Свяжитесь с Чжоусяном

Что такое коботная сварка? Полное руководство для начинающих по совместной роботизированной сварке
Содержание
показывать
В этом руководстве рассказывается о том, что нужно покупателям производства перед покупкой системы сварки cobot: как работает технология, с какими процессами она хорошо справляется (и где она не работает), что на самом деле требуют 2025 стандартов безопасности (включая значительное изменение соответствия требованиям) большинство существующих руководств упускают из виду, как цены сравниваются на рынке, и как рассчитать, соответствует ли период окупаемости конкретным цифрам вашего магазина.
Чжоусян разрабатывает системы сварочных роботов с 1991 года, которые используются в судостроении, стальной конструкции и производстве мостов. Тематические исследования и спецификации в этом руководстве напрямую основаны на этом опыте развертывания.
Краткий обзор коботной сварки: краткие справочные характеристики
Прежде чем приступить к обсуждению поставщиков, эти основные спецификации содержат рекомендации о том, чего ожидать от сварщика-кобота относительно ваших потребностей. Они включают в себя:
| Спецификация | Кобот Сварщик | Промышленный сварочный робот |
|---|---|---|
| Емкость полезной нагрузки | 5 — 15 кг | 10 — 350 кг |
| Кобот достигайте | 500 — 1,300 мм 1,300 мм | 800 (800 мм) 3,900 мм |
| Повторяемость | ±0,025 — ±0,02 — 1 мм | ±0,02 — ±0,05 мм |
| Время программирования (новая часть) | 4 ƒ6 часов | 2 ƒ5 дней |
| Требуется защитное ограждение | Нет (PFL + сканер области) | Да (жесткая охрана или SSM) |
| Базовый ценовой диапазон | $10,000 北$50,000 | $50,0000 北TP4T200,000+ |
| Маленький след | <2 м² (переносные варианты) | 6 25 м² (f фиксированная ячейка) |
| Минимальный размер партии | 1 часть | Рекомендуется ~50 деталей |
| Процессы | МИГ, ТИГ, плазма, лазер, пятно | МИГ, ТИГ, плазма, лазер, пятно, ПАВ |
The Чжоусян коллаборативный сварочный робот находится на начальном уровне этого рынка ♪ начиная с $10,000 — база $20,000, с магнитным базовым креплением, программированием с перетаскиванием и обучением, а также отслеживанием дуги, включенным в стандартную комплектацию Полные спецификации системы рассматриваются в разделе затрат ниже.
Что такое коботная сварка? Совместные компоненты роботов и обзор системы
Что такое кобот в сварке?
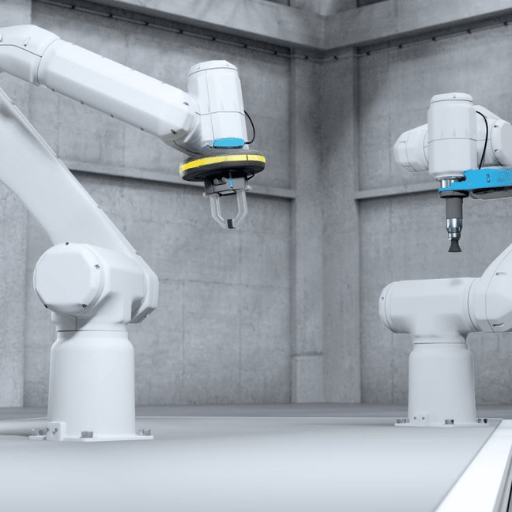
Совместный робот (кобот) сварщик состоит из роботизированной руки с ограниченным усилием, интегрированной с источником питания сварщика, горелкой и подающим проволокой, и сварочным щитом подачи газа.Сотрудничество здесь относится к ограничению мощности и силы (PFL) — рука остановится или замедлится при обнаружении контакта с человеком или объектом и, таким образом, сможет работать на активных цехах без физических барьеров вокруг ячейки.
В этом реальная разница между коботом и обычным промышленным роботом: В обычном роботизированном приложении оператор работает вдали от ячейки со скоростью 100% в жестко защищенной или заштрихованной среде. в приложении кобота оператор работает рядом. эта разница определяет все: от стоимости ячейки до обучения операторов и перехода.
Эти восемь компонентов составляют полную систему сварки коботов:
- Кобот-рука (Cobot arm) 6-осевой робот с ограничением силы, который держит сварочную горелку, Обычно они достигают от 500 до 1300 мм; они могут нести от 5 до 15 кг (вес от 12 до 30 кг для портативных версий).
- Источник питания сварки - GMAW-рейтинг или многопроцессный инверторный сварщик, который принимает сигналы включения/выключения от контроллера cobot.170 ампер - это максимальный ток, с которым может справиться сварщик.
- Сварочная горелка — факел с воздушным охлаждением, подходящий для общего изготовления (~300А dc) или факел с водяным охлаждением для высоких усилителей непрерывного действия, если (>300А).Факел является предметом с самым высоким износом, что приводит к замене наконечника и вкладыша в качестве основных факторов ежегодных расходных материалов.
- Проволочный питатель — система подачи проволоки с барабана или катушки с нажатием или нажатием с нажатием на скорость/скорость. типичные диаметры проволоки составляют 0,8-1,6 мм для стали GMAW и 2,0-4,0 мм для более тяжелых конструкционных применений.
- Экранирующие газы поставляют — 75/25 Ar/CO для большинства сварки MIG из углеродистой стали, затем чистый аргон для сварки TIG, затем смеси Ar/He для сварки нержавеющей и алюминиевой сварки. Скорость потока обычно составляет 15-25 CFH и контролируется с помощью соленоида, который реагирует на сигнал дугового включения.
- Обучить кулон или драганд-учить интерфейс для оператора — вининное определение пути к сварке Современные системы предлагают настольный драганд-учить (без программного обеспечения) с также кулонной пробежкой для точного управления.
- Контроллер Cobot (Кобот) управляет параметрами безопасности PFL, определением зоны совместной работы, ограничением скорости и последовательностью движения. В совместимой системе контроллер имеет сертификат функциональной безопасности (PLd, SIL 2).
- Датчик слежения за дугой (опционально/высокое значение) — лазер или отслеживание сквозного дугового шва, который распознает местоположение соединения и компенсирует его в режиме реального времени. Может справиться с совместной посадкой 2-4 мм без какого-либо вмешательства оператора.
Распространенная ошибка: коботы не обязательно все роботы, и не обязательно все дружелюбные к сварщикам. многие 6 осей позы с надписью ‘сотрудничество’ имеют менее чем требуемую грузоподъемность, тепловые возможности или интерфейс горелки для поддержания рабочих циклов дугового включения с высокой силой тока (выше 40%). робот-кобот, специализирующийся на сварке, имеет специальный интерфейс горелки, расширенные алгоритмы коррекции TCP и контроллер, рассчитанный на дежурное циклическое движение дуговым включением дуги и дуговым отключением (выше 40%). Робот-кобот, предназначенный для других манипуляций не для других манипуляций.
Сварка коботов против сварки промышленных роботов: матрица решений

Чем отличается робот-сварщик от кобота?
Промышленный сварочный робот работает внутри “жестко охраняемой” или световой занавес ячейки, с максимальными скоростями примерно 1-2м/сек. Обычно, никакие человеческие операторы не допускаются на пол, пока робот работает. сварщик cobot использует ограничение мощности и силы и определение площади, чтобы уменьшить скорость или остановиться, когда люди входят в рабочее пространство. Эта разница функций течет во все, что касается покупки: требуемое пространство, время интеграции, переключение, потребности оператора и оптимальный размер партии.
| Фактор | Кобот Сварщик | Промышленный сварочный робот |
|---|---|---|
| Препятствия безопасности | Не требуется (ISO 10218:2025 PFL) | Требуется (жесткая охрана или SSM) |
| Стоимость сборки сотовой ячейки | $5,000 $15,000 | $30,0000 北TP4T80,000 |
| Время смены детали | 15 ound60 мин (дрэг-энд-тич) | 4 — 2 часа программирования (автономно) |
| Пиковая пропускная способность MIG | 80 — 120 см/мин | 150 — (диск) 250 см/мин |
| Повторяемость | ±0,05 — ±0,05 мм.1 мм | ±0,02 — ±0,05 мм |
| Сладкое место размера партии | 1 — 200 частей/прогон | 500+ деталей/бег |
| Высокосмесительный малообъемный | Отлично | Плохо (перепрограммирование на часть) |
| Требование к навыкам оператора | Базовые сварочные знания (1-сменное обучение) | Робот-программист + инженер сварщиков |
| Площадь пола | 1 ₽3 м² (маленький след) | 6 — фиксированная ячейка площадью 25 м² |
Дерево решений из трех вопросов — ответьте на них перед оценкой поставщиков:
- Если еженедельный размер партии 3 типа Сварщик Cobot
- Если еженедельный размер партии >500 деталей и установка одной или двух частей Промышленный робот
- Если партия 50-500, умеренное разнообразие деталей. Оценка производится на основе геометрии детали и целевого показателя окупаемости
- Если имеется площадь пола<4м Сварщик Cobot (или портативные версии с магнитной основой)
- Если необходим более жесткий допуск на сварку, чем 0,03 мм, промышленный робот (или кобот + отслеживание шва)
Один опыт интеграторов, который стоит отметить перед подписанием: след кобота прямолинейный ♪ 1 2 квадратных метра. Где все усложняется: где следующий этап поддона? Где стоит оператор, пока работает кобот? Большинство магазинов проводят 60 дней после доставки, повторяя расположение ячеек, не из-за робота, а потому, что никто не планировал поток материала вокруг него. Относитесь к этому как к изменению процесса, требующему перепроектирования цеха, а не к установке оборудования.
О работах, превышающих требования кобота к пропускной способности на длинных линейных сварных швах, см. Чжоусян рельсовые станции сварочных роботов и наш обзор промышленные сварочные рабочие станции для автоматизации фиксированных ячеек.
Процессы сварки коботов: газометаллическая дуговая сварка, TIG, лазер и плазма

Газовая металлическая дуговая сварка (GMAW) (больше всего упоминается как MIG — отвечает за около 80% сварных швов cobot в производстве. универсальность контроля над скоростью подачи проволоки, непрерывной стабильной дугой и прощающим поведением луж на углеродистой стали делает это сравнительно низкой платформой риска для магазина, развертывающего ручной MIG в цехе. Если в настоящее время в вашем магазине используется ручной MIG, cobot, настроенный в режиме GMAW, является наиболее прямым подходом к автоматизации этой операции с наименьшими нарушениями.
| Процесс | Лучшие материалы | Диапазон толщины | Скорость путешествия Кобота | Кобот Пригодность |
|---|---|---|---|---|
| МИГ/ГМАУ | Углеродистая сталь, SS, алюминий | 1 — 2 мм | 45 — 120 см/мин | – Отлично |
| ТИГ/ГТАУ | СС, алюминий, титан | 0.5 — 12 мм | 20 — 60 см/мин | – Хорошо |
| Плазменная сварка | Углеродистая сталь, SS | 1 — 20 мм | 30 — 90 см/мин | – Хорошо |
| Лазерная сварка | Тонкий манометр, прецизионные детали | 0.1 — 0,1 мм 8 мм | 100 (диск 500+ см/мин) | – Отлично |
| Точечная сварка | Листовой металл, автомобильный | 0.5 — мм 5 мм | Н/Д (время пребывания) | – Хорошо |
| Погружная дуга (ПВ) | Тяжелоуглеродистая сталь | 8 — 80 мм | Переменная (медленная) | — ограничено |
⚙ Инженерное примечание: Переключение процессов на коботном сварщике
Переключение с MIG на TIG на коботе сегодня предполагает только смену факела и набора параметров. перепрограммирование на путь робота больше не требуется (на платформе управления Bochu Чжоусяна).Операторы сохраняют отдельные “recipes” для MIG и TIG и получают доступ к ним из меню, следуя тем же движениям робота. Время смены факела (после подготовки нового метода): около 15 минут обученным оператором.
Лазерная сварка с коботом стала более практичной для прецизионного листового металла и промышленного применения. Она обеспечивает 4-5 более высоких скоростей хода по сравнению с газовой вольфрамовой дуговой сваркой (GTAW) на материале до 6 мм (дюйм), что делает ее процедурой выбора для цикла чувствительного к времени производства.
Две части данных цеха-пола, которые особенно информативны для обучения персонала оператора и планирования процессов: во-первых, переходы сварки догоняющего типа - это случаи, когда точность отслеживания дуги считается — коботу необходимо повторно приобретать соединение в каждой новой позиции прихватки, и поле - распространено изготовленное изменение положения прихватки к прихватке 2-4 мм. Во-вторых, модели переплетения, запрограммированные на компенсацию зазоров в суставах, требуют тщательно настроенного контроля над усилением, чтобы избежать недозаполнения пальца сварного шва на угловых сварных швах размером более 8 мм (дюйм).
Уилл Хили III, менеджер по разработке приложений Universal Robots, представил от имени своей компании в Американском обществе сварщиков (AWS) в 2024 году, как сварка коботов перешла от “proof концепции” к развертыванию с проверкой производства; в настоящее время в магазинах в среднем 35 коботов производятся, прежде чем приступить к полноячеистой фиксированной автоматизации.
Ключевые области применения: где сварка коботов дает самые сильные результаты
Сварка коботов лучше всего подходит для условий, когда сложность деталей высока, размер партии умерен, а скорость репозиционирования имеет значение. Ниже перечислены четыре производственные ниши, где было показано, что инвестиции приносят наибольшую прибыль.
Судостроение — основной чехол для использования
Доступен непосредственно через магнитные основания, коботы крепятся к стальным секциям корпуса, панелям палубы и узлам переборок (не требуется установка приспособления, сборка элементов не требуется). На линиях панелей, повторяющихся по секциям от 10 до 20 метров, кобот, запрограммированный на отслеживание дуги для адаптации к изменению зазора между суставами (типичный зазор 3 мм при установке судовой стали), может превзойти ручную переоснастку сварщика для новой работы. Один оператор может наблюдать за двумя коботами, сваривающими соседние панели без усталости.
Четыре сустава делая совместные сварочные роботы на магнитных основаниях, перепозиционированные одним рабочим вставил все пластины основания и переместиться от одного сварного шва панели переборки к другой панели переборки уплотнения.Подготовить каждое новое местоположение панели: дешево 5min, темп для сварки: 45cm/min, по сравнению с 28cm вручную сваркой.The coint подогнанный допуск до 3mm, отслеживание дуги автоматически продается в проводящем соединении.Оператор для самообеспечения:1 сдвиг.
Менеджер по производству, Береговая верфь Цзянсу (развертывание в Чжоусяне, 2024 г.)
Более подробное описание конфигураций коботов, специфичных для судостроения, см. в разделе "Чжоусян" решения судостроительных сварочных роботов.
Изготовление стальной конструкции
Конструкционная стальная сборка — колонны, усиленные узлы фасонных балок, ребра жесткости, кронштейны, переходные пластины и крепежные пластины, требует набора деталей с очень широким диапазоном отверстий, размеров и положений элементов, с узким набором общих геометрий соединений, таких как стыковые сварные швы, угловые сварные швы и соединения. Производство на основе Кобота хорошо подходит для этих применений, поскольку путь сварки, который необходимо перетаскивать и натягивать, можно легко отразить, смещать или учитывать процент композиции без повторного обучения программы. Повышение производительности будет зависеть в первую очередь от более надежной продолжительности дуги, чем скорость: кобот может надежно оставаться дугой около 4560 минут/час по сравнению со средним значением 1822 минут/час для ручного сварщика, который постоянно меняет положения, шлифует и проверяет детали.
Обратитесь к Чжоусяну системы сварки стальных конструкций, Wu & Wu, или наш AWS D1.1-свинцовый руководство сварки конструкции для механизмов автоматизации, соответствующих стандартам AWS.
Магазины по производству и трудоустройству High-Mix
Размеры партий от 5 до 50 деталей с несколькими семействами деталей в течение смены делают промышленных роботов неэкономичными: время программы больше времени производственного цикла. кобот, которому требуется 30-45 минут времени ‘переобучения’ для новой геометрии деталей, по-прежнему быстро возвращает его за счет уменьшения времени простоя. Производители с большим количеством смеси и малым объемом чаще всего находят самый высокий чистый ROI в час в системах коботов, а не самую высокую производительность.
Энергетическое оборудование и тяжелая промышленность
Компоненты котла, рамы генераторов, корпуса трансформаторов и узлы сосудов под давлением в основном имеют однородную геометрию, но швы разной длины. Используйте отслеживание дуги для компенсации позиционного дрейфа в сборке по мере расширения во время сварки. Это распространенный источник изменения качества сварки оператора при длительных пробегах. длиной более 1 метра; см., например, пример Чжоусяна решения сварочных роботов в энергетической промышленности для конфигураций коботов с поддержкой отслеживания дуги в этой отрасли.
Где кобот-сварка - неправильный инструмент: сварные швы тяжелого сечения, требующие непрерывной силы тока 400А+ на 30-минутных дугах (горелка с водяным охлаждением может преодолеть это, но добавляет большой вес и стоимость), многопроходные сварные швы на пластине толщиной более 30 мм, когда межпроходной контроль является обязательным, и любая работа, требующая одновременного и скоординированного движения с помощью вращающегося позиционера (что требует более совершенного контроллера ячеек, чем у большинства коботов нижнего сегмента).
Безопасность сварки коботов: требования ISO 10218:2025 и конструкция беззаборных ячеек
критическое обновление соответствия (2025)
ISO/TS 15066 (специальные спецификации безопасности роботов для совместной работы) был объединен в обновленный стандарт ISO 10218:2025 с 2016 г. Комбинация двух стандартов (ISO 10218-1/-2 и ISO/TS 15066), которая использовалась в течение десятилетия, больше не применима в качестве независимых документов. В конце концов, любая ячейка кобота, разработанная или оцениваемая с помощью прежнего подхода двух стандартов, должна будет быть повторно проверена с помощью ISO 10218:2025.
ISO 10218:2025 определяет четыре режима работы совместных предприятий, которые могут состоять из сварных ячеек
- Остановка с контролем безопасности (SMS). Остановка с полным контролем (SMS). Полная остановка робота при входе человека в назначенную зону очищается. Он возобновляется, когда его больше нет в зоне.
- Ручное управление (Hand Guiding) (Ручной оператор) направляет робота на более медленной скорости, беря на себя управление запрограммированным путем
- Мониторинг скорости и разделения (SSM) — робот замедляется по мере приближения человека; безопасно останавливается, прежде чем может ударить человека
- Робот для ограничения мощности и силы (PFL) — продолжает свою работу; предотвращает травмы, ограничивая силу при ударе (150 Н для большинства частей тела, 65 Н для чувствительных анатомических областей)
Большинство рабочих ячеек для сварки коботов производства используют комбинации SSM и PFL. Зона дугового нажатия требует дополнительных мер безопасности, нейтральных с точки зрения оборудования: сварочная дуга излучает УФ-излучение, брызги и дым, которые создают угрозу безопасности независимо от скорости робота.
Соответствующий контрольный список сварочного кобота без забора — контрольный список Prestart
- Сканер зоны с рейтингом безопасности (SIL 2, или уровень производительности d согласно ISO 13849-1)
- УФ-непрозрачные сварочные шторы (защита от дугового вспышки независимо от мер безопасности робота)
- Экстракция дыма (OSHA PEL: марганец 0,2 мг/м TWA, шестивалентный хром 0,005 мг/м)
- Документированная оценка риска в соответствии с методологией рисков ISO 12100 + EN 1050
- Записи сертификации PFL: контактное усилие ≤150 Н, ≤65 Н для чувствительных анатомических зон
- Средства экстренной остановки в соответствии с пунктом 5.5 ISO 10218:2025 (остановка категории 1 в соответствии с IEC 60204-1)
- Декларация CE со ссылкой на ISO 10218:2025 (а не ISO/TS 15066 — сейчас прекращена как отдельный стандарт)
Стандартное руководство OSHA по робототехнике подтверждает соответствие стандарту ISO 10218, а документированная оценка рисков в соответствии с ISO 12100 соответствует общему положению об обязанностях для большинства производственных приложений в США. RIA TR R15.606 предоставляет рекомендации по совместной эксплуатации для конкретных предприятий, которым необходимы записи структуры ANSI, наряду со стандартами ISO.
Существующие ячейки до середины 2025 г. в соответствии со схемой ISO 10218:2011 + ISO/TS 15066 увеличивают обязательства до 2026 г. Требуется переквалификация для ячеек, которые ссылались на ISO/TS 15066 как на основу совместной безопасности (этот документ был удален).
Программирование коботного сварщика: время настройки, методы обучения и обучение операторов
Время программирования является наиболее недооцененным совокупным фактором стоимости владения при сравнении сварки cobot с промышленными робототехническими системами Промышленные роботы требуют специалистов по программированию, автономное программное обеспечение CAD-to-path, и 25 дней разработки пути перед производством первой части на любой новой детали Сварщики Cobot нуждаются в сварщике с базовыми механическими способностями и несколькими часами.
| Задача | Кобот Сварщик | Промышленный сварочный робот |
|---|---|---|
| Начальное программирование (новая часть) | 4 ƒ6 часов | 2 ƒ5 дней |
| Переключение (известная часть) | 15 — 60 минут | 4 ƒ2 часа |
| Метод программирования | Перетаскивайте и обучайте/прикасайтесь к обучению | Оффлайн-программное обеспечение САПР (генерация путей) |
| Уровень квалификации оператора | Базовые знания сварки | Сертифицированный программист роботов |
| Обучение самодостаточному | 1 смена (8 часов) | 2 ƒе недели |
Для большинства современных коботов доступны три различных метода обучения:
- Оператор "перетаскивание и обучение" направляется вручную при захвате и прямом перемещении руки робота через обученные точки пути шва. Нет требований к программному обеспечению или опыту; лучше всего подходит для коротких линейных и изогнутых сварных швов.
- Подвеска для рук Touch-to-teach (оператор — кулонный джойстик, чтобы провести руку через точки прохождения шва. Больше времени, чем перетаскивание и обучение, но способен преодолевать более сложные трехмерные углы наклона факела.
- Автономная генерация программ — модель CAD сварного шва, импортированная в программное обеспечение для моделирования/генерации путей; пути сварки автоматически моделируются и загружаются в контроллер cobot. Минимизирует время, потерянное в автономном режиме при крупных производствах, но требует предварительной покупки программного обеспечения (для большинства $5,000-$15,000).
Случай развертывания верфи Цзянсу: во время утренней ориентации смены сварщик, не имевший опыта работы с роботами, выучил перетаскивание и обучение за 3 ч. его первая смена выучила всю программу для полной последовательности панелей переборки, затем запуска программы Его вторая смена привела двух коботов из соседних панелей на линию самостоятельно. Затем датчик отслеживания дуги обработал вариант заполнения, когда настоящая канавка отклонялась от наученной на 2~3 мм.
Наиболее распространенная ошибка оператора - ожидание того, что кобот будет работать так же быстро, как ограждённая промышленная ячейка В отличие от ограждённой роботизированной ячейки, которая остается неизменной от одной работы к другой, кобот в работе PFL в общем рабочем пространстве падает со скорости “arms-on” в начале и конце работы. окупаемость инвестиций связана с гибкостью, стоимостью владения и быстротой переходов, а не с доставкой более 40-50 частей в час традиционных скоростей подачи.
Магазины, которые развертывают коботов, нацеленных на номера пропускной способности промышленных роботов, не получают фактической окупаемости и занижают ценность, которую они генерируют из разнообразия деталей и эффективности переключения.
Совет профессионала: создайте библиотеку программ, если вы еще этого не сделали, с первого дня.
Запишите каждую отдельную программную часть с изображением детали, сваренной прихваткой, угла горелки в ключевых соединениях, потока защитного газа и скорости провода. Когда то же задание выполняется шесть месяцев спустя другим сварщиком, этот сохраненный файл может заменить два-три часа повторной инструкции. Для магазинов с высоким микшированием с номерами деталей более 50 хорошая библиотека программ поддается количественному измерению в расчете ROI.
Стоимость сварки коботов: оборудование, интеграция и общий системный бюджет
Сколько стоят роботы-сварщики?
Готовые к производству сварочные системы い рычаг, пакет горелки, податчик проволоки, источник сварочного питания и сканер области (стоимость $35,0000$130,000 от Western на полностью настроенном уровне. Совместный сварочный робот Чжоусяна начинается с $10,000 co$20,000 для базового блока, одной из самых низких точек входа на рынке для системы с отслеживанием дуги и магнитным базовым креплением, включенной в стандартную комплектацию.
Затраты на оборудование - это лишь один из компонентов совокупной стоимости владения (Total Cost of Ownership).Интеграция всегда приносит 1,5-3 x стоимости оборудования в первый год (количество, которое большинство сравнений покупателей недооценивают):
| Ярус | Цена базового робота | Полная система (Est.) | Стоимость интеграции | Реалистичный Total |
|---|---|---|---|---|
| Вход — Чжусян ("Entry") | $10,000 北$20,000 | $25,000 北$40,000 | $15,000 北$30,000 | $40,0000 北$70,000 |
| Вход — западные бренды | $35,000 北$50,000 | $50,0000 北TP4T80,000 | $30,0000 北TP4T60,000 | $80,0000 北$140,000 |
| Средний диапазон | $50,000 北$85,000 | $80,0000 北$130,000 | $40,0000 北$80,000 | $120,0000 北TP4T210,000 |
| Высококлассный /Под ключ | $85,0000 北TP4T200,000 | $130,0000 北TP4T300,000 | $50,0000 北TP4T100,000 | $180,0000 北$400,000 |
Затраты на интеграцию покрывают: проектирование ячеек и проектирование компоновки, изготовление приспособлений, установку сканера безопасности на территории, водопровод подачи защитного газа, электрическое соединение с источником сварочного питания и квалификационные испытания сварного шва первой детали. Покупатели, которые пропускают этап проектирования приспособлений, обычно тратят 60 90 дней после доставки, частично удерживая, прежде чем начнется последовательное производство.
Распространенное заблуждение покупателя: The cobot is $40K; интеграция должна быть $5K.“ Интеграция последовательно запускает 1.53× стоимость оборудования по всем уровням. Бюджет это как полная сварочная система покупка — не робот купить с несколькими аксессуарами.
Ежегодное обслуживание обычно составляет 3-7% стоимости приобретения: расходные материалы факела (контакты, сопла, вкладыши), калибровка сканера области, обновления программного обеспечения контроллера, и TCP повторная калибровка после любого столкновения факела. использовать Zhouxiang's оценка стоимости сварки чтобы составить бюджет для конкретной конфигурации перед обсуждением поставщика.
рентабельность инвестиций и нехватка сварщиков: правило трех смен для инвестиций в сварку коботов
330,000
дефицит сварщиков прогнозируется к 2028 году (AWS)
дефицит сварщиков прогнозируется к 2028 году (AWS)
$67K — $93K
загруженная стоимость на одного сварщика в год (заработная плата + льготы + накладные расходы)
загруженная стоимость на одного сварщика в год (заработная плата + льготы + накладные расходы)
11 месяцев
срок окупаемости (сталелитейный завод в Шаньдуне)
срок окупаемости (сталелитейный завод в Шаньдуне)
Правило трех смен
Три цифры определяют сроки возврата инвестиций для системы сварки коботов い, окупаемость ли окупаемость за 12 месяцев или 24. запустите их перед подписанием какого-либо предложения
- Ежедневное время дугового включения. сколько минут за смену ваш сварщик на самом деле сварочный — не шлифовать, не позиционировать и не ждать?В среднем по отрасли: 18-22 дугового времени в час времени смены. кобот, работающий в выделенном режиме, в среднем составляет 42-50 минут в час. Если ваши сварщики в среднем работают 20 минут/час дугового времени, кобот удваивает этот результат, не добавляя в команду ни одного сварщика.
- Загруженная почасовая стоимость труда. базовая заработная плата + льготы + накладные расходы + амортизированная стоимость оборота. при загрузке $45/час (обычная заработная плата производственного цеха США) один сварщик может стоить $90000/год, работая круглосуточно. один кобот с одним оператором, управляющим двумя сварочными станциями, обеспечивает прямую экономию труда до $45000/год при сокращении численности персонала на 50% для этого объема.
- Скорость переделки. каждое сокращение 1% при переделке на $500,000/год производительности материала экономит $5,000. переход от 8% ручной переделки к 1.5% автоматизированной переделке обеспечивает экономию $32,500/год только на этом томе. Конечный результат: сокращается окно безубыточности.
Дефицит сварщика сдвигает экономическое обоснование от финансово привлекательного к срочному в оперативном отношении Магазины, которые не могут позволить себе или нанять сертифицированного сварщика, не могут увеличить пропускную способность независимо от объема заказа. кобот удаляет сварные и позиционные сварные швы, которые физически сорят сварщика и заставляют его покинуть профессию, одновременно увеличивая производственную мощность с одним человеком.
| Профиль магазина | Трудовая экономия/год | Переработка Экономия/год | Общая годовая экономия | Окупаемость (Входная система) |
|---|---|---|---|---|
| Небольшой рабочий цех (освобождена 1 должность сварщика) | $40,000 | $5,000 | $45,000 | 15 — 18 месяцев |
| Структурный завод (1 кобот, 2 станции) | $45,000 | $15,000 | $60,000 | 11 — 11 — 11 месяцев |
| Панельная линия верфи (4 кобота) | $160,000 | $30,000 | $190,000 | 10 — 13 месяцев |
“До интеграции cobot: 12 сварных сборок в смену, 8% скорость переработки, 4 сварщика на станции. после интеграции: 32 сборки в смену, 1.2% скорость переработки, 1 оператор, управляющий ячейкой cobot. ROI: 11 months.”
Менеджер по производству стали, Шаньдун (Чжоусян) 2023 г
Бретт Скайвингтон из Skyvington Manufacturing, указанный в руководстве по сварке коботов ESAB, объявил о рентабельности инвестиций в первый год в размере 140%, включая сокращение доработки и улучшение времени дуги ("дуга"), без свежего сварщика и новой рабочей станции.
Использование Чжоусяна Калькулятор ROI, построить график времени дуги вашего магазина, инвестиций в рабочую силу, и скорость переделки, чтобы сформировать прогноз выгоды для конкретного сайта.
Сварка коботов в 2025 году 2026: рост рынка, новые стандарты и что меняется

Объем рынка сварки коботов достиг $1,05 млрд в 2025 году, при этом прогнозы указывают на $2,15 млрд к 2034 году при темпах CAGR 7,8%, что значительно опережает общий рынок сварочного оборудования. Более показательным является скорость установки: развертывание cobot выросло на 30%+ ежегодно в 2024 году по сравнению с 6% для промышленных роботов в целом. Три события способствуют расхождению в 20252026.
1. ISO 10218:2025 устанавливает крайний срок соответствия
Любая ячейка кобота, установленная до конца середины 2025 года, была создана в рамках ISO 10218:2011 + ISO/TS 15066 двойное стандартное сосуществование ISO 10218:2025 повторно устанавливает порог соответствия, делая ISO/TS 15066 встроенным компонентом, а не отдельным документом.Оценки рисков, декларации CE, документация OSHA, ссылающаяся на ISO/TS 15066 как отдельный стандарт, нуждаются в пересмотре.Для тех, кто поставляет или работает в регулируемых отраслях (судостроение, сосуды под давлением, конструкционная сталь и т. д. (это не мелочная формальность. Ячейки, работающие вне реконтекстуализованной структуры после 2025 года, становятся более чреватыми аудитом и юридическими проблемами.
2. Судостроение переходит от пилотного к производственному масштабу
В 2024 году появился первый официальный южнокорейский судостроитель/US судостроитель SCA undand первый официально нацеленный на последний cobot weldingas общеотраслевые усилия HPC для автоматизации корпусных панелей и структурных узлов. переходя от индивидуальных пилотов верфей к масштабам производственно-контрактных, несколько объектов теперь будут переносить расходы сектора от однокорабельных построек к массовым производственным наборам. учитывая длинные линейные сварные швы, стальные стабильные марки сталей стана и историческое (если тревожно) неприятие автоматизации портовой стороны, судостроение стало одним из наиболее очевидных сценариев рентабельности инвестиций в сварку коботов, когда-либо виденных.
3. Сжатие цен начального уровня меняет расчет малого цеха
Китайские производители, выходящие на рынки $1000 Western по $1T20,000 базовые цены ♪ против $50,000$80,000 для эквивалентных западных платформ — сжатие начального сегмента и сокращение срока окупаемости мелких изготовителей с 2436 месяцев до 1218 месяцев для эквивалентных приложений Объем является драйвером: производители, производящие 20 000+ единиц кобота ежегодно, достигают цен на компоненты, с которыми западные производители на уровне 2000 единиц ежегодно не могут сравниться.
📋 На что действовать до 2027 года
- Перепроверьте до 2025 года риски для вашей ячейки кобота с использованием ISO 10218:2025 перед следующим циклом аудита.
- Сертифицируйте сварные швы первых изделий на деталях, соединенных коботами, до того, как производственные смены вылетят из двери. Нормативное внимание к автоматизированным структурным сварным швам становится все более интенсивным и может вызывать беспокойство.
- До поставки робота проектирование приспособлений плана (8-16 недель) время выполнения заказа на коботов, 4-8 недель на проектирование приспособлений означает 6 месяцев - разумный срок планирования для эффективной установленной мощности.
- Проанализируйте ценообразование начального сегмента, прежде чем перекладывать все на устаревших поставщиков. Общая стоимость владения в этом пространстве сужается и требует сравнения деталей и особенностей.
Часто задаваемые вопросы о сварке коботов
Что такое кобот в сварке?
Сварщик cobot (совместный робот) - это роботизированная рука с ограниченной силой, работающая в паре с источником сварочного питания, горелкой, устройством подачи проволоки и защитным газом (более всего это настроено для MIG (GMAW).В отличие от стандартного промышленного робота, он использует ограничение мощности и силы (PFL) для автоматической остановки или замедления при обнаружении контакта с человеком, что означает, что он может работать в активном цехе без защитной клетки.
Сколько стоят роботы-сварщики?
Полная система кобота (плечо), контроллер, фидер для проводов, источник питания, сканер безопасности (источник питания) $40,000$130,000 для большинства готовых к производству конфигураций от западных брендов. Базовый блок Чжоусяна начинается с $10,0000$20,000. Добавить 1.53× аппаратные затраты на интеграцию (оснащение, конструкция ячейки, электрика, квалификация сварного шва). Бюджет $40,000$70,000 всего для системы начального уровня полностью интегрированной и производящей первые изделия.
Сколько коботы живут?
Большинство производителей коботов оценивают свои платформы на 35 000 рабочих часов до того, как капитальный ремонт механики потребуется 15 000 лет при использовании в одну смену. В сварочных приложениях рука с большим отрывом перегружает свои расходные материалы: контактные наконечники, насадки горелок и линзы сканеров нуждаются в регулярной замене ежемесячными или квартальными циклами, в то время как роботизированные соединения обычно работают 812 лет до восстановления. Самая распространенная незапланированная задача технического обслуживания - это TCP (центр инструментов) повторной калибровки после столкновений горелок 30-минутная процедура, когда у вас есть документированная базовая линия. Графики профилактического обслуживания, которые включают ежеквартальную совместную смазку, проверку кабеля и проверку сканера. Услуга толкачателя в сторону верхнего конца диапазона 81 года.
Чем отличается робот-сварщик от кобота?
Промышленный робот-сварщик может работать на 100% весь день в выделенной ячейке с клеткой и блокированным дверным барьером. сварщик коботов работает с ограничениями силы и контролем площади, и может работать без клеток с людьми. Практические различия включают коботов, имеющих более медленную максимальную пропускную способность, понижая общую пропускную способность системы, и в шесть или семь раз быстрее время переключения (часы против дней), в 10 раз ниже стоимость строительства ячеек, и возможность принимать детали по одной для размеров партий до 1. Промышленные роботы будут более производительными для больших объемов, одна геометрия работает выше примерно 500 за партию.
Могу ли я использовать сварщика-кобота без защитного ограждения?
Да, согласно ISO 10218:2025. сварочная ячейка кобота без забора требует сканера безопасности области SIL 2, УФ-непрозрачные сварочные шторы (используются для предотвращения опасности вспышки дуги, независимо от безопасности машины), системы удаления выбросов, соответствующей требованиям OSHA PEL, оценки риска в соответствии со стандартом ISO 12100 и ограничения мощности (PFL), сертифицированной для максимальной контактной силы 150 Н. Примечание: ISO/TS 15066, для которого даже самые продвинутые коботы традиционно имеют согласованную безопасность, был интегрирован в ISO 10218:2025. Двухстандартная структура прекратила свое существование для новых конструкций ячеек.
Какой лучший кобот для сварки МИГ в небольшом фабричном цехе?
Для небольшого художественного цеха, использующего смешанную конструкцию MIG (размеры партий 5-100, углеродистая сталь, угловые и стыковые сварные швы), наиболее приоритетными являются: полезная нагрузка 7+ кг (достаточно для переноски как горелки, так и пучка кабелей), рабочий конверт 900-1200 мм (охватывающий около 80% типичных размеров заготовок), встроенный след дуги (коррекция положения блеска для изменения посадки, не требуется специальный программист) и схема управления перетаскиванием (специалист по процессам не требуется). Совместный сварочный робот Zhouxiang выполняет все четыре требования на базе $10,000-$20,000, с портативной магнитной монтажной опорой, которая устраняет установку приспособлений.
Связанные ресурсы
- Промышленная сварка 2026: сверхмощные роботизированные решения для структурного изготовления
- Структурная сварка в 2026 году: код, процессы и автоматизация AWS D1.1
- Подводная дуговая сварка (SAW): роботизированная направляющая портала для тяжелой стали
- Устойчивая сварка: автоматизация точечной, шовной и проекционной сварки
- 15 лучших производителей сварочных роботов в 2026 году: Руководство по возможностям и выбору
Отзыв инженерной группы Чжоусян
Чжоусян является мировым лидером в области проектирования, разработки и производства автоматизации сварки с 1991 года и накопил более 200 изобретений, защищающих роботов-сварщиков, включая коботов, порталы и рельсовые станки, в более чем 30 странах, в которых непосредственно работают около 700 производственных сотрудников. Сертификация включает ISO 9001:2015, CE и ISO 3834, документировал опыт сборки корпусов, инструментов и деталей в соответствии с кодами AWS D1.1, EN 1090, BV, DNV и CCS.


