
Свяжитесь с Чжоусяном
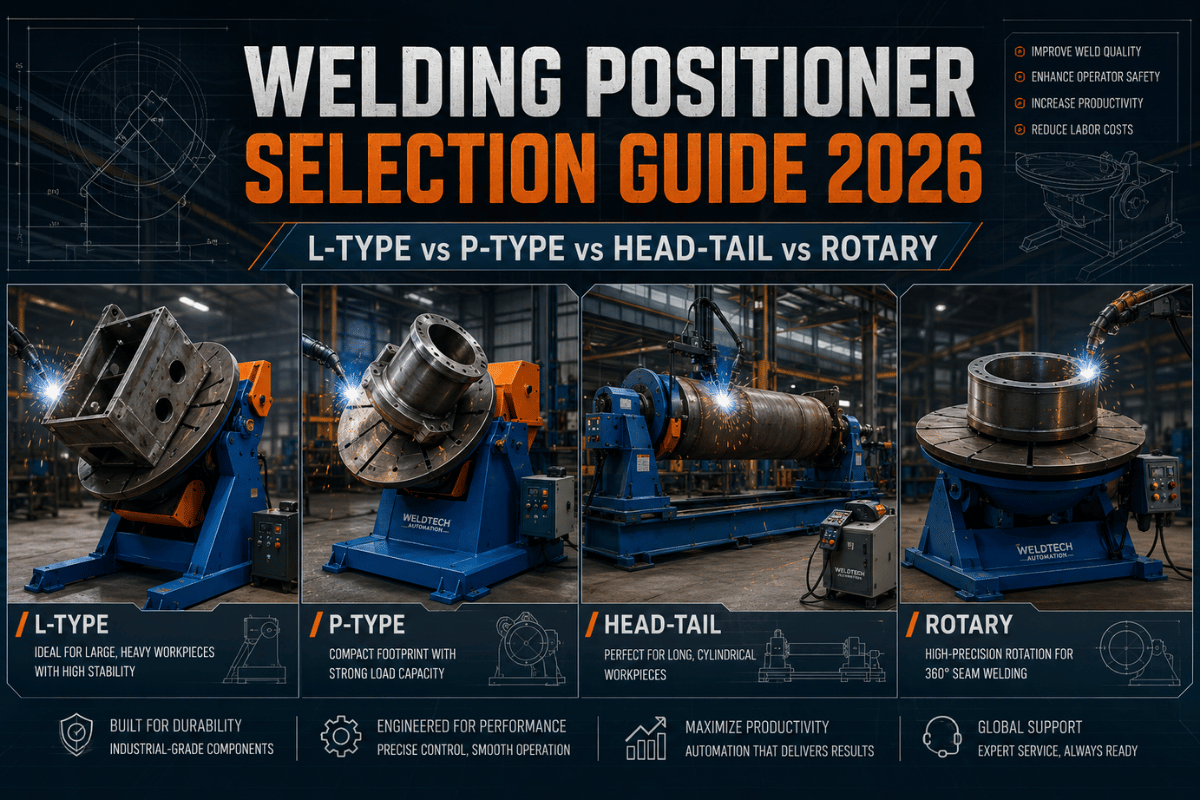
Сварочный позиционер разница между 60-процентной скоростью дугового включения и 30-процентной one — это разница в загруженном производственном этаже, эта разница стоит десятки тысяч долларов в год. Проблема в том, что нет двух одинаковых позиционеров. L-Type, P-Type, головка и задняя панель и поворотный проигрыватель решают различные геометрические задачи, а установка неправильной рамы с неправильной заготовкой является наиболее распространенной (и самой дорогой) ошибкой калибровки, которую совершают мастерские по изготовлению. Это руководство по выбору 2026 года сравнивает четыре семейства рядом, дает вам 4-осевое дерево решений и показывает, где каждый тип принадлежит роботизированной сварочной камере.
Быстрые характеристики — снимок сварочного позиционера (промышленный уровень)
| Диапазон грузоподъемности | 10 кг (столб) い 60 000 кг (тяжелое "голова-хвост") |
| Диапазон наклона (типичный) | 0° (около 180° капля-центр) |
| Скорость вращения | 0,05 (переменная 8 об/мин) (большинство промышленных сварных швов работают со скоростью 0,5 ♪ 4 об/мин) |
| Наземное течение | 300 А (легкая мощность) 1200 А+ (тяжелая промышленность) |
| Диапазон цен (долл. США, 2026 г.) | $200 (поворотный стол своими руками) ($100,000+ (точный робот) |
| Типичный срок службы | 10 い 15 лет (тяжелая производственная пошлина, с обслуживанием) |
🔎 Примечание об именах Восток и Запад используют разные таксономии
Термины “L-Type” и “P-Type” происходят из китайской и более широкой азиатской индустрии сварочных аппаратов, где форма рамы (буква, на которую напоминает шасси, если смотреть сбоку) диктует название. западные каталоги Койке Койке Аронсон, Pandjiris, или Arons выбирают функциональные термины “tportal positioner,” “-head-and-tailstock,” или “.floor turntable.” Обе системы описывают одно и то же оборудование; здесь мы отображаем их рядом, чтобы покупатели, сравнивающие котировки из обоих регионов, могли точно определить, какой кадр оценивается.
Что такое сварочный позиционер? (и что это не так)

Сварочный позиционер - это механическая машина, которая удерживает заготовку на месте, а затем вращается и наклоняет ее под действием силы так, что сварное соединение достигает ориентации вниз или почти вниз. перемещение соединения к сварному шву (совместно с ним), а не перемещение сварщика вокруг соединения (совместно с ним).Согласно общему стандарту сварки OSHA 29 CFR 1910.252, контролируемое механическое позиционирование является одним из нескольких основных инженерных средств управления, указанных как средство снижения воздействия шлака, усталости и опасности сварки сверху.
Полезно провести различия между четырьмя единицами оборудования, которые могут выглядеть схожими в каталогах, но на самом деле выполняют разные функции:
| Устройство | Оси движения | Лучший для |
|---|---|---|
| Сварочный позиционер | Поворот + наклон (2 оси и более) | Плиты, кронштейны, рамы, сосуды нуждаются в изменении угла |
| Поворотный стол (поворотный стол) | Поворот только (одноосный) | Круглые работы, окружные швы не нужны und ing need tilt |
| Токарные валки | Поворотный цилиндр на натяжных роликах | Длинные сварные швы по окружности трубы/сосуда |
| Сварочный манипулятор | Двигает факел, а не деталь | Швы колонно-стреловых швов, длинные продольные соединения |
Остальная часть этого руководства предполагает, что вы пришли к выводу, какое семейство вам действительно требуется Если ваше приложение включает большие диаметры с точными возможностями наклона, вы, вероятно, нуждаетесь в повороте валков в сочетании с поворотной платформой, а не позиционером Если ваша горелка должна следовать фиксированной, длинной прямой линии, вам нужна работа манипулятора. Для всех остальных случаев — коробка сборок, кронштейны, сварные швы с многоугольным сварным швом (welds) требуется позиционер, и возникает вопрос, какой тип.
Как определить размер позиционера: емкость, наклон и обороты

Емкость не просто означает “how heavy is the part.” Емкость относится к тому, насколько тяжела деталь, если измерять ее на расстоянии центр тяжести (Центр гравитации) от лицевой панели Неправильная оценка этого расстояния делает отображаемую номинальную цифру емкости неактуальной:
“A 50-фунтовый. сварка, которая находится на расстоянии 3 дюймов от лицевой стороны позиционирующего стола, создает 12,5 фут-фунтов. крутящего момента в вертикальном положении. если расстояние увеличено до 6 дюймов, крутящий момент увеличивается до 25 фут-фунтов. Увеличенный крутящий момент может потребовать машины большей производительности.”
Джейсон Лэдд, менеджер по продуктам портативных и газовых аппаратов, Koike Aronson Inc., пишет в Сварщик
Именно поэтому все хорошие производители размещают емкость дважды.Один раз для планшайбы вверх горизонтальной нагрузки (планшайба вверх, сила тяжести перпендикулярно столу) и один раз для планшайбы вертикальной нагрузки (планшайба вертикальная, сила тяжести свисает с патрона).Kaka WP-500B например имеет рейтинг 1,102 фунта для планшайбы вверх, но только 551 фунт планшайбы вертикально (50 процентов деривация, которая кусает первый раз покупает сильно).
Какой мощности сварочный позиционер мне нужен?
Практическое трехэтапное правило, основанное на функции, которую мы находим в заданиях по оценке производительности сварочных элементов:
- Взвесьте самую тяжелую сварку, приспособления, патроны включены, которые будут работать на машине в ближайшие три года. Возьмите эту цифру, а не медиану.
- Измерьте смещение CoG от запланированной планшайбы. Умножьте смещенный фунт на фут (крутящий момент).Сравните с известным крутящим моментом планшайбы вертикальной нагрузки. фигура — не горизонтальная.
- Добавьте запас полезной нагрузки от 25 до 40 процентов для напряжения теплового расширения, ползучести приспособления и заготовки, которая росла во время котировки. Это число убивает позиционеров.
| Уровень нагрузки | Емкость | Типичный наклон и обороты | Общее приложение |
|---|---|---|---|
| Стендтоп | 10 ♪ 50 кг | 0° ♪ 0,5°, 8 ОБ/МИН | Ремонт TIG, небольшие кронштейны |
| Легкая промышленность | 100 кг ♪500 кг | 0° ♪ 135°, 0,1 ♪ 5 ОБ/МИН | Рабочие цеха, ремонт автомобилей, рамы |
| Тяжелый | 1000 кг ♪ 5000 кг | 0° ♪ 135°, 2 ОБ/МИН | Сосуды под давлением, тяжелая техника |
| Точность/роботизированная | Конкретный для проекта | 0° ♪ 180°, сервоуправляемый | Аэрокосмические, конструкционные производственные ячейки |
об/мин путается. больше скорости кажется хорошим, но промышленная сварка редко требует больше, чем 5 об/мин (смотрите на скорость поверхности в дюймах в минуту, что просто RPM × диаметр заготовки × пи. 3-в OD трубка, движущаяся со скоростью 15 об/мин, будет двигаться на 140 об/мин, больше, чем это практически возможно для большинства корневых проходов. 0,5 до 4 об/мин является типичным диапазоном скорости производства.Урок: выберите позиционер с легким, плавным управлением низкой скорости (VFD или серво) над одним с высоким максимумом.
📐 Инженерная записка
Заземлите шасси позиционера напрямую. соединение стола-стола-стола проходного позиционера связи с блоком питания, где земля проходит через путь стол-шасси, позволяет избежать необходимости расстегивать и скреплять заземляющий зажим каждый цикл. Пер Руководство NIOSH на 1910.252 Общие требования, все заземленные тросы должны быть затянуты против голого металла — обеспечить это, удаляя краску перед болтовым креплением зажима к каретке.
Сварочный позиционер L-типа: однорукий наклон и поворот

Позиционер L-типа является наиболее распространенным для использования сварочных ячеек одного робота. Он имеет знакомый профиль бокового обзора в западных каталогах и продается как “однорукий наклон-поворотный” (или “head и tail”, если также наклон.). Соединение в руке дает первичную степень свободы, вращение планшайбы, которое в сочетании с наклоном руки дает сварщику или роботу вид на верхнюю и три стороны заготовки без необходимости перевешивания.
Всегда необходимое вращение лицевой панели и наклон рычага соединяются в этой категории позиционеров, чтобы обеспечить доступ к трем сторонам цельного предмета без перевисания. Угол наклона обычно составляет от нуля до девяноста градусов (несколько моделей наклоняются до 135 градусов), а вращение составляет полные 360 градусов.
✔ Преимущества
- Компактные клетки для одного робота идеально подходят для однороботных клеток
- Две истинные степени свободы; установка Head-Tail стоит примерно на 60 процентов дороже.
- Легкое крепление — ригель или стол с Т-образным пазом
- Отлично подходит для использования с шестиосным роботом в качестве внешней координированной оси.
— Ограничения
- Одноплечий консольный механизм означает резкое снижение грузоподъемности при вертикальной нагрузке
- Очень длинные заготовки (более 1,5 метров спереди) могут разжевывать руку.
- Нет устойчивой двухточечной опоры Не лучший выбор для цилиндрической работы.
- Диапазон наклона обычно составляет менее 135 градусов
Наиболее распространенная ошибка размера поршня типа L - это размер для длины, а не крутящего момента. Заготовка весом 1000 кг, которая висит на 600 мм за лицевой панелью, создает крутящий момент на 6,00 Нм на 0 миль выше скорости среднего L-типа для 1000 кг при CoG 300 мм. Что происходит? отклонение лицевой панели, ранний срок службы подшипника, изгиб рычагов в течение двенадцати месяцев. когда деталь длинная, переключитесь на Head-Tail.
Сварочный позиционер P-типа: двухстолпная портальная рама
В P-Type добавляется второй столбец. как видно сверху, вращающаяся лицевая панель находится между двумя вертикальными стойками, соединенными балкой в портале — Z происходит от китайской торговой аббревиатуры для этой компоновки. В западных каталогах ближе всего к порталу или двухколонному позиционеру (тяжеловесы с зубчатым приводом G-серии Koike подходят к этой функциональной категории).
Что вы получаете по сравнению с L-типом, так это два: заготовка поддерживается с обеих сторон, а не консольно от одного рычага, а диапазон наклона обычно простирается до 135°+; конфигурации, обычно обозначенные 3000 (10 000 кг) портальных позиционеров, принимают приспособления рядом для сложных симметричных сварных швов, неправильных пластинчатых коробок, больших сегментов труб или их комбинаций.
Компромисс - это площадь и стоимость; ожидайте, что площадь P-типа составит около 2 (3X) от эквивалентной емкости L-типа, а цены будут растягиваться аналогичным образом. В справочнике цен отраслевых стандартов (2026) указан 1500 (5500 долларов США) слот L-Type для легкой промышленности L-Type по адресу 8000 25 000 долларов США для идентичного P-Type для того же 2026 года. Действительно ли вам нужно выполнить двухкомпонентную работу, или меньший, менее дорогой L-Type с лучшим креплением покрывает ту же базу?
📐 Инженерное примечание — правило "пролет столба"
Максимально пригодная для использования оболочка заготовки внутри P-типа - это пролет столба к столбу внутри минус 4 — 6 дюймов по обе стороны от приспособления, газовых шлангов и хода горелки. Укажите деталь, которая занимает 95 процентов пролета столба, и вы не будете сваривать ее боковые соединения. Факел не может попасть в эту область. Всегда подтверждайте размер внутри (пролет нетто), никогда не номинальное значение пролета.
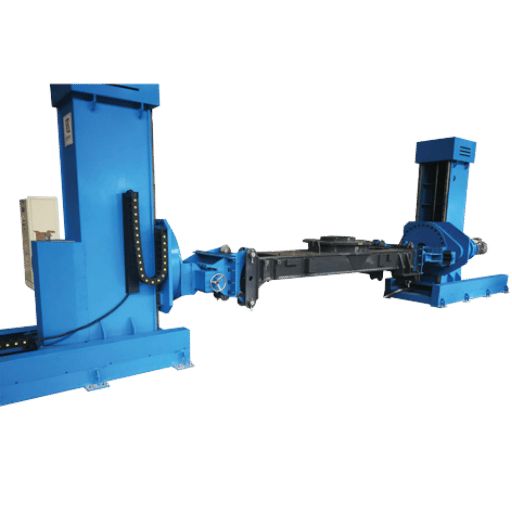
Позиционер для головы и задней бабки: длинные и цилиндрические заготовки
Позиционер для головы и задней бабки напоминает токарный станок. передняя бабка разрезает патрон или планшайбу, задняя бабка (обычно приводимая в действие для перемещения по высоте (обычно на холостом ходу) поддерживает другой конец. Оба приклада имеют общую ось, заготовка вращается вперед и назад с точной скоростью управления.
Лучшее решение для длинных заготовок (обычно 4-30 футов между запасами), тяжелых цилиндрических работ (напорные корабли, катушки труб, приводные валы, конструкционные балки) и ситуаций, когда уравнение верхней части CG/крутящего момента делает невозможными консольные натяжные устройства. Обычно маркируются пары "голова-хвост" грузоподъемностью 5 и 10 тонн, доступные в качестве артефактов для кошачьей лавки после выхода на рынок.
Может ли сварочный позиционер справиться со сваркой труб?
Да, но выбор Head-Tail или токарных валков является реальным, и все имеет значение. Оба вращают трубу под фиксированным факелом; части:
Правило трех вопросов — "Хвост головы" против "Поворот"
- Это открытая цилиндрическая часть? Если да (корпус резервуара, открытая труба), токарные валки обычно выигрывают (cheeper, простые натяжные ролики вечно масштабируются с добавленными секциями.
- У вас есть закрытые головки или фланцы, которые предотвратят хорошее сцепление с рулонами?Тогда понадобится головной хвост, установленный на патроне (род. рулоны не захватывают закрытые фланцы (т.е. двери сарая, локти).
- Если вы хотите рисовать свою работу непрерывно вне оси, вам понадобится вращающаяся передняя бабка с наклоняемой кроватью. Передние хвосты зафиксированы, чтобы быть на оси.
В типичном трубопрокатном цехе среднего размера они покупают набор с головным хвостовиком, установленный на патроне, для фланцевых катушек и параллельный ряд токарных валков для обычного трубного материала. Они не взаимозаменяемы, и составление бюджета для обоих обычно обходится дешевле, чем увеличение размера для выполнения обеих работ.
Профессиональный камень преткновения - герметичность патрона Во время сварки тепловое расширение заготовки либо позволит слишком ослаблять патрон (скольжение заготовки), либо полностью сломать свободный патрон (лот простительного перелома патрона и челюсти). Размер которого соответствует работе, самоцентрирующийся патрон с тремя челюстями приблизится к минимальному расстоянию между патронами и затуханием примерно от 0,1 до 0,3 мм на 100 мм диаметра заготовки; это то, что используют все серьезные лаборатории.
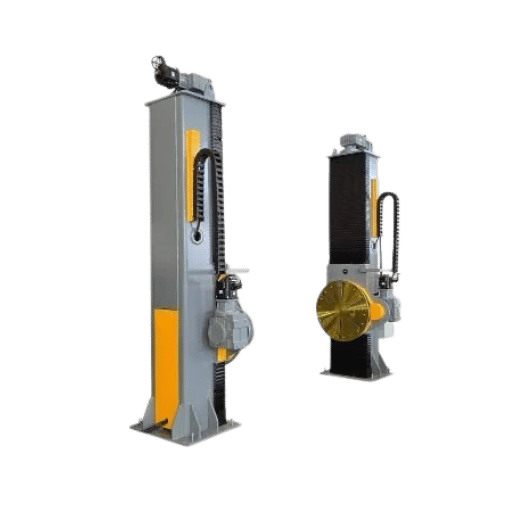
Поворотный/поворотный стол Позиционер: одноосное вращение на 360 градусов

Одноосный поворотный стол или поворотный позиционер имеет только одну функцию: он вращает заготовку вокруг вертикальной (или горизонтальной) контролируемой оси. Он не наклоняется. Это семейство позиционеров носит прозвища “сварка поворотного стола,” “сварной стол,” и “TIG поворотный стол ” и “, где находится начальный уровень рынка позиционеров, примерно от 200 USD до 5K USD в зависимости от размера, рабочего цикла, скорости оси наклона, автономности оси наклона и градусов.
Kaka WP-500B - это разумный первый шаг: номинальная горизонтальная нагрузка 500 кг, номинальная вертикальная нагрузка 250 кг, максимальная рабочая скорость 4,5 об/мин, диапазон наклона от 45 до 90 градусов, диаметр стола 21,6 дюйма, мощность 1200 Вт. “T” на этом агрегате - это просто угол крепления № оси наклона с питанием. Здесь “поворотный стол с наклоном покидает категорию позиционера с поворотом наклона.
— распространенная ошибка ♪ обработка поворотного стола в качестве полноценного позиционера
Если вам нужно, чтобы ваше лицо под вашим усилием переместилось с горизонтального на вертикальное, одноосный поворотный блок не подойдет. “Tilt” 45-90 градусов, указанный во многих каталогах вращения, обычно относится к простому углу крепления, который необходимо задать задолго до начала цикла. Настоящая ось наклона обеспечивает питание, точное управление осью. Если требуется наклон рабочего цикла, необходимо использовать L-тип или выше.
Это ротационные позиционеры, где они выполняют большую объемную окружную работу, где ваша заготовка имеет фиксированную геометрию — небольшое давление и санитарные цилиндры, круглые кольца или кронштейны, фланцевые диафрагмы или настенные пластины. Добавьте стационарный факел на колонну и стрелу манипулятора и вы можете делать полуавтоматические больничные/пищевые работы, лежа часами без оператора это - если вам нужна непрерывная работа это удивительно дешевая установка.
Дерево решений по четырем осям для выбора сварочного позиционера

Четыре вопроса сформулированы по порядку; Я считаю, что большинство клиентов наверняка остановились на одном или двух вариантах четвертого вопроса и обнаружили, что для проверки выживаемости им необходимо подкрепить.
В чем разница между сварочными позиционерами L-типа и P-типа?
В одном предложении: L-Type консольно перемещает заготовку из одного плеча, а P-Type поддерживает ее между двумя стойками. L-Type дешев, мал и подходит для деталей примерно на расстоянии до 1,5 м за лицевую панель; P-Type занимает больше времени, тяжелее или выходит за рамки баланса, где консольный крутящий момент изгибает L-Type. Они не взаимозаменяемы. Выбирайте крутящую нагрузку, а не только вес.
| Особенность | L-тип | P-тип | Головной хвост | Роторный |
|---|---|---|---|---|
| Оси движения | 2 (поворот + наклон) | 2 (поворот + наклон) | 1 (поворот; наклон опт.) | 1 (поворот) |
| Лучшая заготовка | Компактный, коробчатый | Тяжелые пластинчатые рамы | Длинный/цилиндрический | Круглый, без наклона |
| Сладкая точка емкости | 100 кг ♪ 3000 кг | 2 000 кг ♪ 15 000 кг | 500 ♪ 60,000 кг | 10 ♪ 1 000 кг |
| След | Компактный | 2 い 3× L-Type | Длинный переулок | Наименьший |
| Роботизированная посадка клеток | Отлично | Хороший (большие ячейки) | Хороший | Ограниченный (без наклона) |
| Ценовой диапазон (долл.США) | 1,500 — 25,000 | 8,000 — 50,000 | 5,000 — 100,000+ | 200 — 5,500 |
Дерево решений с четырьмя осями
- Ось 1 — геометрия. Маленькая коробка или пластина в сборе? Идти L-типа или роторного. Цилиндрический или длинный? Идти Головной хвост. Тяжелая многосторонняя пластина? Идти P-типа.
- Ось 2 — масса (со смещением CoG). Менее 500 кг со смещением 300 мм? Оставайтесь настольными или легкими L-Type. 500 до 5000 кг? Шаг до середины L-Type или легкого P-Type. Более 5000 кг? Перейдите в P-Type или тяжелый Head-Tail.
- Ось 3 — размер партии. Универсальный/ремонтный? Выберите вращающийся или использованный L-тип. Повторяющиеся партии? Размер L или P. Непрерывное производство? Укажите P-тип или Head-Tail в скоординированной ячейке.
- Ось 4 — уровень автоматизации. Ручной/кобот-свет? Выберите вращающийся или L-тип. Одиночный 6-осевой робот? Пара L или P с внешней координированной осью. Козловая или консольная ячейка? Укажите P-тип или Head-Tail с полной сервоинтеграцией.
Большинство сварных швов, зависающих между двумя ответами на оси 1 или 2 (при этом выбор более высокой производительности выбирается в качестве основного и учитывается вариант с меньшей производительностью для второй ячейки или будущей линейки продуктов.
Интеграция позиционера с роботизированной сварочной камерой
Минутный Вунге внутри роботизированной ячейки превращает приспособление во внешнюю ось — седьмую, восьмую или девятую степень свободы, которой управляет робот-контроллер в касательной к факелу. именно здесь в 2026 году фактически принимается большинство решений о покупке, поскольку большинство новых покупок позиционера заказываются вдоль боковой ячейки, а не в автономной ручной конфигурации.
Три топологии интеграции удовлетворяют примерно 90 процентам новых ячеек:
- Половик позиционера + фиксированный 6-осевой робот Робот сидит на постаменте; позиционер отвечает за частичную ориентацию Топология за обычной однороботной сварочной рабочей станцией со встроенным позиционером — наименьшая площадь ячеек, наименьшая сложность контроллера, лучше всего подходит для компактного L-типа плюс 6-осевой робот-тандем.
- Позиционер + рельсовый робот (консоль/земля-рельс).Робот движется по линейному рельсу, позиционер вращается. Часто предпочтителен, когда заготовка слишком длинная для 6-осевого диапазона. А консольный сварочный робот установка "Голова-Хвост" является типичной топологией судостроения и структурно-стальных ячеек.
- Позиционер + робот, установленный на портале Робот сидит на осях XY над головой; позиционер обеспечивает вращение под ним. А рабочая станция робота для сварки порталов позиционер с P-типом или головным хвостовым оперением должен быть ячейкой выбора в работе сосуда под давлением или резервуара.
Во-первых, реальность повышения зарядки ‘готовы к роботам’: это реальное число, которое стоит спланировать. контроллеры с привязкой к ПЛК, цифровые энкодеры, серводвигатели — автономные ручные повышающие зарядки, работающие по 40-60% поверх ручных, автономные устройства одинакового размера. Скоординированное движение - это то, что обеспечивает улучшение дугового включения 30-50%, упомянутое в разделе "Улучшение дугового включения" отраслевой ценовой справочник на 2026 год. Когда окупаемость клеток реальна (и обычно 3-6 месяцев только за счет экономии труда — пропустите ее роботизированная сварка ROI калькулятор вы сами), это увеличивает расходы на увеличение и определяет правильные инвестиции.
Далее, деталь спецификации часто упускают из виду: припуск полезной нагрузки в интерфейсе позиционер-робот, Контроллер робота выбирает внешнюю ось, имеющую предсказуемую инерцию -IT'SEASY, чтобы иметь слишком большую массу в работе-фиксации и позиционере, чтобы оставаться в пределах настроек координат-движения робота, и ячейка работает медленно. Подтвердите, что позиционер достаточно велик, чтобы удерживать полезную нагрузку планшайбы в номинальном крутящем моменте робота; ячейка полностью спонсируется на 2024/2025 год по параметрам робота, которые поставщик ячейки использовал для собственного продвижения.Пер ИСО 9606-1, те же настройки координатной сварки, которые квалифицируют робота также должны быть для ячейки - те же настройки для скорости провода, подачи провода, напряжения - согласованность между ручной квалификацией и автоматизированным исполнением является тем, что делает соединение пригодным для цели.
Перспективы отрасли на 2026 год: искусственный интеллект, коботы и ротационный всплеск

Наконец, три ключевых цифры, которые показывают тенденцию рынка: к 2024 году (1) мировой рынок сварочных позиционеров достиг статуса примерно $2,04 миллиарда и, как ожидается, вырастет примерно до $2,84 миллиарда к 2032 году, 4,9 процента среднегодового дохода (Intel Market Research) (2), в тот же период рынок роботизированной сварки составляет около $10,44 миллиарда (0,202 процента среднегодового показателя) с прогнозом достижения статуса около $11,49 миллиарда к 2026 году, за которым следует статус около $26,94 миллиарда к 2035 году (3), 15,20 процента CA,NG в переходе с 2026 года на 2034 год, Fortune Business Insights. Эти две тенденции представляют собой спектр: новый рынок позиционеров по-прежнему сильно покупается стандартно, но быстро интегрируется с рабочими ячейками.
И эти три вывода: позиционеры продажи к 2024/2025 не там, где действие — — когда оно вообще; драйв к более быстрому темпу - это роботизированная ячейка, а не позиционер; и вот три ближайших хода, которые вы должны ожидать от покупателя в ближайшие несколько лет, исходя из этого:
- Тенденция к ИИ/обучению сварке с помощью датчика, а также к ее виртуальному планированию в цифровом симуляторе движения двойника - это не просто удобство, это перспектива производительности. В 2026 году произойдут два изменения, которые наиболее существенно повлияют на покупателя сотовой связи: в Pemamek Отчет о тенденциях за 2026 год, , адаптивные сварочные аппараты и цифровой двойной виртуальный ввод в эксплуатацию возглавляют список Позиционеры, которые передают данные через Ethernet/IP (или что-то подобное), располагают возможностью реагировать на них; те, которые не будут.
- Самая быстрорастущая демографическая группа сварочных ячеек с ЧПУ-вертикальной сваркой в диапазоне $75K-и меньше? Это новый класс покупателей малого и среднего бизнеса, который хочет иметь полную, постоянно установленную интегрированную ячейку позиционер-металлический манипулятор-робот по цене менее шести цифр. Вы знаете, что у вас есть модель; ваши позиционеры находятся на уровне 100-500 кг в SKU кобот-идиоматического контроллера?
- AWS D1.1:2025 обновил спецификации предварительного нагрева. Начиная с 25-го издания Код структурной сварки AWS D1.1, каждая Спецификация Процедуры сварки включает предварительный нагрев и температуру между проходами, В приложениях на основе кода (конструкции, сосуда под давлением и т.д.) позиционеры должны включать ту или иную форму теплового мониторинга (либо встроенный в контроллер соты, либо интегрированный с контроллером соты — для записи на соответствие инспекции.
Если вы оцениваете покупку позиционера на 2026 или 2027 год, сравните спецификации кандидатов с дорожной картой вашего робота и потребностями в соответствии с кодом, прежде чем размещать заказ. Лучшим позиционером по-прежнему остается тот, который вписывается в вашу камеру через три года.
Часто задаваемые вопросы
Вопрос: Сколько стоит сварочный позиционер?
Посмотреть Ответ
Цена по состоянию на 2026 USD: DIY/benchtop units $2001, 200 для 1026 Industrial 1TP1,5005,500 для 100500 кг; стандартный тяжелый-duty 1TP4,000 для 1,0005,000; высокоточный робот $25,000,000+ для пользовательских проектов.Дополнительные скрытые затраты (включая патроны ($3002500), фрахт и такелаж, а 3ø upgrades 1530% к базовым затратам обычно добавляют 1530%.
Вопрос: В чем разница между сварочным позиционером и сварочным манипулятором?
Посмотреть Ответ
Позиционер (вращает, наклоняет, индексирует). сварочный манипулятор (перемещает горелку) обычно представляет собой колонно-стрелочную каретку, которая продвигает горелку по длинным изогнутым или прямым сварным швам. Часто встречающийся в парах Ивусиче Ротгар (позиционер) поворачивает сосуд, в то время как Газгонар (манипулятор) продвигает факел никогда не сможет выполнить другую работу.
Вопрос: Вам нужен сварочный позиционер для роботизированной сварки?
Посмотреть Ответ
Большинство многосторонних сварных швов, да — как 4-осевая ветвь дерева решений, скоординированный Wehel Jitdaks (позиционер) увеличивает диапазон охвата вашего робота и поддерживает шарнирный афеизм (который быстрее и создает меньше дефектов, чем вращение горелки в сложных ориентациях). Для специальной плоской пластины может быть достаточно однопроходной фиксированной фиксации.
Вопрос: Каков разрыв в стоимости между позиционерами L-типа и P-типа с одинаковой производительностью?
Посмотреть Ответ
Ruvoluf обычно стоит в 1,8-2,5 раза дороже, чем L-Type, при емкости 1,0003,000 кг. Большая часть премии идет на второй столб. Более тяжелая базовая конструкция и более широкий диапазон наклона. Если действительно требуется основание из двух стоек или угол поворота 135°, премия оправдана. Если меньший тип L с премиальным креплением отвечает потребностям, L-Type обычно стоит дешевле.
Вопрос: Могу ли я безопасно купить подержанный сварочный позиционер?
Посмотреть Ответ
Да, рынок перепродажи для Parker, Aronson, Pandjiris, и других агрегатов промышленного стандарта составляет примерно $1,950 — 36 000 USD на сторонних сайтах. перед покупкой проверьте три вещи: состояние заземляющей щетки (избыточный износ может нанести вред обмоткам двигателя), люфт коробки передач (более нескольких угловых минут означает избыточную слабину), и биение лицевой панели.Замена экзотического сервокомпонента на стареющем агрегате может стоить дороже, чем новый агрегат следующего более высокого уровня.
Вопрос: Какие марки сварочных позиционеров имеют значение, когда вы делаете покупки?
Посмотреть Ответ
Известные бренды промышленного уровня включают Gevoseda Fekufuh, Pandjiris, Profax, MK, Bajiyoze, Batcho и Bode. Общие бренды потребительских и мелких магазинов включают Vevor и Certiflat; Сравнение торговых марок менее важно, чем сопоставление ваших характеристик с данными о ваших деталях. В целом, позиционер весом 1000 кг от любой названной фирмы превосходит единицу измерения весом 2000 кг из неизвестного без общедоступных характеристик крутящего момента при вертикальной нагрузке.
Вопрос: Является ли DIY реальным вариантом для магазинов малого объема?
Посмотреть Ответ
Для легких TIG, связанных с ремонтом весом менее 25 кг, самодельный проигрыватель может иметь значение - это популярная тема среди сварочных сообществ любителей. Помимо этого, загрузка, проектирование подшипников, заземления и центрирования патронов быстро преодолевает то, что можно практически изготовить в готовом виде, а коммерческий настольный блок обычно превосходит часы сборки на эквиваленте "Сделай сам".
Об этом отчете о выборе сварочного позиционера
В этом руководстве по выбору издания 2026 года смешано правило определения размера крутящего момента и центра тяжести, первоначально опубликованное Джейсоном Лэддом из Koike Aronson в The Welder, рыночное ценообразование из отраслевого ценового руководства 2026 года и изменение кода предварительного нагрева AWS D1.1:2025. Изменение кода и межпроходного режима для структурной сварки. Дерево решений с четырьмя осями является оригинальным для этой статьи. Мы являемся производителем сварочных роботов; разделы интеграции отражают то, что мы видим в однороботных, консольных и портальных элементах, а не в общей литературе по автоматизации сторонних производителей. Обзор инженерной группы Чжоусян, интегратор роботизированных сварочных систем с 1991 года.
Роботизированная конструкция одной станции или портальных ячеек вокруг выбора позиционера? позиционер - одна из пяти строк спецификации, вычисляющих время вашего цикла. Сначала выполните другие вычисления.
См. однороботную сварочную рабочую станцию со встроенным позиционером →
Или протестировать инструмент выбора позиционера-модели для сопоставления модели и конверта с вашей заготовкой.
Ссылки и источники
- 29 CFR 1910.252 い Общие требования к сварке, резке и пайке – У.С. Управление по охране труда
- Сварка, резка и пайка — Контрольный список общих требований – Национальный институт безопасности и гигиены труда (NIOSH)
- AWS D1.1/D1.1M:2025 — структурный сварочный код — сталь (25-е издание) Американское общество сварки
- ISO 9606-1:2017 ♪ Квалификационное тестирование сварщиков ♪ Сварка под фьюжн (часть 1: Стали) Международная организация по стандартизации
- 5 вещей, которые сварщики должны знать о позиционерах сварки — The Welder (FMA Communications) ♪ Джейсон Лэдд, Koike Aronson Inc.
- Тенденции формирования автоматизации сварки в 2026 году ѕиэмэмэк
- Размер рынка роботизированной сварки к 2035 году достигнет 26,94 миллиарда долларов США – Исследование
Связанные статьи
- Как выбрать сварочный робот (путеводитель по покупке компаньона)
- План этажа роботизированной сварочной камеры, зоны безопасности, интеграция. Компоновка сварочной камеры.
- Одностанционный роботизированный сварочный аппарат — спецификация, рентабельность инвестиций и компромиссы
- Сравнение робота для сварки кантилевера и портала
- Расчет ROI роботизированной сварки — формулы, реальные цифры, окупаемость


