
Get in Touch with Zhouxiang

Gantry Robot vs Articulated Robot Welding: Side-by-Side Technical Comparison
Quick Specs: Gantry vs Articulated Welding Robots
- Gantry (Cartesian): 3-axis linear + wrist rotation | Rectangular work envelope up to 20 m+ span
- Articulated: 6-axis rotary joints | Spherical work envelope, typical reach 1.4-3.1 m
- Global installations: 542,000 industrial robots in 2024
- Welding standards: AWS D1.1:2025 (structural steel), ISO 14732 (robotic welding qualification)
When selecting between a gantry robot or an articulated robot for welding there are only three questions you need to address: how big are your parts, how complex are your weld paths, what does your shop floor look like? Both remain indispensable for automating high-volume arc welding with precise repeatability, but their unique kinematic properties mean each type performs differently in practice, and those differences determine which one really fits your production line. This guide breaks down the details that actually matter when fabricators evaluate welding robot options for structural steel, shipbuilding, and industrial manufacturing.
Gantry and Articulated Welding Robots at a Glance

Before we begin, here’s a quick side-by-side comparison of these two welding robot variants. The table summarizes the specifications that influence most automation choices in industrial welding applications.
| Specification | Gantry (Cartesian) | Articulated (6-Axis) |
|---|---|---|
| Axes of Motion | 3 linear (X-Y-Z) + 1–2 rotary wrist axes | 6 rotary joints |
| Work Envelope Shape | Rectangular / cubic | Spherical |
| Typical Reach | 3 m to 20 m+ (extendable via rail length) | 1.4 m to 3.1 m (fixed radius) |
| Repeatability | ±0.05 mm to ±0.1 mm | ±0.02 mm to ±0.05 mm |
| Tooling Payload | Up to 1,000–2,000 kg (supports multi-torch setups) | 3–20 kg (torch + wire feeder) |
| Best Welding Applications | Long straight seams, I-beams, ship panels, bridge girders | Complex 3D geometry, automotive sub-frames, pipe joints |
| Programming | Simpler for linear paths; point-to-point | Complex; requires offline programming for 3D paths |
Those figures set the stage. We now examine the implications of each distinction when shop floor operators choose where to allocate their budgets.
How Each Robot Type Works — And Where They Differ from Other Industrial Robots

Gantry and articulated are the two primary types of industrial robots utilized for manufacturing, especially in welding. A gantry welding robot is, at its core, a Cartesian coordinate robot—one of the cartesian robots category that move via linear movement across three axes(X, Y, Z)—mounted on a bridge-like construction. It typically uses ball screw or linear motor actuator drives on each axis for precise torch positioning. It may also feature rotary axes for torch angulation. This arrangement is highly specialized for smooth linear motion within large, planar work zones.
Conversely, an articulated welding robot employs a series of six rotary joints to carry the welding torch—much like the human arm—and so it provides six degrees of freedom. Long reach and wide angular accessibility are precisely what define articulated robots. Such flexibility makes this design preferable when bending a weld path around complex geometries is essential—such as when welding pipe connections, complex steel structures, or pressure vessel openings.
What Is the Difference Between a Gantry Robot and an Articulated Robot?
Fundamentally, these two industrial robot solutions vary in their kinematic framework: The gantry approach relies on tool translation along static paths—like a CNC machine with a large gantry. On the other hand, six-axis articulated arms employ various revolute joints to enable free motion in 3D space. Gantry configs are easily scalable by extending by adding additional rails (wider coverage) but are limited in angular positioning, while six-axis models achieve full angular control but within a fixed spherical work volume. For welding demands, the gantry proves ideal for long 20 meter parts, but the articulated configuration excels at fabricating those novel joinery details.
Other types of industrial robot are not alternatives to the traditional articulated arm or linear gantry setup. Delta robots are used for ultra-high-speed pick and place, and material handling applications at 60+ picks per minute. SCARA robots – built on the selective compliance principle – serve 3D printing, palletizing, and pick-and-place assembly line cells where final horizontal speed is critical to throughput of sorted-and-processed parts. Collaborative robots (cobots) use force/torque sensors to safely work along side humans, but provide lower payload and slower speeds, limiting their rate of welding throughput. When structurally- or heavy welding automation is the goal, the decision is between gantries or articulated robots. Industrial robots include many configurations, but these two dominate welding floors.
💡 Pro Tip
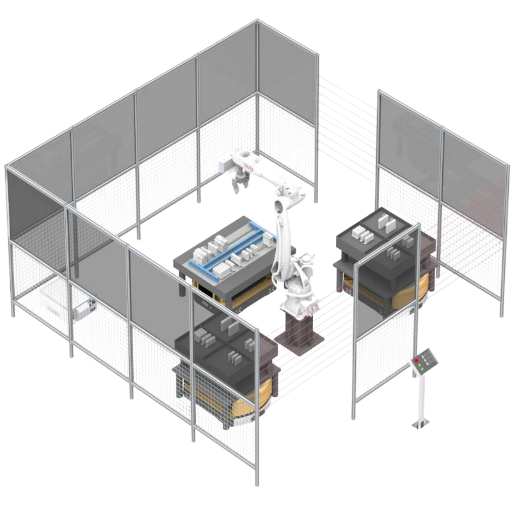
In a steel structure production line, watch the gantry traverse the length of the 20 meter rails while the torch reaches underneath I-beams at programmed angles. That continuous pass – without repositioning the 6-ton workpiece – is the core advantage of a gantry robot. By comparison, an articulated arm doing the same job would require four or five repositionings, with crane time in between each.
Workspace, Reach, and Payload — Which Covers More Ground?
Most clearly demonstrated in the work envelope. A gantry robot’s action radius is rectilinear: a cuboid, extending with rail length – at 10 meters of gantry rail, a 20 x 10 x 3 meter cuboid. Extend the gantry rail to 15 or 20 meters, and the work envelope grows proportionally. A gantry between shipyard carousal panels can routinely cover 15-20 meters of abeam length with 3 to 5 meters of Z-travel. Large gantry systems may deliver even 60 meters of travel.
Articulated robots have spherical work envelopes set by the length of their arm segments; the design reach radius is truncated for any given robot size. More space needed means a bigger robot – given right-angle geometry – to deliver it. An articulated arm at the far end of the Z-travel can provide extended reach, but at significantly increased footprint overhead.
The 3-Question Workspace Test
The three workspace considerations that should influence your decision:
- Maximum part length: 3 meters (according to the typical weldment lengths). If you want to fully automate weld on parts over this length, a standalone articulated robot will need to reposition to full the seam (or require an externally mounted linear work axis). A gantry workshop can cover the whole part length in a single pass.
- Multi-station layout: your robotic welding cell may need to operate multiple work shops. With a gantry rail, one robot travels between those stations. An articulated cell is generally dedicated to one zone, although an external linear axis can convert the robot into a mobile gantry system.
- Ceiling height: gantry systems depend on overhead structure for their bridge frame. Space may not be available in your bay for this additional overhead profile. Floor-mounted articulated cells have a smaller vertical footprint.
Payload Capacity for Welding Applications
Gantry weld cells will be able to support tools with payload of up to 1,000-2000 kg; that space is relevant when running multi-process systems (weld + cut) on the same gantry. Articulated robot welding arms support payloads of 3-20 kg, enough to carry a typical dedicated MIG torch and wire feeder; heavy multi-purpose end effectors require a much larger payload budget. Note that robot payload is measured in the tool point – the weight of the workpiece remains irrelevant as it is held on a positioner or fixture.
Think of two shops right next to each other: one welding 12’2’ H-beams for a structural steel welding project benefits from gantry reach more than he does from articulated dexterity. The other welds automotive sub-frames, combining very complex joint geometry with tight dimensional tolerances; he is more likely to benefit from articulated versatility in a small cell.
Welding Precision and Repeatability Compared

In order of established manufacturer rep:ZF.
Articulated robots statistically have a paper repeatability advantage, 0.02-0.05 mm versus 0.05-0.1 mm for typical gantry systems. That kind of precision headroom makes a serious difference in micro-welding or electronic assembly; structural welds typically tolerate much wider tolerances.
±0.02–0.05 mm
Articulated Robot Repeatability
±0.05–0.1 mm
Gantry Robot Repeatability
±1.5 mm+
Typical AWS D1.1 Dimensional Tolerance
AWS D1.1:2025 Structural Welding Code dimensions allowable tolerances are orders of magnitude wider than either robot system can provide. Both the gantry and the articulated system are comfortably within structural welding tolerances. From a practical perspective that precision variance amounts to nothing more than an academic distinction.
When precision is relevant it is due to path accuracy when traveling extended distances: achieving 0.1 mm consistency over even 15 meters, through bridge deflection, thermal change in the rails, and body-to-wire vibrations complicates that achievement. Articulated flexibility limits itself to defined maximum work envelope.
‘In the world of steel fabrication structural welding application design-wise the robot repeatability criteria are insignificant. Neither takes two thirds of nothing from 10 to 50 times’because the welding specifications are not even in that ballpark. What really matters is whether the sensor system -arc sensing, laser seam tracking, touch sensing- is capable of compensating for work piece fit-up offsets.
📐 Engineering Note
Structural steel welding standards for robotic welding rely on AWS D1.1:2025 for composition, ISO 14732 for personnel qualification, and ISO 3834 for overall welding quality control. Weld procedure qualification parameters – voltage, wire feed, travel speed, shielding gas composition – do not distinguish between a weld executed by a 6-axis vertical articulated arm or a 4-axis haunched gantry.
Cost and ROI — The Investment Comparison Most Guides Get Wrong

Articles citing the lower cost of articulated (6-axis) robotic systems neglect the complete picture. That complete picture requires the addition of a suitable robotic system controller, on and off-line programming capability, smooth integration into existing automation cells… Cost differential is a function of the scope of the entire system.
What Are the Different Types of Welding Robots and What Do They Cost?
Welding specific robot applications break out into the following four profit centers which have individual price structures. 6-axis articulated arms ($50,000-$500,000+) are suited for any welding duty in small to mid sized cells. Gantry/Cartesian layouts ($10,000-$50,000 for the robotic mechanism, $80,000-$300,000+ for the system) provide for large format work as well as for long-seam weldments. SCARA robots ($10,000-$50,000) hit precision weld duty in tiny parts. Finally, collaborative welding robots ($25,000-$50,000) bring an entry level price point and significantly reduced payload and productivity potential.
| Cost Factor | Gantry System | Articulated Cell |
|---|---|---|
| Robot mechanism | $10,000–$50,000 | $50,000–$100,000+ |
| Structure / mounting | $30,000–$150,000 (rails, bridge frame, foundation) | $5,000–$15,000 (pedestal + safety enclosure) |
| Integration + safety | $20,000–$80,000 | $15,000–$50,000 |
| Total system estimate | $80,000–$300,000+ | $70,000–$200,000 |
| Annual maintenance | $2,000–$4,000 (fewer moving parts) | $3,000–$5,000 (joint servos, reducers) |
| Typical ROI timeline | 18–24 months (high-volume structural) | 12–18 months (automotive/mixed) |
Note: total system cost ranges are assembled from various industry sources. Your specific values will vary based on part complexity, volume, and labor costs in your region—please obtain project-based quotes prior to making a decision on which architecture to proceed.
⚠️ Common Mistake: Underestimating Gantry Installation Costs
While the gantry robot itself will cost less than an articulated arm, the foundation supports–dual-rail foundations, overhead crane available for fab and installing, minimum heights of ceiling, and framework–can inflate a systems installed cost 20-30% over projection. Fabricators who do not factor installation costs into their planning find ROI unrealistically extended. Always price foundation and supports before the robot quote.
In terms of throughput, the use of both types of robotic welding station on a cell greatly improves arc-on time over manual welding. Robotic stations move from 10%-30% arc-on with hand-held welders to 50-90%. This throughput saving, along with a decrease in rework and consumables waste makes 12-24 month ROI feasible in most cases.
If a shop has the money the $80,000, robots are a good choice. A collaborative welding robot would be the cheapest entry cost. Cobots trade speed and payload for no fencing and the ability to work with operators.
Which Welding Robot Should You Choose? — The Decision Matrix
To decide between the two, four factors are considered: part size, geometry of the weld path to be followed, number of parts to be produced, and dollar cost. Below is a matrix showing how well each robot type fits common fabrication cases:
| Your Situation | Recommended Robot | Why |
|---|---|---|
| Parts longer than 3 m with straight or linear seams | Gantry workstation | Scalable reach covers full seam in one pass, no repositioning |
| Complex 3D joint geometry, parts under 1.5 m | Articulated 6-axis | Full rotational freedom for compound weld angles |
| Heavy structural steel (beams, columns, trusses) | Gantry | Large work envelope + high tooling payload for multi-torch |
| High-mix, low-volume with varied part shapes | Articulated | Faster reprogramming for different part families |
| Total budget under $80,000 | Articulated cell or cobot | Lower entry cost; cobot eliminates fencing expense |
| Need both long reach AND complex weld paths | Gantry rail + mounted articulated arm | Hybrid: gantry provides travel, articulated provides dexterity |
💡 Pro Tip
Fixturing developed for manual welding can lead to consistent runoffs with robot cells as parts move during clamping causing welds to be misaligned. Monitor fixturing before investing in any type of robot. A $200,000 articulated cell welding parts off a warped fixture will weld at a lower quality than a $5,000 manual operation with good fixturing.
One particular alternative worth its own section: a gantry mounted articulated arm. This is an architecture that might be especially relevant to fabricators welding large assemblies with complex welds. It provides a gantry I shaped rail for arm travel along the entire length of the part (a gantry advantage), as well as all 6 axis at each weld position (an articulated advantage).
Ship hull block welding, for example, has adopted this adaptable design.
FAQ — Gantry Robot vs Articulated Robot Welding
Q: What is another name for a gantry robot?
View Answer
Cartesian coordinate robot,cylindrical robot, or rectilinear robot. These three different names all are for the same straight line axis movement.
Q: Can a gantry robot perform MIG and TIG welding?
View Answer
Yes. Gantry robots can perform all the major types of arc welding: MIG (GMAW), TIG (GTAW), flux-cored (FCAW) and submerged arc (SAW). Welding process selection is a function of the end effector, i.e. the torch and power source, and not the robot types.
Gantry systems are most popularly found for SAW on long members with structural joints where high deposition rates are desired.
Q: How many axes does an articulated welding robot have?
View Answer
The majority of articulated welding robots consist of six axes, three for positioning the arm and three for orientating the wrist. Six axes allow the weld to be approached from arbitrary directions, allowing maximum flexibility in the application. Some systems add a seventh axis (with an external track or positioner drive) to extend the available reach, resulting in a strange hybrid of gantry architecture and articulation.
Q: Are collaborative robots suitable for structural steel welding?
View Answer
For light-duty work on small to medium size parts, OK. Cobot payload is about 5-16kg—good for a MIG torch, but speed and reach are impractical on large weldments. Structural H-beams, columns, and shipyard panels require standard industrial robots.
Where cobots fit: fabricators migrating from manual welding and want to begin with a low-cost, low-risk step. Many fabricators start with a cobot cell on simple, repetitive parts, validate ROI, then transition to a fully-articulated or gantry system once full production volumes are needed. Expect maybe 30-40% of the throughput versus a dedicated industrial system of similar joint types.
Q: What industries use gantry welding robots most?
View Answer
Most gantry welding robots are used in these applications: fabrication of steel structures (building frame, columns, and trusses), shipbuilding (hull panel and block assembly), bridge building (welding of girder and deck plates), power equipment manufacturing (boiler tube and heat exchanger), and on equipment assembly lines. These applications all require long-seam welding on large components for which the gantry’s long reach means that repositioning is not required.
Q: Can you combine a gantry system with an articulated robot?
View Answer
Absolutely, and the hybrid configurations are getting more popular all the time. A mounted articulated 6-axis 6 arm onto a gantry rail (or ground rail) provides the time saving travel of the gantry combined with the complex paths provided by the arm. Shipbuilding and bridge fabrication modern production lines utilise these arrangements to produce large, complex welds in large assemblies.
The gantry provides the scalability with the mounted robotic arm providing angular access every where.
Unsure whether gantry or articulated is right for your welding line?
We’ve programmed more than 1000 welding automation cells worldwide by our engineering team.. Have your part dimensions, material, production volume?
Just let us know. We will suggest the right architecture.
About This Comparison
Zhouxiang has been producing gantry welding robot workstations and has successfully commissioned more than 1,000 welding automation projects in more than fifty countries since 1991. This comparison is based on field data of steel structure and shipbuilding applications – where our team employ both gantry and articulated architecture every day. We have niche business interests in gantry systems hence all calculations are based solely on independent third-party figures and commentary instead of marketing hype.
References & Sources
- World Robotics 2025: Global Robot Demand in Factories Doubles Over 10 Years — International Federation of Robotics (IFR)
- AWS D1.1/D1.1M:2025 Structural Welding Code — Steel — American Welding Society
- AWS D1.1:2025 Changes to Structural Welding Code — ANSI Blog
- Industrial Robotics in 2025: Trends, Figures, and Global Outlook — Robotics Tomorrow
- What Are Robot Gantries? Types, Applications, Advantages, Selection Criteria — Wevolver


