Entre em Contato com Zhouxiang

Soldagem por agitação por fricção (FSW): aplicações aeroespaciais e de bandejas de baterias EV

Conteúdo
mostrar
A soldadura da agitação da fricção (FSW) resolve o problema a soldadura do arco não pode: juntar ligas de alumínio de grande resistência que racham quando refrigeram de um derretimento líquido Desde que Wayne Thomas inventou o processo em TWI em 1991, FSW expandiu do R & D aeroespacial em linhas de produção automotivas, fabricação da bateria do EV, e construção naval em grande escala Um avanço de setembro de 2025 do laboratório nacional do noroeste do Pacífico limpou agora a última barreira à implantação robótica flexível do FSW da linha de montagem.
Especificações rápidas: soldagem por fricção e agitação (FSW)
| Tipo de processo | A junção de estado sólido do material base nunca derrete |
| Temperatura de funcionamento | 8009TP3T do material de base ponto de fusão |
| Inventado | 1991, TWI Ltd, Cambridge, Reino Unido (Wayne Thomas) |
| Material primário | Alluminium alloys todos os graus 1xx até 7xxx |
| Também solda | Aço, titânio, cobre, níquel, metais diferentes |
| Faixa de espessura (Al) | 0,3 mm 75 mm, passagem única |
| Padrões-chave | AWS D17.3/D17.3M:2021 (aeroespacial) · ISO 25239 (geral) |
| 4 parâmetros de controle | Downforce · velocidade de rotação · velocidade de deslocamento · ângulo de inclinação |
| Consumíveis (Al) | Nenhum fio de enchimento, gás de proteção ou fluxo |
| Buraco saída | Sim, é necessária acomodação na solda |
O que é soldagem por fricção?
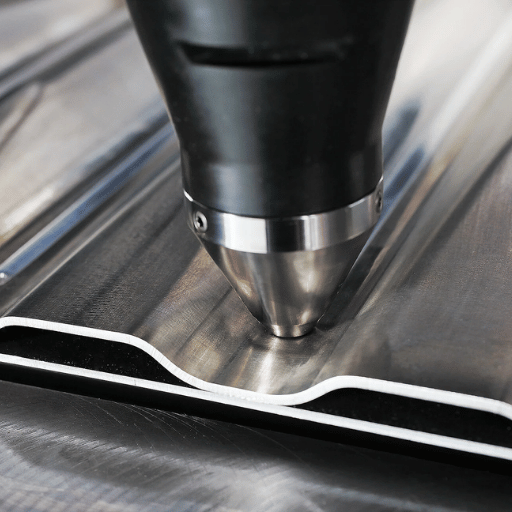
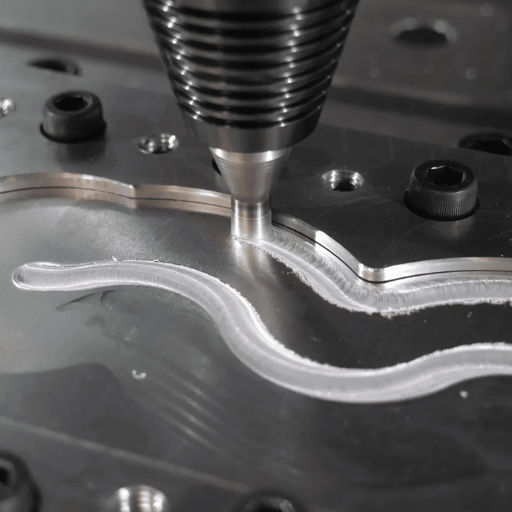
A soldagem por fricção e agitação é um soldagem estado sólido processo o material de base nunca atinge o seu ponto de fusão Uma ferramenta não consumível que consiste em um ombro e um ombro pino sonda gira em alta e mergulha na junta entre duas peças de trabalho O calor de atrito eleva a temperatura do material para 80 velocidade901TP3 T do seu ponto de fusão, fazendo com que o metal plastifique sem liquefazer O ferramenta rotativa em seguida, percorre a linha de junta, agitando mecanicamente o material amolecido e forjando um união de estado sólido ligue-se por trás disso.
Três zonas definem a seção transversal da solda. a pepita solda diretamente abaixo do ombro da ferramenta sofre recristalização dinâmica, 0, produzindo grãos equiaxiais finos com propriedades mecânicas superiores em comparação com o metal de soldadura por fusão fundida. a zona termomecanicamente afetada (TMAZ o nugget) envolve mecanicamente deformado, mas não recristalizado O exterior zona afetada pelo calor (HAZ) é alterado termicamente sem deformação mecânica, semelhante à soldagem a arco HAZ, mas consideravelmente mais estreito.
Wayne Thomas na TWI Ltd em Cambridge, Reino Unido inventou a FSW em 1991 A TWI descreve-a como alcançando “um dos tempos mais curtos desde a invenção até o uso industrial generalizado a produção aeroespacial comercial adotada pela FSW dentro de quatro anos de seu depósito de patente A ausência da fase líquida é a vantagem metalúrgica definidora do processo: uma vez que nunca derrete, defeitos de solidificação (porosidade, rachaduras a quente, segregação de solidificação, inclusões de escória) não podem se formar fisicamente É por isso que a FSW é a tecnologia de união facilitadora para o Série 2xxx e Série 7xxx de alumínio (arco de alumínio) todos classificados como “non-soldáveis por processos convencionais de arco” devido à sua suscetibilidade à fissuração por solidificação.
Veja também: Visão geral do processo de soldagem industrial
Como funciona o processo FSW: os 4 parâmetros principais

Cada passagem FSW é executada em três fases sequenciais: mergulhar (a ferramenta rotativa desce até que o ressalto entre em contato com a superfície da peça), habitar (breve rotação constrói equilíbrio térmico na junta) e atravessar (a ferramenta se move ao longo da junta em velocidade de deslocamento controlada, mantendo a força descendente).A solda se consolida diretamente atrás do ombro que avança.
Quatro variáveis controlam cada resultado da MTS:
-
- Força descendente (kN): A força vertical pressionando o ombro no material Este é o parâmetro mais crítico e mais subestimado (a força descendente insuficiente produz um defeito no túnel do buraco de minhoca; o excesso de força descendente causa flash e afinamento da peça.
- Velocidade de rotação (RPM): Controla a entrada de calor RPM mais alta aumenta a temperatura do material Para alumínio 606-T6 na espessura de 5 mm, as faixas iniciais típicas são 4000 RPM.
- Velocidade de viagem (mm/min): Controla a distribuição de calor por unidade de comprimento de solda Um estudo comparativo revisado por pares sobre alumínio AA5083-H111 encontrou resistência máxima à tração a 400 mm/min de velocidade de deslocamento (ponto de equilíbrio entre recozimento excessivo (muito lento) e formação de defeito no túnel (muito rápido).
- Ângulo de inclinação (graus): A ferramenta inclina 13° em direção à direção do deslocamento, direcionando o material plastificado para baixo e para trás no caminho da solda para garantir a consolidação completa.
Nota de engenharia Faixas típicas de parâmetros FSW por material
| Parâmetro | Al 5 mm (6061-T6) | Al 20 mm | Aço (ferramenta PCBN) |
|---|---|---|---|
| Velocidade Rotacional | 4000 RPM | 2000 RPM | 2000 RPM |
| Velocidade Viagem | 1000mm/min | 500 mm/min | 500 mm/min |
| Força descendente | 5 mil milhões | 20 kN | 30 kN |
| Ângulo de inclinação | 1° | 1° | 1° |
Varia da literatura publicada Qualifique-se em relação ao lote de material específico, geometria da ferramenta e configuração da máquina antes da qualificação da produção.
Erro comum de ida e volta para baixoforce Subestimação
Um engenheiro de fabricação que configura FSW para painéis 6061-T6 para uma bandeja de bateria EV normalmente não possui quadro de referência para a carga vertical de mais de 5.000 lb (22+ kN) que FSW aplica a chapas de alumínio de 5 mm. Engenheiros que chegam de fundos de soldagem a arco configuram acessórios para cargas de fixação compatíveis com arco (longe abaixo do que a FSW exige O resultado: movimento da peça de trabalho - solda, excursão de parâmetros fora de especificação e uma solda que falha na inspeção radiográfica A engenharia de fixação deve ser sua primeira decisão de projeto da FSW, não uma reflexão tardia.
Quais materiais podem ser soldados por fricção?
A gama de materiais que a FSW pode unir é mais ampla do que a maioria dos engenheiros espera quando encontram o processo pela primeira vez através de aplicações de alumínio. Ligas de alumínio em todas as classes comerciais, a aplicação primária, mas o processo lida mal com um portfólio mais amplo, incluindo materiais que a soldagem por fusão lida mal ou não.
| Material | Grau/Tipo | Soldabilidade | Notas principais |
|---|---|---|---|
| Alumínio (estrutural) | 1xxx, 3xxx, 5xxx, 6xxx | Excelente | Sem enchimento, sem gás; qualidade superior da junta vs. arco |
| Alumínio (aeroespacial) | Série 2xxx, Série 7xxx | Excelente | Não soldável por fusão (FSW) é o único processo viável |
| Aço | Leve, HSLA, pipeline X65/X80/X100, AHSS | Bom (<8mm) | Requer ferramentas PCBN ou MP159; o desgaste da ferramenta aumenta rapidamente acima de 12 mm |
| Titânio | Grau 1, Ti-6Al | Bom | Ferramentas PCBN necessárias; aplicações estruturais aeroespaciais |
| Cobre | Ligas de Cu comercialmente puras | Bom | Pias de calor, condutores elétricos, terminais de bateria |
| Ligas níquel | 200a série, 600a, 625a, 718a série | Moderado | Validado para aplicações especializadas (MegaStir) |
| Metais diferentes | Al-to-Cu, Al-to-Steel | Alcançável | Evita intermetálicos frágeis formados em soldagem por fusão; projeto de junta crítico |
| Compósitos de matriz metálica | Al-MMC, reforçado com SiC | Alcançável | O processo de estado sólido preserva a distribuição do reforço |
A soldagem por fricção pode ser usada em aço?
Sim. FSW solda aço carbono, HSLA pipeline graus (X65, X80, X100), AHSS automotivo, e aço inoxidável austenítico quando o correto ferramental é selecionado Material da ferramenta determina a viabilidade: alumínio FSW usa Aço ferramenta H13 a um custo relativamente baixo; aço FSW requer Ferramentas PCBN (nitreto de boro cúbico policristalino) ou superliga de cobalto-níquel MP159, em $2,000$5,00 por conjunto de pontas.
TWI observa que FSW de seções de aço superiores a 12 mm de espessura e soldas abrangendo vários metros apresenta desafios contínuos de desgaste de ferramentas. Para painéis de portas automotivas de aço de 8 mm, membros estruturais, juntas de tubulação de parede fina FSW é implantado industrialmente e comercialmente comprovado.
A suposição de que FSW é apenas alumínio é o equívoco mais persistente decisão de seleção de processo. Materiais semelhantes (Dissimilar materials) (Dissimilar materials) (Dissimilar materials) (Aliss-to-Cu) para terminais de bateria, conexões estruturais Al-to-steel, e suportes aeroespaciais de titânio (Titânio Aeroespacial Bracks) são áreas de aplicação FSW onde a soldagem produz resultados inaceitáveis (Brittle intermetallics), porosidade, ou volatilização (Volatilização) e FSW é a alternativa prática.
Soldagem FSW vs. Arc: Vantagens, Limitações e Quando Escolher
As justificativas para o salto da soldagem a arco FSW baseiam-se totalmente nos benefícios metalúrgicos: o sistema de estado sólido é imune a todas as falhas de solidificação que sustentam os custos de qualidade nas soldas MIG, TIG e SAW, não por meio de controles mais estreitos, mas através da física do processo.
Um estudo comparativo revisado por pares de 2023 do alumínio AA5083-H111 com espessura de placa de 5 mm descobriu: juntas FSW alcançadas 46 melhoria de dureza 0% acima do material de base 31 TTP3 T e 24 TT3 T33 T para juntas MIG e 2 T91TP3 T para juntas MIG A inspeção radiográfica mostrou zero defeitos internos em amostras FSW; As amostras TIG e MIG exibiram falta de fusão (LOF), falta de penetração (LOP) e porosidade em múltiplas amostras.
Vantagens FSW sobre soldagem a arco:
- Sem fio de enchimento, gás, fluxo, eliminação direta de custos consumíveis
- ZTA consideravelmente mais estreita que a soldagem a arco menos amolecimento adjacente à linha de solda
- 30-501TP3 menos distorção de solda 5 T menos endireitamento necessário após a soldagem
- Sem radiação UV, poeira mínima melhorou a segurança do trabalhador
- Capacidade de passagem única até 75 mm em alumínio sem necessidade de procedimentos de soldagem multi-passagem
- Zero porosidade, fissuração, falhas de solidificação à prova estrutural por mecânica
Limitações de FSW relativas à soldagem a arco:
- O furo de saída da solda deve acomodar a aba de escoamento ou o projeto
- Custos de equipamento de capital significativamente mais elevados (~$110.000 USD) para FSW (saída $50.000-$200.000+) versus equipamento de arco (saída $2.000-$10.000+)
- Significativamente a força de aperto exige o projeto mais alto da fixação chocantemente caro
- Significativamente restrito geometria da junta devido às limitações de acessibilidade grande loja multi-posição freeweld incapaz
Matriz de seleção de processos FSW vs. Arc Welding
| Seu perfil de aplicação | Processo recomendado |
|---|---|
| Alumínio + alto volume de produção + distorção crítica + sem necessidade de enchimento | Caso de negócios FSW (FSW) mais forte |
| alumínio 2xxx ou 7xxx que não pode ser soldado a arco“ (fissuração por solidificação) | FSW (opção viável) |
| Geometria 3 D complexa + acesso multi-posição + baixo volume de produção | A soldagem a arco não justifica o custo de fixação do FSW |
| Junta estrutural Al-aço, de peso crítico, dissimilar | FSW com ferramentas PCBN |
| Aço + soldagem a arco estabelecida WPS + baixo orçamento CAPEX | Avalie o FSW TCO completo antes de mudar |
Erro comum Usando suposições de proteção contra arco com costuras de acesso inacessíveis FSW
Engenheiros que projetam conjuntos FSW usando tolerâncias de distorção calibradas MIG ou TIG soldagem sistematicamente super-engenheiro fixação e acabamento operações A distorção de solda FSW executa 3001TP3 T mais baixo do que a soldagem a arco em geometrias de junta de alumínio equivalente Carregar tolerâncias calibradas a arco em programas FSW adiciona material desnecessário, custo e tempo de fabricação.
Veja também: guia de soldagem a arco submerso Estações de trabalho de soldagem robótica MIG
Equipamento e ferramentas FSW: tipos e especificações de máquinas
Quatro fatores afetam a escolha da máquina FSW: a dimensão do envelope de trabalho necessário, a capacidade de downforce exigida pela junta, se a operação controlada forçada ou controlada por posição é necessária para o material, e a escala de produção apropriada para necessidades de equipamento de capital.
| Tipo Máquina | Aplicação Típica | Força Capacidade | Melhor ajuste |
|---|---|---|---|
| Cabeça FSW integrada em CNC | Atualização existente do centro de usinagem CNC | 10 kN | Baixa entrada de capital; produção flexível de Al |
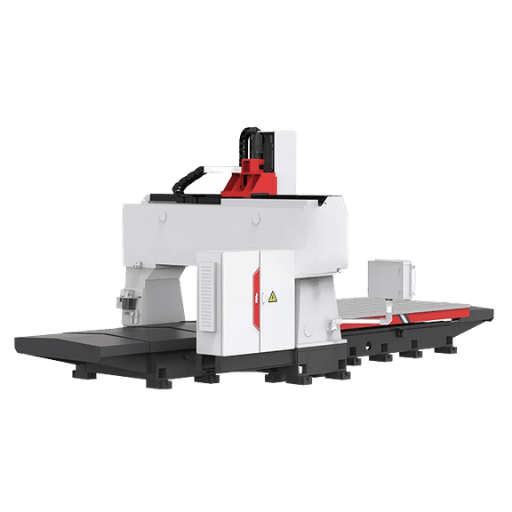
| Pórtico autônomo FSW | Produção em lote, painéis planos e curvos | 20 mil kN | Aeroespacial, ferroviário, painéis de construção naval |
| MTS robótico (6 eixos) | Superfícies curvas, integração de linha de montagem | 5 mil milhões | Produção automotiva, da bandeja da bateria do EV |
| FSW de produção dedicada | Linhas de produção fixas de alto volume | 50 mil kN | Painéis estruturais aeroespaciais; grande placa de Al |
Seleção de ferramentas por material: H13 manuseia todos os tipos de liga de alumínio a baixo custo. Um único conjunto de ferramentas H13 solda 800 junta de alumínio 1.500 medidores de alumínio antes da substituição da ferramenta de aço, eliminando totalmente o custo do fio de enchimento por metro. PCBN (nitreto de boro cúbico policristalino) é necessário para aço e titânio FSW; MP159 cobalto-níquel superliga se adequa a aplicações de aço de baixa temperatura, onde a fragilidade do PCBN é uma preocupação estrutural Diâmetro do ombro da ferramenta (disponível em 25 mm, 38 mm e 50 mm (escalas) com espessura de material.
Quanto custa uma máquina de solda por agitação por fricção?
O custo da máquina FSW varia de acordo com o tipo e especificação. O ponto de entrada de menor capital é um cabeçote FSW integrado a um centro de usinagem CNC existente, abaixo de € 100.000 (~ $110.000 USD). Os sistemas FSW autônomos começam em $50.000 setTP4T200.000 para configurações básicas; o FSW de pórtico em escala de produção com controle de força e integração robótica varia de $200.000 a mais de $1 milhão. Os principais direcionadores de custos, tamanho do envelope, capacidade de força do fuso (5 são kN de força de trabalho, automação de mudança de ferramenta e operação controlada versus operação controlada por posição.
Ferramentaria: Custo adicional (estimativa aproximada) para um conjunto de ferramentas H13 para projetos de MTS de alumínio: $500-$2.000; custo adicional para soldagem FSW de aço ou titânio (pontas PCBN): $$2,000 por conjunto $2,000 para um conjunto completo de equipamentos FSW O tamanho do mercado global para equipamentos FSW foi de $262 MM em 2024 e crescerá para $460 MM em 2034 (CAGR ~ 6%), sendo realmente o único driver bem identificado no mercado aplicações de bateria EV e estrutura aeroespacial.
Explore os Sistemas de Soldagem Inteligentes de Zhouxiang
Abordagem Zhouxiang para plataformas robóticas de pórtico, projetadas para aplicações controladas por força, explora a mesma arquitetura de configuração básica adotada para testes FSW em escala integrada Discuta suas necessidades de aplicação com a equipe de engenharia da Zhouxiang.
Onde a FSW oferece valor: aplicações da indústria por setor

| Indústria | Aplicação | Material | Benefício Chave |
|---|---|---|---|
| Aeroespacial | Tanques de combustível, painéis de fuselagem | 2xxx, 7xxx Al | Único processo de união viável para ligas não soldáveis; Tanques propulsores SpaceX Falcon 9 |
| Automotivo | Bandejas de bateria EV corpo-em-branco | 6xxx Al, AHSS | Redução de peso; elimina o tratamento térmico pós-soldagem; consumível de enchimento zero |
| Construção naval | Painéis de convés, estruturas de casco | 5xxx Al (AA5083) | Zero defeitos internos vs. LOF/porosidade em MIG/TIG; baixa distorção em costuras longas |
| Ferroviário | Extrusões de carruagens de passageiros | 6xxx Al | Eficiência de costura longa; distorção mínima em perfis extrudados |
| Bateria EV | Bandejas do cerco da bateria | 6061-T6 Al | Elimina o tratamento térmico pós-soldagem; vedação sem vazamentos; gestão térmica preservada |
| Eletrônica | Placas frias líquidas, dissipadores de calor | Al, Cu | Juntas sem vazamentos; sem contaminação por fluxo; condutividade térmica preservada |
Um fabricante estrutural que oferece gabinetes de bateria EV para um OEM automotivo em 2025 mudou de MIG para FSW para montagem de painel de alumínio da série 6xxx. A FSW eliminou o ciclo de tratamento térmico pós-soldagem (um processo de lote de 4 dias que existia apenas para restaurar as propriedades da zona de solda degradadas pela entrada de calor de fusão. Como o FSW nunca superaquece a ZTA, a têmpera de alumínio é preservada em processo. O fabricante recuperou 4 dias de produção por lote sem qualquer investimento de capital adicional na capacidade de tratamento térmico.
TWI descreve a trajetória de adoção da FSW como “um dos tempos mais curtos desde o uso industrial generalizado.” A SpaceX usa FSW para os principais tanques de propelente no foguete Falcon 9 uma aplicação de alumínio da série 2xxx onde a soldagem por fusão não era uma opção viável.
Veja também: Aplicações de soldagem aeroespacial Sistemas de soldagem estrutural Soluções de robôs de soldagem de construção naval
Qualidade da solda FSW: resistência da junta, defeitos e padrões de inspeção

Quão forte é uma solda de agitação por fricção?
As juntas FSW em ligas de alumínio alcançam 80 5% do metal base resistência à tração final (UTS) sem o calor da solda (UTS pós-performance e MIG por uma margem larga nas mesmas ligas da solução-força, que alcançam tipicamente a eficiência 701TP3 T da junção. Para 7075-T6 e 6061-T6 junções dissimilares, a eficiência não tratada da junção de FSW alcança 671TP3 T (207 MPa); o pós-tratamento do solução-envelhecimento eleva este para 941TP3 T (290 MPa). Para aço FSW propriedades mecânicas replicar material de base para dentro de 5 juntas 0%.
“FSWSW's solid-state microstructure (microestrutura de estado sólido), grãos dinamicamente cristalizados em nugget de solda consistentemente supera a estrutura fundida grossa do metal de solda de fusão, particularmente em resistência à fadiga e à fratura Para ligas de alumínio de alta resistência, esta não é uma melhoria marginal É uma vantagem metalúrgica fundamental que nenhuma quantidade de otimização de parâmetros de soldagem a arco pode replicar.”
(Concessão), Cientista de Materiais, Laboratório Nacional do Noroeste do Pacífico (PNNL)
Padrões de inspeção aplicáveis:
| Padrão | Escopo | Edição |
|---|---|---|
| AWS D17.3/D17.3M | Soldagem por fricção e mistura de ligas de alumínio para aplicações aeroespaciais | 2021 (3a edição) |
| ISO 25239 | Fricção, soldagem por fricção e alumínio (uso industrial geral) | 2020 |
Defeitos comuns de MTS e suas causas profundas:
- Defeito de túnel (buraco de minhoca): O defeito mais comum do FSW. causa raiz: entrada de calor insuficiente (velocidade de viagem muito rápida, RPM muito baixa ou downforce).O material não flui completamente para preencher o caminho da solda.Não visível da superfície; detectado por testes ultrassônicos (UT) ou radiografia.
- Laço de beijo: Insuficiente penetração um plano de ligação que passa inspeção visual, mas abre sob carregamento cíclico O mais perigoso FSW defeito tipo ferramenta UT deixa indetectável por inspeção visual padrão RT. Phased array (PAUT) é o método NDT necessário para detecção confiável.
- Flash: Excesso de material extrudado na superfície da solda Causa raiz: força descendente excessiva ou velocidade de rotação Identificado visualmente Geralmente não é estruturalmente significativo, mas indica excursão de parâmetros que requerem correção.
Veja também: Métodos de teste de solda · Guia de inspeção de solda · Especificação do procedimento de soldagem (WPS)
Análise de custos de FSW: estrutura de investimento, ROI e decisão

O caso de negócios da FSW não é uma comparação de preços de máquinas É um cálculo de custo total de propriedade (TCO) em três centros de custo: consumíveis eliminados, rendimento ganho e custos de qualidade evitados.
Economia operacional direta em soldagem FSW vs. arco
- Fio de enchimento eliminado: $0.50 (material mais sobrecarga da máquina)
- Gás de blindagem eliminado: $0.10$0.30/metro
- Eliminado o tratamento térmico pós-soldagem (série 6xxx/7x): $500 ciclo de tratamento térmico $50 por lote de produção
- A retificação pós-soldagem 30 50 0% reduziu a economia de fixação e acabamento
- Vida útil da ferramenta: 100, 500 metros por conjunto de ferramentas H13 para alumínio 80, custo escalonável da ferramenta
Estrutura de decisão: Compre / Terceirizar FSW/Manter Arc
| Caminho | Melhor ajuste | Gatilho de decisão |
|---|---|---|
| Comprar máquina FSW | Solda anual Al >50.000 m; linha de produtos dedicada | Retorno dos consumíveis <18 meses no volume atual |
| Terceirizar FSW | <50.000m/ano; materiais mistos; demanda irregular | Custo de serviço por metro < TCO interno |
| Manter a soldagem a arco | Geometria 3 D complexa; multi-posição; arco estabelecido WPS | Economia de FSW de 3 anos < custo de reequipação |
Cenário de equilíbrio: uma loja de fabricação que funciona 200.000 metros de solda de alumínio anualmente, a $15/metro de enchimento combinado e economia de gás, recupera $3 M anualmente apenas da eliminação de consumíveis Contra um investimento do sistema $40.000 FSW, o breakeven ocorre a aproximadamente 27.000 metros abaixo de 6 meses em volume total de produção, contabilizando o tempo de comissionamento e desenvolvimento de parâmetros.
engenheiros de itens TCO ocultos frequentemente subestimam
- Desgaste de ferramentas PCBN (aço FSW): 1TP4,0000T2T04T5,00 por ponta; a taxa de desgaste deve ser modelada a partir de dados de teste específicos do material, não assumindo parâmetros de referência de alumínio
- Capital de fixação (FSW convencional): $50.000-$200.000 por configuração conjunta - reduzido drasticamente pelos recentes sistemas robóticos auto-fixantes (ver H2-9)
- Tempo de qualificação do parâmetro: 20-80 horas por nova geometria de junta, incluindo testes destrutivos de cupom antes da aprovação do WPS de produção
Veja também: Cálculo de ROI de soldagem robótica Detalhamento dos custos do robô de soldagem
FSW robótico em 2025: o avanço da automação
A barreira preliminar à implantação do FSW da conjunto-linha foi fixturing sempre as máquinas tradicionais exercem até 5.000 l (22 k) de downforce vertical (acima de) fixações de fixação construídas propositadamente para cada configuração conjunta Os dispositivos elétricos personalizados para uma única geometria conjunta custam $50,000$200,000, fazendo o FSW econômico somente para a produção dedicada do lote em linhas fixas do produto, não para o ambiente flexível da junção-mistura do conjunto automotivo.
Em 17 de setembro de 2025, Pacific Northwest National Laboratory publicou o resultado que altera este cálculo Engenheiros PNNL Mitch Blocher e Piyush Upadhyay, (Reuters), trabalhando sob o Escritório de Tecnologias de Veículos do Departamento de Energia dos EUA, demonstrou um sistema FSW robótico autofixável: a ferramenta rotativa FSW e uma placa de apoio em miniatura montam no mesmo braço robótico em um circuito de força fechado O braço absorve sua própria carga de reação internamente, sem necessidade de fixação externa. O problema de autofixação está resolvido.
As implicações de produção são diretas:
- As linhas de montagem flexíveis podem lidar com vários tipos de juntas sem um único custo de troca de fixação
- Superfícies curvas (trilhos de ferramentas), flanges de gabinete de bateria EV, extrusões estruturais (trusoras) agora são acessíveis a FSW robóticos sem costume
- O custo da fixação de novos tipos de juntas cai de $50.000 para $200.000 para perto de zero
- As configurações robóticas de FSW de 4 braços tornam-se economicamente viáveis para produção de corpo em branco de alto volume
A aplicação automotiva corpo-em-branco é concreto: quatro braços robóticos FSW solda piso de alumínio e seções estruturais no lugar de conjuntos de aço soldados por pontos oferece redução de peso de 401TP3 T, elimina todo o fio de enchimento e gás de proteção e funciona sob controle de feedback de força totalmente automatizado O avanço do PNNL torna isso viável em linhas mistas de produção onde os tipos de juntas mudam diariamente.
Além da própria FSW, fricção agitação deposição (FSD) estende a família de processos para a fabricação aditiva: a mesma ferramenta rotativa deposita material para reparo e fabricação de componentes quase em forma de rede, em vez de unir duas peças de trabalho existentes. Equipes de engenharia já qualificadas no desenvolvimento de parâmetros FSW podem transferir essa experiência para a operação do sistema FSD com curvas de aprendizado relativamente curtas.
O mercado de equipamentos FSW, com $262 milhões em 2024, deverá atingir $460 milhões até 2034 em aproximadamente 6% CAGR (dirigido principalmente pela fabricação de baterias EV e integração estrutural aeroespacial. Volume de pesquisa para máquina de solda por agitação por fricção“ rose 56% entre maio e outubro de 2025 (ou outubro de 2025) um sinal comercial confirmado de que a atividade de compras está acelerando à frente desse mercado.
Os sistemas de soldagem inteligente de Zhouxiang fornecem as configurações g robóticas compatíveis com integração FSW controlada por força (force-controlled FSW integration) a mesma arquitetura de força-feedback que o trabalho do PNNL confirma como a tecnologia capacitadora para FSW em escala de produção. Veja: Guia tecnologia soldagem robótica · Guia do comprador de sistemas de soldagem automatizados
Perguntas frequentes sobre soldagem por fricção
Quão forte é uma solda por fricção?
As juntas FSW em ligas de alumínio atingem 80 91TP3 T de metal base UTS bem acima do que o TIG ou o MIG alcança nas mesmas ligas de resistência Para o alumínio das séries 2 xx e 7 xxx, o FSW é frequentemente o único processo viável: a soldagem por fusão produz rachaduras de solidificação nessas ligas, tornando discutível a comparação de resistência Onde a soldagem a arco não pode produzir uma junta sólida, a eficiência da junta FSW não é a métrica relevante. A disponibilidade é.
A soldagem por fricção é cara?
O custo de capital da máquina é maior do que o equipamento de soldagem a arco ($50,000 $200,000+ vs. $2,000 $10,000).No entanto, o FSWS elimina o fio de enchimento, o gás de proteção e o tratamento térmico pós-solda para aplicações de alumínio. Em volumes de produção acima de 20,000 50,000 metros de solda de alumínio por ano, o FSW geralmente paga dentro de 624 meses apenas com economia de consumíveis, antes que a melhoria da qualidade e a eliminação do retrabalho sejam levadas em consideração.
O FSW pode ser usado em aço?
Sim. FSW solda aço carbono, HSLA pipeline graus X65/X80/X100, e aço inoxidável austenítico usando PCBN ou MP159 ferramentas Seções sob 8 mm são provadas industrialmente Desgaste da ferramenta sobe acentuadamente acima de 12 mm de espessura, e PCBN ponta custo ($2,0000$5,000 cada) deve ser incluído no custo total de cálculos de propriedade para qualquer caso de negócios de aço FSW.
Qual é a diferença entre soldagem por fricção e soldagem por fricção?
A soldagem por fricção convencional ou acionamento contínuo) gira uma peça contra a outra força de compressão axial enquanto não aplica nenhuma ferramenta de passagem, geometrias de juntas cilíndricas e simétricas. A FSW usa uma ferramenta rotativa transversal que se move ao longo de qualquer linha de junta linear ou curva em chapas, placas ou seções extrudadas (manuseio de juntas de topo, juntas de colo, juntas em T e juntas de canto que a soldagem por fricção convencional não pode acessar.
Quais indústrias usam a soldagem por fricção e agitação
A indústria aeroespacial registou os maiores progressos em termos de profundidade de aplicação (por exemplo, tanques de combustível e painéis de fuselagem para ligas de alumínio não soldáveis, desde meados da década de 1990).A indústria automóvel é o segmento que mais cresce, especificamente devido aos esforços do tabuleiro de baterias EV e aos programas de redução de peso da carroçaria em branco A construção naval tem aproveitado o FSW como método para a montagem de cascos e painéis de convés de alumínio.
As ferrovias adotaram o FSW na fabricação de seção extrudada de vagões de passageiros Finalmente, a fabricação de eletrônicos utilizou o FSW na produção de placas frias de cobre e alumínio à prova de vazamentos.
Quais são os defeitos mais comuns de FSW a serem observados?
O defeito do túnel (orifício de abertura) é o mais comum causado pela entrada de calor insuficiente da velocidade de deslocamento muito rápido, RPM muito baixo ou força descendente muito leve A ligação de beijo é a mais estruturalmente perigosa (invisível na superfície, mas abre sob carga de fadiga; phased array UT (PAUT) é necessário para detecção confiável O flash na superfície da solda indica força descendente excessiva ou velocidade de rotação e é um problema de ajuste de parâmetro, não um modo de falha estrutural.
A soldagem por fricção pode ser totalmente automatizada
Sim. O avanço PNNL setembro 2025 alcançou auto-fixação FSW robótico de 4 braços sem fixação externa, eliminando o obstáculo chave para a implementação flexível de linha de montagem As soluções de sistema FSW robótico controlado por força estão agora comercialmente disponíveis para fabricação automotiva e aeroespacial O aumento anual 561TP3 T nas pesquisas de máquinas FSW confirma que as decisões de aquisição estão acelerando.
Artigos Relacionados
- Especificação do procedimento de soldagem (WPS): um guia completo
- Métodos de Ensaio de Solda: Técnicas Destrutivas e Não Destrutivas
- Tecnologia de soldagem robótica: o que está impulsionando a curva de adoção de 2025
- Sistemas de soldagem automatizados: o que todo comprador de manufatura precisa saber
Sobre Este Guia
Este guia técnico baseia-se em pesquisas publicadas da TWI Ltd (os inventores da FSW), Pacific Northwest National Laboratory, estudos revisados por pares da PMC e ScienceDirect e especificações de equipamentos da Mazak MegaStir e STIRWELD complementadas pela experiência da Zhouxiang integrando sistemas de soldagem automatizados para aplicações estruturais de aço e fabricação avançada Os dados de custos refletem as faixas de mercado a partir do primeiro trimestre de 2025. para requisitos de sistema específicos do projeto, entre em contato com nossa equipe de engenharia.
Revisado pela Equipe de Engenharia Zhouxiang 15+ anos de experiência robótica da integração do sistema de soldadura através da fabricação de aço estrutural, da fabricação da precisão, e das aplicações avançadas da junção do material.
Fontes Primárias
- TWI Ltd “O que é soldagem por fricção? e FAQ dos níveis de qualificação FSW (twi-globalcom)
- Laboratório Nacional do Noroeste do Pacífico “Breakthrough Could Bring Friction Stir Welding to Assembly Lines (pnnl.g 17 de setembro de 2025)
- PNNL/programa de pesquisa Friction Stir (pnnl.gov/friction-st
- AWS D17.3/D17.3M:2021 Especificação para soldagem por fricção e agitação de ligas de alumínio para aplicações aeroespaciais, terceira edição (pubs.aws.org)
- ISO 25 20202: 9 Fricção para soldagem 23 Alumínio (geral)
- Habba et al. (2023) - Estudo Comparativo da Soldagem FSW, MIG e TIG de AA5083-H111 Baseado na Avaliação de Juntas Soldadas e Aspecto Econômico (Pmc.ncbi.nlm.nih.gov)
- ScienceDirect6efeitos de três tratamentos térmicos de solda diferentes na microestrutura e propriedades mecânicas da junta 7075/761 FSW (2025 doi: 10.1016/jjmapro.2025...)


