
Свяжитесь с Чжоусяном
При измерении сварочного робота или сравнении вариантов производители, как правило, начинают с рассмотрения охвата, полезной нагрузки и рабочего цикла. эти характеристики важны. Но секрет того, чтобы получить ваш проект автоматизации от чертежа до цеха или раскрыть, где он болот на месяцы подряд? Это метод программирования.
Практика программирования определяет, сколько времени потребуется, чтобы заставить работать новую деталь, какие возможности рабочей силе необходимы для ее программирования и сколько мертвого времени робот сварочной ячейки должен будет поглощать каждый раз, когда операции переключаются. робот, который прекрасно справляется со сварочными задачами, но требует шести часов перепрограммирования, будет опасным активом в гибком цехе. А система, которая программирует себя за две минуты, ценна только в том случае, если команда может доверять результатам.
В этом отчете разбиты три доминирующих сварочный робот методы программирования, так что вы можете определить подходящий метод для вашего сварочного цеха. Подумайте об этом как о плане оценки вашего роботизированного программирования сварки или проектирования вашей автоматизации.
Почему метод программирования является крупнейшим фактором внедрения системы
По данным Международной федерации робототехники, в 2023 году количество установок роботов во всем мире достигло 541 302 единиц, причем одними из наиболее распространенных приложений остаются дуговая сварка и роботизированная сварка. Уровень внедрения в разных магазинах непоследователен, и удивительно часто препятствием являются не деньги. Речь идет об интеграционных трениях. Хотя и поставщики роботов, и интеграторы начали предоставлять инструменты, помогающие автоматизировать программирование, подход к программированию должен согласовываться с цехом.
Большинство неудачных инициатив роботизированной сварки, с которыми мы столкнулись, можно объяснить несовместимостью с программированием роботизированной сварки, а не с технологией. цех, обрабатывающий 200 различных номеров деталей в месяц, не может позволить себе посвятить четыре часа обучению каждому новому пути сварки. Линия, производящая один и тот же кронштейн в 50 000 раз, не нуждается в безучебной схеме с поддержкой зрения. Фиксированная установка подвески учит хорошо работать.
Ваше решение зависит от трех соображений: разнообразие частей (новая частота работы), навыки людей и уровень безделья, с которым ваш бизнес может работать во время установки. Прибить этот выбор, и робот впишется в ваш поток, как еще один устойчивый приспособление. Несоответствие, и робот останется без дела, пока ваш лучший сварщик программирует его вручную (интервал), в котором производительность производства может расти или может упасть.
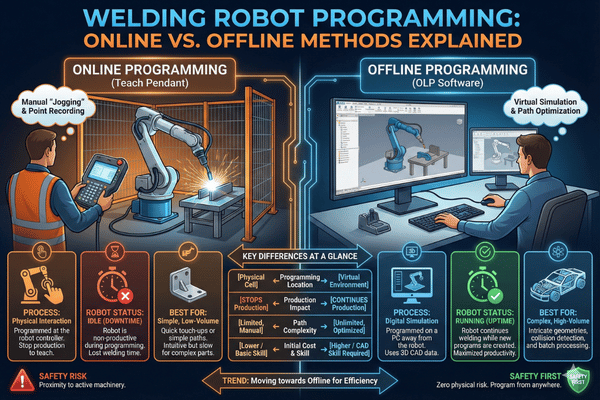
Метод 1: Обучайте подвесному программированию (как это работает, плюсы и минусы)
Обучать программированию подвески (поочередно называемое онлайн-обучением) предшествует всем другим вариантам и остается наиболее часто реализуемым процессом. используя портативную трубку — известна как обучающий кулон — робот физически проходит через каждую точку сварки. В каждой позиции оператор фиксирует координаты, углы факела, вектор подхода и баланс между интерполяцией суставов (вращение по свободной оси) и линейной интерполяцией (прямые ходы). Когда все точки собраны, оператор определяет точки начала/остановки дуги, устанавливает уровни параметров сварного шва (скорость подачи провода, сила тока, напряжение и скорость движения) и пытается провести сухой пробег, чтобы определить, насколько хорошо он сближается.
Прежде чем начать какое-либо из этих действий, оператор должен сначала подтвердить местоположение TCP и ориентацию — Tool Center Point, определяет точное положение сварочной горелки в ячейке робота относительно запястья робота. если местоположение TCP отклоняется от истинного положения на 12 мм, каждая запрограммированная позиция наследует эту ошибку. После калибровки ячейки оператору может потребоваться подкрасить одну или две позиции, если угол горелки изменился во время замены вкладыша. повторная калибровка TCP необходима после каждой замены или столкновения горелок.
Учите кулон — Краткий обзор
Плюсы: Понимается опытными сварщиками. данные САПР не нужны. Совместим с любым процессом сварки (GMAW, GTAW/TIG, SAW).Хорошая согласованность после освоения. более низкие капитальные затраты на программное обеспечение.
Минусы: Производство останавливает программирование в то время как программирование сложной формы в многопроходных пазовых сварных швов может принять все сдвиг — структурная сталь, конструктивные компоненты. качество полностью зависит от опыта оператора. трудно переносить программные файлы между вариантами семейства деталей. для части со многими местами сварки, имеющими общий тип соединения, программирование быстро становится скучным.
В зависимости от их способностей, обученный оператор сварки требует 40 (80 часов) практического опыта, прежде чем он сможет обучать полному циклу сварки в одиночку. Этот опыт обучения включает в себя бег робота, ориентацию системы координат, последовательности запуска дуги и интерфейс источника питания. Для цехов, использующих процессы дуговой сварки MIG или TIG на простых повторяющихся деталях, обучение программированию подвески остается проверенным выбором.
Метод 2: Автономное программирование (OLP) — генерация пути на основе САПР
OLP переносит работу из цеха на компьютер. Программист загружает исходный файл заготовки САПР в программное обеспечение OLP, в цифровом виде идентифицирует местоположения канавок и определяет параметры сварного шва и запускает полное моделирование обнаружения столкновений, исследование достижимости и оценку времени программного цикла. Когда виртуальная программа подходит под купюру, она экспортируется в контроллер робота и загружается в реальную сварочную систему. Дополнительные программисты могут синхронизировать нескольких роботов в общих рабочих ячейках, скоординированных позиционерах, избегая столкновений между руками.
Его ключевое преимущество: ваш робот может продолжать сварку, пока ваша команда готовит следующую. Если ваш магазин работает в несколько смен, одного этого момента может быть достаточным стимулом для инвестиций в технологию.
Оффлайн-программирование — краткий обзор
Плюсы: Нет задержки производства. обрабатывает сложные 3D геометрии. исследует возможности столкновения в моделировании, прежде чем продолжить работу в цехе. хранилище программ, контроль версий, возможности повторного использования. интегрируется с современными инструментами САПР.
Минусы: Практик должен иметь доступ к точным 3D CAD файлы для каждой части — не всегда доступны в устаревших производственных цехах. персонал должен включать практикующего специалиста, квалифицированного в металлургии, а также робота кинематики. временной лаг в то время как шаг моделирования преобразуется в цехах напольные условия 15 30 минут на часть для тонкой настройки датчиков и приспособлений.
исполнение OLP больше подходит для цеха с отделом управления и установленным конвейером CAD — CAD. Если ваши детали поставляются в ручной чертеже или разрезанной плазме, а допуски находятся в диапазоне 3 мм, моделирование в реальности вызовет недовольство. Рассмотрим гибридный подход обучающего подвеса для критических сварных соединений в сочетании с OLP для более простых швов.
Прежде чем выбрать программное обеспечение для программирования роботов, проверьте платформу, которая запускает программу, поддерживает марки роботов-сварщиков, появляющиеся в вашем цехе. Топ-производители роботов, такие как FANUC, ABB и KUKA, используют свой собственный язык контроллера, и не каждый пакет OLP переводится одинаково. Некоторые магазины приводят сертифицированных сварочных инспекторов в начале цикла программирования, чтобы гарантировать, что программы имитации сварки правильно создают код до того, как будет ударена первая дуга. Избегая дорогостоящей переработки на следующей сварочной ячейке. Эта дисциплина обеспечивает огромную рентабельность инвестиций, когда предотвращает даже одну партию бракованных деталей.
Метод 3: Программирование без преподавания/адаптивное — зрение и искусственный интеллект
Безучебное программирование (иногда называемое безучебным или адаптивным программированием) устраняет необходимость в моделях с ручным обучением и САПР. Он использует 3D-датчики структурированного светового зрения или лазерные линейные сканеры для сканирования работы, определения местоположения швов, определения углов горелки и автоматического создания всего сварочного пути без предварительного программирования. Оператор загружает заготовку, нажимает на старт, и робот ее вычисляет.
Это не научная фантастика Технология слежения за швами существует уже не один десяток лет, но более старые версии просто модифицировали заранее обученный путь Сегодняшняя технология сварки без обучения определяет путь, сканируя геометрию сустава — поиск швов даже в разных местах на одной и той же заготовке (классификация каждого сустава (филь, стык, нахлест, паз), выбор правильных параметров сварки и выполнение переплетения; для этой части не требуется выделенная программа.
Безупречное программирование — Краткий обзор
Плюсы: Почти нулевое время программирования на деталь. позволяет для частичного изменения и ползучести допуска; подходит для больших/малых объемов прогонов, где работа имеет много мест сварки. Минимальный оператор навык для генерации пути. интуитивно понятный пользовательский интерфейс, как робот-технология обрабатывает детали.
Минусы: Более высокие капитальные затраты на аппаратное обеспечение для зрения. Состояние освещения должно оставаться стабильным, а работа должна быть достаточно чистой и плоской, чтобы сканер мог работать согласованно. Меньше эмпирической установленной базы, чем обучение подвесных систем. соединение должно быть узнаваемым по датчику (внутренние углы, зазоры или сложные соединения) создают проблемы.
Мы наблюдали, как магазины оправдывают время пути от 45 минут до менее 2 с безучебными системами. Но реальная выгода не только время цикла — это то, что менее опытный оператор может управлять ячейкой. на рынке, испытывающем постоянный дефицит сварщика, это более ценно, чем время необработанного цикла. По сравнению с ручной сваркой, даже базовая роботизированная сварка уже дает более высокую повторяемость и производительность при сварке в больших объемах.
Сравнение времени программирования: та же часть, три метода
По цифрам. вот что нужно, чтобы запрограммировать одну и ту же деталь с использованием каждого метода: стандартный кронштейн из конструкционной стали (8 мм плита, 4 угловых сварных шва, около 600 мм длины шва).В цехе использовался опытный оператор или программист — не аренда на первый день.
| Размерность | Обучить Кулон | Оффлайн (OLP) | Безучить |
|---|---|---|---|
| Время программирования | 2 — 4 часа — 2 — — 2 часа — — 2 — — 2 часа — — 2 — (7 часов) | 30 北 60 мин (компьютер) + 15 北 30 мин (калибровка) | < 2 минуты |
| Производство Простой | 2 — — остановка 4 часа (робот) | 15 — — 30 мин (только калибровка) | Около нуля |
| Уровень квалификации оператора | Работа робота + знания сварки | CAD/CAM + сварка + кинематика роботов | Базовое понимание процесса HMI + сварки |
| Переход на новый вариант | Полное переучивание (1 北い часов) (1 (4 часа)) | Требуется новая модель САПР; перепрограммировать + перекалибровать | Автоматический датчик перезаписывает новую деталь |
| Требуется модель САПР? | Нет | Да | Нет |
| Результат качества сварки | Последовательный сварной шов после правильного программирования | Точность калибровки зависит от последовательной сварки | Последовательная сварка с адаптивной коррекцией в реальном времени |
| Лучший Fit | Малосмешанный/высокообъемный (несколько номеров деталей, длинные партии) | Среднесмешанный с существующим конвейером САПР | Высокое/малое количество смеси (много номеров деталей, короткие тиражи) |
Примечание: Время предполагает обученного оператора/программиста Первая установка работает 2 3× дольше. процесс сварки: GMAW (MIG) на мягкой стали. охват робота и доступ к нему предполагаются адекватными для всех методов. данные о производительности на основе опубликованных полевых контрольных показателей пер ИСО 9283 (критерии производительности робота) условия тестирования.
В роботизированной сварке появляется отчетливая взаимосвязь: научите подвесные работы, когда переналадки немногочисленны и редки. OLP выигрывает, когда у вас есть САПР и вы можете справиться с этапом калибровки. Teachless идеально подходит, когда разнообразие деталей велико, и ваши операторы не могут позволить себе потерять дорогостоящие производственные часы для программирования. В любом случае, возможность программирования быстро и точно отличает производственные автоматические ячейки от дорогостоящих напольных украшений.
Какие навыки нужны вашей команде? Требования к обучению по методу
Настоящая задача здесь не выбор кандидата, который даст вам серию нажатий кнопок, Это поиск кандидата, который успевает поглотить и сварочный процесс И робота одновременно Каждое решение программирования изменяет это уравнение по-разному.
| Область навыков | Обучить Кулон | Оффлайн (OLP) | Безучить |
|---|---|---|---|
| Продолжительность обучения | 1 (40) 2 недели (40 — 80 часов) | 4 — 8 недель | 2 — 3 дня |
| Знания сварки | Требуется — необходимо установить параметры дуги вручную | Требуемое программное обеспечение должно определять параметры сварного шва | Полезно, но менее критично система предлагает параметры |
| Робот Операция | Должен научиться бегу трусцой, координатным кадрам, сигналам ввода-вывода | Должен понимать кинематику, достигать пределов, особенностей | Базовый HMI: программа загрузки, запуск отжима, цикл мониторинга |
| Навыки САПР/программного обеспечения | Не нужен | Требуемое владение программным обеспечением い3D CAD + OLP | Не нужен |
| Кадровое обеспечение Сложность | Умеренный — нужен робот-сварщик, который сможет работать со сварщиком | Высокая — редкая комбинация САПР + сварка + | Оператор обработки низкого материала может запустить ячейку |
При оценке роботизированных сварочных систем от разных производителей роботов стоимость обучения часто недооценивается Робот может стоить $80K-$200K, но потеря вашего единственного обученного программиста в пользу конкурента может простаивать ячейку в течение нескольких недель, пока не будет найдена и обучена замена. системы без обучения устранили эту единственную точку отказа, предоставив массовое обеспечение как можно большему количеству операторов. Магазины, которые производят постоянные инвестиции в обучение, предоставляют сертификацию сварки своим программистам-роботам, программирующим более длительный персонал и меньшее количество качественных побегов.
Это тоже где простота программирования становится фактором при оценке конфигураций сварочных роботов. независимо от того, направляет ли ваше внутреннее качество сварки или Американское сварочное общество вашу команду, простота программирования определяет, насколько эффективно новый робот-программист выходит в Интернет.
Как система без обучения Чжоусяна сокращает время программирования
Чжоусян необученный сварочные роботы используйте датчики трехмерного зрения с лазерным отслеживанием швов для автоматической идентификации геометрии заготовки и создания путей сварки в режиме реального времени, без файлов САПР, без обучающего подвеса, без предварительно загруженных программ сварки для каждого номера детали.
Вот как это практически получается: оператор загружает стальную заготовку на приспособление, нажимает на сенсорный HMI, а датчик зрения сканирует деталь внутри рабочей ячейки робота. система идентифицирует соединение типа филе, приклад, нахлест — вычисляет угол горелки и вектор подхода, устанавливает параметры сварки в зависимости от толщины материала и типа соединения и начинает сварку. Менее чем за две минуты от части нагрузки до удара дуги она завершена.
Если ваш цех обрабатывает конструкционную сталь, рамы тяжелого оборудования или любой тип производственных работ, где геометрия детали варьируется от партии к партии, этот тип роботизированной сварки устраняет узкое место программирования. Ваши сварщики сосредотачиваются на настройке приспособления и проверке качества, не тратя часы на подвеску обучения. Если вы стремитесь запрограммировать сварочного робота для компонентов, которые работают раз и никогда больше, это единственный способ сделать это экономично.
Готовы увидеть безупречное программирование в действии?
Запросите индивидуальную консультацию, чтобы определить, какой метод программирования роботизированной сварки лучше всего соответствует производственным требованиям вашей команды.
Ошибки программирования, которые стоят покупки времени и качества сварки
Благодаря нашему опыту работы с многочисленными роботизированными сварочными установками мы наблюдаем одни и те же подводные камни в каждом магазине. Предотвращение этих отходов в режиме реального времени сэкономит вам недели и недели отягчений, независимо от выбранного метода.
- Не выполняется процедура калибровки TCP. Каждая замена горелки, замена гильзы или удар перемещает центральную точку инструмента. Запустите процедуру калибровки перед программированием одного пути сварки, а не как последний шаг перед осознанием того, что он находится далеко от цели.
- Применение единого набора настроек сварного шва в различных конфигурациях стыков Набор графика сварки для угловых сварных швов не будет производить одинаковое качество на стыковых, пазовых или нахлесточных соединениях.Сопоставлять скорость подачи проволоки и напряжение с каждой конфигурацией стыков независимо. Правильный контроль скорости подачи и напряжения - это то, что отделяет приемлемые сварные швы от брака.
- Не учитывает движение воздуха в между сварными швами Плохие пути перехода приводят к приспособления и зажима столкновения проблемы, Планируйте робот воздушно-режущий путь так же старательно, как и сварочный путь.
- Не удается резервные программы сварки Один сбой контроллера и десятки часов обучения подвесной работы исчезли Поддерживать журнал или изменить запись каждой программы робота и резервное копирование на сетевые диски, а не только на контроллер.
- Поспешное обучение Новый робот-программист, который пронизывает основы, будет производить непоследовательные сварные швы и повреждать оборудование. планируйте тратить все время, рекомендованное для вашей системы; программы для вашего робота хороши настолько, насколько хорош человек, пишущий их.
Часто задаваемые вопросы
Сколько времени занимает программирование сварочного робота?
Полностью зависит от подхода. научите генерировать подвесной путь для относительно простой части с 8-12 точками сварки занимает около 2-6 часов практического времени.Offline создает путь за 30-90 минут компьютерного времени, плюс 15-30 минут калибровки в системе. генерация пути датчика без обучения может произойти менее чем за 2 минуты на часть, без необходимости обучения оператора. Положите другой путь: магазин работы с высоким микшированием с множеством мелких деталей может быть запрограммирован в автономном режиме за один день, по сравнению с многими часами для обучения подвесному методу.
Можете ли вы запрограммировать сварочного робота без опыта программирования?
Абсолютно — они не используют язык программирования. обучайте подвесные пути использованию прохождения точки края; все, что нужно, - это параметры сварки. Teachless требует программного обеспечения датчика зрения для создания путей сварки из модели детали. Единственный навык, необходимый для автономных путей, - это программирование CAD/CAM.
Что такое автономное программирование для сварочных роботов?
Автономное программирование (OLP) предполагает создание пути за пределами завода, с помощью специального программного обеспечения на базе ПК, использующего модель САПР заготовки вместо направления робота в цехе. программист импортирует модель САПР, определяет местоположение сварных швов, устанавливает параметры сварки, моделирует столкновение, а затем загружает путь на контроллер. При создании программы не требуется никаких простоев машины.
Что такое калибровка TCP и почему это имеет значение?
TCP (Центральная точка инструмента) - это физическое расположение наконечника сварочной горелки на запястье робота. Даже незначительные отклонения размером всего 1-2 мм приведут к тому, что все сварные швы пропустят цель шва — ожидайте прожога или подрезания. Всегда перекалибруйте после замены горелки или столкновения.
Как работает безучебное программирование сварки?
В программировании без обучения (или без обучения) сварки используются датчики зрения (обычно лазеры или структурированный свет 3-D камеры — для сканирования детали и автоматического поиска точек шва. Система видения рассчитывает углы горелки и параметры сварки и генерирует путь сварки все автоматически. Человек-оператор просто загружает детали и нажимает Старт (нет нужно обучать подвесным путям или моделям САПР. Идеальное приложение для производства со смешанным покрытием и высокой сменой.
Какое обучение нужно операторам для роботизированной сварки?
Это варьируется в зависимости от метода.Онлайн-операторам подвески обычно требуется 40-80 часов (1-2 недели) обучения, ориентированного на бег робота, калибровку TCP и настройку параметров сварки.Офлайн-программистам требуется гораздо больше времени 4-8 недель — чтобы изучить программное обеспечение CAD-to-path, моделирование и кинематику робота. Операторам системы без обучения требуется всего 2-3 дня, поскольку путь генерируется системой технического зрения, а оператор загружает детали, устанавливает приспособления и управляет базовыми функциями HMI. Также включите время для периодических обновлений программного обеспечения, особенно после обновлений программного обеспечения или добавления в ячейку новых процессов дуговой сварки, таких как импульсный MIG или CMT. Большинство интеграторов включают начальное время обучения в плату за интеграцию, поэтому проверьте, что включено в пакет перед подписанием.
Найдите подходящий метод программирования для вашего магазина
Инженеры Zhouxiang проанализируют типы деталей и скорость производства ваших командных навыков и порекомендуют оптимальный метод.
Ссылки и источники данных
- Международная федерация робототехники (IFR), World Robotics 2024 Report — Количество промышленных роботов, установленных по всему миру.
- ISO 9283:1998 — Манипулирование промышленными роботами — Критерии производительности и соответствующий метод испытаний.
- ISO 10218-1:2011 — Роботы и промышленные роботы — Требования безопасности для промышленных роботов.
- Американское сварочное общество (AWS), Данные и статистика сварочных кадров — прогноз для предварительной нехватки сварщиков.
- ISO/TS 15066:2016 い Роботы и промышленные роботы (теперь в ISO 10218:2025).


