посмотреть Ответ
Регулярное обслуживание систем требует замены контактных наконечников (между каждыми 2 и 8 часами времени дуги, в зависимости от типа проволоки), очистки сопла печи (с использованием станции развертки, чтобы не сколы сопла), плановой замены вкладыша, обслуживания приводных валков. для применения линейных направляющих порталов рекомендуется смазка рельсов. Конфигурация Tool Center Point (TCP) должна выполняться после любой замены расходных материалов. Ежегодные проверки должны проводиться на состояние кабеля серводвигателя и целостность защитной блокировки.
Готовы оценить систему сварки портала в вашем магазине?
С 1991 года Чжоусян реализовал более 1000 проектов по автоматизации сварки в более чем 50 странах.
Об этом анализе
Это руководство было написано и технически рассмотрено инженерной командой Zhouxiang, опираясь на более чем 30 лет проектирования и интеграции системы сварки портала для стальных конструкций, судостроения и проектов по изготовлению мостов. приведенные рыночные данные и статистика установки взяты из отчета IFR World Robotics 2025 и опубликованных отраслевых исследований. Там, где указаны конкретные параметры системы (повторяемость, скорость осаждения), значения представляют типичные диапазоны (фактические характеристики зависят от геометрии вашей заготовки, материала и условий окружающей среды).
Ссылки и источники
- Доклад World Robotics 2025 международная федерация робототехники
- Техническое руководство OSHA, раздел IV, глава 4: Промышленные роботы – Департамент труда
- Стандарты промышленной робототехники (глава 27) N, Национальный институт стандартов и технологий
- Планирование пути для системы роботов сварки портала на основе улучшенного RRT* rob-integrated Manufacturing (Elsevier)
- Методы роботизированной сварки в морских конструкциях и производстве (2024 г.) журнал морских структур
- Стандарты безопасности робототехники 15,06 Р/АНСИ
- 5 распространенных сбоев в роботизированной сварке и способы их предотвращения ѕернард/Трегаск
Связанные статьи
- Наземный рельс против робота-консольника и робота-швартовщика: полное сравнение
- Программирование сварочных роботов: научите кулон методам работы в автономном режиме
- Стоимость сварочного робота: что влияет на цену и как составить бюджет
- Технология роботизированной сварки: процессы, датчики и тенденции
- Как выбрать подходящего сварочного робота для вашего применения


