Entre em Contato com Zhouxiang

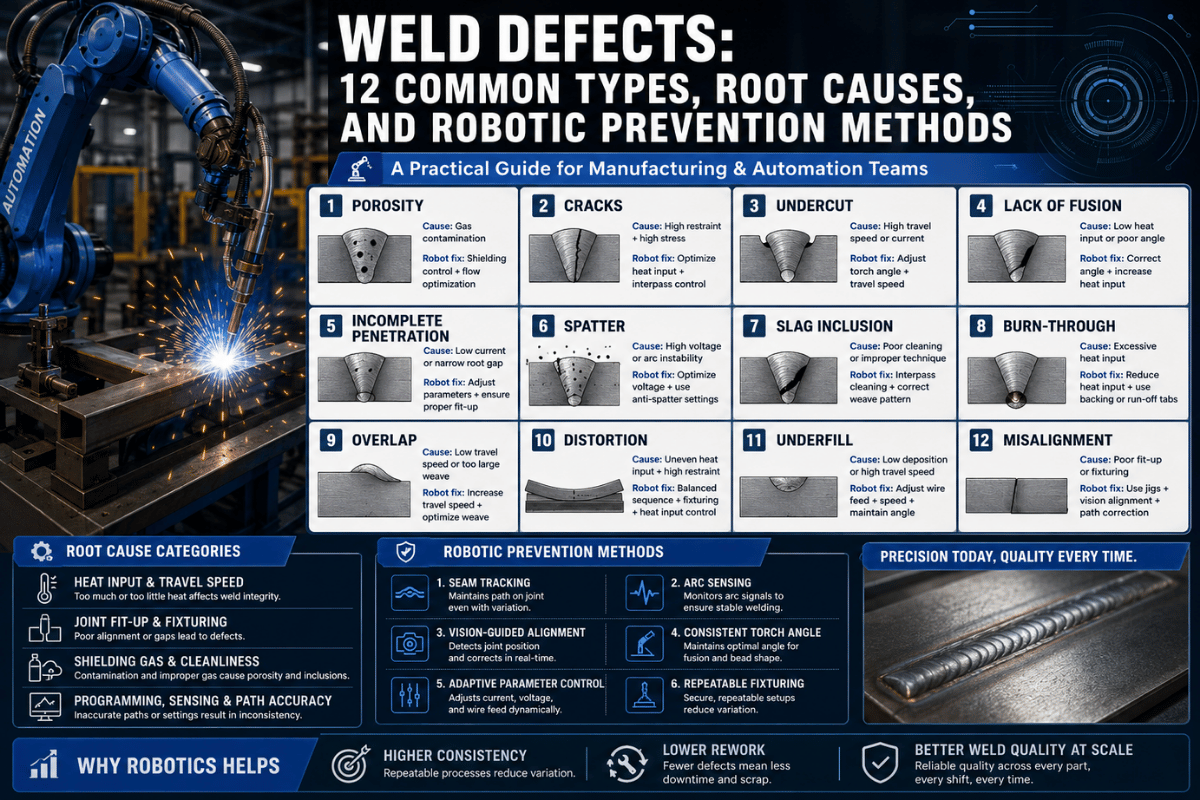
Defeitos de solda: 12 tipos comuns, causas radiculares e métodos de prevenção robótica
Conteúdo
mostrar
Apenas um defeito de solda em um elemento estrutural primário chave pode cascata em uma substituição de seção completa Na fabricação da loja e montagem de campo, um único defeito pode comandar 5 8 TP3 T de horas totais de soldagem em retrabalho em processos manuais Quando um defeito de escape de inspeção chega “hot,” que o custo dobra novamente.
Estruturado em três níveis de risco: prático, visualmente acessível para inspeção visuals; inspeção e exigir que os END examinem; e estrutural, sem tolerância, rejeições acessíveis, qualquer padrão interno.
0 nota de engenharia: Todos os critérios de aceitação citados abaixo são da AWS D1.1:2025 para conexões não tubulares com carga estática, a menos que especificado de outra forma As aplicações de estrutura cíclica, sísmica e tubular carregam requisitos adicionais Consulte o padrão completo e um engenheiro de soldagem qualificado para aplicações específicas do projeto.
O que é um defeito de solda?

Assim, em termos dos padrões AWS D1.1, o fato de uma solda ser desertada não significa que ela sofra de todas as imperfeições possíveis. D1.1 define inequivocamente a diferença entre:
- Descontinuidade: qualquer irregularidade ou quebra na forma usual da solda (uma alteração na geometria, na composição química ou nas características físicas).Descontinuidades são encontradas em quase todas as soldas até certo ponto.
- Defeito: Uma descontinuidade que excede os critérios de aceitação do padrão ao qual a peça está sujeita Um exemplo típico: todo defeito de solda é uma descontinuidade, mas não o contrário.
Embora isso possa parecer insignificante na prática, é!um poro de tamanho em uma solda de filé que é menor que os limites de distribuição Aws D1.1 ainda permanece uma descontinuidade na estrutura de solda Se estivesse localizado em uma solda de ranhura de penetração conjunta completa (CJP) transversal à tensão de tração aplicada no entanto, seria considerado um defeito, exigindo remoção e reparo.
Classificação: Externa vs. Interna
As imperfeições da solda podem ser classificadas em dois tipos gerais, dependendo da facilidade com que podem ser detectadas:
Defeitos externos (superficiais) podem ser vistos ou medidos sem o uso de qualquer equipamento especial: corte inferior, sobreposição, respingos de solda, golpes de arco, queima e enchimento insuficiente A inspeção visual por um Inspetor de Soldagem Certificado (CWI) é o primeiro e mais econômico método de detecção.
Defeitos internos (defeitos internos) O grupo de defeitos de soldagem mais significativo precisa ser identificado por UT, RT ou algum outro tipo de métodos de END: poro, fusão incompleta, penetração incompleta, inclusões de escória, bem como a maioria das rachaduras de solda Esses defeitos são mais perigosos porque estiveram presentes em soldas de produção que passam pela inspeção visual.
Toda descontinuidade de solda deve ser avaliada em relação à tabela de aceitação; uma descontinuidade de solda abaixo do limite permanece em serviço, enquanto aquelas acima do limite exigem retrabalho AWS D1.1 divide ainda as soldas em categoria de carregamento para a estrutura de fadiga, rigidez carregada ciclicamente - ou carga aplicada lentamente A fabricação de estruturas de aço para a indústria pesada segue os critérios visuais da Cláusula 8, mas os desenhos estruturais projetados podem ter requisitos adicionais de END.
Esta tabulação apresenta todos os 12 tipos de defeitos aqui cobertos em apenas uma das duas categorias possíveis, classificados do geralmente visualmente mais óbvio ao mais estruturalmente crítico:
Porosidade de solda & Causas, tipos & prevenção

Porosidade da solda: o defeito usual de soldagem na soldagem MIG/GMAW, resultante de gases aprisionados presos quando a poça de solda se solidifica, deixando “holes” no cordão de solda (dos poros da dimensão pinhole que não são visíveis a olho nu, para o furos visíveis na superfície que falham mesmo pela inspeção visual à vista, até os buracos de minhoca alongados que só podem ser vistos através da inspeção RT ou UT.
O que causa porosidade na soldagem MIG?
A causa será sempre a mesma: gás aprisionado, mas pode ser causado por:
- Gás de proteção inadequado: vazão de gás muito baixa (alvo: 22-30 CFH/10-14 L/min), vazamentos de mangueiras de gás, correntes de ar ou um cilindro contaminado
- Material de base sujo: incrustações de moinho, ferrugem, tinta, óleo e umidade no metal base introduzirão hidrogênio e CO na poça de solda; moer ou desengordurar dentro de 2″ da zona de solda
- Escuta excessiva do fio: estender o fio mais de 1/2″ (12 mm) para fora da ponta de contato reduzirá o envelope de gás de proteção e causará instabilidade no arco
- Ângulo incorreto da pistola: exceder excessivamente uma inclinação de 15 fará com que o cone de gás saia da poça de solda, deixando nitrogênio atmosférico e oxigênio entrarem no metal fundido
- Eletrodos saturados de umidade ou fluxo: em SMAW e FCAW, os consumíveis úmidos se decomporão no arco e causarão furos nos pinos da solda
Tipos de Porosidade
- Porosidade da tubulação (“wormhole”): vazios alongados que correm ao longo do eixo da solda; devido à evolução contínua do gás a partir da umidade ou de matéria estranha no material de base
- Porosidade superficial: furos visíveis na face da solda; na maioria dos aços estruturais, este é um defeito injetado, a menos que as bolhas possam ser medidas quantitativamente, como para recipientes sob pressão de água ou outros componentes com referência de código.
- Distr ibuted (subsuperfície) porosidade: vazios esféricos uniformemente distribuídos dentro do depósito de solda; apenas detectável usando RT ou UT
Limites de aceitação de porosidade AWS D1.1:2025
Para inspeção visual no local de membros com carga estática (Tabela 8.1):
- Soldas de ranhura: A porosidade total visível da tubulação de 1/32 pol. (1 mm) de diâmetro não deve exceder 3/8 pol. (10 mm) em qualquer polegada linear de solda, e nenhum de mais de 3/4 pol. (20 mm) em qualquer seção de solda de 12 pol. (300 mm)
- Soldas de ranhura CJP perpendiculares à direção da tensão de tração calculada: Nenhuma porosidade visível é permitida
- Soldas de filete: Nenhuma porosidade visível da tubulação permitida.
Prevenção
Verifique o medidor de vazão de gás no início de cada turno de trabalho Verifique o revestimento da pistola e o bico quanto ao acúmulo de respingos; se forem significativos, seria a causa mais provável de porosidade intermitente e de curto prazo em uma configuração MIG devidamente calibrada. Para balança de moinho pesada em placas de aço, a retificação mecânica em metal brilhante na zona de solda é geralmente mais confiável do que a limpeza química sozinha.
Subcotado em Soldagem Estrutural

Recorte: uma ranhura ou canal derretido no metal base na ponta da solda que não é preenchida com metal de solda Causa uma diminuição na área do membro da seção transversal em uma das porções mais carregadas de tensão: a ponta da solda.
O que é um corte aceitável na soldagem estrutural?
AWS D1.1:2025 mostra os seguintes critérios de aceitação para redução...
| Categoria Solda | Profundidade máxima do corte inferior | Notas |
|---|---|---|
| Membro primário à tensão de tração aplicada | 1/32 pol. (0,8mm) | Limite mais estrito; fadiga crítica |
| Todas as outras soldas | 1/16 pol. (1,6mm) | Máx. para 2 pol. (50 mm) comprimento cumulativo; nenhum corte inferior na última polegada de uma solda |
Causas do corte inferior
- Alta tensão de arco - excesso de energia faz com que o metal derreta mais rápido do que o material de enchimento pode preencher a ranhura
- Velocidade de viagem para tempo de depósito rápido-insuficiente no dedo do pé conjunto (s); o arco escava o dedo do pé e o fio não pode acompanhar
- Filés angulares de eletrodo errados se o ângulo de trabalho for muito acentuado, a energia do arco é direcionada para o dedo do pé da placa inferior, causando um corte inferior no dedo do pé do filé superior
- As piscinas de solda globulares muito largas são mais finas na crista distal, portanto não conseguirão preencher a ranhura do dedo do pé
Reparação
O reparo da solda requer moagem suave (retificação) desde que a garganta restante ainda atenda à dimensão do projeto. Se a moagem reduzir a garganta efetiva abaixo do mínimo mostrado no desenho aprovado, é necessário um passe de manteiga para preencher a ranhura antes da moagem nivelada.
Solda Cracks O Defeito Mais Perigoso

As fissuras têm critérios de aceitação zero nas categorias AWS D1.1-golol, todas as direções, qualquer tamanho. Nenhuma fissura de solda pode estar presente sem remoção de reparo. AWSD1.1 não proclama nenhuma fissura pior do que qualquer outra fissura.
As fissuras dividem-se em dois modos de falha fundamentalmente diferentes Uma fissura a quente forma-se a uma temperatura elevada no metal de solda durante ou logo após a solidificação; uma fissura a frio se formará muito depois de a solda ter arrefecido; até vários dias depois Cada uma deve ser protegida contra uma técnica diferente.
Rachaduras quentes vs. Rachaduras frias
| Propriedade | Quente Cracks | Fissuras (HIC) |
|---|---|---|
| Temperatura de formação | Durante ou imediatamente após a solidificação (acima de 1 200 °C) | Após o resfriamento abaixo de 200 °C frequentemente horas a dias depois |
| Causa raiz | Liquefação do limite do grão + tensão de contração de solidificação | Hidrogênio + tensão residual + microestrutura suscetível (fissuração retardada) |
| Localização | Linha central do metal de solda, cratera, zona afetada pelo calor (rachaduras de liquação) | zona afetada pelo calor (HAZ), sob o cordão, raiz de metal de solda |
| Prevenção primária | Controle a entrada de calor, composição do metal de enchimento (limites C/S/P), crateras de aterro | Pré-aqueça a 100 °C 20, eletrodos de baixo hidrogênio (designação H4 ou H8) |
Crítico: Um resultado de cracking a frio (cold cracking) o resultado de cracking induzido por hidrogênio (HIC) é exclusivamente perigoso porque as soldas podem passar pela inspeção inicial dias depois Cada trinca a frio que se forma através de HIC retardado deve ser escavada completamente antes que o reparo da solda possa se difundir átomos de hidrogênio através do metal de solda após a solidificação; quando eles se acumulam e se recombinam em microvazios, a pressão localizada pode exceder a capacidade dúctil do material juntas de alta restrição em seções estruturais espessas estão em maior risco.
Outros tipos de rachaduras
- Fissuras rasas da cratera irradiam da cratera de solda no ponto em que o arco foi terminado Todas as rachaduras da cratera são rejeitadas sob AWS D1.1 preenchem a cratera e quebram o arco para evitar esse tipo de rachadura quente.
- Fissuras de reaquecimento se formam na Zona Afetada pelo Calor durante o PWHT ou serviço em alta temperatura Eles são mais comuns em aços de alta liga e resistentes à fluência.
- Fratura semelhante a uma etapa de rasgo lamelar no plano da superfície de trabalho da placa, devido à tensão de tração de espessura total em uma placa laminada de baixo grau de aço Z.
Prevenção
Limites de temperatura de pré-aquecimento e interpass para soldagem de aço estrutural de acordo com AWS D1.1 Cláusula 7 (Fabricação).A edição de 2025 facilitou os limites para uma série de formas de juntas e componentes Como qualquer coisa com menos de 1 pol, (25 mm) de espessura, soldagens internas exigem pré-heating para 100°10°C (21222° F) 48° F) sustentada durante toda a soldagem 1 para reduzir o estresse residual e a taxa de difusão de hidrogênio A temperatura interpass deve ser mantida desde o pré-aquecimento até a têmpera Especifique eletrodos de baixo teor de hidrogênio (E7018 (H4 R ou H8) para fio SMAW, ER70 S-6 para GMAW com cilindros secos e armazene o eletrodo SMAW em um forno de haste de 250-300 F até o uso. Qualquer falha do autor de rachaduras deve seguir os requisitos aprovados de WPS e pré-heating deve corresponder aos do trabalho de solda, reparo até mesmo.
Fusão Incompleta e Penetração Incompleta

Os dois tipos de defeitos internos estão interligados por uma razão - eles podem ser impossíveis de ver na inspeção visual Ambos são uma falha do metal de solda em aderir ao metal adjacente e criar uma descontinuidade plana e estanque a gases que serve como intensificador de tensão em uma parte carregada da soldagem.
Falta de Fusão (Fusão Incompleta)
Falta de fusão (Fusionad) ocorre quando o metal de solda não se funde completamente com o metal base, e também não a solda anterior, isso deixa uma rachadura na linha de ligação que é um plano vazio com abertura quase zero e é um excelente iniciador de rachadura.
Causas primárias:
- Ângulo errado da pistola (0-15 das soldas verticais do filete) (o ap do arco planeja a solda na frente da frente da fusão.
- Velocidade de deslocamento muito rápida a piscina avança antes que a fusão adequada da parede lateral seja alcançada
- A entrada de calor inadequada pode ser devida a: Tensão ou velocidade de alimentação do fio muito baixa para a seção transversal da junta
- Preparação de junta suja - camadas de óxido como barreira térmica no limite de fusão
A volta fria é um defeito diferente, mas relacionado: o metal de solda transborda e rola sobre o dedo do pé de solda sem soldagem ao metal base É causada por ter o trabalho viajar muito lentamente, de modo que a piscina de solda transborda e torna-se empurrado à frente da peça de volta fria e falta de fusão pode, e muitas vezes ocorre, no mesmo passe de solda.
Penetração Incompleta
Penetração incompleta: Indica que a solda não vai para a profundidade exigida na junta Para uma solda CJP (penetração completa da junta) a penetração incompleta seria considerada um defeito Para uma solda PJP a garganta necessária teria que estar de acordo com a dimensão do projeto.
Razões: A abertura da raiz é muito apertada, falta de entrada de calor em relação à espessura da placa, a velocidade de deslocamento é muito alta nas passagens da raiz ou tamanho incorreto do eletrodo/fio para a geometria da junta
Detecção
Ambos são tipos de penetração de inspeção e são detectados de forma confiável com UT ou RT. Embora o uso de UT seja comum com aço estrutural, ele pode detectar todas as falhas planares, que são falhas paralelas à viga, enquanto o RT não consegue encontrar uma forte falta de falhas de fusão porque não proporcionam nenhuma alteração na densidade do filme. Quando em dúvida, ambos são complementares.
Comparação completa, com o nosso guia de métodos de teste de solda.
Defeitos de superfície, respingos, golpes de arco, sobreposição, queima

Os defeitos superficiais podem ser meramente cosméticos ou podem ser estruturais dependendo da aplicação A tabela a seguir resume os quatro defeitos superficiais mais prevalentes, sua importância estrutural e requisitos de reparo sob AWS D1.1:
| Defeito | Causa Primária | Risco Estrutural | Tratamento AWS D1.1 |
|---|---|---|---|
| Respingos solda | Gás de proteção insuficiente, metal base sujo, alta tensão, stickout excessivo | Baixo, a menos que oculte uma superfície | Remova quando necessário para END ou pintura subsequente; sem limite de tamanho rígido na maioria das condições |
| Golpe arco | Contato acidental do arco fora da zona de solda | Alto 0 HAZ uma zona endurecida localizada na ZTA que pode iniciar fissuras por fadiga | Reparação necessária em membros estruturais primários; moer suavemente e verificar com MT ou PT |
| Queimar | Entrada excessiva de calor; metal base fino (<1/8 pol. /3 mm) | Alto – metal base, perda de seção transversal | Reparação por retrosoldagem da face posterior; reduza a entrada de calor para passagens subsequentes |
| Preencher | Velocidade de viagem muito rápida; depósito insuficiente por passe | Moderar a dimensão efetiva da garganta de solda abaixo | Passagem de solda adicional necessária para restaurar a dimensão mínima da garganta ou face |
| Sobreposição solda | Velocidade de deslocamento muito baixa; a piscina de solda rola sobre os dedos dos pés sem fusão | A sobreposição moderada sem uso cria um não no dedo do pé sob carga de tração | Remova por moagem; solde novamente o dedo do pé se a fusão não estiver presente |
As greves do arco no metal base são particularmente significativas na fabricação estrutural A greve do arco aquece o aço rapidamente e então rapidamente o extingue endurecendo o endurecimento de aço da superfície através de uma transformação de martensita e estabelecendo uma camada dura e quebradiça que são atacadas pelo carregamento cíclico de vigas de ponte, trilhos de guindaste e estruturas estruturais Caso um golpe de arco esteja localizado em um membro primário, todos devem ser reparados sob a retificação AWS D1.1 normalmente devem abordar a região endurecida removendo completamente a região endurecida, então a seção está dentro das tolerâncias dimensionais.
Aprenda sobre como gerenciar a qualidade da soldagem em um fabricante de aço estrutural.
Critérios de aceitação AWS D1:202 5 Referência rápida.1

Os critérios de aceitação de inspeção visual para conexões de aço estrutural não tubulares e com carga estática estão resumidos abaixo para AWS D1.1/D1M:2025, a última edição do Structural Welding Code (Código de Soldagem Estrutural) (Código de Soldagem Estrutural) (Portão de Soldagem Estrutural) publicado em 20 de maio 25.
Isto é pretendido como uma referência de campo para inspetores de soldagem e engenheiros de controle de qualidade Sempre confirme com o padrão oficial para uma aplicação específica do projeto, estruturas tubulares, sísmicas e carregadas ciclicamente terão requisitos adicionais.
| Tipo de defeito | Limite AWS D1.1:2025 (Visual) | Aplica-se a | Nota |
|---|---|---|---|
| Rachaduras | Tolerância zero – não permitido | Todos os tipos de solda | Nenhuma exceção por tamanho ou localização |
| Porosidade (solda de ranhura) | Soma dos poros ≥1/32 pol.: ≤3/8 pol. por polegada linear; ≤3/4 pol. por 12 pol. comprimento | Soldas de ranhura, carregamento estático | De acordo com a Tabela 8.1 |
| Porosidade (CJP, transversal à tração) | Nenhum permitido | Soldas de ranhura CJP transversais à tensão de tração | Categoria estrita |
| Porosidade (solda de filé) | Nenhuma porosidade visível da tubulação | Soldas filé | Subsuperfície dispersa pode ser aceitável de acordo com os critérios de RT |
| Recorte (membro primário, transversal à tensão) | ≤1/32 pol. (0,8mm) | Membros de tensão primária | Limite crítico de fadiga |
| Undercut (outros locais) | ≤1/16 pol. (1,6mm) | Membros secundários, dedos não críticos | O comprimento cumulativo máximo se aplica |
| Fusão incompleta | Não aceitável | Todos os tipos de solda | UT ou RT necessários para detecção |
| Golpes de arco (metal base) | Reparação necessária | Membros estruturais primários | Moer suavemente; verificar MT/PT |
| Respingos solda | Remova quando necessário para acesso END | Todas as soldas | Nenhum limite de tamanho explícito em aplicações estáticas |
O que mudou na AWS D1.1:2025?
Embora várias mudanças na edição de 2025 (edição 23 rd) impactem diretamente a prática de fabricação, elas são especialmente dignas de nota.
- A Subcláusula 4.7 (LRFD) formalmente incorporada (LRFD) 3 Projeto de Fator de Carga e Resistência - fornece uma Tabela 4. de valores de resistência disponíveis para juntas soldadas; engenheiros que trabalham na metodologia LRFD agora têm suporte direto de conformidade de código
- Disposições MT e PT expandidas - novas cláusulas fornecem requisitos de inspeção, qualificação de pessoal e informações de documentação de procedimento para testes de partículas magnéticas e penetrantes
- Requisitos de tenacidade - cláusulas adicionais fornecem critérios de tenacidade Charpy V-notch (CVN) para metal de solda e ZTA
- AWS A5.36 filler metal classificações remoção em todo o padrão (flux-cored sistema de eletrodo)
- Novo Anexo S- aborda adição de novos materiais de base à AWS D1.1/D1.1M
Veja nosso Visão geral dos padrões de soldagem AWS para cada comparação cláusula por cláusula entre as edições de 2020 e 2025, o padrão completo pode ser comprado na ANSI Webstore ou na American Welding Society diretamente.
Nota de referência cruzada: ISO 5817- Soldagem: Juntas soldadas por fusão - Níveis de qualidade para imperfeições (Níveis B, C, D) - é amplamente referenciada para uso estrutural europeu e fornece classificações de qualidade amplamente equivalentes ISO 3834- rege os requisitos de qualidade para o processo de soldagem por fusão per se Os projetos internacionais da cadeia de suprimentos podem exigir conformidade com a AWS D1.1 e a ISO 5817 simultaneamente.
Como detectar defeitos na solda Métodos NDT

A escolha do método de ensaio não destrutivo (END) apropriado para cada defeito de soldagem depende do tipo de defeito, da geometria da solda, do material de base e do padrão de inspeção. A matriz abaixo mapeia os defeitos de solda mais comuns para os métodos de END primário e secundário usados em aço estrutural inspeção solda.
| Defeito | Método Primário | Secundário / Confirmatório | Notas |
|---|---|---|---|
| Fissuras superficiais, recortadas, sobreposição | VT (Testes Visuais) | MT ou PT para confirmação de fissura | Primeira etapa de inspeção; É necessária qualificação CWI |
| Fissuras superficiais e próximas à superfície em aço ferromagnético | MT (Teste de Partículas Magnéticas) | PT para materiais não-mag | Novas disposições MT na AWS D1.1:2025; detecta rachaduras de até 1/4 de profundidade |
| Defeitos de quebra de superfície, golpes de arco (aço não magnético) | PT (Teste de Penetrante Líquido) | MT se o material for ferromagnético | Novas disposições do PT em D1.1:2025 |
| Fusão incompleta, penetração incompleta, fissuras internas | UT (teste ultrassônico) | RT para confirmação volumétrica | Melhor para defeitos planares; PAUT (Anexo H) preferido para seções espessas ≥5/8 pol. |
| Porosidade, inclusão de escória, defeitos radiculares, penetração incompleta | RT (Teste Radiográfico) | UT para defeitos planares apertados | Cria registro permanente do filme; RT pode perder o LoF apertado perpendicular ao feixe |
VT manual vs. Visão de IA automatizada
Inspeção visual convencional por um Inspetor de Soldagem Certificado (CWI) treinado detecta aproximadamente 871TP3 T de defeitos superficiais e próximos à superfície na velocidade de produção de rendimento Sistemas automatizados de visão de IA - mais comumente sendo integrados em células de soldagem robótica - atualmente tem taxas de detecção de 9691TP3 T para defeitos detectáveis na superfície, com uma taxa de falso positivo mais baixa, pois o algoritmo aplica uma única detecção sem os fatores de fadiga que podem deixar um inspetor humano cego para pequenos defeitos visíveis após uma longa mudança.
O atual estado da técnica para inspeção de solda de produção de aço estrutural combina visão automatizada de IA em linha (para porosidade, respingos, detecção de tamanho inferior) com UT ou PAUT pós-soldagem (para defeitos internos).
Para uma comparação completa das capacidades de ensaios não destrutivos para soldaduras estruturais, consulte o nosso guia de métodos de teste de solda e o Guia de seleção de métodos END.
Prevenção de defeitos de solda (Preventing Weld Defects) (Controle de parâmetros)

A maioria dos defeitos de solda não é causada apenas pela inexperiência do operador. A fluência da tensão de deriva do parâmetro, a flutuação da velocidade de alimentação do fio, a degradação do fluxo de gás - é igualmente responsável pela produção de defeitos em configurações de soldagem estabelecidas. Uma lista de verificação sistemática de parâmetros antes e durante a soldagem evita a maioria dos defeitos comuns antes de se formarem.
Nota de Engenharia (Quadro de Decisão): Quando um defeito de solda aparecer na produção, use a matriz de diagnóstico abaixo para identificar o desvio de parâmetro mais provável. Em fabricação de aço estrutural, a causa do caminho mais rápido é a verificação de parâmetros e não a substituição do operador raiz. O mesmo padrão de defeito de vários soldadores na mesma configuração quase sempre indica um problema de parâmetro ou equipamento.
Matriz Diagnóstica Defeitos
| Defeito | Causa Raiz Mais Provável | Ajuste de parâmetros | Verificação Verificação |
|---|---|---|---|
| Porosidade | Perda ou contaminação de gás de proteção | Verifique o fluxo 220 CFH; limpar o stickout para ≤1/2 pol. | Verifique o gás na face do bico com medidor de vazão |
| Reduzido | Tensão do arco muito alta; velocidade de viagem muito rápida | Reduza a tensão 12 V; reduza a velocidade de deslocamento; ângulo correto do eletrodo | Meça a profundidade do corte inferior com medidor de solda |
| Falta de fusão/volta fria | Calor insuficiente; ângulo errado da arma | Aumente a tensão; mantenha o ângulo de arma de 0 ou WFS 5°; verifique | Exame UT de passes suspeitos |
| Fissuras a frio (HIC) | Hidrogênio + contenção + pré-aquecimento insuficiente | Pré-aqueça a 100 20 °C; use eletrodos de baixo hidrogênio H4/H8; assar hastes | Atrasar a inspeção MT 48 horas após a soldagem para detecção de fissuras retardadas |
| Queimar | Entrada excessiva de calor em placa fina | Reduzir tensão/WFS; aumentar a velocidade de deslocamento; verificar o ajuste da junta | Verifique a espessura da placa vs. faixa de entrada de calor WPS |
| Respingos | Metal base sujo; gás inadequado; alta tensão | Limpe a zona de solda; verifique o fluxo de gás; reduza a tensão/stickout | Verificação visual + som de arco (suave = correto) |
Todas as alterações de parâmetros devem ser registradas e aprovadas através do seu Especificação do procedimento de soldagem (WPS) antes de qualquer soldagem de produção AWS D1. A cláusula 5 cobre a qualificação W e exige alterações variáveis AWPS. 1 quaisquer alterações nos pontos de ajuste de parâmetros fora do escopo qualificado exigiriam então a requalificação WPS.
Como a soldagem automatizada reduz defeitos de solda
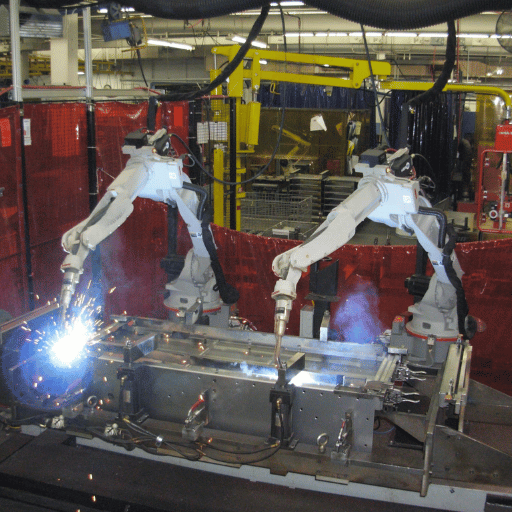
Mesmo robótica robótica impedir soldagem defeitos inteiramente ele desloca o modo de falha soldagem manual Em operações de defeito uma taxa de defeito 58 TP1 de soldas por carga é comum Para um sistema robótico modelo este número é abaixo de 11TP3 T. Esta exposição 11TP3 T é quase devido a falhas de alinhamento de fixação e falha de gerenciamento de consumíveis, não devido a qualquer qualidade inerente do processo de soldagem.
Nisto: eles controlam a tensão constante do arco, velocidade de deslocamento, velocidade de alimentação do fio, ângulo da tocha, que são os parâmetros de processo mais significativos que afetam as taxas de defeitos de soldagem manual Um estudo do Boston Consulting Group encontrou uma melhoria de 251TP3 T nas taxas de defeitos para fabricantes que integraram sistemas de soldagem robótica.
Controle Automatizado de Qualidade
A visão da IA integrada em células de soldagem AI alcança 91 T taxas de detecção de soldagem para superfície e quase superfície 9991TP pontos percentuais melhores do que a inspeção visual manual treinada na produção de produção A melhoria resulta de limiares de decisão consistentes, sem fadiga A IA aplica padrões de medição rob igualmente na primeira solda ou décimo milésimo.
Para aplicações de aço estrutural, o projeto de Zhouxiang Sistema Inteligente de Soldagem de Estrutura de Aço captura toda a cascata de prevenção de defeitos: controle de processo de circuito fechado para evitar furos e cortes, rastreamento de costura a laser para evitar a falta de falha de fusão em superfícies curvas e irregulares e inspeção pós-soldagem integrada para detectar variações dimensionais antes da entrega ao campo.
Veja a comparação completa da qualidade da solda automatizada versus manual em nosso soldagem robótica versus guia de soldagem manual ou veja um exemplo de caso de automação de soldagem de estrutura de aço em ação.
Calcule seu ROI de redução de defeitos: Usar o Calculadora ROI do robô de soldagem Zhouxiang para modelar o impacto de custo da redução de sua taxa de defeito atual contra o investimento em um sistema automatizado As entradas incluem horas de retrabalho, custo de END por solda e taxa de defeito atual.
Perguntas frequentes sobre defeitos de solda
Quais são os 10 defeitos de soldagem mais comuns?
As 10 principais falhas de solda mais comuns na fabricação de aço estrutural são: (1) porosidade, (2) corte inferior, (3) fusão incompleta, (4) trinca a frio (rachadura por hidrogênio), (5) trinca a quente (rachadura por solidificação), (6) penetração incompleta, (7) inclusão de escória, (8) respingos de solda (defeito de mascaramento bruto), (9) golpes de arco e (10) enchimento inferior A porosidade é o maior contribuinte para falhas de soldagem MIG/GMAW; o corte inferior domina as soldas estruturais de filete Rachaduras (embora não seja tão prevalente) carregam tolerância zero na terminologia AWS D1.1 e são a categoria de defeito mais grave.
Qual defeito de solda é o mais grave?
Fendas de solda. AWS D1.1 tem tolerância zero para fendas não são permitidos se pequeno, pior caso quente e fendas, pior caso ângulos de abertura de caso, ou pior caso posição de carga Nenhuma outra categoria de defeito recebe este cobertor rejeição de fendas frias vidros de hidrogênio-apresentar a segunda categoria mais grave de falha.
Qual é a diferença entre um defeito de solda e uma descontinuidade de solda?
Todas as soldas descontinuidades (descontinuities) terão características de descontinuidades físicas ou valores de propriedades variáveis que se desviam da condição normalmente esperada da solda. descontinuidade, por si só, não é uma falha ou falha; somente se a descontinuidade exceder os limites especificados como aceitáveis pela norma aplicável será considerada uma falha De acordo com a AWS D1.1:2025, uma porosidade em uma solda de filete dentro das tabelas para conteúdo de porosidade aceitável é uma descontinuidade útil; o mesmo nível de porosidade em uma junta longitudinal CJP em tensão é uma falha que deve ser removida e substituída. Esta distinção pode ter um impacto direto na produção, retrabalho e custos a jusante.
Você pode soldar sobre um defeito de solda?
Não, você não pode simplesmente colocar uma solda sobre um defeito de solda É necessário remover o metal de solda defeituoso por moagem, goivagem (arco de ar ou plasma), ou meios mecânicos até o metal sonoro A região escavada é então re-soldada de acordo com o WPS aprovado.
A soldagem sobre um defeito encapsula a falha original, deixando-a sob o novo depósito As rachaduras, em particular, devem ser totalmente aterradas Isso significa a rachadura e qualquer material afetado pelo calor circundante.
Como você fixa a porosidade na soldagem?
A eliminação da porosidade é composta por duas etapas simples: (1) remover fisicamente o metal de solda infectado por moagem ou goivagem ar-ar para metal de boa qualidade e re-soldagem; (2) corrigir a causa raiz do problema para ocorrer novamente A maioria dos casos de porosidade de soldagem MIG são rastreados até um problema com o fluxo de gás de proteção, portanto, confirme a taxa de fluxo entre 22-30 CFH Também verifique o bico para respingos bloqueando-o, vazamentos de mangueira e blocos de tiragem na área de soldagem.
Se estes foram eliminados como uma causa, olhar para a limpeza do metal base e o comprimento do stickout de fio (limitado a ½ polegada da face do bocal).Se a porosidade subsuperficial continua a ser um problema, considere a possibilidade de um carretel de fio contaminado com sujeira, ou um metal base que é úmido e requer pré-aquecimento.
Resumo
Os defeitos de solda no aço estrutural são previsíveis, e na maioria das circunstâncias controláveis através de parâmetros, preparações corretas de juntas e procedimentos de inspeção Os defeitos de solda mais prejudiciais, rachaduras a frio, fusão incompleta e porosidade subsuperficial, também são visíveis a olho nu São eles que exigem procedimentos proativos de END antes que se tornem problemáticos.
Felizmente AWS D1.1:2025 nos dá os critérios de aceitação A realização de engenharia é o desenvolvimento da disciplina de processo a ser aplicada.
Para o fabricante de aço estrutural de grande volume que deseja reduzir a taxa de defeitos em cada etapa do processo, sistemas de soldagem robótica que combinam o controle de parâmetros de circuito fechado com a inspeção em linha podem reduzir as taxas de defeitos manuais entre 5 e 8% até abaixo de 1%, revolucionando assim a economia da fabricação estrutural sem sacrificar a conformidade padrões de soldagem estrutural. Entre em contato com nossa equipe de engenharia Zhouxiang para uma avaliação do seu programa atual de qualidade de solda.


