Entre em Contato com Zhouxiang

Métodos de teste de solda: Guia completo de END para aço estrutural (2026)
Conteúdo
mostrar
O que é teste de solda e o que acontece quando uma solda falha
O teste de solda é a inspeção de soldas concluídas para garantir que elas estejam de acordo com o código em relação à resistência estrutural e às dimensões exigidas do componente antes da solda ser submetida às cargas reais de serviço. O teste de solda pode ser dividido em duas ramificações, teste não destrutivo ou END, que é posteriormente dividido em três subgrupos, e testes destrutivos que destroem e/ou esgotam a solda para medir fisicamente as propriedades mecânicas.
Especificações rápidas (teste de solda em uma visão geral)
| Duas categorias principais | Ensaios Não Destrutivos (END); Ensaios Destrutivos (DT) |
| Métodos primários de END | Visual (VT), Ultrassônico (UT/PAUT), Radiográfico (RT), Penetrante (PT), Partícula Magnética (MT) |
| Métodos primários de DT | Teste de curvatura, teste de tração, macroetch, nick-break |
| Código de governo (aço estrutural, EUA) | AWS D1.1.1:2020.1/D1.1 Código de soldagem estrutural em aço |
| Mínimo obrigatório | Inspeção visual 100% de todas as soldas (Cláusula D1.1 6.9) |
| Tamanho do mercado de END (2025) | $14,99 bilhões, crescendo em 8,3% CAGR até 2030 |
O custo de um defeito de solda perdido é significativo Um relatório do The Welding Institute (TWI) calculou um custo médio de reparo nos setores de petróleo e gás e fabricação de energia de 1-31TP3 T com um pico de 251TP3 T em juntas com acesso restrito (e ocorrências isoladas na região 501TP3 T).No aço estrutural 80-901TP3 T de falha em serviço é devido à fratura por fadiga (Research Gate, 2021) e a maior parte disso, novamente, foi causada por defeitos identificáveis na fase de inspeção.
Olhando para o chão de fábrica, no entanto, os números são mais claros Os usuários da indústria no fórum da AWS reclamam de uma taxa de rejeição de loja tolerável de 1-21TP3 T; a norma da indústria aplicada pela maioria dos fabricantes é quando a porcentagem rejeitada chega a 51TP3 T, para fazer acompanhamentos para soldas totalmente de penetração conjunta (CJP) de Spot-UT a 1001TP3 T UT até que a porcentagem inaceitável caia novamente Uma loja trabalhou em 151TP3 T por quinze anos até resolver o problema do soldador por causa raiz Enquanto fosse, qualquer retrabalho custa mão-de-obra, gás, consumíveis, atraso de cronograma: as finanças drenam.
Como você testa uma solda?
Comece com a inspeção visual 1001TP3 T, que é um requisito mínimo de todos os Códigos de aço estrutural, e não custa nada quando aplicado corretamente Para soldas de ranhura de penetração total AWS D1.1 afirma que a inspeção volumétrica: UT, RT ou, em alguns casos, MT, é necessária VT para definir as condições da superfície e verificar o acabamento das soldas, incluindo perfil e geometria UT e RT são para definir as condições internas: aglomerados de porosidade, inclusões de escória, falta de fusão que não pode ser vista a olho nu Ensaios destrutivos (dobra, tração) são permitidos no caso de ensaios como qualificação de um WPS, mas não soldas de produção reais.
8 defeitos de solda que os testes foram projetados para capturar

As técnicas de END não são intercambiáveis; todos eles são especializados na detecção de um certo tipo de falha em um determinado local Antes de identificar um método de inspeção adequado, o fabricante deve estar ciente de quais tipos de descontinuidade são esperados para o processo, material e formato da junta específicos, etc. A tabela a seguir detalha os oito tipos de falhas encontradas pelos inspetores de aço mais estruturais.
| Defeito | Causa Raiz | Gravidade | Melhor Detecção | Subsídio AWS D1.1 |
|---|---|---|---|---|
| Rachaduras | Hidrogênio, encolhimento, contenção | Crítico | UT, PAUT, MT, PT | Zero tolerância sempre rejeitar |
| Falta de fusão (LOF) | Insumo de calor insuficiente, viagem rápida | Alto | UT, PAUT, RT | Não permitido |
| Penetração incompleta (IP) | Parâmetros errados, espaço de raiz apertado | Alto | RT, UT | Não permitido em CJP; limitado em PJP |
| Porosidade | Umidade, contaminação, perda de gás de proteção | Moderado | RT (melhor), UT, VT (superfície) | Aglomerado máximo de 6 mm por solda de 300 mm (estática) |
| Reduzido | Excesso de corrente, ângulo errado do eletrodo | Moderado | VT, medidor de solda | Máx. 1 mm (estático); máx. 0,25 mm (cíclico) |
| Inclusão escória | Má limpeza entre passagens (SMAW/FCAW) | Moderado | RT, UT | Tamanhos individuais limitados pela Tabela 9.1 |
| Sobreposição /volta fria | Baixo calor, viagem rápida, ângulo errado | Moderado. | VT, PT | Não permitido |
| Queimadura | Excesso de calor, material fino | Moderado | VT | Não permitido |
Nota de engenharia Descontinuidade vs Defeito A descontinuidade é definida como uma descontinuidade na homogeneidade do metal de solda, ou seja, porosidade, inclusão, undercut etc. Um defeito é uma descontinuidade fora dos critérios de aceitação do código e deve ser reparado/rejeitado Nem toda descontinuidade é um defeito.Se o mesmo inspetor dirá ‘indicações encontradas’, somente depois que ele comparará a indicação com a Tabela 9.1. (VT) ou o gráfico de aceitação UT da AWS D1.1 o defeito é corretamente identificado Aço estrutural: Hierarquia de severidade: Rachaduras> falta de fusão> Penetração incompleta> Porosidade> Undercut (dentro dos limites).
6 métodos de teste de solda END comparados (Visual, UT, PAUT, RT, PT, MT)

Diferentes métodos de END utilizam diferentes princípios físicos que definem sua capacidade de detecção, profundidade de penetração e custos de operação. Todos os seis métodos utilizados na fabricação de aço estrutural são comparados abaixo.
| Método | Defeitos detectados | Capacidade Profundidade | Custo Relativo | Uso Estrutural de Aço |
|---|---|---|---|---|
| VT (Visual) | Apenas superfície | Superfície | Mais baixo | 100% obrigatório; todos os tipos de juntas |
| UT (ultrassônico) | Rachaduras, LOF, porosidade, inclusões | Espessura total | Moderado | Soldas de ranhura CJP; placa >5/16″ |
| PAUT (Phased Array UT) | Rachaduras, LOF, falhas planares; dimensionamento superior de falhas | Espessura total; Resolução lateral de 12 mm | Moderado. | Soldas CJP 3/16″ 3 por D1. Anexo 2020 |
| RT (radiográfico/raio X) | Porosidade, inclusões; boa imagem volumétrica | Seção transversal completa; registro permanente do filme | Alto | Soldas de topo; placa fina a média; tubo |
| PT (penetrante líquido) | Fissuras superficiais abertas, porosidade | Apenas superfície | Baixo | Todos os materiais, incluindo não magnético (SS, Al) |
| MT (Partícula Magnética) | Fissuras superficiais e próximas à superfície | Superfície + subsuperfície de ~3 mm | Baixo moderado | Carbono ferromagnético e aço de baixa liga apenas |
A inspeção visual de soldas é suficiente para aço estrutural?
Para soldas de filete D1.1 (estruturas carregadas estaticamente), simplesmente usar apenas a proteção visual fará se cada solda estiver dentro dos limites dimensionais e de perfil mostrados na tabela 9.1. Mas para soldas de ranhura de penetração de junta completa (CJP), D1.1 exige inspeção volumétrica UT, RT ou MT em situações específicas Por que? geometria. Uma falta de fusão planar ou uma fissuração apertada paralela à linha de solda é um ponto cego para o olho, mas facilmente captada pela UT. Um inspetor no fórum AWS resumiu-o como: a inspeção visual “100% só se torna uma inspeção visual 80% porque as coisas podem ser perdidas.” VT é o padrão ouro, não a medalha de ouro (ouro) para qualquer solda CJP em aço estrutural.
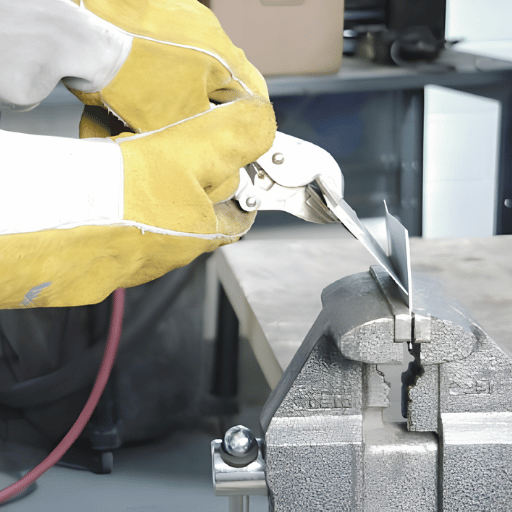
Teste ultrassônico (UT) O padrão de teste para aço estrutural grosso
O UT convencional envia pulsos sonoros de alta frequência (nomeadamente 2-5 MHz) para a solda a partir de um transdutor angular na superfície da placa, com falhas internas produzindo um eco de retorno A fase e magnitude do sinal refletido revelam tamanho e profundidade da falha AWS D1.1 Parte F especifica UT de soldas de ranhura CJP de 5/16 (8 mm) a 8 (200 mm) de espessura, e UT pode detectar falhas que 0,5 mm de largura Porque não precisa de protocolos de segurança de radiação, UT é preferido para placa espessa É simplesmente muito dependente da habilidade do operador (a qualidade depende da capacidade do codificador de interrogar os ângulos de feixe corretos e responder a partir do display A-scan.
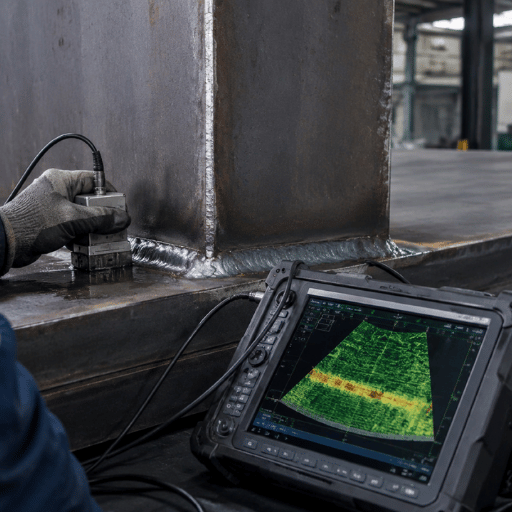
Teste ultrassônico de matriz faseada (PAUT) Resolução superior, registro permanente
PAUT utiliza uma matriz de vários elementos (mínimo 16 sob AWS D1.1 Anexo H) que varre o feixe ultrassônico em vários ângulos simultaneamente sem rastering manual no UT convencional necessário O procedimento cria uma imagem de seção transversal de solda 3 D, um registro permanente e codificado semelhante a um filme de raios X, e a resolução de varredura é de apenas 1-2 mm (contra 5-10 mm no UT convencional) AWS D1.1 adicionou aprovação PAUT com o Código de Soldagem de Ponte D1.5 de 2015 e no Código de Soldagem Estrutural D1.1 de 2020 - Anexo H 16 para material de 3/16 a 8 polegadas.
“Phased array é amplamente aceito nos padrões da indústria, incluindo AWS D1. AWS D1.5 que regem as soldas estruturais de inspeção” disse Haworth. As técnicas de foco FMC (Full Matrix Capture) e TFM (Total Focusing Method) agora são aplicadas junto com PA, onde varreduras setoriais convencionais não podem detectar falhas complexas ou localizadas atipicamente, no entanto, FMC/TFM ainda não foram incorporadas aos padrões de aceitação D1.1.
Teste radiográfico (RT /raio X) (visibilidade total de seção transversal)
RT (raiografia, raios gama, etc) através de uma solda passando um feixe de radiação ionizante (raios X, raios gama, etc) através dele e registrando uma imagem de sombra em um filme ou detector digital Ele revela defeito volumétrico informações muito bem porosidade, escória, falta de penetração Uma indicação RT mostra como qualquer área mais escura o filme RT fornece um registro permanente que pode ser usado como um tribunal-registro, e é facilmente interpretado por pessoal não-UT. RT sensibilidade limitada a defeitos planares apertados (fissuras correndo no plano do feixe), a necessidade de procedimentos de segurança de radiação (zona de exclusão, licença), e tempo de configuração mais lento do que UT são fatores de conmanding Nota comparativa um estudo US DOT radiografado e ultrassonicamente testado as mesmas soldas estruturais e determinado que UT é mais econômico para detecção de defeitos planares, mas imagens RT são muitas vezes melhores para melhoria da qualidade solda volumétrica.
Penet líquido (PT) Testando rachaduras de superfície em qualquer material
PT (Pot (Pot 1) PT) A análise de penetrante líquido aplica um penetrante líquido à superfície de solda e, em seguida, desenvolve a indicação através de uma série de etapas, incluindo a aplicação de um revelador especialEste método pode identificar qualquer material de fissuração superficial, independentemente do material de base um padrão na detecção de afiados não fissuras em aço inoxidável, alumínio e outras ligas não magnéticas; faz PT o padrão de fato para soldas austeníticas que não podem ser inspecionadas magneticamente Em soldas estruturais de aço carbono era quase igual em sensibilidade a fissuras de superfície aberta como MT e mais rápido para executar em material ferromagnético Quaisquer indicações de subsuperfície que não percorrem a superfície deixam uma indicação inconclusiva (hard limit) Quando as soldas não são visualmente claras, onde o perfil de solda limita a interpretação VT, PT pode ser usado como uma adição.
Teste de partículas magnéticas (MT) Sensibilidade próxima à superfície em aço carbono
MT (tituta a solda, aplica então o pó de ferro solda ou molhado. Descontinuar a superfície ao longo da zona perturbe o fluxo magnético as partículas recolhem e formam uma indicação visível MT detecta rachaduras próximas à superfície de forma confiável em cerca de 3 mm de material, tornando-o efetivamente mais rápido e mais sensível à rachadura próxima à superfície do que PT. As condições de uso são: material ferromagnético, e a uma profundidade mínima de 3 mm de indicação da superfície Ao contrário do PT, a função é restrita a ligas ferromagnéticas (aços estruturais de carbono) e ligas baixas. MT encontra uso em soldas de filé e soldas com pouco acesso restritivo para permitir a varredura UT.
Qual é o método mais comumente usado de inspeção de solda?
O ‘método volumétrico tradicional’: testes ultrassônicos e ultrassônicos phased array são os ENDs mais populares em soldas de aço estrutural, especialmente soldas de ranhura acima da espessura da placa de 10 mm. O método mais realizado (por causa da AWS D1.1) é o teste visual, mas o método visual só avaliará completamente a superfície da solda. Para uma solda de penetração de junta completa, o método de inspeção volumétrica será UT. RT também é frequentemente usado em tubulações e soldas de seção fina onde um registro permanente é necessário.
Nota de engenharia Especificações de detecção UT: Pode detectar rachaduras planares ≥0,5 mm; calibrado contra furos perfurados lateralmente de 0,060 polegadas por procedimento AWS D1.1. RT: Melhor sensibilidade para porosidade ≥ 0,51TP3 T fração vazia; menos eficaz para fissuras planas apertadas correndo paralelamente ao feixe de radiação. PAUT vs UT convencional: Resolução lateral 1 mm versus 2 mm (PAUT 50 mm (UT convencional).Uma sonda PAUT de 6 elementos captura 4,06 A-scans por passagem de varredura, fornecendo uma imagem de seção transversal completa em vez de uma leitura ponto a ponto. MT: Detecção próxima à superfície até aproximadamente 3 mm de profundidade; a sensibilidade cai drasticamente abaixo desse limite.
Teste de solda destrutivo: quando você precisa e o que ele prova
O método destrutivo: testa (tritura ou corta) as soldas para medir as propriedades físicas que definem o teste de tração da solda, teste de flexão, fusão, etc. Seu uso é limitado a testar a qualificação WPS (Especificação de Procedimento de Soldagem). Uma vez definido o procedimento através do DT, todas as soldas realizadas nesse WPS são qualificadas para serem inspecionadas de forma não destrutiva.
Testes destrutivos quando usar
- Qualificação WPS (teste de cupom PQR)
- Qualificação de desempenho do soldador
- Reclassificação de mudança de procedimento
- Amostragem de produção em juntas repetitivas de alto volume (por estipulação de contrato)
Testes destrutivos, limitações
- Uma solda destrutiva para solda inutilizável para juntas de produção
- Amostra-baseada (Sample-based) (N.o 1001TP3 T) cobertura possível
- Revela propriedades apenas no local testado
- Nenhum substituto para o END, apenas qualifica o procedimento que um END regerá
| Método DT | O que ele mede | Quando necessário | Código Governamental |
|---|---|---|---|
| Teste de curvatura | Ductilidade; fusão na raiz e no gorro | Todas as qualificações WPS | AWS D1.1, ASME IX |
| Ensaio de tração | Resistência à tração máxima versus metal base | Solda ranhurada WPS qualificação | AWS D1.1, ASME IX |
| Teste de quebra de níquel | Solidez interna; qualidade de fusão | Solda de filete e qualificação de solda de plugue | AWS D1.1 |
| Teste macroetch | Perfil da solda, fusão, geometria da passagem | Solda de filete WPS; qualificação do soldador | AWS D1.1, ISO 17639 |
A entrega da sequência DT bem-sucedida é um Registro de Qualificação de Procedimento (PQR) (provement Qualification Record - PQR) (procedure Qualification Record) (PQR) (prova de que um determinado conjunto de variáveis de soldagem resulta em soldas que atendem aos requisitos mecânicos do código Todos os WPS de produção têm que ter um PQR válido como referência Sem WPS qualificado, sem prova documentada, sem garantia de que qualquer resultado de END seja reprodutível contra uma linha de base.
Padrões de teste de solda e critérios de aceitação (AWS D1.1, ASME IX, ISO 3834)
Teste de solda aplicável teste não é uma questão de escolha código que segue a partir do tipo de estrutura, especificação do contrato, e jurisdição Usando o código errado, ou aplicando mal o certo, produz um resultado de inspeção que não é legalmente defensável Quatro códigos mais relevantes para a fabricação de aço estrutural são comparados abaixo.
| Padrão | Indústria / Escopo | Requisito chave de END | Frequência |
|---|---|---|---|
| AWS D1.1/D1.1M:2020 | Edifícios estruturais de aço, pontes, fabricação geral (EUA) | 1001TP3 T VT; UT ou RT para soldaduras de ranhuras CJP; PAUT permitido (anexo H) | VT: 100% de todas as soldas; volumétrico: por contrato ou linha de base 25% |
| Código de soldagem de ponte AWS D1.5 | Pontes rodoviárias (EUA) | Mais estrito do que D1.1; 1001TP3 T UT em soldas CJP de tensão; PAUT aceito desde 2015 | 1001TP3 T volumétrico para membros de tensão |
| ASME Seção IX | Vasos de pressão, caldeiras, tubulações (mundial) | Rege a qualificação WPS/PQR; Requisitos de END na Seção V (RT, UT, MT, PT) | De acordo com a especificação do código de construção da Seção VIII ou B31.3 |
| ISO 3834 | Sistema de qualidade de fabricação para soldagem por fusão (internacional) | Quadro de gestão da qualidade; mandatos pré/durante/pós-inspeção registros; Validação WPS | Inspeção nas três fases; documentação de cada ponto de espera |
Nota de Engenharia (Tabela 9.1) Limites de Aceitação D1.1 Reduzido: Profundidade máxima de 1 mm para estruturas com carga estática; máximo de 0,25 mm para estruturas com carga cíclica (pontes, vigas de pista de guindaste). Reforço de solda de ranhura (altura da tampa): Máximo 3 mm acima da superfície do metal base para a maioria das configurações de juntas. Rachaduras: Tolerância zero a qualquer rachadura em qualquer local é uma condição automática de rejeição e reparo sob D1.1, ASME VIII e códigos aplicáveis. Porosidade superficial: Aglomerado máximo de 6 mm em qualquer 300 mm de comprimento de solda (estaticamente carregado); não permitido para estruturas ciclicamente carregadas Estes critérios aplicam-se a VT. Os critérios de aceitação para UT (baseado na amplitude) são dados em D1.1 Cláusula 8 e Tabelas 8.1-8.2.
Pro Tip (Pro Tip) Confirme o Código Aplicável Antes de Projetar Os documentos contratuais devem especificar o código aplicável do início da fabricação antes que o código não seja determinado após o fato no estágio de inspeção A seleção do código impacta o projeto conjunto, os parâmetros de pré-aquecimento, a qualificação do escopo WPS e a frequência NDT Um reconstruidor que qualifica os procedimentos WPS de acordo com o AWS D1.1 e, em seguida, percebe que o cliente exige o ASME Seção IX pode precisar re-qualificar os procedimentos. Se encaixe isso e segure-o na confirmação por e-mail no estágio de licitação.
Como escolher um método de teste de solda: a matriz de seleção de teste de solda de 5 fatores

Nenhum método único de END se encaixa em cada aplicação de aço estrutural Cinco fatores determinam a seleção correta: tipo de junta, espessura da placa, disponibilidade de acesso, requisitos de código e orçamento Abaixo, esses fatores mapeiam as recomendações do método Três exemplos de cenários que se seguem mostram como a lógica se aplica na prática.
| Fator | Opção A | Opção B | Opção C |
|---|---|---|---|
| Tipo de junta | Solda filé | Solda de ranhura (PJP) | Solda de ranhura (CJP) |
| Espessura placa | <10mm | 100 mm | > 40mm |
| Restrição de acesso | Ambos os lados acessíveis | Um lado acessível | Espaço limitado |
| Código aplicável | Nenhum END especificado | AWS D1.1 (padrão) | AWS D1.5 ou ASME IX (alta criticidade) |
| Prioridade orçamental | Menor custo | Custo moderado | Priorize a precisão da detecção |
| → Método recomendado | VT + MT | UT (convencional) | PAUT ou RT |
Cenário 1 Soldas de filé de viga H, carga estática, especificação AWS D1.1: Se X = solda de filé + placa <20 mm + carga estática + código D1.1 + orçamento sensível ao custo Use VT + MT. A inspeção visual oferece uma varredura completa da superfície bidimensional da soldagem, enquanto o MT contribui com detecção aprimorada de falhas próximas à superfície na raiz da solda, que também é o local de inicialização para fadiga em soldas de filé Nenhum teste volumétrico é especificado pela especificação para soldas de filé neste cenário.
Cenário 2 Solda de ranhura CJP, placa de 40 mm, AWS D1.1: Se X = solda de ranhura CJP + placa de 40 mm + código D1.1 + orçamento moderado Use UT. Quando a espessura da placa é de 40 mm, o UT padrão oferece a vantagem da cobertura total de espessura e uma maior velocidade de execução (sem zona de exclusão IR) em relação à radiografia, bem como a conformidade com os critérios de aceitação D1.1 para soldas de ranhura PAUT torna-se um bom aprimoramento se o registro da cobertura de varredura for um requisito contratual.
Cenário 3 Coluna caixa, CJP, aplicação ponte, ciclo alto: Se X = coluna caixa CJP + > placa de 40 mm + código D1.5 + ponte (carregada ciclicamente) + registro permanente necessário Use PAUT. D1.5, por causa das soldas de tensão, exige um nível mais alto de escrutínio de inspeção; PAUT fornece cobertura de registro 3 D, resolução lateral de 1-2 mm e maior velocidade de execução do que UT convencional e é especificamente aprovado em D1.5 Anexo H.
Construindo um sistema de controle de qualidade de solda para fabricantes de aço estrutural

O teste de solda não começa após a conclusão da solda Sistemas eficazes de Controle de Qualidade identificam estados de defeito antes que o primeiro arco atinja a junta de solda Estudos nos últimos quarenta anos mostram que a única maneira de eliminar razoavelmente a rejeição de END de fabricação complexa é afetar a inspeção através do controle de qualidade de cozimento: uma redução de 30-501TP3 T na rejeição de END é possível apenas através da inspeção Fit-Up O roteiro trifásico abaixo visualiza o que os sistemas verificam e quando.
1 PRÉ-SOLDA
- WPS na estação de trabalho, revisão atual
- Certificado WPQ do soldador válido e aplicável
- Material base MTR rastreado até o número de calor
- A classificação do metal de enchimento corresponde ao WPS
- Preparação da junta: ângulo de chanfro, face da raiz, folga da raiz medida
- Alinhamento Hi-lo ≤3mm (D1.1 máximo)
- Superfícies da junta limpas dentro de 25 mm do dedo do pé da solda
- Temperatura do pré-aquecimento confirmada (termômetro calibrado)
- Conjunto de pontos de retenção ITP; log de inspeção aberto
2 DURANTE A SOLDAGEM
- Amperagem, tensão, velocidade de deslocamento vs faixa WPS
- Tipo de gás de blindagem e vazão confirmada
- Cada passe verificado visualmente antes do próximo depósito
- Escória e óxido entre passagens totalmente removidos
- Temperatura intermediária medida e registrada
- A sequência de aprovação segue WPS ou detalhe do procedimento
- Superfície retrogigada inspecionada antes da soldagem do segundo lado
- Golpes de arco fora da zona de solda: parada imediata
3 PÓS-SOLDA
- VT obrigatório primeiro (min 500 lux iluminação)
- Corte inferior, altura da tampa, perfil medido com medidor de solda
- Precisão dimensional versus tolerâncias de desenho
- END por ITP: UT/PAUT, RT, MT ou PT conforme necessário
- Relatórios de END assinados pelo examinador de Nível II ou III
- Gráfico de tempo-temperatura PWHT arquivado (se necessário)
- Soldar o viajante completo; cada campo assinado
- Não conformidades documentadas e descartadas antes da liberação
Dica de rastreabilidade da solda digital Baseado em papel “travel realmente provaram eficaz (soldadores) ou se perde, rolou o carrinho de mão lamacento mal interpretado em uma auditoria Os sistemas digitais de registro de solda (aplicativos de controle de qualidade baseados em tablet ou módulos integrados de inspeção de ERP) tornam isso um não problema: um campo não pode ser limpo até que seu campo anterior seja preenchido As especificações do projeto de aço estrutural de ponte e alta sísmica agora especificam cada vez mais registros digitais de rastreabilidade para cada junta de solda para WPS, ID do soldador, resultado de END e número de certificação do inspetor Rastreável por toda a vida.
Como os sistemas de soldagem robóticos afetam as taxas de aprovação de END

A conexão entre a consistência da solda e a taxa de passagem do END é direta A soldagem manual introduz variabilidade de tempo de arco ligado Um soldador habilidoso tem uma média de cerca de 25-351TP3 T de tempo de arco ligado em um turno (independentemente da marcha lenta do arco, reposicionamento, reequipamento, períodos de descanso ou ajustes de ajuste).A velocidade de deslocamento da solda oscila, o gerenciamento da temperatura interpass depende do julgamento individual e a fadiga do soldador afeta a qualidade das passagens de turno tardio Cada um desses fatores é um caminho de introdução de defeitos que a descoberta de campo UT e RT procura prevenir.
A soldagem robótica remove esses fatores Os sistemas robóticos automatizados reproduzem tensão, amperagem, velocidade de deslocamento e inclinação da tocha idênticas da passagem 1 através da passagem 12.040. tal controle é claramente gravável com dados de END. Em uma oficina de fabricação de pontes que utiliza o sistema inteligente de soldagem de estrutura de aço de Zhouxiang, a taxa de passagem de END desenvolvida exclusivamente em soldas de ranhura saltou de 821TP3 T para 971TP3 T. Os ciclos de trabalho de arco ligado mais que dobraram, e o número equivalente de horas de solda produtivas por turno aumentou com ele.
Dados-chave de desempenho Robótico vs Soldagem manual
82% → 97%
Taxa de passagem UT (caixa do fabricante da ponte Zhouxiang)
85%
Ciclo de trabalho Arc-on (robótico) vs manual 25%
0. 3%
Taxa de defeito robótico vs 5101TP3 T manual (dados da indústria)
±0,05mm
Precisão posicional (especificação do sistema Zhouxiang)
Pro Tip (Twin Digital) e 10TP3 T Weld Traceability Digitalizado robótico sistemas de soldagem com módulos duplos digitais de cada parâmetro de solda passa tensão do monitor, velocidade do fio, viagem, tocha em tempo real (como relação para o número de identificação da junta).Tais dados são o registro de rastreabilidade 1001TP3 T especificações do projeto de demanda Quando uma indicação de END ocorre, inspetores B1 podem consultar o registro digital dessa junta para qualquer parâmetro de soldagem imediatamente, em vez de rastrear a mancha no viajante de papel Esta é a ligação de capacidade do mundo real definindo robótica e eficiência de inspeção.
Para os fabricantes de aço estrutural que avaliam o desafio de alta produção de END de pórticos aéreos de alto volume, vigas H, vigas de caixa e estruturas de portal, a questão ROI não é simplesmente velocidade É o custo de retrabalho Na rejeição de END 1-21TP3 T, a maioria das lojas ganha dinheiro Em 101TP3 T, o custo de retrabalho supera totalmente a eficiência do trabalho de uma oficina de solda manual A sistema robótico de soldagem de aço estrutural aborda as medidas de END variáveis de consistência para compensar.
Recursos relacionados de Zhouxiang: soluções robô soldagem aço estrutural | comparação de qualidade de solda robótica vs manual | como funciona a tecnologia de soldagem robótica | estação de trabalho robô soldagem pórtico | como funciona um robô de soldagem de pórtico | robô de soldagem cantilever para fabricação de aço
Tendências de testes de solda: o que está mudando até 2030

O mercado de END e inspeção está preparado para um crescimento de 8,31TP3 T CAGR, acima de $14,99 bilhões em 2025 para um previsto $22,34 bilhões até 2030 (MarketsandMarkets) O crescimento generalizado nesse mercado dos EUA se manifestará em cinco padrões que afetam a inspeção de solda de aço estrutural.
- PAUT substituindo UT convencional em placa espessa A implementação do PAUT foi impulsionada pela codificação AWS D1.1:2020 (Anexo H) [a].O registro de varredura codificado permanente, a cobertura mais rápida e a imagem de falha 3 D ajudam a tornar o UT convencional progressivamente difícil de justificar para soldas de ranhura CJP acima de 20 mm.
- Radiografia digital (DR) substituindo o filme RT. O filme RT, lento e fonte de resíduos químicos e metálicos negativos, pode ser substituído por detectores digitais que fornecem a mesma imagem volumétrica em tempo real, sem custo de arquivamento do filme e entrega eletrônica imediata de registros à equipe de design.
- Detecção assistida por IA. Modelos de aprendizado de máquina treinados em bibliotecas de varredura RT e PAUT são implantados para marcar indicações prováveis para revisão humana (revisão humana) reduzindo o risco de interpretação falso-negativa em programas de inspeção de alto volume. Os primeiros resultados mostram detecção consistente com inspetores experientes de Nível II em tipos normais de defeitos.
- Expansão dos requisitos de rastreabilidade 100%. especificações estruturais de pontes e zonas sísmicas cada vez mais rigorosas exigem registros digitais de solda ligando cada junta ao seu resultado de inspeção, ID do inspetor e códigos de soldagem um recurso apenas sistemas robóticos com registro de dados integrado podem fornecer sem sobrecarga manual de entrada de dados.
- FMC/TFM como atualizações para PAUT. Captura de matriz completa e método de foco total permitem a caracterização de falhas em nível de inspetor além do que as varreduras setoriais padrão do PAUT podem resolver Embora ainda não sejam aceitáveis sob AWS D1.1, elas são usadas em geometrias de solda complexas onde as varreduras setoriais são cegas para falhas fora do eixo ou transversais.
Para os fabricantes que implantam novos equipamentos e metodologia de END hoje, a linha inferior é clara: PAUT e radiografia digital são à prova de futuro em aço estrutural Film RT e UT convencional ainda atendem ao código, mas a eficiência, a qualidade do registro e a conformidade futura das especificações continuarão divergindo a cada ciclo de código Para uma visão geral, consulte: manutenção robô soldagem e análise de ROI de soldagem robótica no investimento maior em automação.
FAQ Perguntas sobre testes de aço de fabricantes
Como você testa uma solda?
Mostrar resposta
Comece com VT [b], exigido por todos os códigos estruturais; então, para JIG completo, empregue UT ou RT em caso de falhas internas ocultas. [c] Para qualificação do soldador, use testes destrutivos em amostras antes da produção.
Qual é o método mais comumente usado de inspeção de solda?
Mostrar resposta
O teste visual (T) é executado em 1001TP3 T de todas as soldas em todo o trabalho estrutural do aço (VT) fazendo o mais executado em termos reais da cobertura crua O teste ultrassônico (UT) é o método de inspeção volumétrica o mais especificado para soldas completas do sulco da penetração conjunta em todo o trabalho de fabricação de aço estrutural norte-americano PAUT está substituindo lentamente o UT convencional em muitas lojas depois que se tornou parte do AWS D1.1:2020.
Quais são os cinco métodos padrão de END para soldagem?
Mostrar resposta
Os cinco principais métodos de END empregados na inspeção de solda de aço estrutural são: 1) Teste Visual (VT), 2) Teste Ultrassônico (UT), incluindo Phased Array UT (PAUT), 3) Teste Radiográfico (RT), 4) Teste de Partículas Magnéticas (MT), e 5) Teste de Penetrante Líquido (PT).Tempo de Difração de Voo (TOFD) e Teste de Corrente Eddy (ET) também são usados ocasionalmente, mas são menos prevalentes na fabricação geral de aço estrutural.
Qual é a diferença entre testes de solda destrutivos e não destrutivos?
Mostrar resposta
Não-destrutivo (NDT) refere-se a inspecionar uma solda sem fusão ou corte (teste destrutivo) os testes de solda permanecem em serviço Isso pode incluir V UT, RT, MT e PT. Destrutivo envolve quebrar fisicamente ou cortar a solda para determinar propriedades como resistência à tração final e ductilidade Os testes destrutivos são realizados exclusivamente para justificar uma Especificação de Procedimento de Soldagem (WPS) em cupons de teste (não soldas de produção).
Qual código rege os testes de solda para aço estrutural nos EUA?
Mostrar resposta
AWS D1/D1.1M:2020 Structural Welding Code (Código de Soldagem Estrutural), 10.1.1, é o principal documento de inspeção de solda de membros fabricados em aço estrutural nos EUA As regras da AWS D1.5 para a construção de pontes rodoviárias são mais restritivas A ASME Seção IX é usada para qualificar WPS/PQR em vasos de pressão e tubulações O código exigido deve ser especificado no escopo do contrato de trabalho antes da fabricação.
A inspeção visual por si só pode passar soldas para projetos de aço estrutural?
Mostrar resposta
Para soldas de filete feitas para AWS D1.1 (estaticamente carregadas), o mínimo nu antes de considerar outros métodos volumétricos, o VT tradicional pode se mostrar suficiente se a solda parecer atender a todos os critérios de aceitação da Tabela 9.1. soldas de ranhura de penetração conjunta completa (CJP) ainda devem ser submetidas à inspeção volumétrica por requisitos da AWS ou UT, RT ou para algumas situações MT. VT não pode ver falhas internas como falta de fusão ou porosidade interna É o mínimo para soldas CJP, não todo o programa de inspeção, AWS D1.1 Aplicam-se os requisitos do Artigo 9. Consulte também: diretrizes de segurança do robô de soldagem.
Como a soldagem robótica afeta os requisitos de teste de solda?
Mostrar resposta
O uso de um sistema de soldagem robótica não remove a necessidade de inspeção de solda obrigatória por código (a frequência necessária) não muda. O que ele altera é o resultado do END. Como os soldadores automatizados tendem a corresponder aos seus parâmetros programados (comprimento do arco, tensão, ângulo da tocha, velocidade de deslocamento, controle de potência), eles criam parâmetros de soldagem consistentes que produzem níveis de defeito consistentemente mais baixos, levando a uma redução nos reparos após o END. Um cliente que se desloca para a soldagem robótica no trabalho da ponte relatou um aumento na taxa de passagem do UT de 821TP3 T para 971TP3 T. Poucos reparos levam a menos tempo gasto na verificação de END em campo. Consulte também: práticas de segurança de robôs de soldagem.
O que é uma especificação de procedimento de soldagem (WPS) e por que isso importa?
Mostrar resposta
Um Procedimento de Soldagem (WPS) é um conjunto documentado de instruções de controle de uma solda (especificação de solda), incluindo metal base, geometria de enchimento, calor, amperagem, velocidade de deslocamento e muito mais Todo soldador segue um WPS no trabalho O WPS deve ser qualificado usando testes destrutivos (criando um Registro de Qualificação de Procedimento, ou PQR) antes que o WPS possa ser usado em soldas de produção. AWS D1.1 determina que a soldagem a um WPS não qualificado (existente ou não aplicável) invalide os resultados dos testes de END. Cada solda deve ser testada novamente.
Nossa Perspectiva Este artigo foi de autoria de Zhouxiang, um fabricante de sistemas de soldagem robótica vendidos em fabricantes de aço Do ponto de vista comercial somos promovidos por soldagem automatizada sentimos sistemas robóticos fornecer soldas de maior qualidade e menores taxas de rejeição e nossos dados de clientes1 para esse efeito reforça esta opinião As descrições de procedimentos de END, referências de código e critérios de aceitação contidos neste artigo são extraídos de padrões publicamente disponíveis e fontes praticantes e não são apresentados para refletir essa posição.Por favor, verifique quaisquer referências de código em relação à edição aplicável do padrão relevante para o seu projeto/local.


