Póngase en contacto con Zhouxiang

Soldadura por fricción y agitación (FSW): aplicaciones aeroespaciales y de bandejas de baterías para vehículos eléctricos

Contenidos
mostrar
La soldadura por fricción-agitación (FSW) resuelve el problema que la soldadura por arco no puede: unir aleaciones de aluminio de alta resistencia que se agrietan cuando se enfrían a partir de una masa fundida líquida. Desde que Wayne Thomas inventó el proceso en TWI en 1991, FSW se ha expandido desde la investigación y el desarrollo aeroespacial a líneas de producción de automóviles, fabricación de baterías para vehículos eléctricos y construcción naval a gran escala. Un avance de septiembre de 2025 del Laboratorio Nacional del Noroeste del Pacífico ha superado la última barrera para el despliegue robótico de FSW en líneas de ensamblaje flexibles.
Especificaciones rápidas: soldadura por fricción y agitación (FSW)
| Tipo de proceso | La unión en estado sólido « el material base nunca se funde |
| Temperatura de funcionamiento | 80-90% del punto de fusión del material base |
| Inventado | 1991, TWI Ltd, Cambridge, Reino Unido (Wayne Thomas) |
| Material primario | Aleaciones de aluminio « todos los grados 1xxx a 7xxx |
| También solda | Acero, titanio, cobre, níquel, metales diferentes |
| Rango de espesor (Al) | 0,3 mm ñan 75 mm, paso único |
| Estándares clave | AWS D17.3/D17.3M:2021 (aeroespacial) · ISO 25239 (general) |
| 4 parámetros de control | Fuerza aerodinámica · velocidad de rotación · velocidad de desplazamiento · ángulo de inclinación |
| Consumibles (Al) | Ninguno “sin cable de llenado, gas protector ni fundente |
| Salida del agujero | Sí, se requiere alojamiento de diseño al terminar la soldadura |
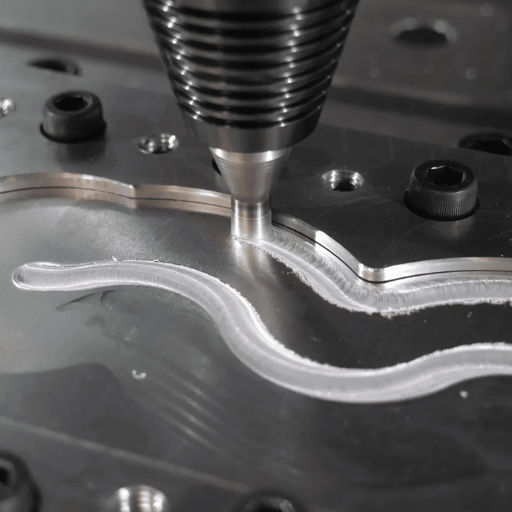
¿qué es la soldadura por fricción y agitación?
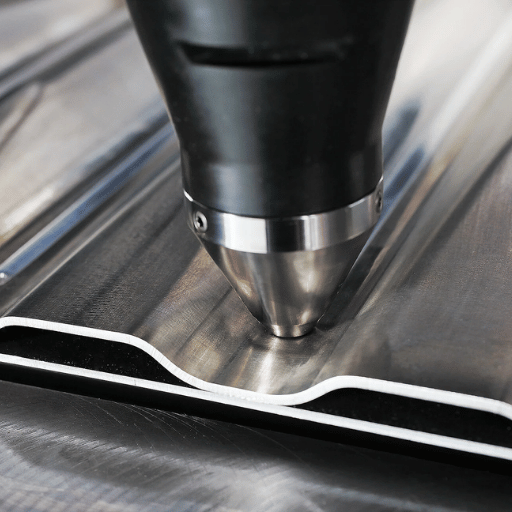
La soldadura por fricción y agitación es una soldadura en estado sólido el proceso es que el material base nunca alcanza su punto de fusión. Una herramienta no consumible que consta de un hombro y un pasador de sonda gira a gran velocidad y se sumerge en la unión entre dos piezas de trabajo. El calor por fricción eleva la temperatura del material a 80-90% de su punto de fusión, provocando que el metal se plastifique sin licuarse. El herramienta giratoria luego atraviesa la línea de unión, agitando mecánicamente el material ablandado y forjando un unión de estado sólido vínculo detrás de ello.
Tres zonas definen la sección transversal de la soldadura. El pepita soldada directamente debajo del hombro de la herramienta se somete recristalización dinámica, produciendo granos finos equiaxiales con propiedades mecánicas superiores en comparación con el metal de soldadura por fusión fundida. El zona termomecánicamente afectada (TMAZ) rodea la pepita, deformada mecánicamente pero no recristalizada. El exterior zona afectada por el calor (HAZ) se altera térmicamente sin deformación mecánica, similar a la soldadura por arco HAZ pero considerablemente más estrecha.
Wayne Thomas de TWI Ltd en Cambridge, Reino Unido, inventó el FSW en 1991. TWI lo describe como lograr “uno de los tiempos más cortos desde la invención hasta el uso industrial generalizado”: la producción aeroespacial comercial adoptó el FSW dentro de los cuatro años posteriores a la presentación de su patente. La ausencia de la fase líquida es la ventaja metalúrgica que define el proceso: dado que el material nunca se funde, los defectos de solidificación (porosidad, agrietamiento en caliente, segregación de solidificación, inclusiones de escoria) no pueden formarse físicamente. Por eso FSW es la tecnología de unión habilitante para el Serie 2xxx y Serie 7xxx del aluminio, las aleaciones de alta resistencia clasificadas como “no soldables mediante procesos de arco convencionales” debido a su susceptibilidad al agrietamiento por solidificación.
Vezi și: Descripción general del proceso de soldadura industrial
Cómo funciona el proceso FSW: los 4 parámetros clave

Cada pase FSW se ejecuta en tres fases secuenciales: zambullida (la herramienta giratoria desciende hasta que el hombro hace contacto con la superficie de la pieza de trabajo), habitar (una breve rotación genera equilibrio térmico en la articulación), y atravesar (la herramienta se mueve a lo largo de la junta a una velocidad de desplazamiento controlada mientras mantiene la carga aerodinámica). La soldadura se consolida directamente detrás del hombro que avanza.
Cuatro variables controlan cada resultado de FSW:
-
- Forță de scăzut (kN): La fuerza vertical que presiona el hombro dentro del material. Este es el parámetro más crítico y más subestimado: una carga aerodinámica insuficiente produce un defecto en el túnel del agujero de gusano; El exceso de carga aerodinámica provoca destellos y adelgazamiento de la pieza de trabajo.
- Velocidad de rotación (RPM): Controla la entrada de calor. RPM más altas elevan la temperatura del material. Para el aluminio 6061-T6 con un espesor de 5 mm, los rangos iniciales típicos son 400-1000 RPM.
- Velocidad de desplazamiento (mm/min): Controla la distribución del calor por unidad de longitud de soldadura. Un estudio comparativo revisado por pares sobre el aluminio AA5083-H111 encontró la máxima resistencia a la tracción a una velocidad de desplazamiento de 400 mm/min: el punto de equilibrio entre el recocido excesivo (demasiado lento) y la formación de defectos en el túnel (demasiado rápido).
- Ángulo de inclinación (grados): La herramienta se inclina 1-3° hacia la dirección de desplazamiento, dirigiendo el material plastificado hacia abajo y hacia atrás en el camino de soldadura para asegurar una consolidación completa.
Nota de ingeniería ñanajes de parámetros típicos de FSW por material
| Parámetro | Al 5mm (6061-T6) | Al 20mm | Acero (herramienta PCBN) |
|---|---|---|---|
| Velocidad rotacional | 400-1.000 RPM | 200-500 RPM | 200-500 RPM |
| Velocidad de viaje | 100-400 mm/min | 50-150 mm/min | 50-200 mm/min |
| Fuerza aerodinámica | 5-15 kN | 20-40 kN | 30-80 kN |
| Ángulo de inclinación | 1-13° | 1-13° | 1-1° |
Rangos de la literatura publicada. Califique según el lote de material específico, la geometría de la herramienta y la configuración de la máquina antes de calificar la producción.
⚠ Error común « Subestimación de la fuerza aerodinámica
Un ingeniero de fabricación que configura FSW para paneles 6061-T6 para una bandeja de batería EV generalmente no tiene un marco de referencia para la carga vertical de más de 5000 lb (22+ kN). FSW se aplica a láminas de aluminio de 5 mm. Los ingenieros que llegan desde el fondo de la soldadura por arco configuran accesorios para cargas de abrazadera compatibles con arco, muy por debajo de lo que exige FSW. El resultado: movimiento de la pieza de trabajo en mitad de la soldadura, excursión de parámetros fuera de especificación y una soldadura que no pasa la inspección radiográfica. La ingeniería de accesorios debería ser su primera decisión de diseño de FSW, no una ocurrencia tardía.
¿qué materiales se pueden soldar por fricción y agitación?
La gama de materiales a los que FSW puede unirse es más amplia de lo que la mayoría de los ingenieros esperan cuando encuentran el proceso por primera vez a través de aplicaciones de aluminio. Aleaciones de aluminio en todos los grados comerciales la aplicación principal es el proceso, pero el proceso se encarga de un portafolio más amplio, incluidos materiales que la soldadura por fusión se maneja mal o no se maneja en absoluto.
| Material | Grado/tipo | Soldabilidad | Notas clave |
|---|---|---|---|
| Aluminio (estructural) | 1xxx, 3xxx, 5xxx, 6xxx | Excelente | Sin relleno, sin gas; calidad superior de las juntas versus arco |
| Aluminio (aeroespacial) | Serie 2xxx, Serie 7xxx | Excelente | No soldable por fusión « FSW es el único proceso viable |
| Acero | Suave, HSLA, tubería X65/X80/X100, AHSS | Bueno (<8mm) | Requiere herramientas PCBN o MP159; El desgaste de las herramientas aumenta rápidamente por encima de los 12 mm |
| Titanio | Grado 1-1-4, Ti-6Al-4V | Bien | Se requieren herramientas PCBN; aplicaciones estructurales aeroespaciales |
| Cobre | Aleaciones de Cu comercialmente puras | Bien | Disipadores de calor, conductores eléctricos, terminales de baterías |
| Aleaciones de níquel | Grados 200, 600, 625, 718 | Moderado | Validado para aplicaciones especializadas (MegaStir) |
| Metales diferentes | Al-to-Cu, Al-to-Steel | Alcanzable | Evita que se formen intermetálicos frágiles en la soldadura por fusión; Diseño de juntas crítico |
| Compuestos de matriz metálica | Al-MMC, reforzado con SiC | Alcanzable | El proceso de estado sólido preserva la distribución de refuerzos |
¿se puede utilizar la soldadura por fricción y agitación en acero?
Sí. FSW suelda acero al carbono, grados de tubería HSLA (X65, X80, X100), AHSS para automóviles y acero inoxidable austenítico cuando se selecciona la herramienta correcta. El material de la herramienta determina la viabilidad: el aluminio se utiliza FSW Acero para herramientas H13 a un costo relativamente bajo; El acero FSW requiere Herramientas PCBN (nitruro de boro cúbico policristalino) o superaleación de cobalto-níquel MP159, a $2.000-$5.000 por juego de puntas.
TWI señala que el FSW de secciones de acero que superan los 12 mm de espesor y soldaduras que abarcan varios metros presenta continuos desafíos de desgaste y falla de herramientas. Para acero de menos de 8 mm «paneles de puertas de automóviles, miembros estructurales, juntas de tuberías de paredes delgadas « FSW se implementa industrialmente y se prueba comercialmente.
La suposición de que FSW es sólo aluminio es el error más persistente en la decisión de selección del proceso. Las uniones de materiales diferentes «Al-to-Cu para terminales de batería, conexiones estructurales Al-to-acero y soportes aeroespaciales de titanio « son áreas de aplicación de FSW donde la soldadura por fusión produce resultados inaceptables “intermetálicos frágiles, porosidad o volatilización de aleaciones « y FSW es la alternativa práctica.
Soldadura FSW versus arco: ventajas, limitaciones y cuándo elegir
Las justificaciones para el salto cuántico de FSW sobre la soldadura por arco dependen plenamente de los beneficios metalúrgicos: el sistema de estado sólido es inmune a todos los defectos de solidificación que respaldan los costos de calidad en las soldaduras MIG, TIG y SAW (no a través de controles más estrechos), sino a través de la física de procesos.
Se encontró un estudio comparativo revisado por pares de 2023 de aluminio AA5083-H111 con un espesor de placa de 5 mm: juntas FSW logradas Mejora de la dureza 46-50% por encima del material base « versus 31-35% para juntas TIG y 24-29% para juntas MIG. La inspección radiográfica no mostró defectos internos en muestras FSW; Las muestras TIG y MIG exhibieron falta de fusión (LOF), falta de penetración (LOP) y porosidad en múltiples muestras.
Ventajas de FSW sobre la soldadura por arco:
- Sin alambre de relleno, gas protector, eliminación directa de costos consumibles
- HAZ es considerablemente más estrecho que la soldadura por arco, menos ablandamiento adyacente a la línea de soldadura
- 30-50% menos distorsión de soldadura - se necesita menos enderezamiento después de la soldadura
- Sin radiación ultravioleta, mínimo polvo, mejora la seguridad de los trabajadores
- Capacidad de paso único de hasta 75 mm en aluminio ñanera, no es necesario realizar procedimientos de soldadura de paso múltiple
- Porosidad cero, grietas en caliente, defectos de solidificación -protección estructural por mecánica
Limitaciones de FSW relativas a la soldadura por arco:
- El orificio de salida al final de la soldadura debe proporcionar una pestaña de salida o acomodar el diseño
- Costos de bienes de capital significativamente más altos (~$110 000 USD) para FSW ($50 000-$200 000+ salida) versus equipos de arco ($2 000-$10 000+ salida)
- Una fuerza de sujeción significativamente mayor requiere un diseño de accesorio sorprendentemente costoso
- Geometría de unión significativamente restringida debido a limitaciones de accesibilidad 'gran tienda de soldadura libre multiposición incapaz
Matriz de selección de procesos « FSW vs. Soldadura por arco
| Tu perfil de aplicación | Proceso recomendado |
|---|---|
| Aluminio + alto volumen de producción + crítico de distorsión + sin necesidad de relleno | FSW « caso de negocio más sólido |
| Aluminio 2xxx o 7xxx que “no se puede soldar por arco” (craqueo por solidificación) | FSW « sólo opción viable |
| Geometría 3D compleja + acceso multiposición + bajo volumen de producción | Soldadura por arco « El costo de fijación de FSW no está justificado |
| Junta estructural diferente de Al a acero, crítica para el peso | FSW con herramientas PCBN |
| Acero + soldadura por arco establecida WPS + bajo presupuesto CAPEX | Evalúe el TCO completo de FSW antes de cambiar |
Error común « Uso de suposiciones de desajuste de blindaje de arco con costuras de acceso inaccesible FSW
Los ingenieros que diseñan conjuntos FSW utilizando tolerancias de distorsión calibradas para soldadura MIG o TIG diseñan sistemáticamente en exceso las operaciones de fijación y acabado. La distorsión de soldadura FSW es 30-50% menor que la soldadura por arco en geometrías de juntas de aluminio equivalentes. Llevar tolerancias calibradas por arco a programas FSW agrega material, costos y tiempo de fabricación innecesarios.
Vezi și: guía de soldadura por arco sumergido Estaciones de trabajo de soldadura robótica MIG
Equipos y herramientas FSW: tipos y especificaciones de máquinas
Cuatro factores afectan la elección de la máquina FSW: la dimensión de la envolvente de trabajo necesaria, la capacidad de carga aerodinámica demandada por la junta, si se requiere operación forzada controlada o controlada por posición para el material, y la escala de producción apropiada para las necesidades de bienes de capital.
| Tipo de máquina | Aplicación típica | Capacidad de fuerza | Mejor ajuste |
|---|---|---|---|
| Cabezal FSW integrado en CNC | Actualización del centro de mecanizado CNC existente | 10-30 kN | Baja entrada de capital; producción flexible de Al |
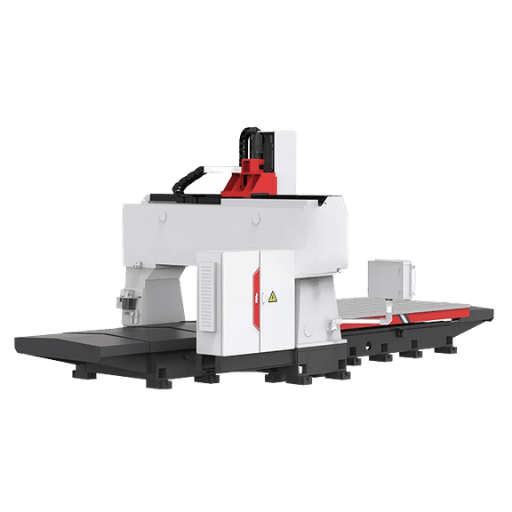
| Pórtico independiente FSW | Producción por lotes, paneles planos y curvos | 20-100 kN | Paneles aeroespaciales, ferroviarios y de construcción naval |
| Fsw robótico (6 ejes) | Superficies curvas, integración de línea de montaje | 5-20 kN | Producción de bandejas de baterías para vehículos eléctricos y automóviles |
| Producción dedicada FSW | Líneas de producción fijas de gran volumen | 50-200 kN | Paneles estructurales aeroespaciales; placa Al grande |
Selección de herramientas por material: El acero para herramientas H13 maneja todos los grados de aleación de aluminio a bajo costo. Un solo juego de herramientas H13 suelda 800-1500 metros de junta de aluminio antes del reemplazo, eliminando por completo el costo del alambre de relleno por metro. Se requiere PCBN (nitruro de boro cúbico policristalino) para acero y titanio FSW; La superaleación de cobalto-níquel MP159 se adapta a aplicaciones de acero de baja temperatura donde la fragilidad del PCBN es una preocupación estructural. Diámetro del hombro de la herramienta «disponible en escalas de 25 mm, 38 mm y 50 mm « con espesor de material.
¿cuánto cuesta una máquina de soldadura por fricción y agitación?
El costo de la máquina FSW varía según el tipo y las especificaciones. El punto de entrada de menor capital es un cabezal FSW integrado en un centro de mecanizado CNC existente, por menos de 100.000 € (~$110.000 USD). Los sistemas FSW independientes comienzan en $50.000-$200.000 para configuraciones básicas; FSW de pórtico a escala de producción con control de fuerza e integración robótica oscila entre $200.000 y más de $1 millones. Los factores clave de costos son el tamaño de la envolvente de trabajo, la capacidad de fuerza del husillo (5-100 kN), la automatización del cambio de herramientas y la operación controlada por fuerza versus la operación controlada por posición.
Herramientas: Costo adicional (estimación aproximada) para un conjunto de herramientas H13 para proyectos FSW de aluminio: $500-$2000; Costo adicional para soldadura FSW de acero o titanio (puntas PCBN): $$2000 por conjunto ñona $2000 para un conjunto completo de equipos FSW. El tamaño del mercado global para equipos FSW fue de $262MM en 2024 y crecerá a $460MM en 2034 (CAGR ~ 6%), siendo realmente el único controlador bien identificado en el mercado la bandeja de baterías para vehículos eléctricos y las aplicaciones de estructura aeroespacial.
Explore los sistemas de soldadura inteligentes de Zhouxiang
El enfoque de Zhouxiang para plataformas robóticas de pórtico, diseñado para aplicaciones controladas por fuerza, explota la misma arquitectura de configuración básica adoptada para pruebas FSW a escala integrada. Discuta sus necesidades de aplicaciones con el equipo de ingeniería de Zhouxiang.
Donde FSW ofrece valor: aplicaciones industriales por sector

| Industria | Aplicación | Material | Beneficio clave |
|---|---|---|---|
| Aeroespacial | Tanques de combustible, paneles de fuselaje | 2xxx, 7xxx Al | Sólo proceso de unión viable para aleaciones no soldables; Tanques propulsores SpaceX Falcon 9 |
| Automotor | Bandejas para baterías de vehículos eléctricos de cuerpo en blanco | 6xxx Al, AHSS | Reducción de peso; elimina el tratamiento térmico post-soldadura; consumible de relleno cero |
| Construcción naval | Paneles de cubierta, estructuras de casco | 5xxx Al (AA5083) | Cero defectos internos versus LOF/porosidad en MIG/TIG; baja distorsión en costuras largas |
| Carril | Extrusiones de vagones de pasajeros | 6xxx Al | Eficiencia de costura larga; distorsión mínima en perfiles extruidos |
| Batería para vehículos eléctricos | Bandejas para cajas de baterías | 6061-T6 Al | Elimina el tratamiento térmico post-soldadura; sellado sin fugas; gestión térmica preservada |
| Electrónica | Placas frías líquidas, disipadores de calor | Al, Cu | Juntas sin fugas; sin contaminación por flujo; Conductividad térmica preservada |
Una oferta de fabricante estructural de carcasas para baterías de vehículos eléctricos para un OEM de automóviles en 2025 cambió de MIG a FSW para el ensamblaje de paneles de aluminio de la serie 6xxx. FSW eliminó el ciclo de tratamiento térmico post-soldadura, un proceso de 4 días por lote que existía únicamente para restaurar las propiedades de la zona de soldadura degradadas por el aporte de calor de fusión. Debido a que FSW nunca sobrecalienta la ZAT, el templado de aluminio se conserva en proceso. El fabricante recuperó 4 días de producción por lote sin ninguna inversión de capital adicional en capacidad de tratamiento térmico.
TWI describe la trayectoria de adopción de FSW como “uno de los tiempos más cortos desde la invención hasta el uso industrial generalizado”. SpaceX utiliza FSW para los principales tanques de propulsor del cohete Falcon 9, una aplicación de aluminio de la serie 2xxx en la que la soldadura por fusión no era una opción viable.
Vezi și: Aplicaciones de soldadura aeroespacial Sistemas de soldadura estructural Soluciones de robots de soldadura para construcción naval
Calidad de soldadura FSW: resistencia de las articulaciones, defectos y estándares de inspección

¿qué tan fuerte es una soldadura por fricción y agitación?
Se logran uniones FSW en aleaciones de aluminio 80-95% de resistencia máxima a la tracción del metal base (UTS) sin tratamiento térmico post-soldadura « superando a TIG y MIG por un amplio margen en las mismas aleaciones de alta resistencia, que normalmente alcanzan una eficiencia de unión de 50-70%. Para uniones diferentes 7075-T6 y 6061-T6, la eficiencia de la unión FSW no tratada alcanza 67% (207 MPa); El postratamiento de envejecimiento en solución aumenta esto a 94% (290 MPa). Para juntas de acero FSW, las propiedades mecánicas replican el material base dentro de 5-10%.
“la microestructura de estado sólido de FSW ”granos finos y recristalizados dinámicamente en la pepita de soldadura “supera consistentemente la estructura de fundición gruesa del metal de soldadura por fusión, particularmente en fatiga y tenacidad a la fractura. Para aleaciones de aluminio de alta resistencia, esto no es una mejora marginal. Es una ventaja metalúrgica fundamental que ninguna optimización de los parámetros de soldadura por arco puede replicar”
« Glenn Grant, científico de materiales, Laboratorio Nacional del Noroeste del Pacífico (PNNL)
Standarde de inspecție aplicabile:
| Estándar | Alcance | Edición |
|---|---|---|
| AWS D17.3/D17.3M | Soldadura por fricción y agitación de aleaciones de aluminio para aplicaciones aeroespaciales | 2021 (3a edición) |
| ISO 25239 | Soldadura por fricción y agitación « Aluminio (uso industrial general) | 2020 |
Defectos comunes de FSW y sus causas fundamentales:
- Defect de tunel (agujero de gusano): El defecto más común de FSW. Causa de la raíz: entrada de calor insuficiente “velocidad de desplazamiento demasiado rápida, RPM demasiado bajas o carga aerodinámica demasiado ligera. El material no fluye completamente para llenar el camino de soldadura. No visible desde la superficie; detectado mediante pruebas ultrasónicas (UT) o radiografía.
- Vincul de sărut: La penetración insuficiente de la herramienta deja un plano de unión que pasa la inspección visual pero se abre bajo carga cíclica. El tipo de defecto FSW más peligroso « indetectable mediante inspección visual o RT estándar. La matriz en fase UT (PAUT) es el método de END necesario para una detección fiable.
- Flash: Exceso de material extruido en la superficie de soldadura. Causa de la raíz: carga aerodinámica o velocidad de rotación excesiva. Identificado visualmente. Por lo general, no es estructuralmente significativo, pero indica una excursión de parámetros que requiere corrección.
Vezi și: Métodos de prueba de soldadura · Guía de inspección de soldaduras · Especificación del procedimiento de soldadura (WPS)
Análisis de costos de FSW: inversión, retorno de la inversión y marco de decisión

El caso de negocio de FSW no es una comparación de precios de máquinas. Es un cálculo del costo total de propiedad (TCO) en tres centros de costos: consumibles eliminados, rendimiento obtenido y costos de calidad evitados.
Ahorro operativo directo “ FSW de aluminio vs soldadura por arco:
- Cable de llenado eliminado: $0.50-$2.00/metro de soldadura (material más cabeza de máquina)
- Gas de protección eliminado: $0.10-$0.30/metro
- Se elimina el ciclo de tratamiento térmico post-soldadura (serie 6xxx/7xxx): $50-$500 por lote de producción
- El enderezamiento post-soldadura redujo el ahorro de mano de obra en accesorios y acabados de 30-50% «
- Vida útil de la herramienta: 800-1.500 metros por juego de herramientas H13 para aluminio “coste de herramientas predecible y programable
Marco de decisión: Comprar / Subcontratar FSW / Mantener Arco
| Camino | Mejor ajuste | Activador de decisión |
|---|---|---|
| Comprar máquina FSW | Soldadura anual Al >50.000m; línea de productos dedicada | Recuperación de consumibles <18 meses al volumen actual |
| Subcontratar FSW | <50.000m/año; materiales mixtos; demanda irregular | Costo del servicio por metro < TCO interno |
| Mantener la soldadura por arco | Geometría 3D compleja; posición múltiple; arco establecido WPS | Ahorros de FSW a 3 años <costo de reequipamiento |
Escenario de equilibrio: un taller de fabricación que ejecuta 200.000 metros de soldadura de aluminio al año, con un ahorro combinado de relleno y gas de $15/metro, recupera $3M al año sólo de la eliminación de consumibles. Frente a una inversión del sistema FSW de $400.000, el equilibrio se produce a aproximadamente 27.000 metros (menos de 6 meses) con el volumen de producción total, teniendo en cuenta el tiempo de puesta en servicio y desarrollo de parámetros.
⚠ Los ingenieros de artículos ocultos de TCO frecuentemente subestiman
- desgaste de herramientas PCBN (acero FSW): $2.000-$5.000 por punta; La tasa de desgaste debe modelarse a partir de datos de pruebas específicos del material, no asumirse a partir de puntos de referencia de aluminio
- Capital de fijación (FSW convencional): $50.000-$200.000 por configuración conjunta, reducido drásticamente por los recientes sistemas robóticos de autoreparación (ver H2-9)
- Tiempo de calificación de parámetros: 20-80 horas por nueva geometría de junta, incluidas pruebas de cupones destructivas antes de la aprobación de WPS de producción
Vezi și: Cálculo del ROI de soldadura robótica Desglose de costes del robot de soldadura
Fsw robótico en 2025: el avance de la automatización
La principal barrera para el despliegue de FSW en la línea de montaje siempre ha sido la fijación. Las máquinas FSW tradicionales ejercen hasta 5.000 lb (22 kN) de carga aerodinámica vertical, lo que requiere accesorios de sujeción especialmente diseñados para cada configuración de junta. Los accesorios personalizados para una geometría de junta única cuestan $50.000-$200.000, lo que hace que FSW sea económico sólo para la producción por lotes dedicada en líneas de productos fijos, no para el entorno de mezcla de juntas flexible del ensamblaje de automóviles.
En 17 de septiembre de 2025, el Laboratorio Nacional del Noroeste del Pacífico publicó el resultado que cambia este cálculo. Ingenieros PNNL Mitch Blocher y Piyush Upadhyay, trabajando bajo la Oficina de Tecnologías de Vehículos del Departamento de Energía de EE. UU., demostró un sistema FSW robótico autoreparable: la herramienta giratoria FSW y un soporte de placa de respaldo en miniatura en el mismo brazo robótico en un bucle de fuerza cerrado. El brazo absorbe internamente su propia carga de reacción ^ no se requiere ningún accesorio externo. El problema de la autoreparación está resuelto.
Las implicaciones de producción son directas:
- Las líneas de montaje flexibles pueden manejar múltiples tipos de juntas sin un costo de cambio de un solo dispositivo
- Las superficies curvas «barandillas de techo, bridas para cajas de baterías de vehículos eléctricos, extrusiones estructurales « ahora son accesibles para FSW robóticos sin herramientas personalizadas
- El costo de los accesorios para nuevos tipos de juntas cae de $50.000-$200.000 a casi cero
- Las configuraciones robóticas de FSW de 4 brazos se vuelven económicamente viables para la producción de cuerpo en blanco de gran volumen
La aplicación de carrocería en blanco para automóviles es el concreto: cuatro brazos robóticos FSW que sueldan pisos de aluminio y secciones estructurales en lugar de conjuntos de acero soldados por puntos ofrecen una reducción de peso de 40%, eliminan todo el cable de llenado y el gas protector, y funcionan bajo retroalimentación de fuerza totalmente automatizada. El avance de PNNL hace que esto sea factible en líneas de producción mixta donde los tipos de juntas cambian diariamente.
Más allá de la propia FSW, deposición por fricción y agitación (FSD) extiende la familia de procesos a la fabricación aditiva: la misma herramienta rotativa deposita material para reparación y fabricación de componentes en forma casi neta en lugar de unir dos piezas de trabajo existentes. Los equipos de ingeniería ya calificados en el desarrollo de parámetros FSW pueden transferir esa experiencia a la operación del sistema FSD con curvas de aprendizaje relativamente cortas.
Se prevé que el mercado de equipos FSW, con $262 millones en 2024, alcance $460 millones en 2034 con aproximadamente 6% CAGR, impulsado principalmente por la fabricación de baterías para vehículos eléctricos y la integración estructural aeroespacial. El volumen de búsqueda de “soldador por fricción y agitación” aumentó 56% entre mayo y octubre de 2025, una señal comercial confirmada de que la actividad de adquisiciones se está acelerando antes de ese crecimiento del mercado.
Los sistemas de soldadura inteligentes de Zhouxiang proporcionan configuraciones robóticas y de pórtico compatibles con la integración FSW controlada por fuerza, la misma arquitectura de retroalimentación de fuerza que el trabajo de PNNL confirma como la tecnología habilitadora para FSW a escala de producción. Ver: Guía de tecnología de soldadura robótica · Guía del comprador de sistemas de soldadura automatizados
Preguntas frecuentes sobre la soldadura por fricción y agitación
¿qué tan fuerte es una soldadura por fricción y agitación?
Las uniones FSW en aleaciones de aluminio alcanzan 80-95% de metal base UTS « muy por encima de lo que TIG o MIG logran en las mismas aleaciones de alta resistencia. Para el aluminio de las series 2xxx y 7xxx, FSW es frecuentemente el único proceso viable: la soldadura por fusión produce grietas de solidificación en estas aleaciones, lo que hace que la comparación de resistencia sea discutible. Cuando la soldadura por arco no puede producir una unión sólida, la eficiencia de la unión FSW no es la métrica relevante «la disponibilidad lo es.
¿es cara la soldadura por fricción y agitación?
El costo de capital de la máquina es mayor que el de los equipos de soldadura por arco ($50 000-$200 000+ frente a $2 000-$10 000). Sin embargo, FSW elimina el alambre de relleno, el gas protector y el tratamiento térmico posterior a la soldadura para aplicaciones de aluminio. Con volúmenes de producción superiores a 20.000-50.000 metros de soldadura de aluminio por año, FSW comúnmente devuelve dentro de 6-24 meses solo con ahorros en consumibles, antes de tener en cuenta la mejora de la calidad y la eliminación de retrabajos.
¿se puede utilizar FSW en acero?
Sí. FSW suelda acero al carbono, tuberías HSLA de grados X65/X80/X100 y acero inoxidable austenítico utilizando herramientas PCBN o MP159. Las secciones inferiores a 8 mm están probadas industrialmente. El desgaste de las herramientas supera drásticamente los 12 mm de espesor y el costo de la punta de PCBN ($2,000-$5,000 cada una) debe incluirse en los cálculos del costo total de propiedad para cualquier caso de negocio de acero FSW.
¿cuál es la diferencia entre soldadura por fricción y soldadura por fricción-agitación?
La soldadura por fricción convencional (inercia o accionamiento continuo) hace girar una pieza de trabajo contra la otra aplicando una fuerza de compresión axial «sin herramienta transversal, limitada a geometrías de juntas cilíndricas y axisimétricas. FSW utiliza una herramienta giratoria transversal que se mueve a lo largo de cualquier línea de unión lineal o curva sobre láminas, placas o secciones extruidas « que maneja juntas a tope, juntas superpuestas, juntas en T y juntas de esquina a las que la soldadura por fricción convencional no puede acceder.
¿qué industrias utilizan más la soldadura por fricción y agitación?
La industria aeroespacial ha logrado los mayores avances en términos de profundidad de aplicación (por ejemplo, tanques de combustible y paneles de fuselaje para aleaciones de aluminio no soldables, desde mediados de los años 1990). La industria automotriz es el segmento de más rápido crecimiento, específicamente debido a los esfuerzos de la bandeja de baterías para vehículos eléctricos y los programas de reducción de peso de la carrocería en blanco. La construcción naval ha aprovechado FSW como método para el montaje de paneles de cubierta y casco de aluminio.
Los ferrocarriles han adoptado FSW en la fabricación de secciones extruidas de vagones de pasajeros. Por último, la fabricación de productos electrónicos ha utilizado FSW en la producción de placas frías de cobre y aluminio a prueba de fugas.
¿cuáles son los defectos de FSW más comunes a tener en cuenta?
El defecto del túnel (agujero de gusano) es más común porque la entrada de calor insuficiente se debe a una velocidad de desplazamiento demasiado rápida, a unas RPM demasiado bajas o a una carga aerodinámica demasiado ligera. La unión de besos es la más peligrosa estructuralmente: invisible en la superficie pero se abre bajo carga de fatiga; Se requiere matriz en fase UT (PAUT) para una detección confiable. El destello en la superficie de soldadura indica una carga aerodinámica o velocidad de rotación excesiva y es un problema de ajuste de parámetros, no un modo de falla estructural.
¿se puede automatizar completamente la soldadura por fricción y agitación
Sí. El avance del PNNL de septiembre de 2025 logró un FSW robótico de 4 brazos autofijable sin fijación externa, eliminando el obstáculo clave para la implementación de líneas de montaje flexibles. Las soluciones de sistemas FSW robóticos controlados por la fuerza ahora están disponibles comercialmente para la fabricación de automóviles y aeroespaciales. El aumento interanual del 56% en las búsquedas de máquinas FSW confirma que las decisiones de adquisición se están acelerando.
Artículos relacionados
- Especificación del procedimiento de soldadura (WPS): una guía completa
- Métodos de prueba de soldadura: técnicas destructivas y no destructivas
- Tecnología de soldadura robótica: lo que impulsa la curva de adopción de 2025
- Sistemas de soldadura automatizados: lo que todo comprador de fabricación necesita saber
Acerca de esta guía
Esta guía técnica se basa en investigaciones publicadas por TWI Ltd (los inventores de FSW), el Laboratorio Nacional del Noroeste del Pacífico, estudios revisados por pares de PMC y ScienceDirect, y especificaciones de equipos de Mazak MegaStir y STIRWELD, complementadas con la experiencia de Zhouxiang en la integración de sistemas de soldadura automatizados para acero estructural y aplicaciones de fabricación avanzadas. Los datos de costos reflejan los rangos de mercado a partir del primer trimestre de 2025. Para conocer los requisitos del sistema específicos del proyecto, comuníquese con nuestro equipo de ingeniería.
Revisado por el equipo de ingeniería de Zhouxiang « Más de 15 años de experiencia en integración de sistemas de soldadura robótica en la fabricación de acero estructural, fabricación de precisión y aplicaciones avanzadas de unión de materiales.
Fuentes primarias
- TWI Ltd -ñan “¿Qué es la soldadura por fricción y agitación?” y preguntas frecuentes sobre los niveles de calificación de FSW (twi-global.com)
- Laboratorio Nacional del Noroeste del Pacífico “El avance podría llevar la soldadura por fricción y agitación a las líneas de montaje” (pnnl.gov, 17 de septiembre de 2025)
- PNNL « Programa de investigación Friction Stir (pnnl.gov/friction-stir)
- AWS D17.3/ D17.3M:2021 -ñona Especificación para soldadura por fricción y agitación de aleaciones de aluminio para aplicaciones aeroespaciales, tercera edición (pubs.aws.org)
- ISO 25239:2020 «Soldadura por fricción y agitación « Aluminio (general)
- Habba et al. (2023)- Estudio comparativo de soldadura FSW, MIG y TIG de AA5083-H111 basado en la evaluación de juntas soldadas y aspecto económico ñame PMC10385343 (pmc.ncbi.nlm.nih.gov)
- ScienceDirect: Efectos de tres tratamientos térmicos post-soldadura diferentes sobre la microestructura y las propiedades mecánicas de la unión FSW 7075/6061 (2025 doi: 10.1016/j.jmapro.2025...)


