
Entre em Contato com Zhouxiang
Especificações rápidas
Métrica:
Soldas aceitas na primeira inspeção/soldas inspecionadas totais
Soldas aceitas na primeira inspeção/soldas inspecionadas totais
Não misture:
Aceitação de primeira passagem com aceitação final após reparos
Aceitação de primeira passagem com aceitação final após reparos
Melhor uso:
Vigas de aço estruturais, colunas de caixa, treliças, peças de pontes, estruturas pesadas
Vigas de aço estruturais, colunas de caixa, treliças, peças de pontes, estruturas pesadas
Evidências necessárias:
WPS, registros de inspeção, códigos de defeito, entrada de calor, notas de fixação, registros de reteste
WPS, registros de inspeção, códigos de defeito, entrada de calor, notas de fixação, registros de reteste
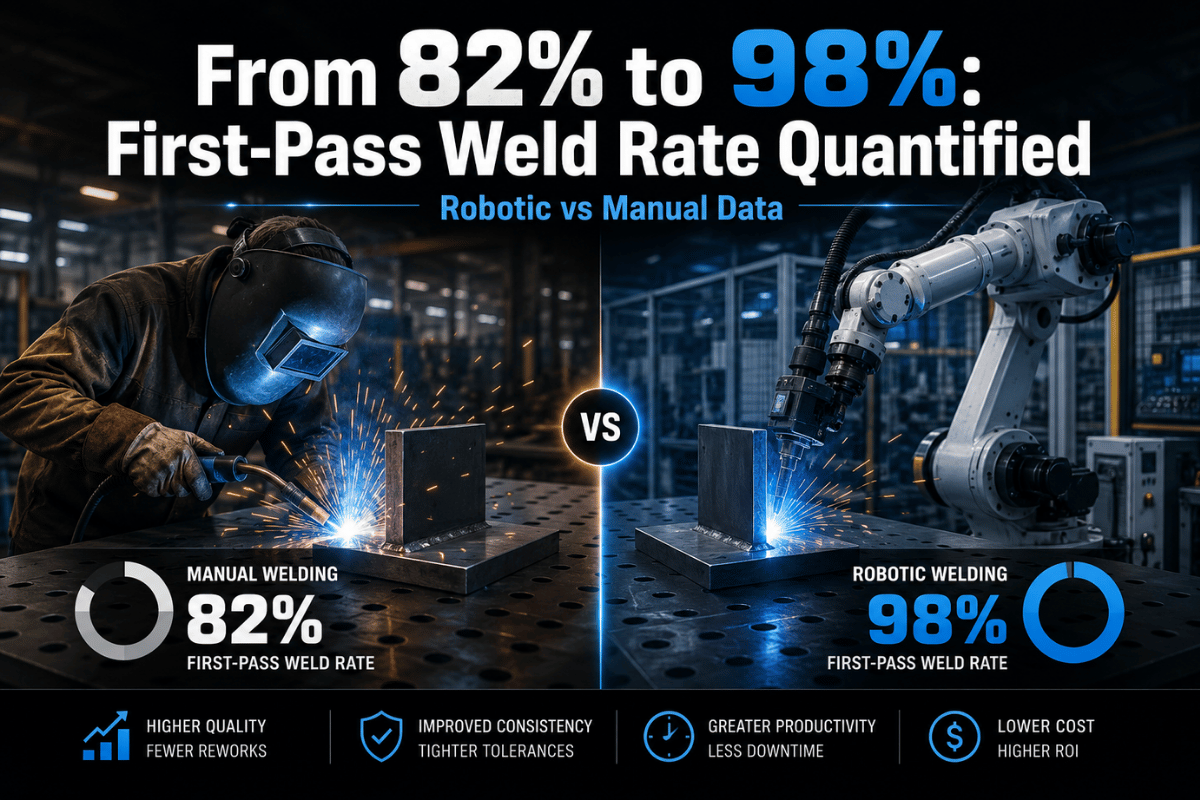
Um exemplo de projeto de aço estrutural Zhouxiang mostra um fabricante do Sudeste Asiático passando de uma taxa de primeira passagem manual de 821TP3 T para 98,51TP3 T depois que dois sistemas de robôs foram instalados. Um exemplo de projeto de ponte mostra a taxa de rejeição caindo de 8,21TP3 T para 1,3%. Esses números são pontos de referência úteis, mas não médias universais. Pergunte em vez disso: quais controles de processo tornaram essas soldas mais repetíveis e sua loja pode medir as mesmas entradas antes de comprar um robô?
Este guia separa a lógica da taxa de aceitação da mais ampla soldagem robótica vs soldagem manual debate. Aqui, o foco é mais restrito: causas de solda rejeitada, prova de inspeção, matemática de retrabalho e dados piloto para automação de aço estrutural.
Quais medidas de taxa de aceitação de solda de primeira passagem

A taxa de aceitação da solda de primeira passagem é a parcela de soldas aceitas na primeira vez que são inspecionadas em relação aos critérios do projeto Qualquer solda que falhe nos testes visuais, testes ultrassônicos, testes radiográficos, testes de partículas magnéticas ou outras verificações necessárias não conta, mesmo que passe posteriormente após o reparo.
Fórmula: taxa de aceitação da solda de primeira passagem = soldas aceitas na primeira inspeção/soldas totais inspecionadas x 100.
Essa definição importa porque a aceitação final pode ocultar o verdadeiro custo da má qualidade da solda As lojas podem atingir a aceitação final de 1001TP3 T após retificação, goivagem, soldagem de reparo e reteste Os dados da primeira passagem mostram quanto desperdício aconteceu antes que o registro final parecesse limpo.
Para o aço estrutural, a regra de aceitação geralmente aparece na especificação do projeto, na especificação do procedimento de soldagem, no plano de inspeção e no código aplicável. AWS D1.1/D1.1M:2025 é o Code-Steel de Soldagem Estrutural para estruturas soldadas feitas de aços de construção de carbono e baixa liga. ISO 3834-1:2021 fornece as linhas gerais dos requisitos de qualidade na soldagem por fusão e os critérios para escolher o nível de qualidade certo.
Taxa de aceitação de soldagem robótica versus manual: a matriz de 9 linhas

Um sistema de soldagem robótica pode aumentar a aceitação de primeira passagem quando a variação é controlada antes do início do arco A soldagem manual ainda pode produzir soldas excelentes, especialmente com um soldador habilidoso em trabalhos de baixa repetição Use a matriz abaixo para ver onde cada método tende a ganhar ou perder consistência de aceitação.
| Fator de aceitação | Risco de soldagem manual | Controle de soldagem robótica | Provas a pedir |
|---|---|---|---|
| Tolerância de ajuste | Soldador ajusta pela sensação | Datatum de fixação mais rastreamento de costura | Mapa de lacunas por família conjunta |
| Ângulo tocha | Mudanças de mudança e fadiga afetam o ângulo | Caminho do braço do robô programado | Folha de verificação TCP |
| Entrada de calor | A velocidade de viagem pode variar | Parâmetros de soldagem bloqueados | Registro WPS e registro de execução |
| Controle da piscina de solda | Excelente para reparo e acesso estranho | Movimento repetível em articulações conhecidas | Teste macro ou registro do primeiro artigo |
| Gás de proteção | Erros de fluxo podem passar despercebidos | As verificações de células podem verificar o fluxo | Registro de fluxo de gás |
| Consumíveis | Ponta desgaste muda stickout | Rotina de alargador e troca de pontas | Intervalo de manutenção |
| Distorção | A ordem do passe depende do hábito | Sequência de solda programada | Plano de sequência e nota de restrição |
| Traço inspeção | As notas de papel podem estar incompletas | Links de log de robô soldar ao programa | ID da solda e exportação de parâmetros |
| Repetição em lote | A habilidade é aplicada uma solda de cada vez | O mesmo caminho se repete em partes | Inspeção de primeira e décima peça |
Um robô não faz uma boa solda automaticamente Na prática, um robô torna o processo de soldagem mais fácil de repetir depois que o acessório, o programa, o ponto central da tocha, a fonte de energia, a alimentação do fio e o WPS estão sob controle.
Por que as soldas estruturais manuais perdem a aceitação do primeiro passe

A soldagem manual perde a aceitação de primeira passagem por muitas razões que não são sinais de um soldador pobre Grandes peças estruturais se movem As bordas da placa variam Aberturas de cope, suporte, folga de raiz, escala de moinho, qualidade de aderência e acesso, todos afetam a piscina de solda Soldadores qualificados podem compensar, mas a compensação muda de pessoa para pessoa e de turno para turno.
Os drivers comuns de rejeição incluem soldas subdimensionadas, corte inferior, falta de fusão, porosidade, inclusões de escória, golpes de arco, convexidade excessiva e distorção que puxa um membro para fora da tolerância Para uma taxonomia de defeitos mais profunda, consulte os guias de Zhouxiang para defeitos solda, inspeção solda, e testes solda.
- Variação de ajuste: A abertura da raiz e a incompatibilidade da peça podem empurrar um pacote de procedimentos de solda qualificado para fora de sua janela prática.
- Desvio de entrada de calor: A velocidade de deslocamento manual altera o perfil, a penetração e a distorção do cordão.
- Limites de acesso: vigas pesadas e colunas de caixa forçam ângulos de tocha desconfortáveis que aumentam o risco de defeitos.
- Variação consumível: O desgaste da ponta de contato, o arrasto do revestimento e os problemas de alimentação do fio alteram a estabilidade do arco.
- Atraso de feedback da inspeção: Se defeitos forem encontrados horas depois, o mesmo erro já poderá ser repetido em muitas soldas.
Para reparos pontuais ou juntas de campo restrito, a soldagem manual continua sendo a ferramenta certa Para soldas repetidas de viga a endurecedor, coluna, alma, flange e suporte, é mais provável que a variação seja um desperdício de processo do que uma flexibilidade útil.
Como os sistemas de soldagem robóticos aumentam a repetibilidade
Um robô de aço estrutural melhora a taxa de aceitação transformando ajustes de mãos escondidas em entradas controladas Exemplos fortes começam antes que o braço do robô se mova: famílias de juntas são agrupadas, acessórios localizam a peça de trabalho, faixas WPS são bloqueadas e feedback de inspeção é conectado a mudanças de programa.
Zhouxiang soldagem robótica para aço estrutural workflow usa uma abordagem de visão 3 D sem ensino para vigas, colunas de caixa, treliças e peças de ponte Produtos relacionados, como o sistema de solda de estrutura de aço inteligente e estação robô soldagem trilho terra são construídos para membros de aço grandes e repetidos, em vez de pequenas peças de bancada.
| Recurso robô | Efeito de taxa de aceitação | Pergunta do comprador |
|---|---|---|
| Rastreamento de costura a laser | Encontra mudanças de posição da junta antes ou durante a soldagem robótica | Que faixa de folga articular pode corrigir? |
| Digitalização 3D | Reduz o ensino manual em membros de aço variáveis | Pode ler minhas famílias de feixe e coluna? |
| Bloqueio parâmetros | Mantém a corrente, a tensão, a velocidade de deslocamento e a alimentação do fio dentro de uma janela definida | Como é tratada a aprovação de alterações WPS? |
| Rotina de serviço da tocha | Protege TCP, cobertura de gás e estabilidade do arco | Qual é o intervalo de verificação da ponta de contato e do bico? |
| Rastreabilidade do programa | Conecta cada solda a um histórico de programa, operador e parâmetros | Os registros podem ser exportados pelo ID da solda? |
Notas de precisão: tipos de soldagem robótica para pilotos de aceitação

Nem todo robô de soldagem pertence ao mesmo piloto de aceitação de primeira passagem Para aço estrutural, o ponto de partida usual é a soldagem a arco robótico em uma célula de soldagem robótica vigiada, porque o robô pode controlar a velocidade de deslocamento, o comprimento do arco, a alimentação do fio e a tocha de soldagem através de juntas repetidas A soldagem robótica usa movimento programável; o valor vem de fazer uma junta de solda se comportar como a próxima junta de solda.
Outros tipos de soldagem robótica ainda podem importar Uma loja pode comparar soldagem MIG, soldagem TIG, soldagem a laser, soldagem a plasma, soldagem a ponto e soldagem a ponto por resistência durante o planejamento inicial do processo Peças inoxidáveis, membros de aço carbono e acessórios de liga não respondem da mesma maneira ao calor, gás de proteção e restrição É por isso que a distorção térmica, a escolha do metal de enchimento e as verificações de integridade da solda precisam estar vinculadas aos requisitos de produção antes que um sistema robótico seja comprado.
| Opção de processo | Onde cabe | Advertência na taxa de aceitação |
|---|---|---|
| Soldagem a arco robótico | Soldas repetidas de filete e ranhura em membros estruturais | Precisa de controle de fixação antes do início da soldagem multipassagem |
| Soldagem robótica TIG ou TIG | Trabalho de precisão onde a entrada de calor e o perfil do cordão são rigorosamente revisados | A velocidade mais baixa pode esconder as perdas de manuseio |
| Robôs colaborativos e soldagem de cobots | Células menores, menor alcance e configurações de soldagem mais simples | A variação manual do carregamento ainda pode gerar defeitos |
| Robôs de soldagem a ponto | Conjuntos de folhas, suportes e repetições | A lógica de aceitação difere da inspeção estrutural da solda |
| Soldagem a laser ou plasma | Geometria especializada, seções finas ou fabricação de metal de alto controle | Requer qualificação separada e revisão do sensor |
A soldagem manual não pode ser removida de todos os trabalhos, e a escassez de soldadores qualificados não altera a regra de inspeção Os soldadores humanos ainda trazem experiência em soldagem para reparar, revisão de montagem e feedback do primeiro artigo A automação robótica, um braço robótico ou uma célula de soldagem automatizada devem ser julgadas pelo fato de melhorar os resultados de solda de passagem única e única sob o caminho de código da American Welding Society usado no trabalho.
Para os pilotos de 2026, peça ao integrador que mostre programas de soldagem, registros de caminho robótico, notas de simulação, dados de sensores e suposições de gêmeos digitais ao lado do registro de inspeção de solda Os sistemas de soldagem robótica abordam melhor o trabalho repetido quando o registro de aceitação prova que a máquina, o acessório e o arco de soldagem permaneceram dentro da mesma janela qualificada.
Orientação prática de manutenção de soldagem robótica suporta esta visualização de sistemas: queima, desgaste da ponta de contato, problemas de alargador, perda de TCP, aterramento deficiente, erros de instalação de consumíveis e problemas de caminho podem afetar a consistência da solda. O movimento do robô só ajuda depois que o processo se torna mensurável.
Nota Engenharia
Um robô não deve ser vendido como substituto de um trabalho de qualificação Peça alinhamento WPS, primeiro artigo testes solda, planejamento de extração de fumos, revisão de luminárias, verificações TCP de tochas e um plano escrito para defeitos encontrados durante o piloto.
O que os inspetores verificam nos fluxos de trabalho AWS D1.1 e NDT

Os inspetores não aceitam uma solda porque foi feita por um robô Eles a aceitam porque atende às dimensões, perfil, localização e limites de descontinuidade exigidos pelo código do projeto e pelo plano de inspeção. É por isso que os registros de aceitação de primeira passagem devem ficar próximos ao WPS, identificação do soldador ou operador, detalhes de calor do material quando necessário e relatório de END.
O que conta como aceitação de primeira passagem na inspeção de solda?
Somente as soldas que passam nas verificações especificadas antes da contagem de reparo. ASNT lista métodos comuns de testes não destrutivos incluindo testes visuais, testes radiográficos, testes ultrassônicos, testes de partículas magnéticas, testes de penetrantes e testes de correntes parasitas. Seu página de testes visuais observa que a TV é focada na superfície; questões subterrâneas precisam de métodos como UT ou RT.
Para aço estrutural, a inspeção visual é muitas vezes o primeiro filtro Ele pega tamanho, contorno, corte inferior, cratera, golpe de arco, sobreposição e problemas óbvios de descontinuidade de superfície UT ou RT podem ser necessários para verificações mais profundas da integridade da solda, dependendo do tipo de junta e das regras do projeto.
- ID da solda e localização do membro
- Código aplicável ou especificação do projeto
- Número e revisão do WPS
- Programa de robô ou ID do soldador
- Método de inspeção e critérios de aceitação
- Código de defeito se rejeitado
- Ação de reparo e resultado do reteste
Esse conjunto de recordes dá ao fabricante uma linha de base de taxa de aceitação utilizável. Sem ele, a loja está apenas discutindo anedotas.
Rework Math: transformando a taxa de aceitação em custo por tonelada

A aceitação da solda de primeira passagem torna-se persuasiva quando é convertida em horas O retrabalho não é apenas o tempo do arco de reparo Também inclui revisão de defeitos, retificação ou goivagem, soldagem de reparo, tempo de resfriamento, agendamento de inspeção, reteste, papelada e potencial atraso de pintura ou montagem.
Horário de trabalho evitado: contagem de soldas x redução da taxa de rejeição x horas médias de reparo por solda rejeitada.
| Entrada piloto | Linha de base manual | Alvo robô |
|---|---|---|
| Soldas inspecionadas por mês | 1,000 | 1,000 |
| Aceitação de primeira passagem | 82% | 98.5% |
| Soldas rejeitadas | 180 | 15 |
| Horário de reparo a 0,75 hora cada | 135 | 11.25 |
| Horas mensais evitadas | – | 123.75 |
Este exemplo usa os números do projeto 821TP3 T e 98.51TP3 T de Zhouxiang como cenário, não como garantia. Seu número de horas de reparo pode ser menor para soldas de filé curto ou maior para membros grossos que precisam de goivagem, pré-aquecimento, resfriamento controlado e reteste.
Para modelar sua própria loja, comece pela de Zhouxiang calculadora ROI robô soldagem, substitua então suposições trabalhistas genéricas por seus registros de solda rejeitada A taxa de aceitação é mais útil quando está vinculada a toneladas enviadas, horas de reparo e atraso na fila de inspeção.
Quando a soldagem manual ainda permanece no processo
As decisões de automação falham quando o comprador trata a soldagem manual como um problema a ser removido, em vez da capacidade de colocação correta. Soldadores qualificados podem ver problemas de acesso, ajustar lacunas estranhas, reparar pequenos defeitos e lidar com trabalhos no local onde uma célula de soldagem é impraticável.
A soldagem robótica se encaixa melhor quando...
- As famílias de juntas se repetem em vigas, colunas, treliças ou estruturas.
- Os acessórios podem conter peças de trabalho em um esquema de dados conhecido.
- Os registros de inspeção mostram defeitos recorrentes por tipo de junta.
- Os tempos de ciclo e as horas de retrabalho afetam as datas de entrega.
- Os registros do robô ajudarão as equipes de qualidade a rastrear cada solda.
A soldagem manual permanece valiosa quando...
- As peças são de baixa repetição ou mudam a cada turno.
- O acesso ao campo bloqueia um sistema de soldagem fixo.
- A soldagem TIG ou pequenos trabalhos de reparo precisam de um julgamento humano próximo.
- A variação de ajuste é muito alta para o orçamento do dispositivo elétrico.
- O carregamento seguro da pilha não é prático para o workpiece.
Use um processo misto: soldas estruturais repetitivas se movem para soldagem robótica, enquanto soldadores manuais se concentram na correção de ajuste, reparo, feedback de fixação, trabalho não padronizado e tarefas de alto julgamento Esse modelo de pessoal também protege o investimento do robô porque soldadores experientes sabem quando um programa está mascarando um dispositivo elétrico ou problema de material.
Como executar um piloto justo de primeira passagem

Um piloto justo começa com registros de linha de base Se um fornecedor receber apenas desenhos, a proposta pode se concentrar em alcance, carga útil, comprimento do trilho e preço, enquanto falta o motivo da taxa de aceitação para o projeto Envie dados de inspeção e defeitos com os desenhos para que o piloto possa direcionar o custo real.
Quais dados um fabricante deve enviar antes de solicitar uma cotação de robô?
| Campo piloto | Por que isso importa |
|---|---|
| Família 1. part e quantidade anual | Mostra potencial de repetição. |
| 2. grau de aço e faixa de espessura | Quadros WPS e limites de entrada de calor. |
| Tipos 3. joint pelo comprimento da solda | Separa soldas de alto volume de caixas de borda. |
| 4. taxa de aceitação atual da primeira passagem | Define a linha de base. |
| 5. Defeito Pareto por família conjunta | Diz ao integrador de robôs o que corrigir primeiro. |
| 6. horas de reparo por tipo de defeito | Transforma qualidade em custo. |
| 7. método e código da inspeção | Impede reivindicações vagas de aceitação. |
| 8. Fotos de fixação e notas de dados | Mostra se a parte pode repetir. |
| Amostras da tolerância de 9. fit-up | Testes requisitos de rastreamento de costura a laser. |
| 10. Tempos de ciclo atuais | Separa o tempo de solda do tempo de manuseio. |
| 11. Layout do piso e acesso ao guindaste | Afeta o layout da célula e o fluxo de material. |
| 12. Meta de aceitação e regra de retorno | Mantém o piloto vinculado ao valor comercial. |
Zhouxiang pode rever esta folha de trabalho contra os requisitos de soldagem de feixe, caixa-pilar, ponte e estrutura pesada Os pilotos úteis devem retornar não apenas o tempo de ciclo, mas também evidências de aceitação de solda, causas de defeitos, notas de fixação e as alterações necessárias antes do lançamento da produção.
Aceitação Piloto Faixas de Medição para Aço Estrutural

Um piloto justo precisa de bandas de medição antes que alguém escolha soldagem manual, soldagem robótica ou uma rota mista Essas bandas não são limites universais de aceitação Eles são alvos de registro que ajudam um engenheiro de soldagem a decidir se o robô, o dispositivo elétrico, o WPS, o plano de inspeção ou o processo de preparação parcial devem mudar primeiro.
Use a tabela abaixo como auxílio à decisão durante um piloto de aceitação de 2 semanas ou 4 semanas Se a loja não puder coletar um campo, mantenha o piloto aberto e corrija a lacuna de medição antes de assinar os requisitos de produção Essa disciplina impede que uma taxa de aceitação de aparência forte oculte uma janela de processo fraca.
| Medição piloto | Banda madeireira | Regra de decisão |
|---|---|---|
| Distribuição de lacuna conjunta | Amostras de 0 mm, 1 mm, 2 mm, 3 mm e 5 mm | Se a maioria das rejeições estiver acima de 3 mm, escolha a correção do dispositivo elétrico antes que a velocidade do robô funcione. |
| Amostra de perna de filé | Soldas nominais de 6 mm, 8 mm, 10 mm e 12 mm | Se a dispersão de tamanho for alta, escolha uma janela WPS mais apertada e uma folha de verificação do operador. |
| Deriva TCP da tocha | Pontos de verificação de 0,5 mm, 1 mm e 2 mm | Se o desvio exceder 1 mm após o serviço, escolha um intervalo de verificação da tocha mais curto. |
| Repetição da localização da peça | Leituras repetidas de fixação de 1 mm, 2 mm e 4 mm | Se a peça se mover mais de 2 mm, escolha as alterações de dados antes das alterações do programa. |
| Inspeção de primeira peça | 1001TP3 T VT para as primeiras 10 peças | Se os defeitos se repetirem na parte 2 ou na parte 3, pare o piloto e corrija a causa. |
| Alteração da amostragem de END | lotes de inspeção 10%, 25%, 50% ou 100% | Se UT ou RT rejeitarem cluster por família conjunta, escolha essa família conjunta para análise de retrabalho. |
| Gatilho de taxa de reparo | Bandas de rejeição 2%, 5%, 8% e 10% | Se uma célula permanecer acima de 5%, escolha a revisão da causa raiz antes das reivindicações de capacidade. |
| Registro pré-aquecimento | Pontos de verificação de 50 °C, 100 °C e 150 °C quando o WPS requer controle de calor | Se o controle de calor for perdido, escolha a disciplina do procedimento em vez do ajuste de movimento. |
| Revisão distorção | Leituras pós-soldagem de 2 mm, 5 mm, 8 mm e 10 mm | Se a distorção se mover acima de 5 mm, escolha as mudanças de sequência antes de adicionar mais passes de solda. |
| Alvo de aceitação | Bandas de primeira passagem 90%, 95%, 97% e 99% | Se o alvo for 971TP3 T ou superior, escolha uma rota de aprovação rastreável para cada edição do programa. |
Essas bandas dão aos compradores uma maneira de escolher a próxima ação Uma célula manual com um resultado de primeira passagem de 951TP3 T e dispersão de ajuste de 1 mm pode não precisar de automação robótica imediata Uma família de feixes repetida com aceitação de primeira passagem de 821TP3 T, dispersão de folga de 5 mm e taxa de reparo de 81TP3 T é um candidato mais forte para um sistema de soldagem robótica, redesenho de acessórios e governança WPS mais rígida Um sistema robótico que não pode conter uma janela de localização de 2 mm não deve ser aceito como pronto para produção apenas porque o tempo de ciclo parece atraente.
Os padrões ainda regem a decisão final AWS D1.1, ISO 3834, ASNT VT, ASNT UT, ASNT RT, WPS, PQR, procedimento de END, rastreabilidade de materiais e critérios de aceitação específicos do projeto, todos precisam se alinhar com os dados piloto Quando esses registros concordarem, o comprador pode escolher uma versão de produção com menos suposições e menos surpresas de reparo.
Para trabalhos de exportação ou ponte, mapeie os registros piloto duas vezes: primeiro para o código do projeto local, depois para o idioma do contrato do cliente Um trabalho nos EUA pode se concentrar na AWS D1.1, enquanto um pacote estrutural europeu também pode exigir registros de qualidade ISO 3834 e controles de execução EN 1090 Se o comprador solicitar documentação ISO, não trate-a como um complemento de papelada após a soldagem Coloque ISO 3834, EN 1090, aprovação WPS, evidência PQR e linguagem de aceitação AWS D1.1 na lista de verificação piloto antes da primeira execução da produção Os dados de adoção de robôs IFR podem justificar a tendência de automação, mas os registros AWS D1.1 e ISO ainda decidem se uma solda é aceita.
Perspectivas de 2026: a aceitação da solda se torna uma métrica de rastreabilidade
A demanda por robôs industriais ainda está crescendo. O IFR relatou 542.000 instalações robóticas em 2024 e previu 575.000 instalações em 2025. Esse crescimento não significa que toda oficina de aço estrutural precise da mesma célula Isso significa que mais compradores esperarão provas digitais de qualidade de solda, não apenas um robô instalado.
No curto prazo, a mudança é de “Um robô pode soldar esta junta?” para “O sistema de automação de soldagem pode provar que esta solda atendeu à janela necessária?” Para aço estrutural, essa prova pode incluir revisão do programa, parâmetros de soldagem, ação do operador, resultado da inspeção, status do reparo e resultado do reteste por ID da solda.
- Códigos de defeitos de construção que correspondam aos relatórios de inspeção.
- Registre a aceitação manual e robótica da soldagem separadamente.
- Revise os registros do robô com qualidade, não apenas com produção.
- Mantenha as alterações do WPS rastreáveis até as revisões aprovadas.
- Use dados piloto para escolher a próxima família de peças.
Se uma loja já usa modelos Tekla, corte CNC e registros de inspeção digital, a soldagem robótica pode se tornar parte de um sistema de fabricação rastreável em vez de uma máquina independente. Os ganhos na taxa de aceitação são mais fortes quando desenhos, montagem, soldagem, inspeção e feedback de reparo descrevem a mesma solda.
Perguntas frequentes
O que é uma boa taxa de aceitação de solda de primeira passagem?
Boas taxas dependem do código, tipo de junta, método de inspeção e espessura do material Para um piloto de robô, compare com sua própria linha de base em vez de um benchmark genérico A mudança de 821TP3 T para 98,51TP3 T, por exemplo, é significativa quando ambos os números usam a mesma regra de inspeção e população de solda.
A soldagem robótica é sempre melhor que a soldagem manual para taxa de aceitação?
Não. A soldagem robótica ajuda quando as famílias de peças se repetem, os acessórios mantêm o trabalho e os parâmetros são controlados. A soldagem manual pode ser melhor para reparos em campo, trabalhos de repetição muito baixa e juntas com acesso limitado.
O que faz com que as soldas falhem na inspeção de primeira passagem?
As causas comuns incluem corte inferior, falta de fusão, porosidade, inclusão de escória, tamanho de solda errado, perfil ruim, golpes de arco, distorção excessiva e controles WPS perdidos.
Como o rastreamento da costura afeta a aceitação da solda?
O rastreamento de costura a laser pode ajudar o robô a localizar a junta quando o ajuste varia Não é uma cura para acessórios ruins, lacunas de grandes dimensões ou qualificação de processo ausente.
A AWS D1.1 permite soldagem robótica?
AWS D1.1 aborda os requisitos de aço estrutural soldado A qualificação ainda importa: o processo deve atender ao procedimento aplicável, inspeção e regras de aceitação para o trabalho.
O que devo medir antes de comprar um robô de soldagem de aço estrutural?
Meça a taxa de aceitação de primeira passagem, tipos de defeitos, horas de reparo, comprimento da solda por família de juntas, tolerância de ajuste, método de inspeção, condição do acessório e tempos de ciclo atuais.
Próximo Passo: Compare Sua Linha de Base de Solda Com Uma Célula Robô de Aço Estrutural
Se a aceitação de primeira passagem já for rastreada em sua loja, a Zhouxiang pode revisar desenhos representativos, códigos de defeitos, registros de inspeção e fotos de acessórios em relação ao fluxo de trabalho do robô de soldagem de aço estrutural.
Referências
- AWS D1.1/D1.1M:2025 Código de Soldagem Estrutural-Aço
- Requisitos de qualidade ISO 3834-1:2021 para soldagem por fusão
- Métodos de testes não destrutivos ASNT
- Visão geral dos testes visuais ASNT
- Lançamento IFR World Robotics 2025
- Bernard e Tregaskiss: falhas comuns na soldagem robótica
- Guia Zhouxiang para especificação de procedimento de soldagem
