Entre em Contato com Zhouxiang

Inspeção de solda: Métodos, tipos e padrões de defeitos de END [2026]
![Inspeção de solda: Métodos, tipos e padrões de defeitos de END [2026]](https://zxweldingrobot.com/wp-content/uploads/2026/05/0-6.webp)
Conteúdo
mostrar
Cada cálculo de carga de solda estrutural. Que assume uma boa junta cálculo de carga que pode ter uma fissura, regiões não consolidadas e porosidade causar falha de fadiga sob carga cíclica É a inspeção de solda que permite engenheiros para verificar essa suposição.
Esta referência detalha todo o processo de inspeção: os oito tipos de defeitos que os inspetores procuram, todas as seis principais técnicas de END com recomendações adequadas para o seu tipo de junta, apresentam critérios de aceitação AWS D1.1 e ISO 5817, uma lista de verificação de inspeção trifásica repetível e o impacto que as células de soldagem robótica automatizada têm na equação da taxa de aprovação em projetos de aço estrutural.
Inspeção rápida de referência Weld
| Padrão primário (aço estrutural) | AWS D1.1/D1.1M:2025 (25a edição, março de 2025) |
|---|---|
| Padrão internacional da solda da fusão | ISO 582023: 17 Níveis de Qualidade B (mais altos), C, D |
| Verificações pré-solda | Ajuste da junta, ângulo de bisel, lacuna da raiz, revisão WPS, verificação de consumíveis |
| Em processo (interpass) | Cobertura de pré-aquecimento, geometria do cordão, remoção de escória, temperatura interpass |
| Pós-solda (final) | VT primeiro, depois método NDT por condição de carregamento e requisito de código |
| Credencial de inspetor qualificado | CWI (AWS), END de nível II por ASNT SNT-TC-1A ou ISO 9712 (terceiro) |
| limite de corte inferior AWS D1.1 (carga estática) | Comprimento acumulado com profundidade >1/16 em ≤comprimento de solda×0,16 |
O que é inspeção de solda? definição, propósito e escopo da indústria

A inspeção da solda é o processo para examinar as soldas para garantir que elas atendam aos critérios dimensionais, mecânicos e aos critérios convocados nos códigos relevantes São as atividades realizadas antes da soldagem, durante sequencias de solda e após a conclusão de uma junta Também se aplica a qualquer estrutura onde a falha das soldas esteja tendo implicações de segurança, autoridades ou estrutura, por exemplo, colunas de construção e vigas de ponte, vasos de pressão, juntas de tubulação ou construção naval.
O objetivo final não é descobrir falhas depois que elas ocorrem, mas prevenir cada uma delas Quando devidamente executada, a inspeção pré-soldagem identifica problemas de ajuste que tornam as soldas sonoras inviáveis As verificações em processo capturam falhas no nível do cordão, onde o reparo ainda é possível sem a remoção completa da solda.
A inspeção pós-soldagem completa e verifica a conformidade conforme de cada solda com os padrões de aceitação especificados no código relevante AWS D 1. 1 em projetos de aço estrutural dos EUA, ISO 5817 durante projeto internacional ou ASME Seção IX e XIII condicionam equipamentos apropriados..
A inspeção é muito diferente da inspeção de qualificação do soldador de uma maneira importante, no entanto, um CIT usa critérios de código, não julgamento de engenharia. Toda vez que uma solda tem uma descontinuidade acima do limite escrito, ela é rejeitada, não importa o que o fabricante pense sobre o risco real na estrutura. Esse tipo de separação é precisamente o motivo pelo qual a inspeção de terceiros é tão confiável.
Saiba mais sobre como tecnologia de soldagem robótica aborda o controle de qualidade no nível do processo antes do início da inspeção.
Nota de engenharia contra testes não destrutivos
END (Non destrutive testing) ou NDE (Non destrutive weld) sem desmontar, cortar, quebrar ou modificar a junta. DT (teste destrutivo)-Tensil, bend e macro-etch espécimesidentificação de parâmetros mecânicos em amostras de qualificação DT consome a junta.
Na produção o END é a principal ferramenta, o DT é para WPS e para qualificação do soldador.
8 Defeitos de solda comuns e como os inspetores os identificam
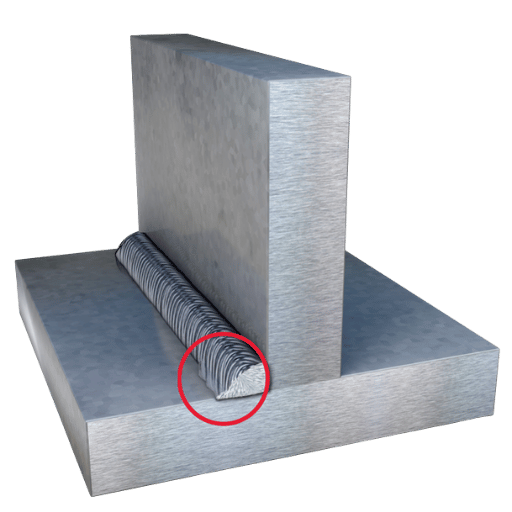
A familiaridade com o que inspecionar é o princípio mais básico da inspeção de solda Esses oito tipos de defeitos serão encontrados para compor a maioria das rejeições para trabalhos estruturais, de vasos de pressão e dutos A análise dos dados de fabricação de navios mostrou que cavidades-porosidade e furos de sopro-compunham 44-581TP3 T de todos os defeitos no trabalho FCAW; inclusões sólidas compunham mais 25-37%.
Uma descoberta significativa 901TP3 T de TODOS os defeituosos da solda estão em filete em vez de solda de topo de ranhura 751TP3 T de todos os defeituosos estão em execuções de raiz de ranhura Os planos de inspeção que alocam recursos principalmente para passagens de raiz de filete pegarão a maioria dos defeitos de produção antes que cheguem ao QC final.
| Tipo de defeito | Como Identificar (VT) | AWS D1.1 /Limite ISO 5817 | Método primário de END |
|---|---|---|---|
| Rachaduras | Marcas lineares finas na superfície da solda ou zona afetada pelo calor; pode precisar de ampliação de 10× | Tolerância zero as fissuras rejeitam sob AWS D.1 e ISO 5817 em todos os níveis de qualidade | VT (superfície), UT ou RT (interno) |
| Porosidade | Poços redondos ou furos visíveis na superfície do cordão; poros internos não visíveis para VT | AWS D1.1: soma dos diâmetros de porosidade da tubulação ≤3/8 in por polegada linear de solda (carregamento cíclico, Tabela 8.2).ISO 5817 Nível B: área de seção transversal ≤1% | VT (superfície), RT ou UT (interno) |
| Reduzido | Sulco ou entalhe ao longo da ponta da solda; reduz a seção transversal do metal base | AWS D.1 comprimento acumulado ≤ profundidade>1/16 em 16.1 comprimento ≤ weld×0. ISO 587 Nível B (>3 mm): profundidade ≤0,05t, máx.0,5 mm | VT (com medidor de solda) |
| Falta de Fusão (LoF) | Não visível para VT; aparece como falta de ligação na linha de fusão | Não permitido de acordo com a ISO 5817 em todos os níveis (B, C, D); A cláusula 8.9 da AWS D1.1 proíbe qualquer falta de fusão | UT, RT (limitado para defeitos planares) |
| Penetração Incompleta | Raiz não preenchida; visível como uma linha escura linear no filme RT | Não permitido em soldas de ranhura CJP (AWS D1.1); ISO 5817 Nível D apenas: h ≤0.2t máx.2 mm não permitido no Nível C ou B | RT, UT |
| Inclusões de escória | Depósitos não metálicos; estrias ou manchas escuras no filme RT | ISO 5817 Nível B: h ≤0,2 s max 2 mm, comprimento ≤s max 25 mm. Nível D: h ≤0,4 s max 4 mm, comprimento ≤s max 75 mm | RT (primário), UT |
| Arco Golpes | Pontos endurecidos ou descoloridos localizados fora do limite da solda | Não permitido 8.9.5; ISO D1.1 Cláusula 8.9.5; ISO 5817: não permitido no Nível C ou B (Nível D: permitido somente se as propriedades do metal base não forem afetadas) | VT, MT |
| Sobreposição /Coluna Fria | O metal de solda se estende além da ponta sem se fundir ao metal base; comum no GMAW | Não permitido de acordo com os critérios de aceitação visual do AWS D1.1 | VT |
Inspetor Note Onde Defeitos Concentrado
No trabalho progressivo de aço estrutural, gaste recursos de inspeção em passagens de raiz de solda de filé primeiro A análise comparativa de dados de fabricação offshore e de construção naval na interrogação de END demonstra consistentemente que, nos dados relatados, aproximadamente 751TP3 T de todos os tipos de defeitos de solda ocorrem em execuções de raiz As aplicações de placa pesada multi-passagem de GMAW e FCAW exigem exame interpass obrigatório subsequente a cada passagem de raiz e primeiro preenchimento.
6 métodos de inspeção de solda NDT quando usar cada um

Às vezes, selecionar a técnica NDT certa é negligenciado ao planejar uma inspeção RT continua a ser a técnica em alguma fabricação de contabilidade para 90% de NDT em aplicações de estaleiro RT ainda oferece grande dificuldade em identificar defeitos planares incluindo rachaduras e falta de fusão Entender os limites de capacidade de cada técnica é o ponto de partida para qualquer plano de inspeção de som.
Teste Visual (VT): A Primeira e Mais Fundamental Verificação
A inspeção visual é um primeiro passo essencial em cada avaliação de solda AWS D1.1 A cláusula 8.9 determina que todas as soldas de produção sejam inicialmente avaliadas visualmente antes que outro procedimento de exame seja realizado VT não tem nenhum dos riscos de exposição pessoal de radiação, acoplador elétrico ou fumos tóxicos e artifício mínimo (um conjunto de calibre de solda, uma borda reta e boa iluminação) Para defeitos acessíveis à superfície (ângulo e profundidade de corte inferior, perfil de solda, golpes de arco, sobreposição), VT pode ser eficaz Para determinações subsuperficiais ou volumétricas é necessário NDT adicional.
Probabilidade da detecção (POD) para rachaduras de superfície, exame visual: 70-801TP3 T para macrorachaduras de 30-37 mm em posições acessíveis; para alcançar 901TP3 T POD precisam de tijolos na parede > 160 mm características sub-milimétricas e rachaduras de superfície com qualidade de difração permanecem não detectadas.
Equipamento: Conjunto de medidores de solda de filete, medidores de profundidade recortados, borda reta, ampliação de 1,75 minuto conforme AWS D1.1, iluminação suficiente (500 lux conforme AWS D1.1 Anexo J).
Teste ultrassônico (UT) e Phased Array PAUT
Os resultados de testes ultrassônicos da transmissão de ondas mecânicas de alta frequência através da solda Descontinuidades desviam as ondas que quando recebidas pelo transdutor, permitem cálculos de tempo de trânsito para identificar a localização da falha e profundidade UT é o método mais comum para falhas internas da loja em aço estrutural falta de fusão, penetração incompleta, e rachaduras são facilmente localizadas em paredes com espessura superior a 8 mm.
Uma limitação bem conhecida da difração do tempo de voo do UT manual típico é a inconsistência do operador Myriad que testa uma dúzia de espécimes idênticos da solda do aço carbono com uma dúzia de operadores diferentes deu uma escala de 41.71TP3 T a 1001TP3 POD para falhas similares um POD médio de somente 5.4%. Consequentemente, um operador comum do UT perde aproximadamente 4 de 10 penetrações.
O teste ultrassônico de matriz faseada (PAUT) supera essa limitação direcionando eletronicamente o feixe de“ para vários ângulos em uma única passagem sobre a solda. Onde o UT convencional deve fazer 8 passagens com sondas de 2 ângulos, o PAUT pode fazer o mesmo número de passagens com uma sonda com aquisição de dados classificada como LOW versus HIGH para UT convencional. Em testes de comparação direta de PAUT e UT manual em soldas de topo de aço carbono, o PAUT alcançou 1001TP3 T POD contra 57,41TP3 T média para UT manual.
Uma limitação chave do PAUT: as fissuras transversais (fadiga) não são detectadas de forma confiável no modo de varredura padrão de linha única. Aplicações de alto potencial de fissuração por fadiga (estruturas de ponte, trilhos de pista de guindaste) devem testar o PAUT em conjunto com a Difração Tempo de Voo (TOFD), que pode detectar falhas transversais que o PAUT não detecta. A combinação do PAUT com o TOFD é agora considerada a melhor prática para inspeção de aço estrutural.
O sistema de soldagem automatizado da Zhouxiang torna o UT o principal método de teste pós-soldagem usado Altas taxas de inspeção (taxa de passagem 971TP3 T versus 821TP3 T) resultam do uso de células de soldagem robóticas para um fabricante de aço de ponte na China Isso resulta de um controle de entrada de calor mais rígido e rastreabilidade completa dos parâmetros de solda disponíveis com automação Mais sobre isso no Seção de inspeção automatizada abaixo.
Teste Radiográfico (RT): Raios X e Raios Gama
A radiografia, empregando raios X ou gama, cria imagens do interior da solda para revelar falhas como porosidade, escória e penetração incompleta. A RT é adequada para registrar imagens tridimensionais de falhas volumétricas internas e pode registrar imagens. É especificado em vários padrões de vasos de pressão e dutos (ASME VIII, API 1104) quando testes volumétricos são indicados.
RT alcançou um POD 93.31TP3 T (28 de 30 espécimes do defeito detectados) em rodadas de testes cegos RT dispara uma única imagem 2 D do interior da solda Ele não pode detectar confiantemente falhas planares, como fusão perdida ou rachaduras que são orientadas paralelamente ao feixe de RT como o único método de END em soldas com risco de falha planar primária revela uma lacuna de capacidade Os requisitos da zona de radiação, manuseio de filme e processamento adicionam custo e complexidade de programação que os métodos baseados em UT evitam.
Teste de partículas magnéticas (MT)
A inspeção de partículas magnéticas envolve a aplicação de um campo magnético a um metal base ferromagnético (como aço ou ligas de titânio).Partículas de ferro aderentes são atraídas para a superfície e perto de descontinuidades superficiais que causam vazamento de fluxo MT pode encontrar falhas tão pequenas quanto 0,1 mm de largura perto da superfície; penetrar vários mm dependerá da força do fluxo e do tipo de partícula.
MT não pode ser usado em aço inoxidável austenítico, alumínio, titânio, ou outros metais não ferromagnéticos Em vez disso, é empregado o teste de Penetrante Líquido (PT) ou Corrente de Foucault (ET) A AWS D1.1 cláusula 8.10 permite que MT seja usado em várias conexões onde o padrão exige exame de superfície.
Teste de Penetrante Líquido (PT)
O Teste de Penetrante Líquido identifica falhas de ruptura de superfície devido a ações capilares; um penetrante é colocado na solda então limpa, deixado para penitrar e depois removido, deixando qualquer indicação restante para ser puxada para a superfície por um revelador; criando uma sugestão visível. O teste de penetrante líquido pode ser usado em qualquer material de superfície não poroso: aço, alumínio, titânio, cerâmica, vidro, etc.. tornando-o o método de exame de superfície preferido em material não magnético onde o teste magnético não é aplicável.
limitação: PT só revela defeitos na superfície Não será capaz de detectar quaisquer anomalias subsuperficiais Em relação à inspeção de solda é utilizado além de VT, pois rachaduras na linha do cabelo perto da superfície nem sempre são visíveis a olho nu.
E é comum nas áreas aeroespacial e de processos químicos, e como prática alternativa para estruturas estruturais de aço quando MT não é aplicável.
Teste de corrente parasita (ET)
O teste de corrente parasita usa uma bobina de sonda para induzir um campo magnético variável no tempo em um material condutor, que reage com o material para criar uma corrente parasita circulante Qualquer falha no material altera o padrão de corrente parasita, alterando a impedância da bobina de forma mensurável. ET pode varrer rapidamente uma superfície condutora sem acoplador e é sensível a rachaduras na superfície ou próximo a ela através de revestimentos.
ET é usado na inspeção de solda para detecção de fissuras de superfície pós-solda em trocadores de calor, soldas de tubos e estruturas aeroespaciais Seu uso para inspeção de soldas de aço estrutural não é tão difundido quanto UT ou MT, porém devido à sua maior velocidade e operação sem contato, é mais adequado para digitalização de superfície automatizada em alta velocidade durante a produção.
Matriz de seleção de método NDT Juntas estruturais de aço
Referência de utilização desta matriz como ponto inicial Confirme sempre com o requisito de código aplicável para o seu próprio projeto e condição de carregamento.
| Tipo/condição da junta | Risco de defeito primário | Espessura do Metal Base | END recomendado | Backup/Suplemento |
|---|---|---|---|---|
| Articulação T (filé) | Falta de fusão na raiz, porosidade | <12mm | VT + MT | UT se for necessário código |
| Bunda do sulco (estrutural) | Penetração incompleta, rachaduras | 12 5 mm | UT convencional | RT se UT não for viável |
| Bunda do sulco (placa pesada) | Quente rachando, multi-passagem LoF | >25mm | PAUT + VT | TOFD para fissuras transversais |
| Ponte/estrutura de carga cíclica | Fadiga rachando, falta de fusão | 20 milímetros 40 | PAUT + TOFD | MT (suplemento de superfície) |
| Solda não ferromagnética (Al, Ti, SS austenítico) | Fissuras superficiais, porosidade | Qualquer | PT + VT | ET para superfícies condutoras |
| Produção de alto volume | Todos os tipos de defeitos, deriva de processo | Qualquer | Visão automática da máquina/PAUT em processo | VT + MT na amostra estatística |
Padrões de inspeção de solda: AWS D1.1, ISO 5817 e ISO 3834

Existem três padrões que são seguidos para a maioria das inspeções de solda estrutural globalmente Você deve saber o padrão que se aplica ao seu projeto e quais os padrões de aceitação exigem antes de iniciar qualquer inspeção. padrão usado, ou uma edição antiga é usada resultará em trabalho não conforme, mesmo que as soldas sejam fisicamente sólidas.
| Padrão | Edição Atual | Escopo | Critérios Chave de Aceitação | Aplicação Típica |
|---|---|---|---|---|
| AWS D1.1/D1.1M:2025 | 25a edição, aprovada pela ANSI em 19 de março de 2025 | Carbono e aço de construção de baixa liga; soldagem estrutural para edifícios, pontes e estruturas gerais | Tabela 8.1 (carga estática), 8.2 (tensão cíclica), 8.3 (compressão cíclica).Fissuras: tolerância zero.Subcorte: profundidade >1/16 pol, comprimento acumulado ≤ comprimento de solda × 0.16. porosidade da tubulação: soma dos diâmetros ≤3/8 pol por polegada linear | construção de aço estrutural dos EUA, fabricação de pontes, códigos de construção (IBC) |
| ISO 5817:2023 | Quarta edição, fevereiro de 2023 | Todas as juntas soldadas por fusão; aço, níquel, titânio; espessura ≥0,5 mm; SMAW, GMAW, GTAW, SAW, PAW | Três níveis de qualidade B (mais alto), C, D. Subcortado Nível B (t 3 mm): ≤.05 t max 0.5 mm. Porosidade Nível B: ≤1% seção transversal. Fissuras: não permitido em qualquer nível Escória Nível B: h ≤0.2 s max 2 mm, l ≤s max 25 mm | Projetos internacionais, aço estrutural da UE, conformidade com EN 1090, fabricação industrial geral |
| ISO 3834 | ISO 3834-2:2021 (Parte 234-2:2021 requisitos completos) | Requisitos de qualidade para soldadura por fusão de materiais metálicos; abrange o processo de fabrico em vez de critérios de aceitação | Especifica o que deve ser o WPS, o PQR, as qualificações do soldador, a manutenção do equipamento, a rastreabilidade do material, os registros de END não devem ser limites dimensionais documentados | Qualificação do fornecedor para fabricação de exportação; Requisito estrutural EN 1090; cadeias de abastecimento aeroespaciais e ferroviárias |
Uma breve nota sobre a seleção de padrões: AWS D1.1 e ISO 5817 não são padrões intercambiáveis AWS D1.1 define um sistema de passagem/falha de dois níveis (ação da solda sob cargas estáticas, ou ação da solda sob cargas cíclicas) com limites de medição especificados A ISO 5817 define três níveis de qualidade (B/C/D) que são mapeados para o tipo de aplicação o que o contrato de especificação especifica, por exemplo: Uma cláusula de conformidade ISO 5817 (por exemplo, Nível B) dá os critérios de aceitação mais rigorosos.
Para projetos em conformidade com a EN 1090 (especificação europeia de aço estrutural), deverá ser adotada uma correlação dos níveis de tensão da ISO 5817 com a classe de execução especificada nos documentos de especificação.
De acordo com Travis Green, PE, SE, CWI (Presidente, Subcomitê D1 da AWS) na edição de 2025: “Os comitês D1 solicitaram contribuições de usuários e outros especialistas no assunto do setor para revisar substancialmente a AWS D1.1/D1.1 M:2025.” A revisão de 2025 tem limites de porosidade de tubulação para estruturas carregadas ciclicamente e reconsiderou a aceitação de descontinuidades lineares ou arredondadas de pontes soldadas e estruturas de transporte Saiba como Zhouxiang implementa Conformidade de soldagem AWS D1.1 em seus projetos de células de soldagem robótica.
Procedimento de inspeção passo a passo da solda: lista de verificação trifásica

Como você inspeciona uma solda passo a passo?
Uma inspeção de solda adequada consiste em três fases: pré-solda, em processo (interpass) e pós-soldagem Há um ponto de inspeção separado para cada fase Alguns fabricantes estruturais comumente omitem uma inspeção em processo em soldas de placas pesadas multi-passagem, permitindo que falhas subsuperficiais sejam termicamente presas entre passagens subsequentes, aumentando assim exponencialmente seu custo de reparo.
Fase 1 (Inspeção Pré-Soldada)
- Confira WPS e QP nas tabelas ISO (verifique se a especificação do procedimento de soldagem foi aprovada, qualificada de acordo com o padrão relevante e está afixada na estação de trabalho
- Verifique o ajuste da junta: meça a folga da raiz (compare com a tolerância WPS), o ângulo do chanfro e o alinhamento da junta confirmam a geometria da ranhura WPS
- Inspecione a identificação do metal base, verifique os certificados de teste do moinho correspondentes em relação à especificação do material; procure indicação de laminações, inclusões ou danos na superfície da zona de solda.
- Verifique os consumíveis (classificação do metal de enchimento A), número de calor e condições de armazenamento (eletrodos de baixo teor de hidrogênio requerem armazenamento controlado de acordo com AWS D1.1)
- Verifique a conformidade do pré-aquecimento, entre em contato ou medição de temperatura IR; AWS D1.1:2025 requer cobertura de pré-aquecimento com no mínimo 2 espessuras de metal base para material inferior a 1,5 pol.
- Inspecione a limpeza, moagem ou decapagem de todas as incrustações do moinho, tintas, umidade, contaminação da área de solda mais pelo menos 25 mm em ambos os lados.
Inspeção de fase 2 (Interpass)
- Inspecione a passagem da raiz primeiro antes de se mover em 100%, certifique-se de que a raiz esteja fundida, sem penetração, comece a parar o defeito, antes de colocar as passagens de preenchimento
- Verifique a medida de temperatura e o registro da interpassagem antes de cada passagem subsequente. A temperatura máxima da interpassagem especificada no WPS não deve ser excedida. (controla a ductilidade da zona afetada pelo calor)
- Verifique a remoção de escória e confirme a remoção completa de escória entre passagens; escória residual presa entre esferas causa inclusões em passagens subsequentes
- Monitore a geometria do cordão (largura do cordão) e os limites de convexidade por WPS; muita convexidade em um passe de tampa induz concentração de tensão na ponta da solda.
- Rachaduras intermediárias - Isso ocorre quando as aplicações finalizadas de uma passagem são verificadas quanto a possíveis rachaduras longitudinais ou rachaduras em estrela antes que uma passagem posterior seja construída; tais fissuras são consideravelmente mais baratas de corrigir do que aquelas associadas a defeitos enterrados
Fase 3 (Inspeção Pós-Soldado)
- Inspeção visual (VT) (inspeção inicial), antes da NDT D1.1 Cláusula 8.9; inspecione todas as superfícies de solda disponíveis quanto a rachaduras, recorte, sobreposições, golpes de arco, perfil e precisão dimensional;
- Escolha o método de END - por tipo de junta, padrão aplicado e condições de carregamento (consulte Matriz de seleção de END fornecida acima)
- 3.06 Aplicar END-aderir ao padrão de procedimento (o padrão recomendado para a tarefa - man nível II conforme ASNT SNT-TC-1 A; AWS D1.1 Anexo K no caso de Ut; EN ISO 17640 para projetos europeus).
- Critérios de aceitação a aplicar-avaliar todas as indicações com código (s) relevante (s) (AWS D1.1 Quadro 8.1/8.2/8.3 ou Nível ISO 5817 conforme requisito contratual)
- Registrar resultados-localização do mapa de solda, qualificação do inspetor, indicações aplicadas do método END, aceitação/rejeição, assinatura do inspetor; ISO 3834 pergunta: Todo o processo do mapa de solda, Nenhum registro de inspeção deve ser, totalmente rastreabilidade.
- Não conformidades de disposição 2- soldas rejeitadas a serem documentadas para retrabalho/reparo E reinspecionadas por método original ou mais conservador após retrabalho/reparo
Erro comum a evitar
O teste final de um procedimento de inspeção de solda é o interpass. As soldas estruturais de aço multipassagem (especialmente juntas em T com exigentes requisitos de filés pesados) exigem obrigatoriamente que a cobertura das camadas de raiz e enchimento seja eficaz A inspeção visual da solda acabada detecta a reparabilidade do defeito (medido em turnos e não em minutos). Veja como rastreabilidade digital de gêmeos permite o registro de parâmetros 1001TP3 T em cada passagem de solda Um defeito de passagem de raiz é um reparo de um turno, enquanto o mesmo defeito visualizado no RT após uma passagem de passagem final (es) é um retrabalho de vários turnos, ou uma soldagem rejeitada.
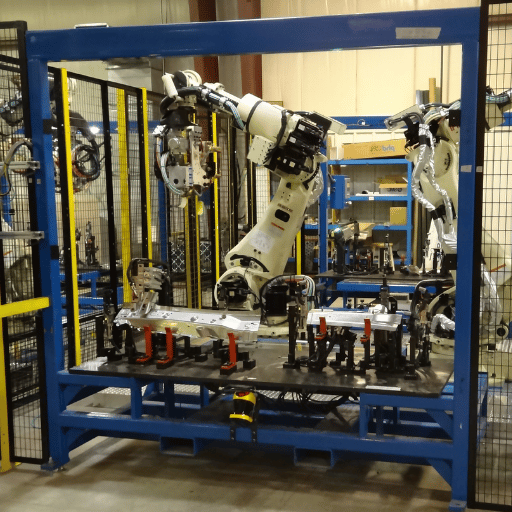
Como a soldagem robótica automatizada reduz falhas na inspeção da solda

As falhas de inspeção de solda em operações de fabricação manual remontam a uma causa raiz mais do que qualquer outra: variabilidade do processo Os soldadores humanos que operam dentro de um cronograma de produção variam a entrada de calor, a velocidade de deslocamento, o ângulo da tocha e o comprimento do arco ao longo de um deslocamento Essa variabilidade cria as condições nas quais a porosidade, a fusão incompleta e o corte inferior desenvolvem defeitos que exigem detecção e reparo de END.
Os sistemas de soldagem robótica eliminam as principais fontes dessa variabilidade, mantendo velocidade de deslocamento consistente, taxa de alimentação do fio e parâmetros de arco em cada solda, em cada turno, independentemente da fadiga do operador ou variação de habilidade. Nas taxas de aprovação de END, esse efeito é mensurável.
82%→97%
Melhoria da taxa de aprovação UT após instalação de soldagem robótica no fabricante de aço de ponte, centro da China
DADOS DE PRIMEIRA PARTE (Zhouxiang) Verificado
80 5%
Célula de soldagem robótica de serviço Arc-on, 2 x 25 ciclo, 51TP3 T para soldagem manual)
DADOS DE PRIMEIRA PARTE (Zhouxiang) Verificado
800→1.200 t
Aumento mensal do rendimento de fabricação com 3 células robóticas no fabricante de estruturas de aço Jiangsu
DADOS DE PRIMEIRA PARTE (Zhouxiang) Verificado
Três mecanismos técnicos impulsionam a melhoria da inspeção em células de soldagem robótica:
1. entrada consistente do calor. ciclo do arco-em em uma pilha robótica de Zhouxiang corre 80-851TPT contra 25-35% para a soldadura manual O arco-em-tempo mais alto, consistente significa uma distribuição uniforme da entrada de calor ("heat in time") reduzindo os gradientes térmicos que causam a porosidade e a rachadura quente em junções estruturais do aço.
2. rastreamento de costura de laser com visão 3 D. rastreamento a laser e sensores de visão 3 D no sistema monitoram continuamente a geometria da junta e corrigem o caminho da solda em tempo real Esta capacidade adaptativa compensa a variação de ajuste da peça de trabalho (condição de ajuste) que causa inconsistência no intervalo radicular e penetração incompleta na soldagem manual na fabricação de aço estrutural.
3. rastreabilidade da solda de 1001TP3 T via digital Todo passe de solda é registrado: tensão, corrente, velocidade de deslocamento, taxa de alimentação do fio, posição da tocha, fluxo de gás de proteção (block) ID e local de junta de solda específicos Isso cria um registro de inspeção completo antes da etapa de END, e permite que os engenheiros correlacionem qualquer descoberta de END diretamente aos parâmetros do processo naquele local de rastreabilidade AWS D1.1 são atendidos pelo projeto.
Reduza sua taxa de rejeição de inspeção de solda
O sistema inteligente de soldagem de estrutura de aço da Zhouxiang combina rastreamento de costura a laser, correção de caminho de visão 3 D e rastreabilidade dupla digital completa O resultado documentado: taxas de passagem UT de 821TP3 T a 971TP3 T em sequências de solda de aço estrutural que anteriormente exigiam extenso retrabalho pós-soldagem.
Para fabricantes que avaliam o caso ROI, consulte o guia de cálculo de ROI de soldagem robótica e o comparação de qualidade de soldagem robótica vs manual.
O futuro da inspeção de solda: AI, PAUT e Digital Twin QC (2025 2026)
Quatro mudanças de tecnologia estão mudando ativamente a forma como a inspeção de solda é realizada em escala Cada um aborda uma limitação específica da prática de inspeção convencional.
1. PAUT substituindo UT convencional como o novo método de base de END de aço estrutural A mensagem de mercado soa alto e claro: o teste ultrassônico phased array tem um volume de pesquisa de 720/mês, com uma linha de tendência ascendente; o equipamento UT convencional é estatisticamente plano Os dados de desempenho fazem um caso convincente: 1001TP3 T POD para PAUT versus a média de 57,41TP3 T para UT manual, combinado com a registrabilidade digital que torna o PAUT a escolha clara para qualquer inspeção que exija resultados documentados O emparelhamento PAUT+TOFD agora é normal para soldagem estrutural crítica à fadiga em instalações de fabricação avançadas.
Inspeção visual automatizada habilitada por IA. Os sistemas de inspeção de juntas soldadas in-situ emparelhados com modelos de aprendizagem profunda detectam fenômenos de arco relacionados à soldagem, como geometria do cordão, porosidade da superfície e estabilidade do arco Em comparação com os controles de qualidade convencionais que dependem de amostragem, prevê-se que o mercado de sistemas de inspeção de solda automatizada cresça rapidamente de USD 500 milhões em 2024 para USD 1,2 bilhão em 2033 (CAGR 10,51TP3 T).
3. dupla digital e rastreabilidade da solda. afastando-se do “document cada” de solda final, em vez disso, mantenha registros de dados que relacionam tensão de arco, amperagem, velocidade de deslocamento e distribuições térmicas a cada solda ID1TP5 T (gêmea digital).A integração desses dados de processo contínuos e de envelope completo remove os veredictos em preto e branco do END convencional (“pass” ou “fail”) e permite a manutenção preditiva; condições de processo fora de tolerância durante a soldagem podem ser sinalizadas antes da formação prematura de defeitos. Veja como registro de dados de solda dupla digital funciona na prática.
Inspeção de processo 4. whole, não apenas inspeção final da solda O tempo é a principal diferença operacional: os sistemas de monitoramento de soldagem em tempo real usam câmeras térmicas, câmeras de processo e sensores de parâmetros de arco para sinalizar anomalias durante a própria solda O tamanho do mercado do sistema de monitoramento de solda em tempo real está projetado para crescer de USD 1,76 bilhão em 2025 para USD 4,14 bilhões em 2035 (CAGR 8,61TP3 T) A correção em linha durante a soldagem é uma ordem de magnitude mais econômica do que o retrabalho após o fato Consulte o guia para mantendo o desempenho automatizado da célula de soldagem para detalhes operacionais.
P. “se o robô é preciso, você precisa de menos inspeção.” na prática isso é muitas vezes falso A soldagem automatizada geralmente permite que a inspeção seja realizada em 1001TP3 T do volume de produção, entregando registros digitais que tornam a garantia de qualidade rastreável e confiável atingível, mais econômica e até prática.
FAQ (Inspeção FAQ)
Quais qualificações um inspetor de solda precisa?
Para a fabricação de aço estrutural AWS D1.1 nos Estados Unidos, o soldador signatário qualificado que executa a soldagem obviamente deve ser certificado de acordo com a AWS D1.1. O CIT que realiza a inspeção visual da American Welding Society é a qualificação normal para inspetores de END Os inspetores de END devem possuir ASNT Nível II no método específico empregado (RT, UT, MT, etc.) de acordo com a SNT-TC-1 A. Para projetos internacionais e certificação por uma empresa de inspeção terceirizada, o padrão para qualificação de END é a certificação ISO 9712 NDE Nível II. AWS D1.1:2025 define esses requisitos de qualificação de pessoal de soldagem na Cláusula 8.
Quanto tempo demora a inspeção da solda por junta?
A inspeção visual de uma solda de filé concluída leva de 5 a 15 minutos por solda, dependendo do comprimento da solda e da quantidade de acesso da solda na solda O UT convencional em uma junta de solda de topo de ranhura tem 20 a 45 minutos de duração, incluindo procedimentos de configuração e documentação, para uma solda de passagem única ou múltipla de 12 a 25 mm de espessura O PAUT na mesma solda leva aproximadamente metade do tempo, devido ao menor número de passagens de varredura necessárias A interpretação do filme após a configuração radiográfica, exposição e processamento do filme leva de 2 a 4 horas por solda no mínimo A seleção do método de inspeção pode impactar significativamente o cronograma em fabricações de alta produção.
Qual é a diferença entre testes de solda destrutivos e não destrutivos?
Ensaios não destrutivos (END) são uma técnica de medição utilizada para avaliar a solda de forma não invasiva, sem destruí-la ou alterá-la é intrinsecamente um processo pronto para produção Ensaios destrutivos são utilizados para avaliar propriedades mecânicas; ensaios de tração, flexão, corte-quebra, ou macro-etch Os ensaios de tração e flexão são realizados em corpos de prova não soldados, ensaios de quebra de alcunhas e macro-etch em corpos de prova soldados Ensaios de tração e flexão são necessários para documentos de registro de qualificação de WPS e soldador (PQRs, WPQRs), não soldas em produção Ambos são obrigatórios em um programa de qualidade completo de acordo com a ISO 3834.
Com que frequência as soldas devem ser inspecionadas em projetos de aço estrutural?
AWS D1.1 especifica a inspeção visual de todas as soldas de produção O valor do END é determinado pela especificação, tipo de junta e categoria de carga do Engineer of Record. As conexões carregadas ciclicamente (pontes rodoviárias, pistas de guindastes de ponte) geralmente exigem taxas de amostragem de END mais altas do que as conexões carregadas estaticamente Certos códigos exigem 1001TP3 T NDT para soldas de ranhura CJP em membros primários O plano de inspeção deve ser estabelecido no plano de qualidade do projeto antes do início da produção, não em uma oficina de produção.
O que a AWS D1.1:2025 exige para inspeção visual de solda?
A cláusula 8.9 da AWS D1.1 estabelece que antes de qualquer teste de END, uma solda deve ser aceita na inspeção visual Verificações de inspeção visual para as seguintes descontinuidades de solda: trinca (tolerância zero), fusão incompleta (sem permissão), corte inferior (limite permitido), sobreposição (sem permissão), golpes de arco (sem permissão fora da solda), porosidade e conformidade com o tamanho da solda e as dimensões do perfil de solda do WPS A edição de 2025 (25 a edição, março de 2025) alterou os limites de porosidade da tubulação e adicionou esclarecimentos às descontinuidades lineares e arredondadas.
A soldagem robótica pode reduzir minha frequência de inspeção de END?
Uma redução na taxa de amostragem de END é permitida em alguns códigos e aplicações quando o fabricante pode fornecer um histórico de solda consistente e de alta qualidade um registro geralmente gerado por um programa de soldagem robótica combinado com controle estatístico de processo Em um trabalho de licitação de alto volume com uma taxa de amostragem de END mais baixa, as rejeições médias para esse método de END diminuirão, e o efeito estará no custo e no cronograma A experiência de fabricação de aço de ponte de Zhouxiang viu um salto na taxa de passagem de UT de 82% para 97% após a instalação de uma estação de soldagem robótica (documento ativo do fabricante).
Sobre Este Guia
Este documento foi compilado usando AWS D1.1/D1.1M:2025 (edição atual de março de 2025), ISO 5817:2023 e dados de desempenho de inspeção de pesquisas de END revisadas por pares (ICWNDT 2018, análise de solda estrutural da Universidade de Strathclyde).Os dados de probabilidade de detecção de END referenciados para PAUT e UT manual são derivados de experimentos controlados por laboratório. O POD de uso de campo real pode resultar em uma faixa de valores que dependem da geometria da junta, do acesso e do inspetor.
Os números de melhoria da qualidade da solda de Zhouxiang (taxa de aprovação UT de 82%→97%) são dados primários, documentados como parte de uma solução implantada definitiva em um fabricante industrial de pontes de aço na China, são especialmente dignos de nota Zhouxiang projeta sistemas de soldagem desde 1991 e tem mais de 200 patentes documentadas em seu nome na tecnologia de soldagem robótica Este documento descreve os parâmetros de inspeção específicos que os sistemas de soldagem automatizados de Zhouxiang abordam diretamente.


