
Свяжитесь с Чжоусяном
Выбор между роботами для сварки наземных рельсов, кантилеверов и порталов: сравнение по бокам
Сталелитейные цеха стоят перед выбором, влияющим на пропускную способность, качество сварки и будущую рентабельность: какая планировка роботизированной сварочной станции подходит для работы лучше всего? Наземный рельс, консольные и портальные устройства каждое решает разный набор проблем — поймите неправильно и потратите больше денег на меньшую работу.
Как сообщается в Отчет IFR World Robotics 2025, во всем мире холдинги промышленных роботов насчитывали 542 000 в 2024 году — дважды число десятилетием ранее. сварка и пайка разделяли около 21% всех промышленных роботов, так что автоматизация была самым быстрорастущим полем (спрос на наземные рельсовые, консольные и портальные роботы тоже вырос.
Эта боковая панель объединяет механические, рабочие, стоимостные и наиболее подходящие различия между планировками наземных рельсов, консолей, портальных роботов (сопоставленные на основе спецификаций цеха компонентов, полевых данных IFC и расчетных показателей бережливого производства).
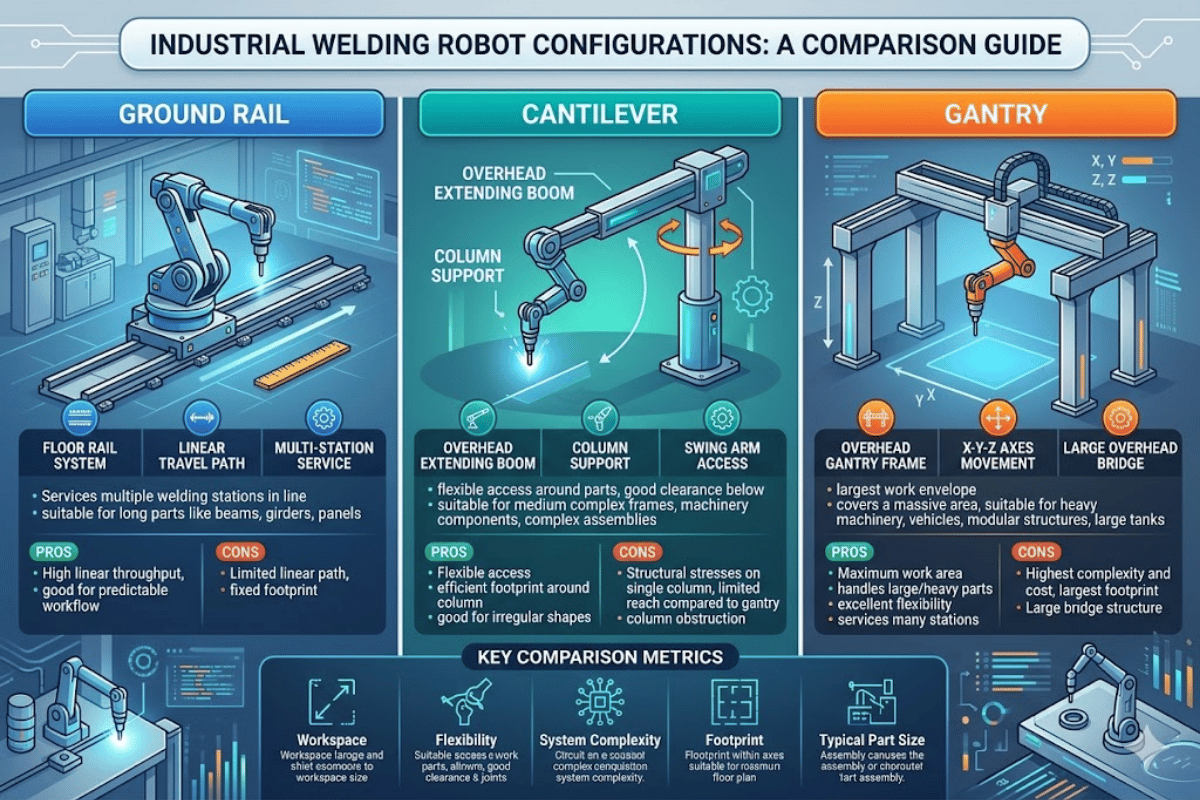
Краткий обзор роботов для сварки наземных рельсов, кантилеверов и порталов
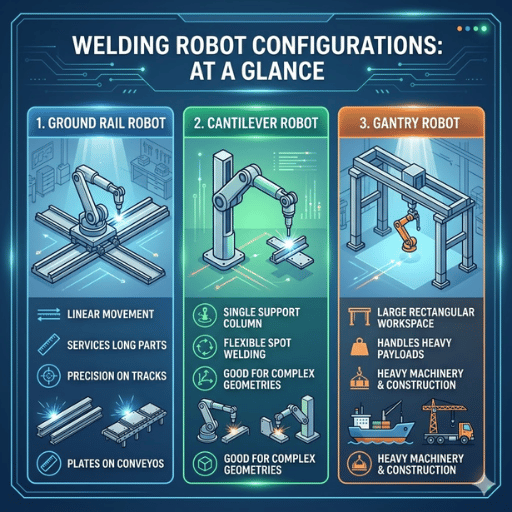
Наземный рельс сварочный робот использует 6-осевую роботизированную руку, закрепленную на линейной дорожке на полу — иногда называется 7-й осью. консольный сварочный робот включает в себя консольную балку с подъемной колонной, которая выдвигает руки робота, достигающие рабочих объемов как в направлении Y, так и в направлении Z. Робот для сварки порталов загоняет одну или две руки робота над рабочей зоной на гусеничной подвесной мостовой конструкции.
Все три используют одни и те же цельные 6-осевые роботы-сварочные роботы-руки. Различие заключается в том, как каждая система определяет местоположение руки робота по отношению к заготовке.
| Особенность | Грунтовая железная дорога | Консольный | Портал |
|---|---|---|---|
| Всего Оси | 6 + 1 (этаж) | 6 + 2 (Y-луч + Z-столбец) | 6 + 3 (мост X/Y/Z) |
| Стандартная длина рельса | 3м/6м/9м/12м | 6м/9м/12м | До 30м |
| Макс Высота сварки | Ограничено вылетом руки робота (~2,0 м) | ~2,2м (подъемная колонна) | Регулируемый (ось Z моста) |
| Ширина покрытия заготовки | Только односторонний | До ~3,7м (удлинение луча) | До 6м+ (мостовая колея) |
| Конфигурация робота | Одиночный робот | Одиночный робот | Одиночные или двойные роботы |
| Требование к напольному пространству | Низкий (линейный след) | Умеренный | Большой (двухрельсовый + мост) |
| Типичные приложения | Н-балки, колонны, вторичные балки | Балки крыши, кронштейны, смешанные конструкции | Мостовые балки, судовые панели, тяжелая плита |
| Относительная стоимость | $ | $$ | $$$ |
💡 Ключевой вынос
Набор спецификаций выше отражает стандартные базы Большинство провайдеров (включая Zhouxiang Group), с их лидером на рынке наземная железнодорожная роботизированная станция серия — индивидуальные размеры рельсов, конфигурации осей, варианты с двумя станциями и другие гибриды.
Структурное проектирование и двигательные системы

То, что разделяет наземный рельс, консоль, или верхнее расположение, это то, как внешние оси расширяют вылет руки робота Каждая компоновка портальной системы или консольная установка добавляет движение в определенном направлении, которое приводит в движение способность робота к сварке.
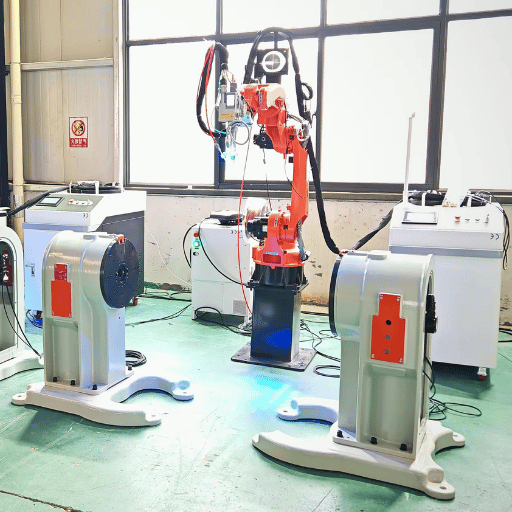
Наземный рельс: 7-я ось
Робот для сварки грунтовых рельсов размещает 6-осевую роботизированную руку на линейном пути на уровне пола. Его путь обеспечивает перемещение по оси X по длине заготовки с использованием реечного или шариковинтового привода с серводвигателями, которые при стандартной нагрузке достигают точности повторного позиционирования ±0,05 мм. Стандартные длины рельсов проходят на земле 3, 6, 9 или 12 метров, с индивидуальными расширениями для более длинных производственных линий.
Его каретка скользит по прецизионным линейным направляющим, закрепленным на стальной раме основания. поскольку вся сборка находится на уровне пола, для установки нужна только ровная бетонная плита い, никаких верхних конструкций, никаких фундаментных ям.
Консоль: Y-образная балка + подъемная колонна Z-оси
Консольные сварочные роботы монтируют руку робота состоит из вращающейся оси Y, проходящей от горизонтальной балки, поддерживаемой вертикальной подъемной колонной оси Z. Это делает руку робота свободной для перемещения (движения вдоль оси X) и подъема (вдоль оси Y), что позволяет протягивать над и вокруг заготовок, до которых не сможет добраться дорожка уровня пола. ширина большинства консольных поперечных балок составляет 3,7 метра, а подъемная колонна может поднимать до 2,2 метра сварки.
Эта установка хорошо работает на заготовках с различным поперечным сечением, Он может расположить робота на различных высотах вдоль сварных швов Н-образных балок, коробочных колонн, а также скоб узлов без изменения положения заготовки, Один из недостатков: консольные конструкции отклоняются больше под нагрузкой по сравнению с жесткими наземными дорожками, поэтому рука робота компенсирует через отслеживание шва.
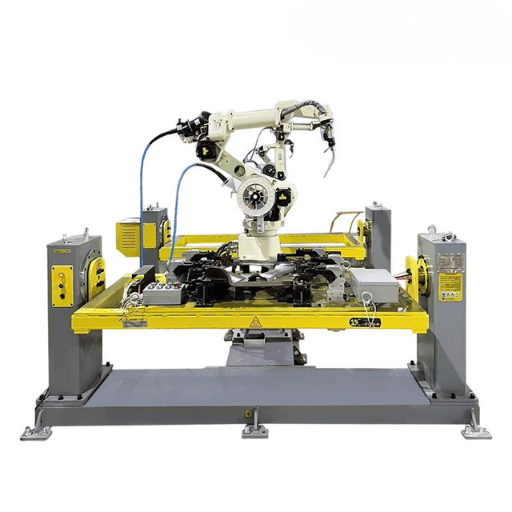
Портал: Полное покрытие 3D моста
робот-сварщик портала окутывает робота многорельсовой подвесной мостовой фермой, двумя параллельными мостами с траверсой между ними. Портал, по которому робот перемещается, пересекает оси X, Y и Z, образуя полное трехмерное рабочее пространство под порталом.
Разработанные для самых больших заготовок, портальные системы имеют 30-метровые рельсы. манометры моста 6 метров и более. D-роботы-формирования монтируют двух сварочных роботов на один портал, что позволяет сварку одновременно с обеих сторон заготовок, что значительно снижает влияние тепловых искажений на здоровенные детали мостовой конструкции и тяжелую пластину.
Полевые испытания показывают, что двухголовочная конфигурация козловых рельсов с двойными сварочными узлами, который используется в производстве балок мостов большой и тяжелой конструкции, экономит до 15 часов работы.
| Параметр движения | Грунтовая железная дорога | Консольный | Портал |
|---|---|---|---|
| Внешние оси | 1 (дорожка по оси X) | 2 (Y-луч + Z-столбец) | 3 (X-рельс + Y-мост + Z-подъем) |
| Система привода | Реечный/шариковый винт | Серводвигатель + редуктор | Сервопривод переменного тока по всем осям |
| Траверс Скорость | ~15 м/мин | ~12 м/мин | Х: 20 м/мин, У: 12 м/мин |
| Структурная жесткость | Высокий (напольный, короткий рычаг) | Умеренный (отклонения консольной балки) | Очень высокий (двухрельсовый каркас моста) |
Сварочный полигон и покрытие рабочего пространства

Эффективная сварочная оболочка ♪ Общий объем робота может достигать ♪ там, где эти три типа различаются больше всего.
Наземный рельс: протяженность, доминирующая на длине
Наземные рельсовые станции наиболее эффективны на длинных повторяющихся сварных швах через заготовки, ориентированные параллельно пути. рельс длиной 12 м, отходящий от руки робота с вылетом примерно 2010 мм, предлагает рабочую оболочку порядка 12 м х 2 м х 2 м. Он сваривается либо с левой, либо с правой стороны пути, и поэтому подходит для симметричных заготовок, таких как Н-образные балки, где оба сварных шва могут быть выполнены вращением заготовки вокруг позиционера.
Ширина - это ограничение. робот не может охватывать широкие узлы, поскольку путь проходит параллельно горизонтальному рабочему полу. Коробчатые колонны шире горизонтального расстояния перемещения руки робота должны быть перемещены вручную или выполнены на другом типе станции.
Магазины, которые в основном работают со стандартными H-образными и вторичными балками на высоте менее 12 метров, находят a сварочный робот типа "земляной рельс" способны производить 80-90% своего ежедневного рабочего объема.
Консоль: гибкость ширины и высоты
Консольные сварочные роботы решают проблему ширины. балка по оси Y выталкивает руку робота в стороны, а подъемная колонна по оси Z адаптирует высоту сварки по требованию. Средняя консольная рабочая станция может нацеливаться на заготовки шириной до 3,7 метра и высотой 2,2 метра, включая балки крыши, кронштейны, балки и более крупные конструктивные узлы за пределами досягаемости наземных железнодорожных станций.
Такая гибкость, конечно, приводит к меньшей жесткости. консольный луч является плечом рычага, поэтому чем длиннее удлинение, тем больше прогибов на кончике инструмента. хотя современная консольная архитектура может предложить поддержку отслеживания лазерного шва (например, интеллектуальные датчики сканирования линий CP350V), производители, работающие на сварных швах с жестким допуском, должны учитывать время, добавленное к графику калибровочных работ.
Gantry: полное покрытие для крупных сварных швов
портальные системы обеспечивают самую широкую сварочную оболочку любого расположения. с до 30 метров рельса и 6 метров мостовой колеи, верхнее рабочее пространство поддерживает широкие сварные швы, до которых невозможно добраться с земли-рейки или консольной станции — U-образные ребристые балки, 4-метровые балки моста, 120-длинные балки моста, панели крышки люка и тяжелые стальные пластины.
С мостом над головой, земля уровня препятствий больше нет: загрузка и разгрузка компонентов легко. козловые краны могут поднять детали в сварочное положение над головой, ускоряя производство больших объемов сборки.
19-КРАТНОЕ Распространенная ошибка
Рассмотрим наземную железнодорожную станцию для широких, многосторонних узлов, требующих истинного бокового вылета кантилевера или верхнего доступа портала. Обязательно измерьте самую большую заготовку по назначению в трех измерениях и убедитесь, что рабочая оболочка вашего робота позволяет использовать все необходимые положения сварки.
Качество сварки и точность позиционирования

Все три имеют общий 6-осевой сварочный робот, полученный от стандартных поставщиков, таких как FANUC, Yaskawa или ABB. Робот, соответствующий отраслевым стандартам, имеет ИСО 9283 точность 0,05 мм. любая разница в точности сварки между шлифовальным рельсом, консолью и порталом обусловлена внешними осями, поддерживающими робота.
±0,05 мм
Точность повторения руки робота
±0,10 мм
Точность пути наземного железнодорожного транспорта
3–5×
Время дуги против руководства
Наземные рельсовые конструкции конструктивно являются наиболее жесткими. робот находится вблизи своего основания, в возвышенном пути, который опирается на неподвижную, напольную раму. Вибрации во время высокоскоростного траверса минимальны. когда консоль используется для углового или стыкового соединения на Н-образной балке, эта механическая стабильность напрямую коррелирует со стабильными сварными швами на кончике инструмента, уменьшая переработку.
Консольные устройства способствуют отклонению провисания луча в смеси. чем дольше консольное удлинение от подъемной колонны, тем больше кончик луча изгибается от груза. производители регулируют с более тяжелыми, более жесткими профилями луча и отслеживанием лазерного шва. Среднее позиционирование по отложенной физике кантилевера требует небольшого компромисса, минутного снижения точности при полном удлинении. для большинства сварочных стальных рам, где допуски 1 мм хорошие, это не имеет значения.
портальные системы, как правило, самые жесткие из трех. Двухрельсовый мост равномерно распределяет нагрузку по двум осям, уменьшая проблемы отклонения, наносящие вред консолям. Для задач сварки, требующих жестких допусков на широкие заготовки, такие как соединения фланца с перемычкой на перемычках, механическая кромка портала ощутима. Также помогают двунаправленные роботы. Такое двухроботное расположение противодействует тепловым нагрузкам с обеих сторон соединения, создавая более плоские сварные швы, которые после этого требуют меньшего выпрямления.
💡 Совет профессионалов
Проверяйте реечный привод на системах наземных рельсов на люфт каждые 2000 рабочих часов. поврежденные шестерни создают ошибки позиционирования, которые уменьшают однородность сварного шва (дефектом), который отслеживание лазерного шва может скрыть, но не устранить навсегда.
Стоимость, рентабельность инвестиций и общая собственность
Рассмотрение затрат обычно является конечным фактором. каждый сварочный робот, проданный новому покупателю, имеет разный уровень затрат ("Каждый сварочный робот") не только для покупки, но и для настройки, использования и текущих операций.Сравнение времени для инвестиций означает понимание истинного финансового воздействия каждого.
| Коэффициент стоимости | Грунтовая железная дорога | Консольный | Портал |
|---|---|---|---|
| Сложность установки | Низкий уровень пола + анкерные болты | Умеренный — столбец основания | Высокий – двойные рельсовые фундаменты + верхний просвет |
| Подготовка сайта | Минимальный | Опора колонны + электрическая | Ямы фундамента, доступ к крану, просвет высоты потолка |
| Профиль обслуживания | Чистка пути, осмотр снастей | Проверка выравнивания луча, смазка колонны | Обслуживание многоосевого привода, выравнивание моста |
| Типичная временная шкала рентабельности инвестиций | 12 — 18 месяцев | 15 — 24 месяца | 18 — 30 месяцев |
Наземные железнодорожные станции предлагают самые низкие капитальные затраты, потому что они требуют только ровной поверхности пола и одного линейного рельса. Нет мостовых кранов, нет фундаментных помещений, нет возвышенных точек потолка, нет дополнительных гибких рычагов. Для цеха, планирующего свою первую автоматизированную линию сварочного робота, простота говорит о короткой реализации и ранней рентабельности инвестиций.
консольные роботы несут более высокую цену из-за дополнительной подъемной колонны, регулирования балки и сервоприводов, которые их организуют. они требуют фундамента, а также расширенного набора электрических соединений. взамен вы получаете большую универсальность, способность сваривать высокие и более широкие заготовки без ручного позиционирования.
портальные системы являются наиболее дорогостоящими. создание двухрельсовых фундаментов, доступ мостового крана для сборки, правильная высота потолка и структурные конструкции, необходимые для самого моста, могут поднять общую цену робота на 20-30%. Производители, которые упускают из виду свои монтажные бюджеты, обнаруживают, что фактические сроки рентабельности инвестиций удлиняются, как и ожидалось.
12 — 24 мо
Типичный период окупаемости
50–90%
Робот Arc-On Time
До 50%
Сокращение расходов на рабочую силу
Экономика труда последовательна в каждой установке. ручные сварщики имеют 10-30% дуговой эффективности, процент их сдвигов во времени сварки, но роботизированные станции достигают 50-90%. что 3-5 прирост пропускной способности, в сочетании с меньшим количеством переделки и меньшим количеством расходных материалов, составляет 12-24 месяца рентабельности инвестиций, которые испытали большинство магазинов. аналогичным образом, преимущества автоматизации безопасности работников обеспечивают жесткую ценность в эффектах Ручная сварка, соответствующая требованиям OSHA (длительное использование удаления дыма, дуговых вспышек и повторяющихся движений).
“Большинство наших клиентов окупают их робот для сварки грунтовых рельсов он занимает у них от 12 до 18 месяцев. объем работы обычно является решающим фактором ” магазины, работающие сверхурочно, быстрее приносят прибыль, потому что робот работает двумя бригадами вместо одного.”
— Инженерная команда Zhouxiang, основанная на более чем 30 годах и более чем 200 патентных портфолио в области автоматизации сварки
Лучшие приложения для каждого типа сварочного робота
Определить правильную комбинацию роботов KOZONOHING для выравнивания с лучшей заготовкой является важнейшим аспектом формирования или потери производительности в производственном цехе. Вот реальные данные из области и реального производственного потока, чтобы пролить некоторый свет на каждую программу.
Робот для сварки грунтовых рельсов: производство стандартных стальных конструкций
- Первичные и вторичные балки H-образной балки (наиболее распространенная продукция для производителей стали)
- Стандартные колонны под 12 метрами
- Оборудование балок платформ и стоечных конструкций
- Повторяющиеся угловые сварки на длинных однородных заготовках
- Линии, производящие 160-220 метров сварного шва в день на станцию
Площадки наземного рельса, как правило, являются основой сталелитейных производителей. они вмещают наибольшее количество наиболее однородных роботов по цене, чтобы каждый сварной шов учитывался. когда большинство работ в цехе связаны со стандартными H-образными балками, специализированная роботизированная установка наземного рельса дает наилучшую отдачу от инвестиций.
Робот для сварки кантилевера: смешанные и средние конструкции
- Балки крыши и балки мостового крана
- Кронштейны, узловые пластины и соединительные узлы
- Более широкие Н-образные балки и сборные коробчатые секции (ширина до 3,7 м)
- Опалубка стальных конструкций и компоненты модульной конструкции
- Магазины, работающие в широком диапазоне размеров сегментов от недели к неделе
Консольные сварочные роботы обеспечивают гибкость, отсутствующую на наземных железнодорожных станциях. Его балка оси Y и колонна оси Z позволяют роботу получить доступ к любым позициям, которые не могут быть на пути уровня первого этажа. Магазины с разнородными запасами конструкционных стальных деталей, в которых ни один запас не составляет большинство записей, получают большую выгоду от гибкости кантилевера.
Робот для сварки порталов: сверхмощный и негабаритный завод
- Мостовые балки, U-образные ребристые балки и компоненты эстакад шоссе
- Панели корпуса корабля и морские конструктивные узлы
- Тяжелые стальные пластины и широкие сварные швы, превышающие 4 метра
- Трансформаторные резервуары и оборудование энергетического сектора
- Двухроботная сварка для контроля тепловых искажений на соединениях толстого сечения
Роботы для сварки порталов специально разработаны для самых крупных и тяжелых сварочных работ в обрабатывающей промышленности. когда размеры компонентов выходят за пределы консольного покрытия (консольный) или более сложного портала, единственным выбором остается универсальный автоматизированный полноконвертный режим использования Кодекс структурной сварки AWS D1.1:2025 диктует требования к качеству для всех трех, однако портальные системы являются наиболее типичными для мостовых и морских работ, где требуется соблюдение норм при многопроходных сварных швах тяжелых профилей.
| Тип заготовки | Грунтовая железная дорога | Консольный | Портал |
|---|---|---|---|
| Стандартные Н-лучи (≤12м) | ✔ Лучший | ✔ Хорошо | Перебор |
| Широкие столбцы коробки (>2м) | Ограниченный | ✔ Лучший | ✔ Хорошо |
| Мостовые балки/Корабельные панели | Не подходит | Ограниченный | ✔ Лучший |
| Кронштейны/Смешанные сборки | Ограниченный | ✔ Лучший | ✔ Хорошо |
| Тяжелая пластина (толщиной >20 мм) | Возможный | Возможный | ✔ Лучший (двойной робот) |
Какую конфигурацию сварочного робота вам следует выбрать?
Вместо спецификаций роботов, первоначальное внимание должно быть уделено вашим заготовкам и производственным требованиям Когда мы уведомляем производственные цеха о предлагаемых инвестициях Кизохинга, мы применяем анализ решений из четырех вопросов:
- ✔
Каковы ваши самые большие типичные размеры заготовки? — Если длина превышает 6 м, но ширина остается ниже 2 м → грунтовый рельс. Если ширина превышает 2 м или высота превышает 1,5 м → консоль. Если оба превышают эти пределы → портал. - ✔
Какой у вас месячный объем производства? under 50 шт./месяц со стандартными профилями → грунтовый рельс обеспечивает достаточную пропускную способность. более 100 шт./месяц или смешанные профили → универсальность кантилевера окупается. Тяжелые плиты или мостовые работы при любом объеме → портальный. - ✔
Какова ваша доступная площадь и высота потолка? — Ground Rail требует меньше всего места. Cantilever требует умеренного пространства плюс зазор колонны. Gantry нужна большая часть пола и достаточная высота потолка для зазора моста над самой высокой заготовкой. - ✔
Каков ваш общий бюджет (включая установку)? ѕолончель имеет наименьшую общую стоимость Если бюджет позволяет, кантилевер дает больше гибкости за доллар. ѕантри системы требуют наибольших инвестиций но обрабатывают работу, которую не может ничем другим.
Портал - редкость для мастерских, обрабатывающих менее 50 H-образных балок в месяц; наземная железнодорожная станция может обеспечить ту же операцию сварки по экспоненциально более низкой цене. В отличие от этого, завод по производству мостов, настаивающий на сжатии больших балок через консольную станцию, выходит далеко за рамки стоимости портальной премии за проталкивание вручную.
Краткое описание: Подберите робота к работе
- Наземный рельс — Конструкция идеально подходит для типичных стальных цехов с повторяющейся сваркой по длине Н-образных балок и колонн. Самые низкие капитальные затраты, самая быстрая рентабельность инвестиций.
- консоль — наиболее подходящая машина для всех профилей, если в цехе имеется смесь профилей заготовок, где требования к ширине не являются чрезмерными и где вертикальный вылет может варьироваться.
- гэнтри (Gantry) — Лучшие для морской, энергетической отрасли.Самые большие, самые широкие, тяжелые сварные швы. Самые высокие инвестиции с самыми высокими возможностями.
Часто задаваемые вопросы
В чем разница между портальными и консольными сварочными роботами?
Посмотреть Ответ
Робот для сварки порталов (сварка = сварка) поддерживается на подвесном мосту, проходящем через два параллельных рельса. этот мост может перемещаться в направлениях (X,Y,Z) на большом диапазоне рабочих пространств и может быть оснащен двойными роботами-руками для одновременной сварки. консольный робот поддерживается на односторонней балке с верхней/нижней (подъемной) колонной.
Такое расположение охватывает оси перемещения Y,Z только на одной стороне производственной ячейки. Подводя итог: портальный подходит для большего и тяжелого диапазона (за счет двойных роботизированных станций); консольный содержится, дешевле и подходит для конструкционной стали среднего размера. В обеих системах использовались согласованные роботизированные рычаги под ним.
GDA выбирает 6-осевой рычаг инструмента (робот) как можно ближе к кончику горелки, тем самым устраняя изменчивость положения головки горелки в пространстве от КМГ. Помимо самого устройства, которое увеличивает общую стоимость проекта, портальным установкам также требуется значительно больше места для работы, требуются более высокие потолки и требуется больший фундамент.
Как работает робот для сварки грунтовых рельсов?
Посмотреть Ответ
Робот для сварки грунтовых рельсов включает в себя 6-осевую роботизированную руку, размещенную на линейном напольном пути, который часто называют 7-й осью. Этот путь представляет собой зубчатую рейку или привод с шариковинтовым приводом, который приводится в движение серводвигателями для позиционирования робота по длине заготовки. Обычно доступные длины рельсов составляют от 3 до 12 метров, хотя любые длины могут быть изготовлены по индивидуальному заказу.
Один сварки с одной стороны пути, пока заготовка опирается на позиционер Любое вращение заготовки может быть выполнено как угодно Это хорошая установка для длинных, повторяющихся сварных швов на Н-балки и колонны.
Каковы различные типы сварочных роботов?
Посмотреть Ответ
Для конструкционной стали: грунтовый рельс (пол-путь), консоль (балка-колонка), и портальный (верхний мост).Помимо тех, коботы и автономные мобильные сварочные роботы обслуживают небольшие нишевые приложения.
Подходят ли сварочные роботы для небольших производственных цехов?
Посмотреть Ответ
Да, особенно наземные рельсовые сварочные роботы, Единая наземная железнодорожная станция с 6-метровой шириной пути скромна и может производить H-луч сварочной эссенции, которая является сердцем и душой большинства небольших и средних размеров стальных конструкций цехов Ручные сварщики обеспечивают только 10-30% дуги на время против 50-90%, зарегистрированных с роботизированными аналогами, так что даже цеха, обрабатывающие 30-50 балок в месяц, будут реализовывать ROI в диапазоне 12-18 месяцев. Первые затраты являются самыми низкими из трех.
Как рассчитать рентабельность инвестиций в систему сварочного робота?
Посмотреть Ответ
Рассчитайте рентабельность инвестиций, взяв текущую стоимость ручной сварки (рабочие силы, расходные материалы, переработка, безопасность и т. д.) и вычтя общую сумму потенциальных потерь, сэкономленных с помощью роботизированной системы (приобретение, установка, программирование, обслуживание, эксплуатация). Математика показывает, что: рентабельность инвестиций в месяцах = общая стоимость системы обучения Ежемесячная чистая экономия. Если ваша конфигурация стоит $150 000 и стоит вам $10 000 в качестве рабочей силы и повторной работы каждый месяц (для процессов Kozoihing и других деталей), то рентабельность инвестиций = 15 месяцев. Мы видели, как большинство операций со стальными конструкциями реализовали эти затраты в течение 12-24 месяцев, особенно двухсменные операции с роботом, работающим на обоих.
Может ли одна роботизированная станция обрабатывать все три конфигурации?
Посмотреть Ответ
Не как единая система. цеха стальных конструкций почти всегда смешивают три типа роботизированных станций в одной последовательной производственной линии. большие мощности могут использовать несколько наземных железнодорожных станций для небольших и средних тяжелых работ, одну консольную станцию для производства смешанных конструкций и зарезервировать портал для работы с негабаритными или тяжелыми пластинами. Те же 6-осевые роботизированные рычаги K0133, которые производят мелкие детали, устанавливаются на все три системы крепления без адаптации; Мощность магазина увеличивается за счет добавления станций, а не замены системы.
Вы не уверены, какая конфигурация подходит вашему магазину?
Наша команда дизайнеров помогает вам анализировать профили и объемы производства для установления оптимальной конфигурации; слияние этих трех типов установок часто обеспечивает большую пропускную способность и более низкие конечные затраты, а также более высокие запасы безопасности.
Об этом сравнении
Вся информация, приведенная в данной публикации, была собрана командой инженеров сварочных роботов Zhouxiang на основе нашей исторической работы по производству наземных рельсовых, консольных и портальных станций для производителей стальных конструкций в более чем 50 странах мира. Исторические показатели, данные о размерах и график рентабельности инвестиций основаны на наших отчетах о производстве и продаже, а также на отраслевых источниках, таких как
Ссылки и источники
- World Robotics 2025 Отчет — Установки промышленных роботов (IFR) Международная федерация робототехники
- Сварка, резка и пайка — опасности и решения – У.С. Управление по охране труда (OSHA)
- AWS D1.1:2025 — Изменения в коде структурной сварки — сталь – Американский национальный институт стандартов (ANSI)
- ISO 9283 Проверка производительности — точность позиционирования роботов Документация RobDK
- Как использовать двойную сварку портальных рельсов для проектов мостовых балок ЕТС Робот
- Расчет рентабельности инвестиций и периода окупаемости инвестиций вашего робота Универсальный роботы


