
Get in Touch with Zhouxiang
Structural welding stands at the convergence of three pressures in 2026: a dramatically updated code (AWS D1.1:2025), a labor force hell-bent on automating faster than they did with FCAW in the ’80s, and a steel industry currently de-GA-ing, 50% re-shoring, and scoffing at foundations workers. This guide is written for the people who really own those decisions: fabrication shop owners, weld engineers, quality managers, new equipment buyers; not for the high school student considering a welding career.
By the conclusion of this article you will,—understand what was modified in the AWS D1.1 between the 2020 and 2025 releases, -determine the welding process best suited to any service/purpose, -place robotic structural welding in context, identify where it is applicable & where it is not, -identify the parameters AWS D1.1 demands in 2026 for procedure qualification & inspection, and -know the immediate 12–24 month market and regulatory landscape.
Quick Specs — Structural Welding (2026 Snapshot)
| Governing code (US) | AWS D1.1/D1.1M:2025 — Structural Welding Code, Steel (2³rd edition, 5-year revision cycle) |
| Primary base metals | ASTM A³6, A572 Gr. 50, A992; A913 Gr. 80 added in 2025 (Group V) |
| Common field processes | SMAW (stick) and FCAW-S (self-shielded flux-cored) |
| Common shop processes | FCAW-G, GMAW (solid + metal-cored), SAW |
| Inspection (D1.1 Clause 8) | VT mandatory; MT, PT, UT, PAUT per contract documents |
| Welder qualification | AWS D1.1 Clause 6 — by position (1G–4G groove, 1F–4F fillet) |
| Robotic adoption | Global robotic welding market $10.44B (2025) → $11.49B (2026), CAGR 9.94% |
What Is Structural Welding?

The welding of load carrying members of steel structures – columns, beam, trusses, plate girders, bridge members, and details of connection – to a code regulating design, qualification, fabrication, and examination is structural welding. In the United States AWS D1.1/D1.1M, Structural Welding Code – Steel, published by the American Welding Society is the code. Codes for other materials are ASTM AWS D1.2 for aluminum, D1.3 for sheet steel, D1.4 for reinforcing bar, AASHTO/AWS D1.5 for bridges, D1.6 for stainless, D1.7 for aluminum sheet.
This distinction is significant because some welded steel is not code-specified structural steel. While a handrail bracket and a moment resisting beam-column connection are both welded on steel, only the latter is covered throughout by D1.1: the weld procedure, the welder, the joint detail, the filler metal, the inspection, and the records.
The scale makes sense. A non-trivial percentage of that 1,884 million tonnes recorded by the World Steel Association in 2024 as being global crude steel in 2024 had to eventually finish up as welded structural members for buildings, bridges, refineries and power stations, which can be said to be the product of every one of those welds.
For the typical American fabricators, it is generally like this: Contract documents require a building code (say IBC); the building code in turn in turn requires AISC 360 for steel design; the AISC360 again refers to AWS D1.1 for welded connections; D1.1 then refereed AWS A5 series specs for filler metals and ASTM for base metals. Screw up any of those layers and the connection was non-conforming even if the puddle appeared pretty.
AWS D1.1:2025 — Code Changes Steel Fabricators Need to Know

AWS D1.1 is on a five year revision schedule, and AWS D1.1/D1.1M:2025 23rd edition replaces AWS D1.1:2020. These 2025 changes were larger than cosmetics. They include design side strength calculations, requirements for prequalified WPS, preheat distances, inspection acceptance, and stud welding.
Here is the practical summary that most shops will need.
What changed in AWS D1.1:2025 vs 2020?
| Area | AWS D1.1:2020 | AWS D1.1:2025 |
|---|---|---|
| Design strength (Clause 4.7) | Allowable Stress Design (ASD) only | ASD + Load and Resistance Factor Design (LRFD) added; Table 4.3 lists available strengths |
| Filler metal classification | References to AWS A5.36 throughout | All A5.36 references removed (specification was withdrawn); electrodes remain classified under A5.18, A5.20, A5.28, A5.29 |
| Shielding gas (Clause 5.6.4) | Unclear which gases qualify for prequalified WPS | Defines Oxygen Equivalent (OE = %O₂ + 0.5 × %CO₂); production gas must comply with electrode manufacturer’s OE limit |
| Preheat distance (Clause 7.6.2) | Extend max base metal thickness in all directions, no less than 3″ | For t<1.5″: at least 2× thickness. For t≥1.5″: at least thickness, no less than 3″ |
| Discontinuity geometry (Clause 8.10.1) | Definitions of linear vs rounded not explicit | Linear = length > 3× width; Rounded = length ≤ 3× width or irregular |
| NDT personnel certification (Clause 8.14.6) | General reference to employer practice | Two explicit routes: employer-based per ASNT SNT-TC-1A or ANSI/ASNT CP-189; third-party per ANSI/ASNT CP-9712, CAN/CGSB-48.9712, or ISO 9712 |
| Stud welding (Clause 9) | Types A, B, C | Type D added — deformed wire/bar per ASTM A706/A706M Grade 60; tension test 125% of minimum specified yield |
| New base metal | A913 Gr. 70 in lower group | A913 Gr. 80 added to new Group V in Table 5.6 |
The code’s inclusion of the LRFD approach is a novelty. Essential assumptions concerning dead-to-live load ratios and structural reliability are the same, if not identical, to that derived from ANSI/AISC 360 over the last few decades. To attain targeted reliability, adjustment to the AISC 360 LRFD strength reduction factors might be undertaken.
— Travis Green, Tom Schlafly, Mike Gase, AWS D1Q Subcommittee on Steel Structures, AWS Welding Journal
Some shop-oriented implications for 2026: 1. If a WPS references AWS A5.36, it will need to be revised to one of the other remaining A5 specs in time to avoid triggering requalification by other critical variables. 2. Shops doing thin-section structural work (less than 1.5 inches) will be able to heat a smaller perimeter when using the new preheat distance requirement, meaning less torch time, less fuel cost, and faster ramping up of weldments once preheat no longer bottlenecked production.
Common Welding Processes for Structural Steel

Five welding processes account for the lion’s share of structural fabrication tonnage. There is a justifiable niche for each one given environment, joint geometry, material gauges and labor cost structure. A correct answer is not just “go with the same process”.
| Process | AWS Class | Deposition | Position | Best for |
|---|---|---|---|---|
| SMAW (Stick) | A5.1, A5.5 | ~3 lb/hr | All | Field repair, short welds, mobility |
| FCAW-S (self-shielded) | A5.20, A5.29 | 5–8 lb/hr | All | Outdoor / windy field welding |
| FCAW-G (gas-shielded) | A5.20, A5.29 | 8–12 lb/hr | All | Shop welds on mill scale, mixed-skill operators |
| GMAW (solid + metal-cored) | A5.18, A5.28 | 6–14 lb/hr | All (solid: limited out-of-position) | Clean shop welds, no slag, robotic cells |
| SAW | A5.17, A5.23 | 15–60+ lb/hr | 1F, 1G primarily | Long, continuous, multi-pass welds (I-beams, plate girders) |
A few exceptions that the table does not support. all of most AWS 7018 stick electrodes that are the welding workhorse of structural SMAW are H4 (4ml/100g of deposit). all of the self-shielded FCAW wires are H8 or greater, no H4 in self-shielded chemistry. If a field specification would require H4, this would normally be for SMAW with low hydrogen electrodes, not FCAW-S.
There is one kind of semi-shielded wire, however, that needs its own discussion. Metal-cored wiresare really GMAW wires (no flux, easier cleanup like solid wire), but they deposit like FCAW (high deposition). A wide weld pool is more forgiving of mill scale than solid wire, and allows more operator variability.
For a shop that has a range of welder skill levels, this is the most operator-forgiving high-deposition choice.
📐 Engineering Note
Table 5.1. for prequalified WPS ( Welding Procedure Specification ) submission under AWS D1.1:2025 is now split into separate process groups (SMAW,SAW, GMAW/FCAW). It is also divided by mode of operation (non-short circuit, pulsed transfer mode). Limit on maximum weld profile is also added.
Ensure your current prequalified procedures are audited against this new table before blindly carry-over from 2020.
Field vs. Shop: How Application Drives Process Choice

The biggest expense in any welding operation is the labor. Every moment an operator spends not depositing weld metal (changing electrodes, repositioning, grinding, waiting on preheat, etc) comes at the company paid at the full burdened rate. In fact, for structural steel, process selection is primarily a question of productivity.
This matrix, overlaid with application, makes apparent the two factors that determine cost: location (field verses shop) and state space (production vs mobility).
| Field | Shop | |
|---|---|---|
| Production-dominant (long welds, stationary operator) | FCAW-S — high deposition, wind-tolerant, no shielding gas to lose | SAW or FCAW-G — highest deposition rates, slag managed at fixed station |
| Mobility-dominant (short welds, repositioning, mixed access) | SMAW — portable, simple, familiar to most welders | GMAW with metal-cored — no slag, fast restart, tolerant of mill scale |
Three specific givens from the real Hobart Brothers comparison show the productivity big game. A 1/8″ SAW solid wire at 100 wfs, 30 V, 650 A has a travel speed of 22″ per min. for a given target weld size. Same size diameter wire run as metal cored at 150 wfs (same 30 V, 650 A) gets 27.5 ipm. to make the same weld—+25% travel speed, -25% heat input. On a 40′ girders seam, that’s about 10 fewer minutes of arc time per weld and less distortion to straighten out in the field.
✔ When stick wins
- Operator must reposition between most welds
- Wind speed prevents shielded-gas processes
- Low-hydrogen H4 requirement (FCAW-S maxes out at H8)
- The tradeoffs of mixed welder experience levels – SMAW is the baseline
- Field repair of in-service structures with limited access
⚠ When stick loses
- Operator stays stationary on long fillet or groove runs
- Cycle time governs project schedule
- Multi-pass welds where electrode change rate compounds
- Shop conditions with reliable shielding gas supply
- Robotic or mechanized weld carriage available
If a project allows process switching, requalification costs are generally paid back within a single project. Many structural codes from AWS D1.1 Clause 5 allow qualify-by-name approved WPSs at certain production levels which reduces requalification costs when sticking with FCAW or switching from solid to cored wire—think about the savings over several projects that follow.
Robotic Welding for Structural Steel — Where Automation Wins (and Where It Doesn’t)
The world robotic welding market in 2025 generated 10.44 billion USD and will grow to 11.49 billion USD in 2026 (a 10.05% growth rate). And the found 10-year Precedence Research projections forecast it can reach as high as 26.94 billion USD by 2035 (a 9.94% CAGR). And structural steel fabrication will be one of the macro application segments driving that growth, but due to the constraints not every structural shop is a fit. If you ignore them the limits are how seven figure capital equipment investments are sitting in under-utilized bays.
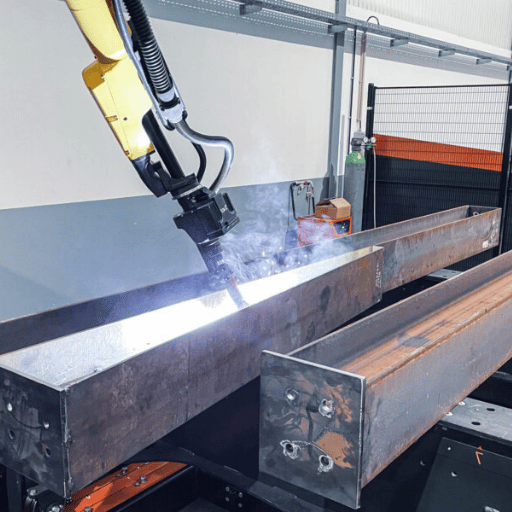
A structural fabrication robotic welding station takes one of four physical forms: a six-axis robot on a fixed pedestal for short members, a robot on a ground-rail welding robot station for long beams, an overhead gantry welding robot workstation for plate girders and large weldments, or a cantilever welding robot mounted on a column for medium-mix shops. Each form imposes different reach, payload, and accessibility constraints — and each carries different program-versus-throughput economics.
| Dimension | Manual structural welding | Robotic structural welding |
|---|---|---|
| Throughput (arc-on %) | 15–30% | 60–80% after first-piece tuning |
| Bead consistency | Operator-dependent; CV varies job to job | Tight CV; reproducible across shifts |
| Programming/setup time | N/A — operator works to print | Minutes (teachless / Tekla import) to hours (manual teach) per part family |
| Best-fit weld types | All — especially short, varied, repair | Long fillets, repeatable beams, plate girder seams, stiffener-to-web welds |
| Code compliance path | AWS D1.1 Clause 6 welder qualification | AWS D1.1 Clause 6.17 welding operator qualification — same essential variables, same testing path |
| Where manual still wins | Field erection, repair, very low-mix projects, restricted access | — |
Can robotic welding meet AWS D1.1 requirements?
Yes. AWS D1.1 applies the same Clauses 4 and 5 design and prequalification structure to robotic welding systems as to manual welding. The welding operators (those people who run the equipment) are qualified to Clause 6.17 rather than Clause 6 welder qualification. A robotic WPS has to go through the same essential-variable testing or prequalified pathway. Identically, while the essential variables are controlled differently—the robot’s set of parameters is memorized and saved in the controller which makes the traceability tighternot looser. Additionally, 21st century flexibly programmed intelligent steel structure welding system setups record every one of the hundreds pass-by pass variables, which makes Clause 8 inspection records easy, not hard, and satisfies the digital traceability required by Industry 4.0 quality requirements.
Where automation does not pay back the low-mix, high-variability tail is. Fabricating 80% one-off architectural connections in a shop will not recover the cost of cell programming time. Cells that pay are those running medium-mix work where 30-50% of weld minutes come from a handful of repeatable part families. For such shops, the manual vs robotic welding cost breakdown will typically show payback inside 18-30 months of labor savings alone, before factor in lower rework or distortion straightening.
Field data also challenges the knee-jerk “robots will replace welders” framing. March 2026’s AWS Welding Digest describes the transition as jobs shifting more toward programming, quality checking, and system supervision – not net elimination. A robotic cell will still need a welding operator, a CWI, and a maintenance tech; what changes is what those folks do with their time.
Welding Procedure Specifications (WPS) and Prequalified Joints

Under AWS D1.1, every weld must have a writing welding procedure specification. That WPS lists the essential variables – process, base metal, filler metal, position, preheat, interpass temp, electric parameters, and joint details – that the welder or welding operator must use. Every WPS is either prequalified (Clause 5) or qualified by testing through a Procedure Qualification Record (Clause 6).
Prequalified path is the productivity shortcut. If your joint detail appears in Figure 5.1 or 5.2, your base metal is in Table 5.6, your filler metal is in Table 5.7, and your preheat is via Table 5.11 – and you stay within the limit of the essential variables – you may produce a WPS without procedure qualification testing. This spares the expense and delay of test welding, mechanical testing, and PQR record keeping that procedure qualification testing would require.
Two practical 2025 updates to keep in mind: one, the prequalified WPS list (5.1) is now subdivided for each process type for readability – check your prequalified procedures against the process-specific list. and second, Clause 7.6.2 now shortens the required preheat distance for base metals under 1.5 inches thick to twice the thickness, instead of the former “max base metal dimension every where, no less than 3 inches. On a half-inch flange, that reduces the heated zone from 3 inches to 1 inch – measurable torch fuel and operator dwell time saved every pass.
“AWS D1.1 is frequently mistaken as a welding standard, but in actuality it is a discipline standard for execution correctness. Most structural failures do not trace back to bad welds – they trace back to missed WPS variables”.
— Govind Tiwari, PhD, CQP FCQI, structural welding QA practitioner
For shops that require to qualify a procedure by testing, the filler metal verification test detailed in Clause 6.15 has been moved out of the fillet qualification clause due to its applicability to other weld types where the filler metal is not classified in Clause 5 or where the WPS has not been qualified as per 6.11 or 6.12. Its test remains the same in purpose and only the location has been changed.
Structural Welding Inspection — VT, MT, PT, UT, and PAUT
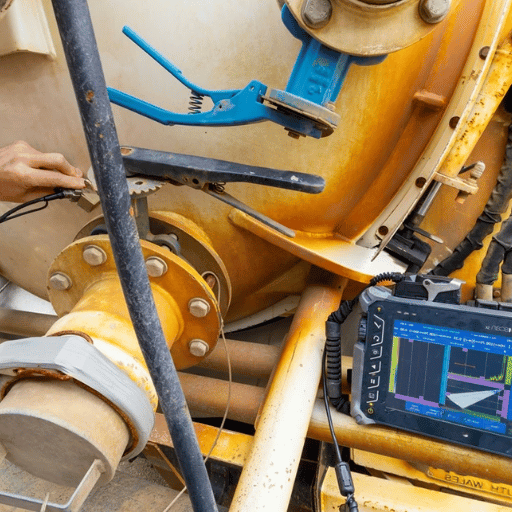
AWS D1.1-8 inspection. required visual testing (VT) on all welds. Other testing methods, magnetic particle (MT), penetrant (PT), ultrasonic (UT) and PAUT are done according to the contract documents-a combination of methods such as MT or PT in order to find surface imperfections on fillet welds, UT or RT on full penetration groove welds, and PAUT more and more on cyclically loaded or fracture-critical members.
| Method | Detects | Used for |
|---|---|---|
| VT (Visual) | Surface defects, profile, undercut, porosity | Every weld (mandatory) |
| MT (Magnetic Particle) | Surface and near-surface cracks in ferromagnetic steel | Fillet welds, repaired welds, weldments after grinding |
| PT (Penetrant) | Surface-breaking flaws (open to surface only) | Non-magnetic materials; sometimes stainless overlays |
| UT (Ultrasonic) | Internal flaws — lack of fusion, slag, porosity | CJP groove welds in moment connections, butt welds |
| PAUT (Phased Array UT) | Internal flaws with imaging and depth sizing | Cyclically loaded / fracture-critical welds (bridges) |
AWS D1.1:2025 provides a clear definition of the geometry determining how discontinuities are classified. According to Clause 8.10.1, a discontinuity is classified as linear if the length to width ratio exceeds 3:1, and as rounded if the ratio is less than or equal to 3:1 or the discontinuity is irregular. Acceptance still follows Table 8.1, but the geometry criterion is now clear.
The qualifications of inspectors are also more explicit in 2025. NDT personnel may be certified under Clause 8.14.6 via two possible avenues: an employer-based certification program written to ASNT SNT-TC-1A or ANSI/ASNT CP-189, or a third-party certification in accordance with ANSI/ASNT CP-9712, CAN/CGSB-48.9712-2022, or ISO 9712:2021. Shops exporting internationally or working with insurers requiring third-party certification now have explicit code recognition.
📐 Engineering Note
Porosity seems to be the most often cited clause 8 reject for structural QA/QC. Undersize fillets and lack of fusion are second and third. Root causes: contaminated base (mill scale, oil, paint); moisture in lh flux that was left in the unheated hot box; shielding gas pushed away (by wind or flow too low).
Frequently a common-cause analysis indicated on the wire bin will not indict the wire but the joint prep process.
One other Clause 8 issue that is somewhere not in the code book but is a part of every welding operation is fumes safety. CDC NIOSH-funded research noted that of the construction welders breathing-zone samples taken, 25% exceeded the OSHA permissible exposure limit of 5 g/m 2 of hexavalent chromium (CrVI); the highest median exposure was from shielded metal arc welding on stainless (5.0 g/m 2 at the PEL). When local exhaust ventilation was introduced in controlled trials, median CrVI exposure was reduced 68%.
For shops welding stainless overlays on structural steel, this is a Clause 8 inspector issue that really travels with the operator, not the weld.
AWS D1.1 Welder Certification and Performance Qualification

Welder Performance Qualification (WPQ) performance tests under AWS D1.1 Clause 6 are constructed to test the ability of the welder to deposit sound weld metal in a predetermined configuration and position. A WPQ is given by position (1G, 2G, 3G, 4G for groove welds), by process, by group of base metals and by classification of filler metal. Just because a welder is qualified by 3G FCAW on A36 plate does not mean he is qualified to hold a 4G SMAW weld on A572.
Variables are different and the tests are different.
Test coupons are bend-tested and visually examined. Complete joint penetration (CJP) groove has the option to be replaced with the use of a radiographic or ultrasonic test in lieu of bend tests for a contractor, the standards for acceptance shall be in section 6. Type D studs added 2025 shall be tension tested to 125% of the minimum specified yield strength for ASTM A706 Grade 60.
Performance qualification continuity is six months of welding any process to which a welder is qualified unless your contractor’s quality system states otherwise. Many fabricators run an internal renewal weld every year, just as a safeguard, even if that welder negotiates multiple processes.
For cost comparison, a single D1.1 WPQ at an outside test lab costs between 300 and 700 dollars in 2026 depending on position, plate thickness, and whether RT or UT is substituted for bend testing. Shops that maintain their own testing infrastructure spread the equipment and inspector costs across many welders, decreasing the cost per test but increasing quality system costs; the Welding Robot ROI Calculator on our site allows comparison of either path of certification and wage.
Materials — A36, A572 Gr. 50, A992, and What D1.1 Says About Each

To capture world-wide, the three steel types that continue to dominate the US structural fabrication market are ASTM A36 (general structural carbon steel, 36 ksi yield), A572 Grade 50 (high-strength low alloy, 50 ksi yield), and A992 (W-shapes for buildings, the AISC standard for wide-flange beams). All three are in AWS D1.1:2025 Table 5.6 (Approved Base Metals for Prequalified WPSs) with their requisite prequalified filler metal and preheat requirements.
| Specification | Min Yield | Tensile | Common use | D1.1 Group |
|---|---|---|---|---|
| ASTM A36 | 36 ksi | 58–80 ksi | General structural plate and bar | I |
| ASTM A572 Gr. 50 | 50 ksi | 65 ksi min | HSLA plate, bars, structural shapes | II |
| ASTM A992 | 50–65 ksi | 65 ksi min | Wide-flange building shapes | II |
| ASTM A913 Gr. 80 (new) | 80 ksi | 90 ksi min | High-strength QST shapes (seismic) | V (new in 2025) |
The 2025 code introduced specific definitions of matching, undermatching, and overmatching filler metals (Clauses 4.4.1). When base metals have specified minimum yield of 60ksi or more, the filler tensile must be at least that of the lowest base metal in the joint, but no more than 10 ksi higher. Below 60 ksi yield, the maximum is 20 ksi above. Overmatching is sometimes specified for weathering or toughness, but the connection strength is still calculated using the matching filler tensile – a nuance that often confuses engineers unfamiliar with the design standards.
Tolerance levels for camber and sweep at connection level on individual columns and beams are provided by ASTM A6/A6M and AWS D1.1 in combination. Make sure that manufactured tolerance levels can accommodate final fabrication tolerances that are often a source of rework, before placing tight tolerance orders.
Industry Outlook 2026 — Market Growth, Automation, and Workforce

Three forces will influence the course of structural welding into 2027: capital expansion of the robotic welding infrastructure, issuance of AWS D1.1:2025 as the operating code, and a labor shortage that only automation can mitigate.
$11.49B
Global robotic welding market, 2026 projection
+10.05%
2025 → 2026 YoY growth (Precedence Research)
9.94%
Projected CAGR, 2026 to 2035
In regard to technology, digital welding – Industry 4.0 tools that can automatically record heat input, voltage, amperage, travel speed, and the consistency of weld parameters – is quickly becoming the mere standard for shops competing to do infrastructure or fracture-critical jobs. Traceability that AWS D1.1 Clause 8 used to require by manual recordkeeping is now produced automatically at the controller. Shops that already log all passes are at an advantage if a dispute results in an audit following a field non-conformance.
Hybrid laser-arc welding and friction stir welding remain niche technologies in 2026, a good choice for thin-section, high-precision work in aerospace and rail, but not yet the production answer for I-beam fillet welds. Mainstream structural fabrication will continue to be SMAW, FCAW, GMAW and SAW through the foreseeable future, with the increases in productivity spread out across automation of those processes rather than spreading out across replacing them.
One variable that capital cannot completely solve is the workforce picture. Experienced structural welder retirement curves in the United States have been steepening throughout the 2020s, and the March 2026 AWS Welding Digest attributes this as one of the primary drivers behind strong welder demand even as automation grows. The shops that will be best positioned in 2026 are those running medium-mix work on automated cells, certifying their welding operators in AWS D1.1 Clause 6.17, and using their senior CWIs to oversee several cells rather than inspecting each weld one at a time. If capital plans are being made for 2027, the question to pose is not “robot or no robot,” but instead “which weld minutes simply belong on the cell, and which still belong with a torch in a person’s hand.” Field comparison made against an automated welding system buying framework generally shows that is always the more actionable question.
One regulation worth monitoring: NIOSH Recommended Exposure Limits to hexavalent chromium are still under review, with the proposal to further reduce the limits, which would tighten controls on stainless and other high-chromium welding operations. Shops that do not have local exhaust ventilation already are exceeding the current PEL in a significant percentage of samples, and would be functioning in an operational capacity exceeding the tighter limits as well.
Frequently Asked Questions
Q: What is a structural welder?
View Answer
A structural welder is anyone who fabricates or erects load-bearing steel structures, such as buildings, bridges, plate girders, pressure-bearing platforms to a structural welding code. In the United States that code is AWS D1.1. This role requires performance qualification per position in Clause 6, knowledge of which WPS is being used, and adherence to applicable inspection and acceptance criteria in Clause 8.
Q: What is the difference between AWS D1.1 and AWS D1.2?
View Answer
AWS D1.1 is the Structural Welding Code for Steel. AWS D1.2 is the Structural Welding Code for Aluminum. The two codes cover similar scope in the design, qualification, fabrication, and inspection of structures, however for different bases of metals. The lower melting point, higher thermal conductivity, and oxide-layer behavior of aluminum yields different qualification and joint design criteria, in order to separate aluminum from the already existing D1.1 code, aluminum gets its own.
Q: What changed in AWS D1.1:2025?
View Answer
The 2025 publication adds Load and Resistance Factor Design as well as Allowable Stress Design to Clause 4.7, strips all mention of the now-withdrawn AWS A5.36 filler metal specification, reduces the minimum preheat distance required for thin sections in Clause 7.6.2, clarifies linear versus rounded discontinuity geometry in Clause 8.10.1, now explicitly describes two routes to NDT personnel certification in Clause 8.14.6, heralds the appearance of the Type D stud in Clause 9, and introduces ASTM A913 Grade 80 to Table 5.6 as a new Group V base metal. Existing WPSs may have limited reference retention when checked against the process-specific Table 5.1.
Q: What welding processes does AWS D1.1 prequalify?
View Answer
AWS D1.1 requires four steel structural welding processes to be qualified: gas-shielded welding using a metallic arc electrode (SMAW), gas-shielded welding using a flux-baked arc electrode (SAW), self-shielded flux-cored arc welding (FCAW-S), or gas-shielded flux-cored arc welding using a metallic arc electrode (FCAW-G). All four must qualify joint geometries using filler metals meeting the A5 class designations (see Table 5.7, Figure 5.1 and Figure 5.2). Gas tungsten arc, electroslag, and electrogas are qualified via tested procedures under Clause 6.
Q: Can robotic welding meet AWS D1.1 requirements?
View Answer
Yes. An automated cell can produce a weld meeting AWS D1.1 compliance by operating under an approved WPS—either a prequalified procedure under Clause 5 or one qualified via testing under Clause 6. The welding operator operating the automated cell signs off under Clause 6.17 (instead of a manual welder signing off under Clause 6 qualifications), but the joint, electrode, substate material, and inspection criteria are precisely the same. Several shops find that automation, by automating every process parameter, improves repeatability and other weld quality issues. They perceive that the car will gain traceability since the controller automatically logs every essential variable for every weld.
Q: How much does AWS D1.1 welder certification cost?
View Answer
Conventional batch-quality D1.1 Welder Performance Qualification made at an independent third-party testing lab usually costs in 2026 between $300 and $700 depending on shoulder position (1G-4G or 1F-4F), use of thicker material, and whether radiographic or ultrasonic inspection instead of bend testing. The cost of reapplying for renewal after the six-month ability-to-weld gap or for new positions or processes adds incremental expense. Automation return-on-investment models, for shops running internal job qualification programs, amortize equipment cost over many welders. For capital equipment acquiring engineers modeling a tie-in to automation, the Welding Robot Cost Estimator compares per-weld labor cost curves.
Q: What inspection methods does AWS D1.1 require for groove welds?
View Answer
Visual testing under the requirements of Clause 8 is required of every weld, any groove or otherwise. For complete joint penetration grooves, the contracts will also require radiographic or ultrasonic testing—often both for fracture-critical services. Magnetic particle or liquid penetrant testing may be specified for surface inspection of finished welds. On members cyclically loaded for service of roadway bridges, phased array ultrasonic inspection is the booming volumetric approach because it provides depth size information with a recordable image. The acceptance criteria are in Table 8.1 but the 2025 revision clarifies the shape of discontinuities.
Ready to Talk Capital Planning?
If your code comparison process shows a robotic cell will be needed to meet the 2026-27 demand, the relevant conversation is not the generic one, but a specific one based on your part mix, your shop layout, and your current WPS list. Do a host of part-by-part analysis starting with a sizing model plus guidance from the code compliance assessment for the welds that would be shifted from manual to automation.
Explore Structural Steel Welding Robot Systems →
About This Analysis
About This Analysis
This steel welding automation information is supplied by the Zhouxiang technical writing group—drawing on 33 years of experience designing welding equipment, from 1991 onward, for the structural steel market. Code summaries cite the published AWS D1.1/D1.1M:2025 edition indicated on the D1Q Subcommittee’s Published Welding Journal Monthly AWS; market figures cite Precedence Research and the AWS Welding Digest, March 2026. When we failed to find first-party data on a specific number, we cited industry research, not a made-up statistic.
References & Sources
- AWS D1.1/D1.1M:2025 — Structural Welding Code, Steel — American Welding Society (via ANSI Webstore)
- What’s New in AWS D1.1 2025, Structural Welding Code — Steel — Travis Green, Tom Schlafly, Mike Gase, AWS Welding Journal (reprinted)
- AWS D1.1:2025 — Changes to Structural Welding Code, Steel — Brad Kelechava, ANSI Blog (2025-05-19)
- The Future of Welding: Trends and Innovations – American Welding Society, Welding Digest (March 2026)
- Robotic Welding Market Size to Hit USD 26.94 Billion by 2035 – Precedence Research
- Hexavalent Chromium Exposure and Control in Welding Tasks – Meeker, Susi, Flynn, Journal of Occupational and Environmental Hygiene, hosted on CDC Stacks (NIOSH)
- Annual Crude Steel Production Data – World Steel Association
Related Articles
- Robotic Welding vs Manual Welding — Cost, Quality, and Throughput Comparison
- Robotic Welding ROI Calculation: Formula, Real Numbers, and Payback Analysis
- How a Gantry Welding Robot Works — Mechanical Architecture and Control
- Cantilever vs Gantry Welding Robot — Selection Criteria for Structural Fabrication
- Welding Fabrication — Process Selection, Quality Control, and Equipment Integration


