Póngase en contacto con Zhouxiang

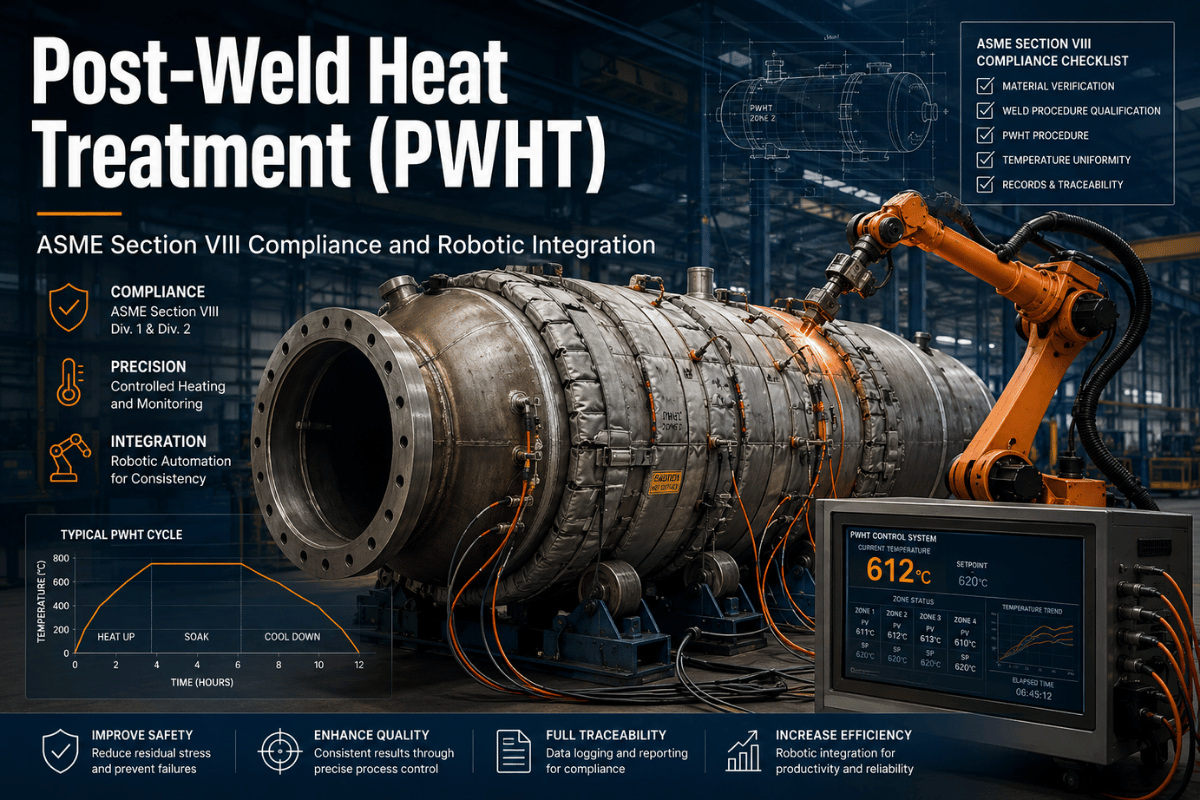
Tratamiento térmico post-soldadura (PWHT): Cumplimiento de la Sección VIII de ASME e integración robótica
Contenidos
mostrar
Tratamiento térmico posterior a la soldadura (PWHT): la guía completa del ingeniero sobre cumplimiento de códigos, parámetros de procesos e inspección
¿qué es el tratamiento térmico post soldadura?
El tratamiento térmico posterior a la soldadura (PWHT) es un proceso térmico controlado que se aplica a un conjunto soldado una vez completada la soldadura. El conjunto se calienta a una temperatura específica (contra siempre por debajo de la temperatura crítica de transformación más baja (Ac1, aproximadamente 720-730 °C para acero al carbono) (contenido a esa temperatura durante un período definido, luego se enfría a una velocidad controlada.
La distinción importa: PWHT no vuelve a fundir la soldadura ni altera la geometría de la soldadura. Funciona completamente en estado sólido, lo que permite que la red atómica del acero se relaje, redistribuya las tensiones bloqueadas y, en algunos materiales, temple una microestructura dura para convertirla en una más resistente. El proceso de soldadura deposita calor en un patrón altamente concentrado y no uniforme. El tratamiento térmico después de la soldadura corrige las consecuencias metalúrgicas de esa asimetría. Es una tarea de ingeniería de precisión, no una simple operación de “calor y enfriamiento”.
Rango de temperatura
595 -1770 °C
Mantener tiempo
1 hora / 25 mm (mínimo 30 min)
Tasa de calefacción
Espesor máximo de pared 1 °C/h 400°F
Diferencial de temperatura máxima
139 °C (250 °F) durante el remojo
Estándar de proceso
ASME UCS-56 / B31.1 / B31.3
La reducción de la tensión residual es el objetivo principal del tratamiento térmico posterior a la soldadura. Los objetivos secundarios incluyen mejorar la tenacidad y la ductilidad en la zona afectada por el calor (HAZ), ablandar las microestructuras martensíticas duras y expulsar el hidrógeno difusible que se acumuló durante la soldadura. Los tres objetivos reducen el riesgo de agrietamiento en servicio.
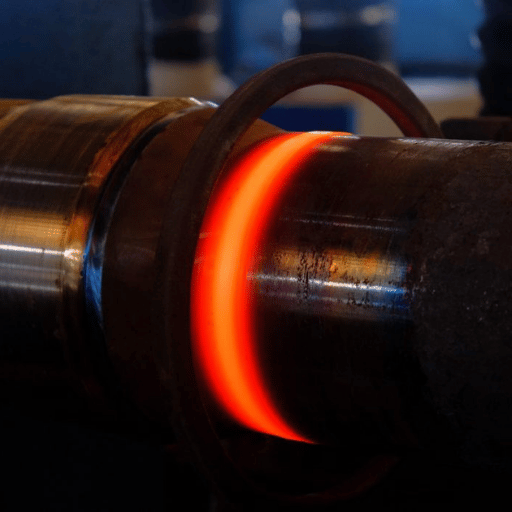
Por qué la soldadura crea estrés residual

Cuando un arco de soldadura calienta el metal a 1500 °C o más, el material base circundante permanece relativamente frío. El enfriamiento rápido debido a las temperaturas de soldadura obliga al metal de soldadura caliente a contraerse contra la restricción de la estructura circundante más fría. La unión soldada no puede contraerse libremente ongra el material circundante lo retiene. El resultado: el metal de soldadura y la HAZ se colocan en un estado de tensión de tracción residual que puede acercarse al límite elástico del material. Para un acero al carbono suave con un límite elástico de 250 MPa, la tensión residual bloqueada puede alcanzar 200-250MPa incluso en una soldadura perfectamente fabricada.
Dos mecanismos de falla se amplifican directamente por una alta tensión residual:
- Fragilización por hidrógeno: al soldar, el hidrógeno atómico se produce a partir del agua (en el arco, revestimiento, metal base). Una alta tensión residual de tracción interna conduce a la expansión de la red cristalina, lo que abre bolsas donde el hidrógeno se mueve fácilmente y se almacena en los límites de los granos, lo que lleva a la formación de grietas de hidrógeno (grietas frías o grietas inducidas por hidrógeno, HAC), que pueden ocurrir entre horas y días después de la finalización de la soldadura. Esto explica la importancia de que el control de la temperatura entre pasadas se mantenga por encima de 200 °C entre pasadas antes de cualquier tratamiento térmico posterior a la soldadura (PWHT).
- (i) Agrietamiento por corrosión bajo tensión (SCC). En corrientes de proceso húmedas de HS, cloruros, cáusticas y portadoras de CO, el SCC se producirá sobre tensiones de tracción residuales y se acelerará a través de grietas que se propagan en la ZAT de una microfisura. El SCC puede ocurrir sólo bajo tres condiciones concurrentes; un material que es susceptible de ataque, un ambiente corrosivo y una tensión de tracción. Para evitar el SCC, PWHT debe eliminar este último elemento. En un estudio realizado por TWI (2005), el PWHT de soldaduras de circunferencia de acero inoxidable martensítico a 650 °Celsius durante 5 minutos en el momento de la soldadura condujo a un historial libre de fallas en comparación con una serie de fallas de servicio en las uniones soldadas.
En el caso de aceros ferríticos mejorados con alta resistencia a la fluencia (CSEF) de cromo como P91, la HAZ soldada se transforma casi 100% en martensita sin templar después de enfriarse. La dureza de la HAZ en este punto (generalmente 350-420HV -1 está muy por encima del valor permitido de ASME de 250HB y la fragilización a temperaturas de servicio no será una suposición sino casi un hecho).
Requisitos del código PWHT: qué mandato real de ASME y AWS
El duradero mito de la tienda de fabricación ”ñona”, todas las soldaduras de acero al carbono de más de 12 mm requieren pwht”. Este no es el caso inequívocamente de ningún código importante. ¡Hay códigos a seguir, grupos de materiales a tener en cuenta y si se aplicó precalentamiento durante el proceso de soldadura antes del tratamiento térmico posterior a la soldadura!
La Regla de 38 mm (AsME Sección VIII)
ASME Sección VIII Div.1 (recipientes a presión) establece que se requiere PWHT para el acero al carbono P-No.1 con un espesor superior a 32 mm (1,25 pulgadas) a menos que se realice un precalentamiento. Esta “regla” se extiende a 38 mm (1,5 pulgadas) si el fabricante utiliza precalentamiento junto con una temperatura mínima de precalentamiento de 93°C (200°F).
⚠ La regla de 38 mm tiene condiciones
Esta exención de 38 mm es válida sólo para P-No. 1 aceros al carbono ASME sección VIII. Un código diferente, un material diferente (P91), un entorno operativo diferente (NACE/ISO 15156 (servicio amargo)) inducirán criterios diferentes (muy a menudo más estrictos). Consulte siempre el código aplicable para sus servicios.
Esta exención de 38 mm es válida sólo para P-No. 1 aceros al carbono ASME sección VIII. Un código diferente, un material diferente (P91), un entorno operativo diferente (NACE/ISO 15156 (servicio amargo)) inducirán criterios diferentes (muy a menudo más estrictos). Consulte siempre el código aplicable para sus servicios.
Umbrales PWHT por código y grupo de materiales
| Código/estándar | Material / P-No. | Umbral obligatorio de PWHT | Notas |
|---|---|---|---|
| ASME Sec. VIII División. 1 | P-No. 1 (Acero al Carbono) | >32 mm (sin precalentamiento); >38 mm (con precalentamiento a 93 °C) | Umbral de fabricación de buques más común |
| Tubería eléctrica ASME B31.1 | P-No. 1 (Acero al Carbono) | >19 mm (3⁄4 de pulgada) | Umbral inferior por servicio térmico cíclico; reducido a 16 mm con precalentamiento |
| Tubería de proceso ASME B31.3 (anterior a 2014) | P-No. 1 (Acero al Carbono) | >19 mm (3⁄4 de pulgada) | Mismo umbral base que B31.1 |
| Tubería de proceso ASME B31.3 (2014+) | P-No. 1 (Acero al Carbono) | Totalmente exento en todos los espesores | Requiere precalentamiento a 95 °C (200 °F) para >25 mm; soldaduras de múltiples pasos para >5 mm. No se necesita PWHT si se cumplen las condiciones. |
| ASME Sec. I / B31.1 | P-No. 5B (Grado P91) | Obligatoriu « TOȚI mișcări | Sin exención. 730-770 °C, mínimo 2 h. Uniformidad de temperatura ±30 °C. |
| AWS D1.1 Estructural | Aceros al carbono y de baja aleación | Dependiente del procedimiento, no universalmente obligatorio | WPS dicta; A veces se requiere alivio del estrés según las especificaciones del proyecto |
Otro cambio que los fabricantes de tuberías de proceso pueden celebrar especialmente con la revisión de 2014 del ASME B31.3 es la capacidad de renunciar al PWHT requerido para la soldadura en un sistema de tuberías de acero al carbono P-No.1 mediante la implementación de precalentamiento controlado en la soldadura. Se aplican excepciones a las aplicaciones de tuberías de servicio agrio (donde los requisitos de dureza NACE/ISO 15156 probablemente seguirán exigiendo PWHT) y aplicaciones fuera de la categoría P-No.1.
Para conocer el cumplimiento de las especificaciones del procedimiento de soldadura, consulte nuestra guía sobre Especificaciones del procedimiento de soldadura: lo que los ingenieros deben documentar.
Temperatura PWHT y tiempo de espera: tablas de referencia
Cada tratamiento térmico posterior a la soldadura tiene tres controles: la temperatura del rango de remojo, un tiempo mínimo de mantenimiento a la temperatura y tasas permitidas de calentamiento/enfriamiento. Cada uno de los anteriores, si es incorrecto, puede tener un efecto mucho peor que ningún PWHT.
Parámetros PWHT específicos del material
| Grado de material (ASME) | Designación de aleación | Rango de temperatura PWHT | Tiempo mínimo de espera | Tasa máxima de enfriamiento |
|---|---|---|---|---|
| P1 / P2 | Acero al carbono / 0,5Mo | 595 -1720 °C | 1 hora por 25 mm (mínimo 30 min) | Horno o controlado |
| P11 / P12 | 1,25Cr-0,5Mo / 1Cr-0,5Mo | 680 -1730 °C | 1 hora por 25 mm (mínimo 30 min) | Horno o controlado |
| P22 | 2.25Cr-1Mo | 680 -1730 °C | 1 hora por 25 mm (mínimo 30 min) | Horno o controlado |
| P5/P9 | 5Cr-0,5Mo / 9Cr-1Mo | 730 -1760 °C | 1 hora por 25 mm (mínimo 30 min) | Horno o controlado |
| P91 | 9Cr-1Mo-VNb (CSEF) | 730 -1770 °C | 2 horas mínimo | Máximo 80 °C/h por encima de 400 °C |
| P92 | 9Cr-0,5Mo-contra2W (CSEF) | 730 -1770 °C | 2 horas mínimo | Máximo 80 °C/h por encima de 400 °C |
¿qué temperatura se utiliza para el PWHT del acero al carbono?
Los códigos ASME especifican que el rango de temperatura de mantenimiento para el acero al carbono P-No.1 es 595-720C (1100-1330F). La aplicación industrial que sigue a ASME UCS-56 suele tener alrededor de 1150F 50F (621C 28C) para centrarse en la práctica.
⚠ El techo Ac1 « Por qué una temperatura más alta no es mejor
Superar aproximadamente 720 °C para el acero al carbono supera la temperatura de transformación Ac1, es decir, el punto en el que el acero comienza a convertirse nuevamente en austenita. La reaustenitización parcial hace que la HAZ se reforme y endurezca durante el enfriamiento rápido, creando potencialmente una microestructura peor que antes del tratamiento. Para P91, superar los 790 °C (la temperatura máxima de templado seguro) destruye permanentemente la fina dispersión de carburo M23C6 responsable de la resistencia a la fluencia, daño que no se puede revertir sin un ciclo completo de renormalización y templado. La disciplina de temperatura máxima es tan importante como la disciplina de temperatura mínima.
Superar aproximadamente 720 °C para el acero al carbono supera la temperatura de transformación Ac1, es decir, el punto en el que el acero comienza a convertirse nuevamente en austenita. La reaustenitización parcial hace que la HAZ se reforme y endurezca durante el enfriamiento rápido, creando potencialmente una microestructura peor que antes del tratamiento. Para P91, superar los 790 °C (la temperatura máxima de templado seguro) destruye permanentemente la fina dispersión de carburo M23C6 responsable de la resistencia a la fluencia, daño que no se puede revertir sin un ciclo completo de renormalización y templado. La disciplina de temperatura máxima es tan importante como la disciplina de temperatura mínima.
La velocidad de calentamiento según el requisito ASME UCS-56 para esto es 400F/h (222C/h) como máximo dividida por el espesor de pared más grande a 3 pulgadas (50 mm), donde 400F/h (222C/h) sigue siendo el límite superior absoluto para secciones delgadas. Esto limitaría la tasa de calentamiento de esta carcasa de 2 pulgadas (50 mm) de espesor a no más de 200 F/h (111 C/h). La diferencia de temperatura fría y caliente en todo el conjunto no excederá los 250 F (139 C) durante el remojo.
Comparación de cuatro tipos de tratamiento térmico posterior a la soldadura

PWHT no es un tratamiento, es una serie de tratamientos diseñados para una serie de problemas metalúrgicos. Elegir el PWHT incorrecto será tan devastador como ningún pwht.
Guía de decisión de tipo PWHT
| Tipo | Temperatura | Propósito primario | Mejor para |
|---|---|---|---|
| Alivio del estrés | 595-720 °C (acero al carbono) | Reduzca el estrés residual mediante la relajación por fluencia | Soldaduras de acero al carbono y baja aleación que requieren cumplimiento del código |
| Templado | Temperatura de templado específica de la aleación (680-770 °C para Cr-Mo) | Convierta martensita quebradiza en martensita templada resistente; mejora la resistencia a la tracción y el equilibrio de tenacidad | P91, P22, P11 « todos los grados Cr-Mo soldados |
| Normalizando | Por encima de Ac3 (~900 °C), luego enfríe el aire | Refinar la estructura del grano grueso | Soldaduras de electroescoria; HAZ muy sobrecalentados |
| Horneado de hidrógeno | 200-300 °C, post-soldadura inmediata | Impulse hidrógeno difusible de HAZ antes de que se concentre | Aceros de alta endurecebilidad; secciones gruesas; servicio amargo |
Unas palabras sobre el alivio de tensiones por vibración (VSR) -en este proceso se utiliza energía en forma de vibración mecánica para realinear la estructura del grano, reduciendo así las tensiones residuales, sin que intervenga calor. Como no se agrega calor a la estructura, no hay necesidad de apagarla ni de enfriarla controlada, eliminando así el riesgo de distorsión térmica. Una investigación académica independiente realizada en la Universidad Técnica de Vilnius Gediminas concluyó que las muestras de soldadura a tope tratadas con VSR “exhibieron propiedades de resistencia y elasticidad similares a las del tratamiento térmico.” No se encontró que se formaran incrustaciones de óxido en las soldaduras y hubo “requisitos significativamente menores para el costo del equipo”. Si bien este método no se reconoce como equivalente al PWHT térmico para cumplir con los requisitos de recipientes a presión y tuberías de alimentación de código ASME BPVC y B31, el VSR es un método apropiado para estructuras (puentes, grúas, tanques de almacenamiento) que no se rigen por códigos de presión donde el alivio de tensiones es principalmente para estabilidad dimensional.
ESCENARIO -ñona Un fabricante de acero estructural que construye soportes de acero para una subestación eléctrica señala que todos los espesores de soldadura están por debajo del límite de exención ASME B31.3 2014. Dado que no existe una necesidad de código de presión PWHT y la estabilidad dimensional es la principal preocupación, el VSR es una opción de tratamiento más rápida y menos costosa en comparación con el tratamiento de horno.
Matriz de decisión de materiales: qué aceros requieren PWHT

El grupo de materiales ASME P-Number es la primera pantalla para cualquier decisión de PWHT. A continuación se muestra una matriz consolidada de requisitos obligatorios versus condicionales en los aceros de servicio a presión más comunes, incluidas las propiedades mecánicas que PWHT debe lograr para cada grado. Siempre verifique con el código de servicio vigente y las especificaciones del cliente.
| Material | ASME P-No. | ¿se requiere PWHT? | Rango de temperatura típico | Advertencia clave |
|---|---|---|---|---|
| Acero al carbono (C ≤ 0,35%) | P-No. 1 | Condițional « dependiente de grosor/código | 595 -1720 °C | ASME B31.3 2014+: totalmente exento con precalentamiento |
| Acero carbono-molibdeno | P-No. 3 | Generalmente se requiere >16 mm | 595 -1720 °C | Verificar por código; Temperar el riesgo de fragilización |
| 1,25Cr-0,5Mo (P11/P12) | P-No. 4 | Requerido en la mayoría de los códigos | 680 -1730 °C | EPRI recomienda un extremo inferior para la tenacidad al impacto |
| 2.25Cr-1Mo (P22) | P-No. 4 | Requerido en la mayoría de los códigos | 680 -1730 °C | Nunca deje que se enfríe por debajo de 200 °C antes de PWHT |
| 5Cr-contra 0,5Mo / 9Cr-con 1Mo (P5/P9) | P-No. 5A | Requerido « todos los espesores | 730 -1760 °C | Servicio de refinería/HDS; resistencia a la sulfidación crítica |
| 9Cr-1Mo-VNb (P91) | P-No. 5B | Obligatorio « todos los espesores, sin exención | 730 -1770 °C | Uniformidad de temperatura de ±30 °C; La ferrita delta debe estar ausente |
| Acero inoxidable austenítico 304/316 | P-No. 8 | No recomendado | N/A | PWHT provoca sensibilización (precipitación de carburo de Cr → corrosión) |
| Acero inoxidable dúplex | P-No. 10H | Solución recocida únicamente (1.020-1.100 °C) | 1.020 -1.100 °C | Alivio del estrés PWHT no aplicable; riesgo de formación intermetálica |
Cómo se realiza PWHT: equipos, termopares y pasos del proceso

Todos los ciclos PWHT tienen un requisito mínimo de cuatro etapas para el ciclo: calentamiento controlado a temperatura, remojo a temperatura, enfriamiento controlado a partir de temperatura y registro/documentación. Las cuatro etapas tienen límites de velocidad requeridos por código y monitoreo.
Métodos de calefacción
Aquí hay 4 tratamientos térmicos post soldadura que se pueden aplicar tanto en el taller como en el campo:
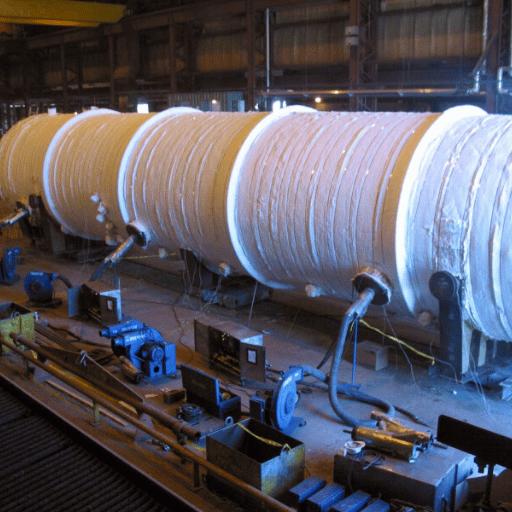
- Calentamiento del horno: este proceso implica calentar todo el conjunto de piezas en un horno cuidadosamente controlado por temperatura. Ventajas: Excelentes temperaturas uniformes, muy buenas para piezas pequeñas y medianas. Desventajas: La pieza debe encajar físicamente en el horno y las piezas cargadas asimétricamente son propensas a distorsionarse.
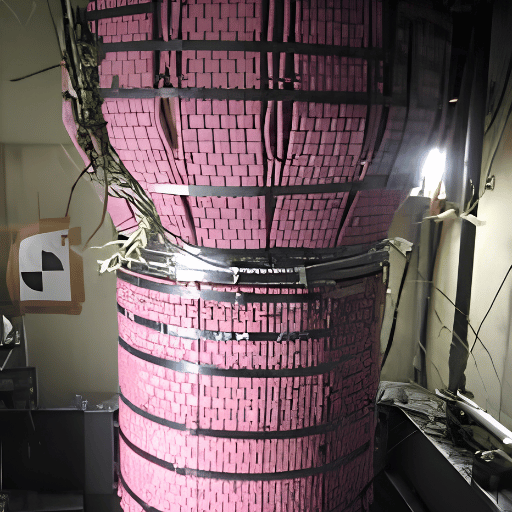
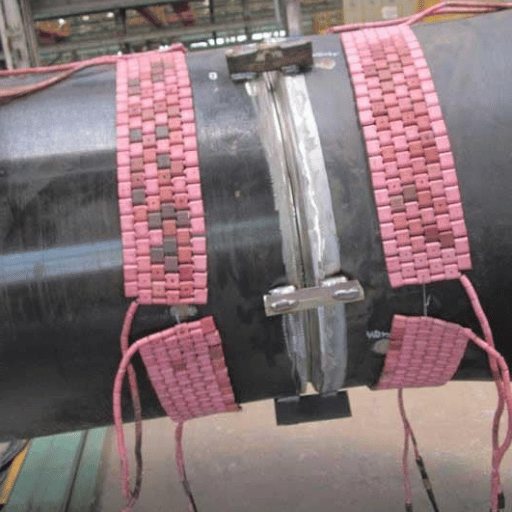
- Calentamiento por resistencia eléctrica (mantas de almohadilla cerámica): alrededor de la soldadura se disponen almohadillas térmicas cerámicas flexibles. En estas almohadillas, un cable de resistencia genera calor, que se transfiere a la superficie del objeto a soldar. Los termopares se sueldan a la pieza mediante el método de descarga de condensador, las almohadillas se colocan y cubren con mantas aislantes térmicas. Estos son, con diferencia, el método in situ más común aplicado en tuberías. Con mayor constante de tiempo, es necesario el uso de lógica de control PID para evitar el exceso.
- Se envuelve una bobina flexible alrededor del área de soldadura y la corriente alterna dentro de las bobinas crea una corriente dentro del metal que se calienta desde adentro. La respuesta térmica rápida, el costo más bajo a largo plazo para consumibles y las bobinas de inducción reutilizables están haciendo de la inducción una herramienta favorita para la fabricación de tuberías de gran volumen.
- quemadores de gas de alta velocidad para cuando es necesario tratar áreas más grandes del material o cuando se va a aplicar cocción dentro de un recipiente a presión (use la propia carcasa del recipiente como horno) Grado deficiente de control de temperatura
Requisitos de la banda de remojo
241562 PWHT -ñona Para PWHT local, el ancho del material en la banda de remojo (que cae dentro de un rango de temperatura específico) no puede ser menor que los anchos del código:
- ASME Sección VIII: Banda de remojo = 2 x espesor de soldadura o 50,8 mm (2”) de material base desde el centro de soldadura, el que sea más pequeño.
- ASME B31.3: Banda de remojo = ancho total de soldadura + 1” (25,4 mm) en ambos lados.
- BS EN 13445 banda calentada=5(Rt), R=radio del recipiente, t=espesor de la pared=5(diámetro del recipiente dividido por 2 X espesor de la pared)
Paquete de documentación
Un paquete de documentación en 4 partes acompaña el ciclo chaque de PWHT para una pieza conforme,
- Registro de tratamiento térmico (ID de soldadura, componente, fecha, operador)
- Traza del registrador gráfico de tiras (curva tiempo-temperatura para cada termopar)
- Certificado de calibración de termopares y equipos de control (NIST-traceable)
- Registro de Conformidad (Procedimiento PWHT/cualquier salida y resolución)
¿qué sucede cuando te saltas PWHT?
Renunciar al tratamiento térmico posterior a la soldadura (PWHT) cuando sea obligatorio o cuando las condiciones de servicio lo requieran da lugar a tres clases de resultados: problemas metalúrgicos que ocurren de inmediato; fallas durante el servicio que surgen después, no durante, la operación; y cuestiones potencialmente costosas de conformidad y responsabilidad.
Dureza y microestructura inmediata: las soldaduras P91 en condiciones soldadas tienen una dureza HAZ de 350-420HV (límite de código 250HB), lo que hace que el área de soldadura esté fragilizada y sea vulnerable a fallas bajo impacto o choque térmico antes del servicio.
Craqueo retardado de hidrógeno El agrietamiento retardado de hidrógeno puede ocurrir en cualquier momento entre 24 y 72 horas después de la soldadura, cuando los soldadores e inspectores ya no están en el sitio. El hidrógeno se difunde a sitios de microestructuras de riesgo duro donde crea las condiciones para que las grietas se nucleen bajo una tensión residual de tracción y se propaguen desde lugares con mayor concentración de tensión. La falla de varias plataformas de estructuras autoelevables en alta mar se ha atribuido directamente a una falla al incluir un precalentamiento o PWHT como parte de las reparaciones de la soldadura.
Craqueo en servicio -Reciflado tipo IV en P91: El defecto predominante que limita la vida útil de la falla en las soldaduras P91 de la planta de energía es el agrietamiento tipo IV que se inicia en la ZAT de grano fino donde los metales de soldadura y del material base se encuentran debido a la fluencia de las soldaduras en el zona de tensión residual de la ZAT. La aplicación adecuada de PWHT con control preciso de la temperatura reducirá significativamente esta tensión residual y retrasará el inicio de la grieta.
⚠ Riesgo de SCC sin PWHT en entornos ácidos y cloruros
Para que se inicie y crezca el agrietamiento por corrosión bajo tensión son necesarios tres elementos: material sujeto a fragilización, la presencia de un ambiente corrosivo y una tensión de tracción aplicada. El tratamiento térmico post-soldadura adecuado proporciona el tercer componente esencial. Las pruebas han demostrado que una soldadura en servicio que ha sido sometida a PWHT 650°C falló por IGSCC, pero en estado de soldadura, este tipo de soldadura en servicio tiene numerosos incidentes de grietas.
Para que se inicie y crezca el agrietamiento por corrosión bajo tensión son necesarios tres elementos: material sujeto a fragilización, la presencia de un ambiente corrosivo y una tensión de tracción aplicada. El tratamiento térmico post-soldadura adecuado proporciona el tercer componente esencial. Las pruebas han demostrado que una soldadura en servicio que ha sido sometida a PWHT 650°C falló por IGSCC, pero en estado de soldadura, este tipo de soldadura en servicio tiene numerosos incidentes de grietas.
PWHT en generación de energía: calderas, recipientes y carretes de tuberías
Ningún sector manufacturero está sujeto a requisitos de servicio más exigentes como la industria de generación de energía, debido a factores como; presiones elevadas, carga del ciclo térmico, temperaturas de varios cientos de grados y décadas de vida operativa. Junto con los requisitos de material P91/P92 en todos los espesores de pared, construcción de secciones gruesas y estrictos cronogramas de inspección en servicio, está claro por qué el cumplimiento de PWHT define la calidad del proyecto en la generación de energía.
La calidad de la soldadura previa determina cuánto trabajo debe realizar PWHT. Una soldadura con temperatura entre pasadas mal controlada deposita pasadas sucesivas con un contenido elevado de hidrógeno y zonas HAZ endurecidas. El tratamiento térmico debe compensar estos problemas compuestos. La soldadura robótica con monitoreo integrado de la temperatura entre pasadas controla estas variables aguas arriba, entregando soldaduras que responden de manera más predecible al tratamiento.
📊 Caso: Cabecera de caldera de la provincia de Henan « Sistema de soldadura robótica Zhouxiang
Para calificar 280 uniones de soldadura de tubo a cabezal en un constructor de plantas de energía alimentadas con carbón en la provincia de Henan para cumplir con el código 31.1 (temperatura máxima entre pasadas de acero 250C P22), nuestras soluciones de soldadura robótica brindaron un control constante de la temperatura entre pasadas en cada junta mediante termopar y predictivo. Software. Reducción de la tasa de rechazo de pruebas radiográficas; (9.0%) manual versus (1.8%) robot -an-una disminución de 80%. Pago de 18 meses debido a la reducción de la soldadura correctiva y el costo de las pruebas PWHT.
Para calificar 280 uniones de soldadura de tubo a cabezal en un constructor de plantas de energía alimentadas con carbón en la provincia de Henan para cumplir con el código 31.1 (temperatura máxima entre pasadas de acero 250C P22), nuestras soluciones de soldadura robótica brindaron un control constante de la temperatura entre pasadas en cada junta mediante termopar y predictivo. Software. Reducción de la tasa de rechazo de pruebas radiográficas; (9.0%) manual versus (1.8%) robot -an-una disminución de 80%. Pago de 18 meses debido a la reducción de la soldadura correctiva y el costo de las pruebas PWHT.
📊 Caso: Producción de carretes de tubería Vietnam P22 « Cumplimiento ASME B31.1
En Vietnam, un importante contratista EPC utilizó un sistema automatizado de soldadura de tuberías Zhouxiang para la fabricación de la línea de vapor principal ASTM A335 P22 según el código ASME 31.1: incluye; Precalentamiento 200C, control automatizado de temperatura entre pasadas, inspección radiográfica PWHT y 100% que produce 14 carretes por día. Tasa de rechazo robótico (2,1%) frente a equivalente (en lo que respecta al requisito de código), incluido el seguimiento de PWHT.
En Vietnam, un importante contratista EPC utilizó un sistema automatizado de soldadura de tuberías Zhouxiang para la fabricación de la línea de vapor principal ASTM A335 P22 según el código ASME 31.1: incluye; Precalentamiento 200C, control automatizado de temperatura entre pasadas, inspección radiográfica PWHT y 100% que produce 14 carretes por día. Tasa de rechazo robótico (2,1%) frente a equivalente (en lo que respecta al requisito de código), incluido el seguimiento de PWHT.
Controlar la temperatura entre pasadas, es decir, por encima del mínimo requerido por el código y por debajo de cualquier nivel crítico preestablecido es un aspecto clave de la fabricación de Cr-Mo de alta calidad: mantenerlo garantiza que entre menos hidrógeno en la soldadura durante el proceso de soldadura, reduciendo así el potencial de grietas relacionadas con el hidrógeno antes de PWHT. También ayuda enormemente a acortar el tiempo de remojo de PWHT y permite una microestructura de soldadura más uniforme para una relajación completa de la tensión más fácil, minimizando así el retrabajo. El beneficio de integrar la soldadura robótica en su proceso con un control automatizado preciso es innegable a partir de los resultados de PWHT posteriores.
Descubra cómo Zhouxiang apoya la fabricación de generación de energía en Soluciones de robots de soldadura para la industria energética →
Inspección post-PWHT: Pruebas de dureza y END

PWHT completa el bucle. Confirmar que obtienes los efectos metalúrgicos deseados es la segunda parte. Esto requiere una secuencia programada de inspecciones para evaluar tanto el material (dureza para aliviar tensiones y templar) como la soldadura (NDT). El resultado confirmará que PWHT no ha comprometido la integridad de la soldadura.
Criterios de aceptación de dureza
| Material/grado | Dureza máxima después de PWHT | Método de prueba | Código/referencia |
|---|---|---|---|
| P91 « metal de soldadura y HAZ | ≤250 HB/265 HV/25 HRC | Brinell o Vickers | ASME / muchas especificaciones del propietario requieren 248 HB máx |
| P-No. 1 acero al carbono | ≤ 200 HB (estándar de la industria); ≤ 225 HB (algunas especificaciones) | Brinell | API 582; NACE para servicio amargo |
| P-No. 1 acero al carbono (gama típica) | 140 «160 HV en la práctica | Vickers | B31.3 no exige pruebas para P-1; API 582 lo hace en servicio corrosivo |
| Aceros Cr-Mo de baja aleación | ≤235 HV / ≤22 HRC | Vickers o Rockwell | NACE/ISO 15156 para ambientes ácidos |
Dureza. ASME B31.1 y B31.3 especifican pruebas de dureza para 100% de soldaduras PWHT locales y al menos 10% de soldaduras tratadas con hornos discontinuos cuando se menciona un límite de dureza. Cabe señalar que ASME B31.3, Tabla 331.1.1, no especifica un requisito de dureza máxima para el acero al carbono, P-No.1, donde el PWHT local de las tuberías de acero al carbono se convierte en un requisito del Código a través de especificaciones externas (requisito del cliente o NACE).
Secuencia de END después de PWHT
Pruebas no destructivas. Lo más común es realizar pruebas no destructivas de reparaciones soldadas en código después de PWHT, no antes. Esto se debe a que PWHT puede introducir ciertas tensiones residuales que podrían deprimir las indicaciones ultrasónicas y cambiar la densidad de la radiografía, lo que dificulta la detección de fallas menores.
- Radiografía. El procedimiento estándar para soldaduras a tope de tuberías de acuerdo con ASME B31.1 y B31.3 para evaluar indicaciones volumétricas posteriores a PWHT como escoria y porosidad.
- Ultrasónico. Más común para recipientes a presión de paredes gruesas donde la geometría puede afectar la captura de películas de radiografía. (La difracción del tiempo de vuelo, TOFD, es cada vez más popular en proyectos de tuberías P91).
- Travesía de dureza: El mapeo sistemático de dureza en soldadura, HAZ y metales comunes (normalmente 3,5 puntos por zona) valida la eficacia de PWHT.
Tendencias y perspectivas de PWHT 2025-2026

Tres fuerzas están empujando a PWHT más allá de sus límites actuales.
GB/T 30583-2026-Una nueva norma nacional en China. La nueva norma china GB/T 30583-2026, “Especificación para el tratamiento térmico posterior a la soldadura de equipos a presión”, fue emitida en marzo de 2026 por la Administración Estatal para la Regulación del Mercado. Por primera vez, esta norma presenta un método objetivo más allá del juicio puramente empírico. El método de diferencia de energía, presentado en el Apéndice G, se basa en un principio físico que vincula los niveles de tensión residual con una diferencia física calculable en el trabajo requerido para lograr ciertas hendiduras. En comparación con un margen de error de solo 5MPa, en comparación con 15MPa cuando se evalúa mediante métodos tradicionales como la difracción de rayos X, representa un avance importante en la evaluación de los resultados de PWHT en equipos de presión de carbono y acero de baja aleación.
La mayor demanda de infraestructura de hidrógeno impulsará la utilización de aleaciones PWHT especializadas. A medida que se acelera el desarrollo de la infraestructura de hidrógeno (incluidas las instalaciones de electrólisis, la tecnología de reformadores y las tuberías de distribución de alta presión), aumenta la demanda de aceros de alta calidad P91 y P92. Ambas aleaciones requieren absolutamente tratamientos térmicos previos y posteriores a la soldadura, y tienen poca o ninguna tolerancia a las desviaciones de las temperaturas especificadas, lo que significa que PWHT para estos grados exige sistemas de garantía de calidad en la fabricación estrictamente controlados e idealmente automatizados.
Monitoreo digital de PWHT: los registradores de gráficos en tiras están siendo reemplazados por registradores de datos digitales en red que tienen funciones de documentación basadas en la nube. La visualización remota de datos de temperatura en vivo en paneles permite al personal de control de calidad remoto ver la actividad de tratamiento térmico en curso, mientras que los certificados de calibración de termopares y los registros de tratamiento térmico ahora se integran más comúnmente directamente en el software de gestión de soldadura. La revista Thermal Processing identificó este cambio digital «incluido el mantenimiento predictivo de los equipos PWHT « como una tendencia definitoria para 2024. Esto se alinea directamente con los requisitos de seguimiento de auditoría de ASME, que exigen una cadena de custodia clara desde la calibración del termopar hasta la aprobación final del enfriamiento.
Preguntas frecuentes sobre el tratamiento térmico posterior a la soldadura
¿se requiere tratamiento térmico posterior a la soldadura para todas las soldaduras de acero al carbono?
No. ASME B31.3 (2014 y posteriores) no requiere PWHT en P-No. 1 materiales de cualquier espesor. Pero tan pronto como el espesor de la pared exceda 1” (25 mm) en P-No. 1 debe precalentar hasta un mínimo de 200F (95C). En ASME Sección VIII P-No. 1 solo se requiere con un espesor de pared de 1,25-1,50”. Además, en servicios amargos aún puede necesitar un PWHT según NACE/ISO 15156 según las pruebas de dureza, independientemente del espesor del material.
¿qué temperatura se utiliza para el tratamiento térmico posterior a la soldadura?
El tiempo de espera depende de los requisitos de temperatura del material y eso a su vez depende del grupo de materiales. El acero al carbono (P-No.1) se trata entre 1100-1325F (595-720C), el Cr-Mo típico entre 1250-1350F (680-730C) y P91 entre 1350-1425F (730-770C), con una tolerancia estricta de ±30C en toda la soldadura y la zona circundante. Una temperatura demasiado alta y se acerca a la transformación Ac1, y corre el riesgo de una reaustenitización seguida de un endurecimiento a medida que se enfría. Por lo tanto, “más caliente es mejor” puede ser peligrosamente incorrecto. A más de 790C (1450F), P91 comienza a aumentar la resistencia a la fluencia con el tiempo al destruir permanentemente las dispersiones finas de los precipitados de M23C6. Encontrará el rango correcto requerido para cualquier material en las tablas de códigos ASME y las especificaciones del procedimiento de soldadura.
¿cuánto tiempo lleva un ciclo PWHT?
Un ciclo completo de tratamiento térmico implica un calentamiento controlado a la temperatura especificada, manteniendo la pieza de trabajo a una temperatura (el remojo) y un enfriamiento controlado por debajo de 400 °C (750 °F). Para los P-Nos de acero típicos, el remojo por sí solo es de un mínimo de 1 hora por pulgada de espesor de pared, y P91 es de un mínimo de 2 horas independientemente del espesor. Si tengo una carcasa de recipiente de 2” de espesor, mi remojo mínimo por sí solo sería de dos horas. Esto, junto con el tiempo para calentar la pieza de manera uniforme a las velocidades máximas permitidas por ASME (por ejemplo, 200 F/h para una pared de 2”), entonces el tiempo para enfriarla adecuadamente significa que el ciclo total puede ser de 8 a 16 horas, dependiendo de la pieza y si se realiza un tratamiento en el sitio o en el taller.
¿se puede realizar PWHT localmente sin colocar toda la estructura en un horno?
Sí. El PWHT local está permitido según las aplicaciones B31.1 y B31.3 para soldaduras de tuberías y boquillas, generalmente con mantas calefactoras de resistencia eléctrica o bobinas calefactoras por inducción. Las especificaciones del código ASME aún requieren anchos específicos a cada lado de la soldadura, de modo que la banda de remojo en cada lado sea 2 veces el espesor de la soldadura o 2” mínimo, lo que sea menor en los recipientes ASME VIII; Los códigos B31 generalmente utilizan una banda de remojo de 8” para las tuberías. La cobertura de temperatura y la uniformidad siguen siendo las mismas, ya que los requisitos del horno y la documentación son idénticos (gráfico de tiras, etc.).
¿cuál es la diferencia entre el tratamiento térmico de precalentamiento y post soldadura?
El tratamiento térmico previo y posterior a la soldadura (PWHT) en realidad resuelve los mismos dos problemas (estrés residual y agrietamiento por hidrógeno) en dos etapas separadas en la secuencia de soldadura. El precalentamiento ocurre antes, durante y justo después de la soldadura. Reducir la velocidad a la que la soldadura y el enfriamiento HAZ permiten que el hidrógeno difusible tenga más tiempo para difundirse fuera de la red y minimiza el diferencial térmico que induce tensiones residuales.
PWHT ocurre después de que se ha enfriado la soldadura completa. Esto relaja la tensión residual que se ha bloqueado en la soldadura y, lo que es más importante en el caso de los grados Cr-Mo, convierte la martensita quebradiza en una estructura templada mucho más resistente. Más comúnmente, también se requiere precalentamiento incluso cuando también se realiza pwht.
El precalentamiento sin PWHT puede satisfacer algunas exenciones de código; El PWHT sin precalentamiento rara vez es aceptable para aceros de alta aleación como el P91.
¿el acero inoxidable requiere PWHT después de soldar?
Los aceros inoxidables austeníticos convencionales (como 304 y 316) NO deben sufrir alivio de tensión térmica PWHT. Las temperaturas convencionales utilizadas para el acero al carbono (595-720 C) colocan la pieza directamente en la ventana de precipitación de carburo donde se promueve la corrosión; el proceso destruye la resistencia inherente a la corrosión. Los aceros dúplex a menudo se benefician del recocido en solución post-soldadura (1020-1100 C) para reformar su equilibrio microestructural óptimo, pero PWHT es distinto de esto.
¿qué dureza es aceptable después del tratamiento térmico posterior a la soldadura?
Los criterios de aceptación varían según el material y la aplicación. El metal de soldadura P91 y la HAZ deben medir ≤250 HB (≤265 HV) después de PWHT. Muchas especificaciones del propietario lo ajustan a un máximo de 248 HB. Acero al carbono P-No. 1 soldaduras normalmente caen en el rango 140-160 HV después de PWHT; Las tapas estándar de la industria son 200 HB (API 582) y 225 HB para algunas aplicaciones no ácidas. En entornos H2S ácidos, NACE/ISO 15156 limita la dureza del metal de soldadura y la HAZ a 22 HRC (aproximadamente 237 HB) independientemente del material, porque una mayor dureza aumenta drásticamente la susceptibilidad al agrietamiento por tensión del sulfuro de hidrógeno.
¿sus soldaduras están listas para PWHT antes del tratamiento?
La soldadura robótica con control automatizado de temperatura entre pasadas ofrece una calidad de soldadura constante previa a PWHT: microestructura HAZ controlada, contenido de hidrógeno definido y entrada de calor documentada en cada junta. Zhouxiang ha apoyado a los fabricantes de generación de energía desde Henan hasta Vietnam con sistemas de soldadura compatibles para aplicaciones ASME B31.1 y ASME BPVC.
Explore los robots de soldadura de la industria energética →
Tendencia ahora