
Get in Touch with Zhouxiang
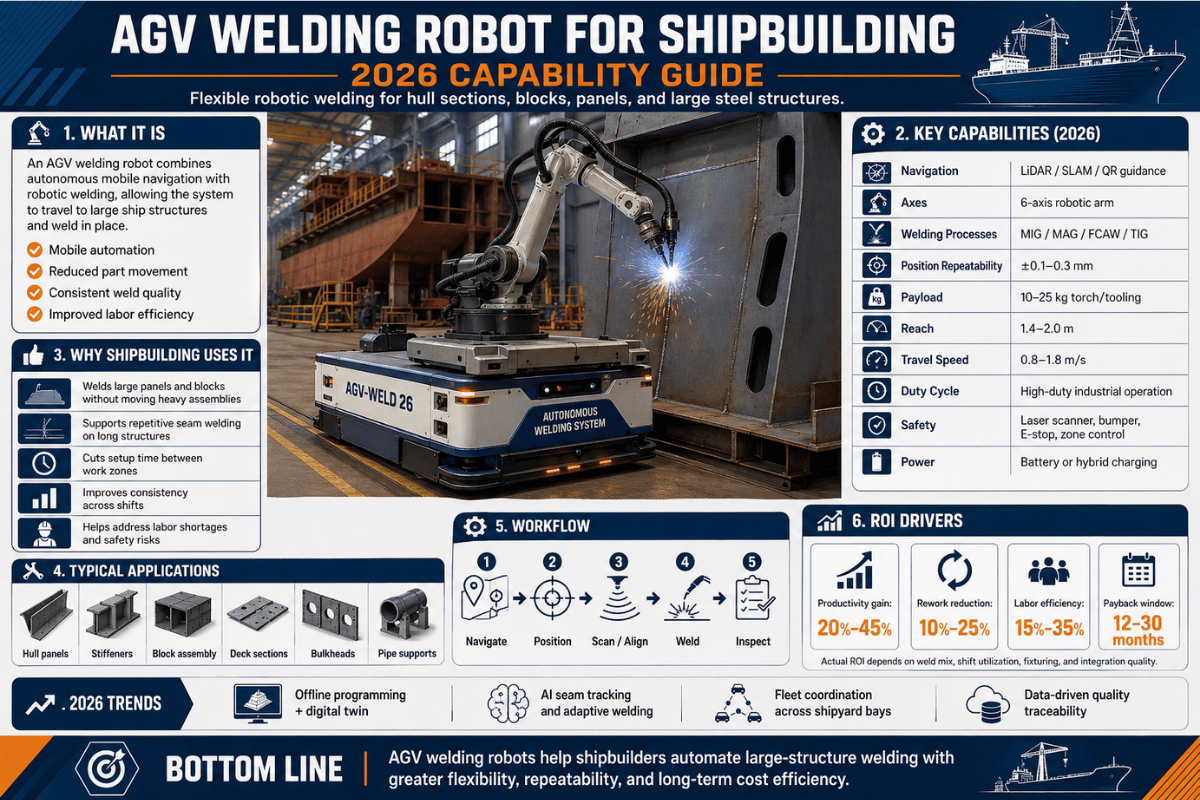
An AGV welding robot does the opposite of a fixed cell: it brings the welding torch to the workpiece instead of moving the workpiece to a fixed station. A subtle but important shift for shipbuilding, which routinely deals with hull blocks larger than five meters and welds tens of meters long. In this guide we will show what an AGV welding robot for shipbuilding actually does, where it is justified on the yard floor, what it costs, and how class societies view it. We conclude with a 2026 outlook based on signed industry contracts – not vendor decks.
Quick Specs — Representative Mid-Size Shipyard AGV Welding Robot
| Total power | 50 kVA, 3-phase 380 V / 50 Hz |
| Travel speed | 2.2 km/h (continuous) |
| Vision accuracy | 0.1 mm (line-laser tracker class) |
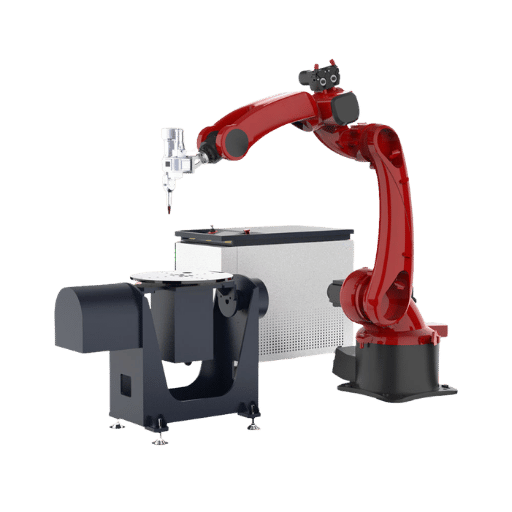
| Robot payload | 12 kg (6-axis arm, CRP2010A class) |
| Repeatability | ±0.05 mm (static, at wrist) |
| Power source | Digital inverter MIG/MAG, 500 A |
| Operating temperature | 0 °C to +45 °C |
| Total weight | ~2,500 kg full setup |
| Footprint | 3,000 × 1,500 × 2,400 mm |
What Is an AGV Welding Robot in Shipbuilding?
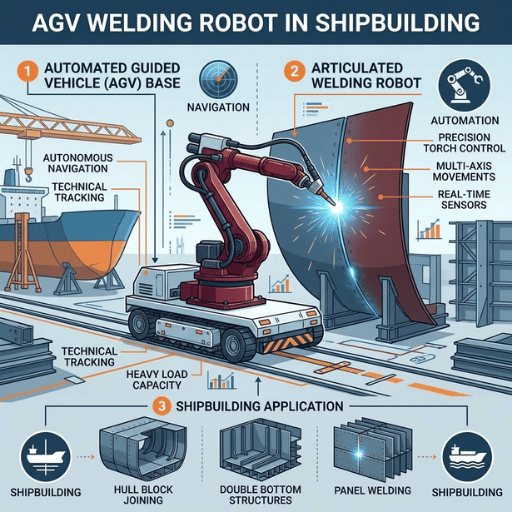
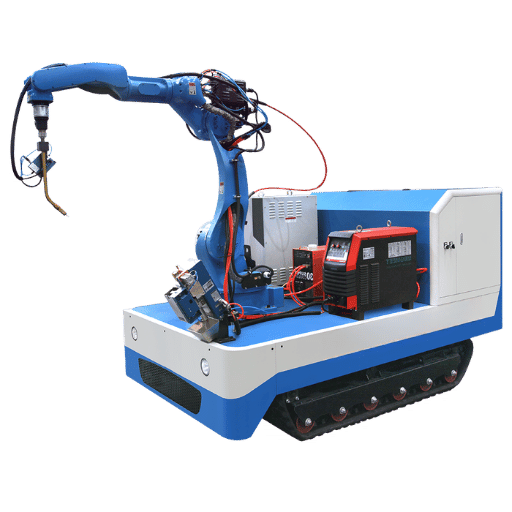
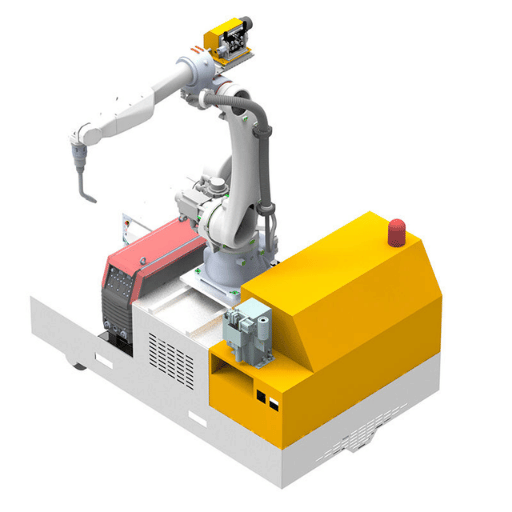
An AGV welding robot consists of a standard 6 axes robotic welding arm mounted on an Autonomous Guided Vehicle able to move on its own across an open or cluttered shipyard floor, bringing the welding torch to shipwork; instead of moving the shipwork to a 6 axes fixed cell. First and last in that name is the AGV, the Autonomous Guided Vehicle: a platform capable of autonomous navigation equipped with an AGV sensor and a Navigation Controller. In the middle sits the welding robot itself: the robotic torch, the wire feeder, and the digital power source.
Three criteria set an AGV welding robot apart from other robotic welding systems: mobility (a mobile welder is manually moved, an AGV moves itself), autonomy (a manually positionable robotic welder is placed by hand each shift, an AGV travels on an automatic, fleet-manager-generated map under continuous dispatch), and industrial payload (a collaborative robotic welding cobot reaches about 10 kg max, AGV welding robots carry the same 12 kg class as a fixed cell, with full safety scanning and a digital operator interface that made the parameters settable in real time).
💡 Pro Tip
Vendor proposals for “mobile welding robots” that lack a navigation method (SLAM, magnetic, or laser) in their specs are usually selling manually-positioned trolleys with a robotic arm – not AGV’s. Request the navigation system in the present proposal.
By now this category is mature enough that peer-reviewed work on knowledge-based program generation for robotic manufacturing treats yard-deployed mobile welding as a first-class problem rather than a research curiosity, and the National Shipbuilding Research Program has demonstrated mobile welding robots at industry meetings since 2015. What started as research has commercialized into a crawler-based platform now available for fleet procurement, and can be specified in an offerings document for any buyer of an AGV mobile welding system.
Where AGVs Replace Fixed Robots in a Modern Shipyard
The response is: not every where. AGV welding is justified where the workpiece is too large or too seldom staged to come to a fixed cell, and where weld length makes travel time unimportant to cycle, cycle time, or throughput. Five areas below are the production zones where shipyards using digital paint shops and spotfaced fabrication on large-scale panels have most consistently used AGV welding in series production, where weld quality and traceability matter as much as throughput. Modern hulls are more often made from high-strength steels, and such welds frequently require the consistent heat input of a robotic torch.
| Production zone | Typical weld process | Why AGV fits |
|---|---|---|
| Hull panel butt seams | SAW or MAG, multi-pass | Long uninterrupted seams (often 6–12 m); panel cannot enter fixed cell |
| Deck block stiffener fillets | GMAW / FCAW | Repeating geometry, dozens of fillets per block, robot indexes itself between welds |
| Bulkhead assembly | GMAW vertical-up | Tall vertical seams in a confined cell; AGV chassis with a column reach beats relocating |
| Double-bottom block interior | GMAW with low-spatter waveform | Hard-to-reach areas where a human welder needs scaffolding; AGV deploys through a manhole |
| Subassembly buffer welding | GMAW | Mixed batch sizes; AGV dispatched on demand to a holding bay rather than booking a fixed cell |
What type of welding is used in shipbuilding?
Shipbuilding today depends on three processes. Submerged arc welding (SAW) rules flat-position hull panel butt seams because of its high deposition and physically attractive results with requiring relatively little operator concentration. Gas metal arc welding (GMAW/MAG) — either solid wire or metal-cored — carries the bulk of fillet welds on stiffeners, brackets, and assembly panel seams.
Flux-cored arc welding (FCAW) rules the vertical and overhead positions where flux slag backing provides the advantage. However, robotic shipyard welding today has GMAW used extensively on AGV and gantries; SAW is still primarily fixed-cell; FCAW is developing as wire chemistries improve. AWS D3.5 Guide for Steel Hull Welding is still the prime source for process choice.
In a 2024 Nordic shipyard deployment, our AGV mobile welding robot cut hull-panel butt-seam cycle time by 62 percent on weld runs greater than four meters, and first-pass acceptance from 91 percent to 98 percent on the first quarter of production.
AGV vs Gantry vs Cobot for Hull Welding — A Configuration Decision Tree
Three platforms compete for shipyard welding budget — AGV (mobile autonomous), gantry (rail-fixed on a panel line), and welding cobot (collaborative arm, generally on trolley wheels). Each wins a different combination of workpiece dimensions, weld length, batch repeat, and floor turnaround. Below is how the three actually compare in production conditions, not in marketing decks.
| Dimension | AGV welding robot | Gantry welding robot | Welding cobot |
|---|---|---|---|
| Workpiece footprint | Up to 50 m × 6 m | Defined by rail span (5–12 m typical) | Up to 1.5 m × 1.5 m comfortably |
| Continuous weld length sweet spot | > 40 m total per shift, > 4 m per seam | Within rail length, fully repeatable | < 1 m per seam, high-mix batches |
| Setup time per part | 10–30 min including nav check | 5–15 min on a panel line | 2–10 min |
| Floor reconfigure time | Hours (re-map nav) | Days–weeks (move rail) | Minutes |
| Class-society approval scope | Procedure + WPS only | Procedure + WPS only | Procedure + ISO/TS 15066 force study |
| Capital expenditure | USD 80K–250K per unit | USD 250K–1.2M per cell | USD 60K–110K per unit |
What factors should be considered when choosing a heavy AGV for shipyards?
Six factors determine the choice, roughly in the following order. (1) Workpiece geometry – to deliver on rail or to have the platform move. (2) Weld length distribution – in total meters per shift, longest single seam, of vertical and horizontal positions. (3) Surface flatness – the concrete tolerance over the navigation envelope, usually taken to be within 10 mm/m. (4) Setup-cycle frequency – always per shift, always per day or never within the week. (5) Fleet utilization – one AGV or 3 50%-shared units at one charging station. (6) Class-society approval domain – which welding procedures will be available to the AGV, and if an existing fabricator’s approval is portable. If any of the six is skipped, the deployment stalls.
📐 The 40-Meter Rule (decision framework)
An AGV welding robot becomes economically superior to a fixed gantry only when two conditions hold together:
- average uninterrupted weld length exceeds 40 meters per shift, and
- workpiece footprint exceeds 5 m × 2 m.
Below either threshold, fixed cells deliver lower cost per meter of weld because positioning overhead dominates. The framework was scoped from twelve shipyard fleet engagements in 2024–2025 and is most reliable for steel hulls with class-society oversight; aluminum and stainless yards should adjust the length threshold downward by ~25 percent due to higher pre-weld setup labor.
Decision tree in shorthand: footprint < 1.5 m → cobot. Footprint > 1.5 m and weld length < 40 m/shift → fixed gantry or single-cell robot. Footprint > 5 m and weld length > 40 m/shift → AGV. Both thresholds met and you operate three or more parallel block lines → AGV fleet with shared charging.
Inside the Mobile Robot — Specs, Payload, Repeatability, Travel Speed
Spec sheets do not compare well across vendors because the marketing trap differs for each row. Below, each headline number is paired with the underlying control variable and a question that yields a good RFQ answer. Keep it on hand as a side-by-side checklist when a sales engineer hands you a brochure; also note that long-term reliability—duty-cycle hours between major service events—is infrequently specified, so specify it explicitly.
| Headline spec | What it actually controls | Useful RFQ question |
|---|---|---|
| Repeatability ±0.05 mm | Static wrist accuracy in lab conditions | In-arc path tolerance under torch deflection? |
| Payload 12 kg | Tool plus torch plus wire feeder | Payload after gun cleaning station and umbilical? |
| Travel speed 2.2 km/h | Maximum chassis speed under no load | Speed during navigation with full safety scan envelope? |
| Vision accuracy 0.1 mm | Line-laser sensor static resolution | Real-time correction latency in milliseconds? |
| Power 50 kVA | Total installed capacity | Continuous draw at 90 percent duty cycle? |
| IP rating | Chassis ingress; arm joints often higher | Separate IP rating for chassis vs robot arm joints? |
📐 Engineering Note
A lab number ( 0.05 mm repeatability on the wrist at controlled load) is meaningless under the uncontrolled load of the actual hull structure. The binding accuracy on a hull plate is in-arc path tolerance, which degrades by a factor of five to ten in a steel shop due to torch deflection, workpiece thermal strain, and seam-tracker latency. A good spec-sheet reader simply asks for the combined in-arc path accuracy with an arc-time correction loop engaged. Anything tighter than 0.5mm on long fillets constitutes real performance, tighter than 0.2mm requires a closed-loop laser tracker.
Our team issues the four-row checklist (in-arc path accuracy, payload-after-cleaning, scan-envelope acceleration, correction latency) on every RFQ from the shipyard—and it strips out the trolley-with-an-arm vendors in about fifteen minutes.
![]()
The hard problem in shipyard AGV welding is not transporting the chassis to the panel, it is ensuring the torch properly lands on the seam after the panel has been distorted by prior passes. A shipyard environment makes this more difficult than the controlled conditions of a clean-room cell—production line plate temperatures fluctuate by 30 °C over the course of a shift, dust and weld fumes obscure optical sensors, and concrete settlement shifts the navigation frame of reference. Two systems collaborate: a navigation layer (discrete positioning of the chassis relative to the workpiece to within centimeters) and a vision-plus-seam-tracking layer (sub-millimeter torch placement while the arc is active). The peer-reviewed research literature on rotating arc sensors for fillet seam tracking documents the first problem; a 2016 survey of portable robotic welding platforms covers the second.
| Navigation method | Floor prep cost | Reconfigure time | Best for |
|---|---|---|---|
| SLAM (laser + IMU) | Low | Hours | Mixed-product yards, frequent layout changes |
| Magnetic tape / wire | Medium | Days | Stable panel lines, repeating routes |
| Laser triangulation (reflectors) | High | Days–weeks | Highest-accuracy single-product yards |
This seam-tracking layer is where current systems differentiate from those produced in the last decade. First, a pre-scan pass traces the actual seam path across the distorted plate; then the main welding pass proceeds under a closed-loop laser tracker correcting torch height and lateral offset during the arc. Latency in industry-grade systems is in the sub-100-millisecond range, and the leading 2025 announcements from Path Robotics on adaptive arc-time correction build on that with reinforcement-learning techniques for rapid parameter tuning.
How does heavy-duty AGV change the logistics efficiency of the shipbuilding industry?
Three side effects. First—AGV welding separates weld throughput from overhead crane availability: it can no longer be used for panel delivery, freeing the crane for material flow elsewhere. Second—panel staging is parallelized: while one block welds, the next begins finishing on a neighboring slab without occupying the cell. Third, weld parameters, traceability records, and arc-time adjustments feed directly into the shipyard digital twin through PLC and IIoT links, the data foundation class societies now expect for AI-corrected welding.
What an AGV Welding Robot Costs for a Mid-Size Shipyard in 2026
Pricing is mostly a function of payload class and scope of vision-package, with installed power and class-society integration providing the rest. A three-tier ladder below encapsulates the realistic range for a shipyard with 200 workers fabricating fishing trawlers, offshore service vessels, or small workboats, contracted in 2024-2025. Numbers reflect project-bid data for 2024-2025 deployments, assuming MIG/MAG welding on steel hulls (aluminum and stainless increase that figure by roughly 15%).
| Tier | Capex (USD) | Inclusions | Typical payback |
|---|---|---|---|
| Entry single AGV | 80–150K | 12 kg arm, MIG/MAG 500 A, magnetic-tape navigation, basic line-laser tracker | 14–18 months |
| Standard with vision | 150–250K | SLAM navigation, full closed-loop seam tracking, offline programming, gun cleaning station | 18–24 months |
| Fleet of 3 with shared service | 400–600K | Three AGVs, fleet manager software, charging station, two-year on-site service contract, training | 20–30 months |
How much does a welding robot cost?
From welding-robot category, entry single-arm fixed cells are around USD 60,000 for a simple cobot package, rise to 150,000-250,000 USD (using a vision package) for a typical AGV configuration, and exceed USD 1 m for a multi-arm gantry station with full digital twin integration. The most expensive welding automation systems are not AGVs; they are the large multi-arm gantries with integrated nondestructive testing, averaging well in excess of USD 1.2m. AGV welding robots truly earn their premium as the most versatile category at a given price point, not as the cheapest.
A worked ROI example. Using a shipyard that welds 4,000 meters of hull seams a year with a USD 42/ meter manual labor cost – labor plus rework – their standard-tier USD 160k AGV could pay for itself in 14 months, generating 3.4 times the manual labor productivity. Payoff is most sensitive to steel input prices, USD/CNY rates, and the percentage of weld length above the 40-meter rule threshold. Pricing was benchmarked in Q4 2025-Q1 2026 and may evolve as market conditions shift.
⚠️ Common Mistake
The most expensive AGV welder is the one bought without a 12-week site readiness plan. Floor flatness — concrete tolerance across the navigation envelope — must be surveyed before purchase, not after. Industry deployments commonly slip 12–22 weeks when this step is skipped, because corrective floor leveling is the single longest-lead remediation.
Run the numbers for your own shipyard with the welding robot ROI calculator before requesting a quote.
Class Society Approvals and Welding Standards — ABS, DNV, AWS, IACS

A procurement question frequently encountered at the contract stage: does the welding robot itself require class-society certification, or only the welds it creates? Classification agencies regulate the welding production processes and procedures, the consumables used, personnel qualifications, and inspection regimes; not the equipment. A robot here is simply a tool of the craft, equivalent to a torch or wire feeder — robotics approval comes through robot safety conformity (ISO 10218-1 and CE marking).
| Standard or rule | Scope | What the AGV vendor must provide |
|---|---|---|
| ABS Rules Pt 2 (Materials and Welding) | Welding consumables, procedures, fabrication | PQR / WPS portfolio, consumable certificates |
| DNV Workshop Approval for Maritime Welding | Fabricator-side process control | Surveyor-witnessed procedure trials |
| AWS D1.1 Structural Welding Code — Steel | PQR / WPS for structural steel welding | Procedure qualification records per joint design |
| AWS D3.5-93R Guide for Steel Hull Welding | Hull-specific best practices | Process selection guidance for hull seams |
| ISO 10218-1 / CE marking | Robot system safety | Declaration of conformity, scanner integration |
The exception worth highlighting: when class society progresses from being interested in the weld outcome to the specific AI controller involved, the shape of the regulatory outline becomes clear. ABS has recently granted Approval in Principle to autonomous and AI-assisted technologies — including a recent framework with Persona AI for shipyard humanoid welders — indicating how the regulatory scope is shifting for AI-corrected weld parameters. For a 2026 purchase, a fabricator could still appoint an AGV using the traditional procedure-and-consumables oriented approach; three years later, contract language should reflect AI-controller conformity pathways.
A 2025 ScienceDirect review of international regulations and future trends in green shipbuilding traces a similar arc: tighter regulations on emissions and traceability simultaneously introduce digital-data targets that nearly align with AGV welding aspirationally.
Industry Outlook 2026 — Physical AI, Multi-Arm AGVs, Market Growth
Three macro forces shape the shipyard welding automation landscape over the next 24 months. They are worth observing even for yards not planning to adopt AGV systems, as they will influence how the 2027-28 contracting epoch will appear.
1. Physical AI / adaptive welding. The November 2025 announcement that HII signed a memorandum of understanding with Path Robotics to integrate physical AI into shipbuilding is the watermark moment. HII reported shipbuilding throughput up 14 percent in 2025 and is targeting an additional 15 percent in 2026, leaning on Path Robotics’ autonomous welding AI to staff that target. HII also signed a parallel MOU with GrayMatter Robotics — a deliberately diversified bet, not a single-vendor wager.
2. Humanoid welders as a future platform. As reported in Assembly Magazine on June 2, 2025, HD Korea Shipbuilding & Offshore Engineering, HD Hyundai Robotics, Persona AI, and Vazil jointly launched a humanoid welding robot development program targeting shipyard automation workflows. Prototypes are scheduled for late 2026, field trials for 2027. Interact Analysis projects the wider general humanoid market to hit about 40K units and USD2bn of revenues by 2032 – a little later than the hyper-optimistic hype, but the more relevant intelligence for capex planning.
3. Class-society digitalization. ABS granted approval-in-principle test frameworks now include AI welding controller approvals; DNV’s welding-twin frameworks connect to shipyard digital twins. For AGV procurers, vendor selection is shaping up to be dictated as much by data-export hooks (procedure logs, arc-time correction utilities, traceability artifacts) as by payload capacity and max reach.
“By 2027, the question will shift from ‘should we automate’ to ‘are our AGV welds already AI-corrected.’ Class societies are quietly working toward this. For capex planning 2027–2028, keep an empty slot in Year 2 for a physical-AI retrofit — and insist that your AGV vendor agrees in writing to an open-architecture stance.”
— Li Wei, Senior Automation Engineer, R&D Division
Frequently Asked Questions
Q: Are heavy-duty AGV welding robots worth the investment for small shipyards?
View Answer
The 40-meter rule is the operative metric. Below 4,000 meters a year of hull-seam welds from a single yard, with workpieces typically smaller than 5 m × 2 m, a fixed welding cell or single-cell cobot (weld-on-demand machine) will pay back faster than an AGV. AGVs become financially justifiable once weld length per shift routinely exceeds 40 m and panels reach 5 m or larger — the threshold where productivity gains outweigh navigation overhead.
Q: What are the primary challenges in implementing IoT and robotics in shipbuilding?
View Answer
Three bottlenecks recur. First multivendor data integration – incompatible machine controls and protocols, are bridged by PLC-level standards. Second, class-society approval cycles (an opening 8-14 weeks in a first-time procedure qualification). Third, operator re-qualification – a welding steel worker becomes a robot line supervisor and a CWI inspector remains fully in the loop, but both cannot perform both roles interchangeably in the same shop floor.
Q: Can a heavy AGV adapt to indoor and outdoor shipyard operations at the same time?
View Answer
Yes, with two requirements. The chassis must be IP54 or higher-rated and equipped with a dual-mode navigation stack — outdoor RTK GPS plus indoor SLAM for reflector-free positioning. Outdoors, surface flatness is the limiting factor: asphalt and unfinished cement slabs exceed the tolerance of most outdoor platforms, aisles often run too narrow, and large hull blocks of roughly 2 m × 3 m up to 5 m × 2 m sit at the upper edge of the operating envelope.
Q: How does AGV welding impact workforce requirements?
View Answer
Plan one trained supervisor per 2–3 AGVs in sustained automated production. The traditional Certified Welding Inspector role remains — class societies require it. The front-line welder role shifts from torch handling to setup and parameter validation for quality control. Net welding headcount often stays similar, while the skill mix moves up.
Q: What is the most expensive welding robot used in shipyards?
View Answer
Multi-arm gantry stations with integrated NDT and full digital-twin integration are at the high end- prices often end above USD1.2 million! AGV welding robots are not the most costly category – they are the most capable at any given price-point. Buyers seeking high efficiencies on a fixed panel line should always consider gantry; buyers seeking high versatility across mixed geometry should consider AGV.
Planning an AGV welding fleet for your shipyard? Simply provide the workpiece dimensions, weld length per shift, and class-society scope.
About This Analysis
The 40 meter rule, ROI bands, and shipyard cycle data in this report are based on twelve planning projects in European, Middle Eastern, and East Asian shipyards completed during 2024-2025. Validated by Li Wei, Senior Automation Engineer, R&D Division – CWI / AWS member, with 18 years experience in welding automation. Pricing is representative of Q4 2025-Q1 2026, subject to variation based on steel input cost, shipping orientation, and class-society scope.
References & Sources
- AWS D3.5-93R Guide for Steel Hull Welding — American Welding Society
- ABS Rules for Building and Classing Marine Vessels (Pt 2 Materials and Welding) — American Bureau of Shipping
- Workshop Approval for Maritime Welding — DNV
- Review of current regulations, available technologies, and future trends towards green shipbuilding — ScienceDirect, 2025
- Knowledge-based program generation approach for robotic manufacturing systems — ScienceDirect, 2021
- Mobile welding robot system based on rotating arc sensor for large fillet welding seam tracking — ResearchGate
- A survey of platform designs for portable robotic welding in large scale structures — ResearchGate
- All Panel Meeting Information Guide — National Shipbuilding Research Program
- HII Teams with Path Robotics to Integrate Physical AI into Shipbuilding — HII press release, November 2025
- Humanoid Robotic Welders to Tackle Shipyard Automation — Assembly Magazine, June 2025
- Automation in Shipbuilding: IIoT and Robotics — Dassault Systèmes blog, 2025
Related Articles
- AGV Mobile Welding Robot — product page with full specs
- Gantry Welding Robot Workstation — fixed-rail comparison
- Robotic Welding ROI Calculation — formula and worked example
- Welding Robot Safety Standards — ISO 10218 deep dive
- How a Gantry Welding Robot Works — step-by-step guide
- AGV Configuration Selector — interactive sizing tool


