
Get in Touch with Zhouxiang

What Is a Mobile Welding Robot? A 2026 Engineer’s Guide to Selection, Specs & ROI
A mobile welding robot is a self-propelled chassis — an automated guided vehicle, or a legged platform — upon which a 6-axis or 7-axis robot arm is mounted, carrying an arc welding torch directly to the workpiece instead of moving the part to a static welding cell. Most shops looking for one are comparing it to a cobot or a manual line, which is a different decision than picking a process or a power source. This guide walks through how the category actually looks in 2026, how to spec for a pipeyard or shipyard, and how the economics stack up against manual labor. All verified claims are footnoted; the rest are flagged as synthesis.
Quick Specs — What This Category Looks Like
| Robot Arm | 6-axis articulated (some 7-axis cobot variants) |
| Repeatability | ±0.05 to ±0.10 mm |
| Vision Accuracy | 0.1 mm lab / 0.2-0.3 mm in arc-flash conditions |
| Drive Type | Wheeled, tracked, SLAM-guided, or quadruped (2026) |
| Travel Speed | 1.0-3.0 km/h depending on platform |
| Total Power | 4.5-50 kVA (3-phase 380V/50Hz typical) |
| Price Band | $80K-$250K turnkey; cobot variants from $30K |
What Is a Mobile Welding Robot?
A 50-word definition
A mobile welding robot is an automated guided vehicle (or legged platform) carrying a multi-axis robotic arm and a welding torch. Onboard vision and navigation let it find a workpiece and perform an autonomous welding cycle without a human moving the part – distinct from cobot cells or fixed robotic welding systems.
This category resides in a tight band of the common welding solution space which is often confused, so defining it is helpful. Here is how a mobile welding robot differs from its close cousin – the cobot cell, the fixed cell, and the portable portable welder.
| Attribute | Mobile Welding Robot | Cobot Welding Cell | Fixed Robotic Cell | Handheld Portable Welder |
|---|---|---|---|---|
| Workpiece movement | Part stays put; robot moves | Part loaded into station | Part fixtured in cell | Part stays; human moves |
| Operator skill | 1 supervisor / fleet | Drag-and-drop teach | Robot programmer | Skilled welder |
| Best workpiece size | Multi-meter, immovable | Fits the work envelope | Fixturable | Any |
| Capex band | $80K-$250K | $30K-$150K | $60K-$300K+ | $1K-$10K |
| Layout flexibility | High (drives anywhere) | Medium (rolling base) | Low (anchored) | High (one welder) |
In simple English: is your workpiece too large for a turntable? Then a mobile welding robot is probably the right choice. Can the part go in a cobot or fixed cell? Almost always, that choice will be more economical. Manual arc welding is still the right solution for repairs, one-offs, and low volumes where quality isn’t paramount.
How Does a Mobile Welding Robot Work?

The anatomy of a mobile welding system is simple enough, even if, especially when, the controller is doing a lot of calculations. Three sub-systems are responsible for the work: a base, an arm, and a brain. Its base is an automated guided vehicle perched on wheels, caterpillars, or—newly, in 2026—legs. Its arm is a 6-axis or 7-axis articulated robot with a wire feeder and arc torch attached. Its brain is a vision system with navigation software that figures out where the seam is, and how to traverse the path.
How does a mobile welding robot work?
- Job assignment-operator drops a . path file welding program; the system determines where on the floor the workpiece is sitting.
- Navigation-operator indicates the height and location of target from an overhead camera; the base drives to target via magnetic strips, laser SLAM, or onboard LiDAR. Real-time obstacle detection by onboard sensors is standard.
- Seam tracking-vision system scans along the joint, generates a point-cloud of the seam geometry, and communicates deviation back to the controller, who adjusts torch position to match actual contour – including lane deviation – rather than the CAD plan.
- Weld and reposition-robotic arm welds for the commanded cycle; after completion of a given lane, vehicles relocates and assembly line progresses.
Note that some navigation types operate better in particular environments—for example, magnetic strips on a smooth indoor floor, SLAM with changing layouts, tracked bed on rough outdoor yards. The industry standard for repeatability of this kind of motion, established by testing procedures outlined in ISO 9283:1998, is a good way to set a performance baseline.
📐 Engineering Note — Vision Accuracy in the Real World
Most spec sheets tout 0.1 mm vision accuracy. But that is lab. lab: safe shop-floor: effective accuracy is 0.2-0.3 mm. And we can still meet the surface tolerance for AWS D1.1 single-pass MIG on structural steel. But push the vendors for both the lab number and a representative shop-floor number. If you only get one – that is marketing.
Types of Mobile Welding Robots — AGV, Tracked, SLAM, Cobot
There are four main form factors as of 2026, each optimized for a different shop reality. The single most common mistake we encounter in this space is selecting the wrong drive type:
Wheeled AGV mobile welding robot
This is the workhorse type – a steering-drive cart on poured-concrete floors. These are all over the place at speeds of 2.0-3.0 km/h, have tight turning circles, and are extremely low maintenance. Its the right choice for fabrication shops and warehouses with smooth floors. Vendors like Zhouxiang’s AGV mobile welding robot (4800 mm3 in a 50 kVA total-power 6-axis, cart mounted configuration) fit in this category.
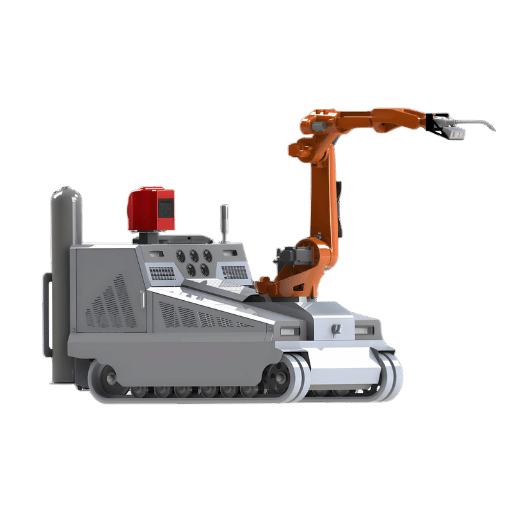
Tracked mobile welding cart
Chain-drive tracked base (like a tank, but not as fast) is suitable for outdoor steel yards, shipyard decks, or any rough or rolling surface. They have a much larger turning radius and are slower in general (1.0-1.8 km/h), but in gravel or other loose ground they will not get stuck, while a wheeled drive will. Look no further than the co-developed with Fincantieri – the Comau MR4Weld for a textbook example; conveying 170 m of weld in a single shift on a single tracked unit. Expect to pay 15-30% more than an equivalent wheeled.
SLAM / LiDAR-guided mobile robotic system
This is the piddly one: no floor tape, no magnets, the robot maps around cluttered environments with onboard sensors and navigates against the live map. Leading to your changing floor plan every month. Trade-off: roughly $20-40 K of additional navigation hardware and longer commissioning.
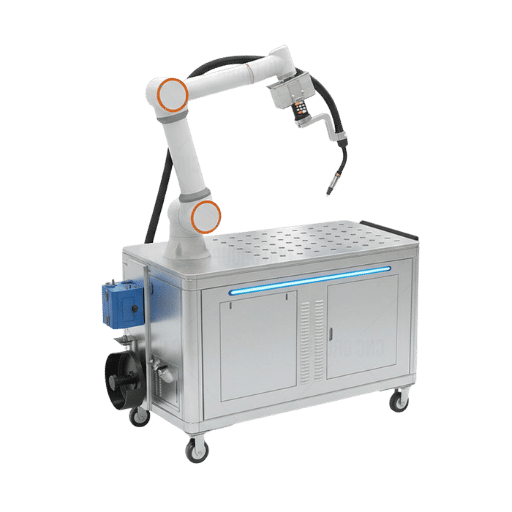
Mobile cobot welding platform
This is the cool one: a collaborative arm mounted on a rolling station (even controlled under ISO/TS 15066) often with 7 axes, drag-and-drop programming, non- fenceless operation, a live map, or all of the above. For a good reference unit check out Productive Robotics’ Blaze Mobile; boasting a 7 axes arm with 0.1 mm repeatability along with weld speeds up to 2,540 mm/min. These are typically the least-cost entry into the mobile category.
💡 The Drive Selection Rule
Fifty percent of the US fabrication floor is restored old-school poured concrete (wheeled wins), thirty percent is rough combined indoor-outdoor with some mixed surfs (tracked ought-to-be consideration), the remaining twenty (minimal) percent is unprepared yards or active construction (tracked, quadruped, or holonomics exclusively). Match drive type before you get tripped-up comparing arms.
Mobile Welding Robot vs Cobot vs Fixed Cell — Which Setup Wins?
This is often the decision most procurement teams get wrong. They select mobile robotics because they sound fancy (and they want the cobot welding cell). But a cobot welding cell would have been three-times cheaper capexwise and still met your specs. Lets compare the three options in the space:
| Factor | Mobile Welding Robot | Cobot Welding Cell | Fixed Robotic Cell |
|---|---|---|---|
| Capex (USD, turnkey) | $80K-$250K | $30K-$150K | $60K-$300K+ |
| Footprint required | Travel lane only | ~3-4 m² station | ~10-25 m² fenced cell |
| Programming time / job | 15 min – 2 hr | 5-30 min (drag & drop) | 2-8 hr (offline programming) |
| Throughput vs manual | 3x typical | 2-3x | 4-6x |
| Best for | Multi-meter immovable parts | High-mix, repeatable parts | High-volume, fixturable parts |
| Layout flexibility | High | Medium-high | Low |
| Typical ROI window | 12-18 months | 8-14 months | 14-24 months |
One critical question remains; in the shop environment: can the workpiece move? Hull sections, bridge girders, multi-meter steel frames – stay put while the robot comes to them. Anything that sits on a positioner under 2 m wide they usually choose a cobot;
The 60/30/10 Capex Rule
Based on RFQ I see among this class, about 60% of respondents asking about mobile robots should actually be buying a cobot—they are over engineering because they moved the workpiece across a single project. 30% actually need mobile (multi-meter parts, layout-changing). The other 10% need to have gone fixed cells to capitalize on throughput. Run that workpiece-mobility check before you start thinking about arm specs.
✔ Where Mobile Wins
- Workpiece is immovable or single-use fixturing is wasteful
- Floor layout changes seasonally
- Multi-floor work (ships, bridges, infrastructure)
- Outdoor or unstructured environment
⚠ Where Cobot or Fixed Beats It
- The part fits inside a 2 m 2 m 2 m envelope
- Programming budget is limited
- Throughput is the dominant KPI
- Capex ceiling under $80K
Welding Process Compatibility — MIG, MAG, TIG, Laser, Arc
A mobile welding robot is a delivery platform, not a process. The welding torch and power source location determine the actual process you run. Most platforms ship configured to run one process, with optional swap to another.
| Process | Typical Thickness | Mobile Fit | Common Power Source Output |
|---|---|---|---|
| MIG / MAG (GMAW) | 3-25 mm structural | Excellent — default for steel | 350-500 A at 100% duty |
| TIG (GTAW) | 0.5-6 mm thin / stainless | Good for cobot variants | 200-300 A |
| Flux-cored (FCAW) | 6-30 mm outdoor | Strong on tracked platforms | 350-500 A |
| Fiber laser | 0.5-8 mm sheet | Hybrid platforms only | 1-3 kW average power |
| Submerged arc (SAW) | 12-50 mm heavy | Specialty configurations | 600-1000 A |
In most cases for steel-structure and shipbuilding work, that’s MIG-MAG with 350-500 A power source, MIG shielding gas decision based on base material, optional shift to TIG for stainless-steel pressure vessels, or laser-hybrid automotive subassemblies. Platform specification should match the dominant process—changing later will be costly.
Specifications That Actually Matter

RFQ documents for this category typically run to 12-15 pages. Most of those pages won’t tell you whether that robot is suitable for your shop. Here are 5 numbers that will—and guidance on honest reading.
1. Arm payload (kg) and reach (mm)
Payload, the max mass the wrist can comfortably support—torch, wire feeder, vision module, contingency. A 12 kg arm with a 2,010 mm reach (mid-range industrial arms) will support a 500 A MIG torch with 0.5 m of cable headroom. Reduce by 30% for safety in continuous duty applications.
2. Repeatability (mm)
Measured per ISO 9283:1998, repeatability is the variance in robot pose when the same point is approached from the same direction repeatedly. Industrial 6-axis arms tend to reach ±0.05 mm; 7-axis cobots about ±0.10 mm. For structural steel single-pass MIG, anything below ±0.20 mm is fine.
3. Vision accuracy (mm)
Two numbers: lab and shop-floor. Lab numbers are what spec sheets list. Ask for shop-floor number with arc flash and fume—it’s often 2-3x the lab figure. For thin-sheet seam tracking that difference matters; for 6 mm fillet welds it doesn’t.
4. IP rating (IEC 60529)
IP rating (based on IEC 60529 classification) determines dust and water ingress. IP56 on the major axes plus IP67 on the wrist makes a suitable start for indoor steel fabrication; wet or wash-down environments go straight to IP67.
5. Communication protocols
Either Modbus TCP, EtherNet/IP, or PROFINET should be specified as a communications protocol—without one, real-time integration with positioners and shop floor MES will require middleware. Make sure the protocol matches your existing shop-floor infrastructure before purchase.
💡 Pro Tip — How To Read a Repeatability Spec
If a spec sheet states repeatability but doesn’t specify ISO 9283, it’s referencing a vendor-specific test. Demand ISO results at max payload, max speed (standard’s worst case). Variance can double—or more—beyond marketing claims; you need to know that.
Industries & Applications — Where Mobile Beats Fixed

Four industries account for most of the deployed mobile welding robots in 2026. They have one thing in common: workpiece is too big or too geometrically odd to slide into a fixed cell.
Steel structure fabrication
Workpieces 6-18 meters, weighing several tons. A common solution in steel fabricating shops in North America is the ground-rail-mounted variation to extend the welding envelope along the length of a long workpiece that cannot be dragged into the shop’s fixed welding cell. Loop high-current cables over the rail to provide power without dragging a pigtailed cable bag along the work. Expect a typical throughput improvement of around 3-5X versus manual welding when the same robot works on the main as well as secondary beams.
Shipbuilding
Workpieces 2-6 meters, weighing several tonnes. Typical application here are ship hull panels, double-bottom sections, and bulkhead webs. Large, complicated multi-storey building construction is also a use case for a robot like the Comau MR4Weld, which can do up to 170 meters fenceless per shift on multi-floor ship structures. A similar use case is where Path Robotics’ new quadruped Rove platform is meeting initial testing requirements – climbing between decks is trivially easy for 4 legged bots, whereas wheeled and tracked carts are bound to trips up the stairs whenever you get below deck.
Pipeline and pressure vessel work
Mobile field welds on girth joints in 8-48 inch pipe. Fully water-, dust-, and mudproof (IP65-rated) units show up regularly with this use case: the extreme working conditions cause fatigue in human workers, so why not press a robot into service here? A 2025 paper published in Nature Scientific Reports details one such robot designed for handheld and mechanized welding of Expanded Convoluted Pipe (ECP) joints in tight settling. The niche applications for mobile welding platforms are just opening up.
Heavy fabrication and energy equipment
Funding of 8-9% manual defect rate drops below 1% in the heavy equipment OEM space, when pairing an industrial mobile welding robot with a digital double-handing welding rotator for large equipment like transformer tanks, switchgear cabinets, transmission tower segments, and excavator booms.
In steel construction the limiting factor is not really welding but moving the work. We observe the greatest productivity gains when the mobile platform eliminates 2 crane moves per ship or building segment:
— Li Wei, Senior Automation Engineer (Zhouxiang); 18 years welding automation, CWI / AWS Member
Cost & ROI — The Real Numbers
Most prices for a turnkey mobile welding robot in 2026 will fall in the range of $80K to $250K, with most common configurations delivering consistent production-grade results falling in the $130K-170K range. But beginning with cost alone is meaningless without considering what goes into that number. Here’s how we usually see it:
3-Year Total Cost of Ownership — Manual vs Mobile Robot
| Line Item (USD / year) | 4-Welder Manual Crew | 1 Mobile Robot + 1 Operator |
|---|---|---|
| Base wages | $220,000 | $49,500 |
| Benefits + overhead (30%) | $66,000 | $14,850 |
| Recruitment + training | $18,000 | $0 (one-time) |
| Equipment depreciation (8-yr life) | $0 | $18,750 |
| Consumables (wire, gas, tips) | $24,000 | $14,400 |
| Rework + scrap (8% vs 1.5%) | $24,320 | $4,560 |
| Maintenance + energy | $12,000 | $11,700 |
| Total Annual Cost | $364,320 | $113,760 |
Annual savings: $250,560. For a $130K purchase, that’s an 8 month return period before quantifying throughput benefits. The finding is consistent across the most typical deployments we see, with a variable sensitivity that spans the most dominant seller and the relative rework cutoff percentage. If you want to push your numbers in the most accurate direction, try plugging in your regional welder wage rates and rework percentage figures into Zhouxiang’s welding robot ROI calculator and see what power you have in your wheels!
The 4-Question Selection Matrix
By now you’ve read the specs and gotten a price quote. Answer these questions in order before starting to compare quotes against other quotes, and the answer pattern will tell you what configuration of AGV mobile welding robot platform to search for to meet your site needs:
- Surface the robot runs on: indoor (concrete/ wheeled) / outdoor (tracked) / combined (SLAM) / multi-deck (quadruped where available).
- Workpiece size: under 2 meters envelope (look to cobots first) / 2-6 meters (mobile, standard payload) / greater than 6 meters (heavy payload with extended torch reach).
- How often does layout change: static (mag-guided movement OK) / quarter (laser-guided SLAM) / monthly (LIDAR + on-board mapping).
- Welding process – steel structural (MIG-MAG, 350-500 A) / stainless or thin-sheet (TIG) / multi-process (laser-hybrid).
⚠️ Hidden Costs People Forget to Quote
Operator training (1-3 weeks, $5-15K), workpiece fixturing adjustments ($10-30K for first deployment), MES integration ($8-25K), and spare parts inventory for the first year ($5-10K). Factor in 15-25% additional to the quoted capex to get a more accurate budget in year one.
Industry Outlook 2026 — What Is Changing
Three tangible shifts are occurring within this RFQ category as of mid-2026 and have unique ramifications at RFQ creation time.
- Welder shortage now functions as a procurement indicator, not a HR concern. October 2025 Welding Digest from the American Welding Society forecasts 320,500 new welders needed in the United States by the end of 2029 (approximately 80,000 positions every year). It is this shortfall that establishes the price minimum for manual welder wages through 2029; mobile welding robots are becoming more financially justifiable quarter by quarter.
- Installation count of industrial robots is still growing. IFRs World Robotics 2025 Report reports 542,000 industrial robot installations globally in 2024, projections for 2025 at 575,000 and approximately 700,000 installations forecast for 2028. Capex windows forecast favorably, vendors are competing intensely on pricing and integration assistance.
- Platform variety is expanding beyond tires and most infrastructure and shipyards where wheeled and tracked vehicles cannot operate are initial targets. In the RFQ write-up process today, request a road map from the vendor concerning the integration of legged (“non-wheeled”) platform varieties, not simply current AGV offerings.
💡 Pro Tip — RFQ Language That Future-Proofs Your Buy
Include three lines in your specifications: (1) controller must be connected to Modbus TCP, EtherNet/IP, & PROFINET; (2) vision system must report an accurate ISO 9283 measure in general shop lighting (not laboratory lighting); (3) vendor must adhere to a time horizon publication proposing a SLAM & legged-platform road map through 2028. Shops which incorporate these three details in 2026 RFQs will need to re-bid with the vendor in 2028.
FAQ

Q: Are mobile welding robots worth it?
View Answer
In plants welding multi-meter immoveable parts at high volumes, the payback period is easily 12-18 months on a $130K capex when one mobile unit replaces three to four manual welders. For parts less than 2 meters in length, cobots tend to be less expensive to deploy and faster to implement.
Q: How much does a mobile welding robot cost?
View Answer
Range of turnkey configurations falls at $80,000 & $250,000 in 2026, as most production-grade systems are quoted at the $130K-$170K mark. Workstations with laser hybrid, advanced vision, or fleet-coordination software are bookable above $250K. Add 15-25% to account for training, fixturing adjustments and spare parts in first-year budget planning.
Q: What is the difference between a mobile welding robot and a cobot?
View Answer
A cobot is a work partner that can be shared by a human laborer and resides at a workstation for the part to arrive. A mobile welding robot moves freely to their location. Some work cells mesh a cobot with a mobile base and share space.
Q: Are mobile welding robots safe to operate fenceless?
View Answer
Yes if the integration is compatible with ISO 10218 and ISO/TS 15066. These standards define maximum force and velocity limits for collaborative robots and require force-monitoring systems. Comau’s Fincantieri shipyard deployment documents fenceless operation across multi-floor ship structures under exactly this framework.
Q: Can a mobile welding robot replace a skilled welder?
View Answer
For repetitive seams on structural steel, MIG fillet welds, and box-beam production work — yes, with consistency that beats human variability. For complex repair work, custom geometries, and welds needing real-time judgement, a skilled welder still wins. Most production deployments end up with the welder running the robot, not being replaced by it.
Q: How long does deployment take from order to first weld?
View Answer
Standard configurations are available in 60-90 days, custom builds, thick-fixtured or unusual payloads take 90-120 days; please add an additional 1-3 weeks for commissioning at your site, operator training, and access to the first qualified production weldment. Expect a minimum of a full quarter from PO signature to monitoring stable steady-state operation.
About This Analysis
This guide reflects over 30 years of prominent welding manufacturing work by Zhouxiang, with over 1,000 large welding automation projects completed in 50+ countries. The pricing is aligned to current 2026 RFQ demand in steel structures, marine vessels, and pipe lines; where unverified Tier 1 sources are cited, the hedging of language shows; where vendor performance data relied on public libraries, it is referenced.
References & Sources
- ISO 9283:1998 — Manipulating industrial robots — Performance criteria and related test methods — International Organization for Standardization
- IEC 60529 — Degrees of protection provided by enclosures (IP Code) — International Electrotechnical Commission
- Research and experiment on a mobile welding robot for expandable convoluted pipe — Nature Scientific Reports (2025)
- World Robotics 2025 Report — Industrial Robots — International Federation of Robotics
- Where Are the Welders? — October 2025 Welding Digest — American Welding Society
- Outlook, Trends, and Pay for the Welding Workforce According to AWS Data — The Fabricator
Revised and reviewed by Li Wei, Senior Automation Engineer (Zhouxiang R & D Division). Experienced in industrial welding automation for 18 years; Certified Welding Inspector (CWI) / Member AWS. Technical content review for the industrial welding robot platforms, drive-system selection logic, and cost modeling.
Related Articles
- How to Choose a Welding Robot — Selection Guide — Decision framework covering payload, reach, and process pairing for industrial buyers
- Robotic Welding Technology — How It Works, Types & Applications — Adjacent category overview, useful for buyers comparing fixed vs mobile platforms
- Ground Rail Welding Robot Station — How It Works & Selection Guide — Hybrid platform between fixed and mobile, for long-workpiece welding
- How a Gantry Welding Robot Works — Step-by-Step Guide — Alternative platform geometry for high-volume, fixturable workpieces
- 8 Axis Cantilever Workstation — Complete Buyer’s Guide [2026] — Specialty configuration for hard-to-reach joints


