
Свяжитесь с Чжоусяном
Решение между а лучевая копировальная машина и лазерный резак будет считаться одним из наиболее важных вариантов оборудования, который делает производитель конструкционной стали. Обе технологии разрезают одни и те же стальные балки совершенно разными способами и в конечном итоге представляют разную эффективность и компромисс между производительностью с точки зрения точности, скорости, толщины и общей стоимости, что может поставить ваш магазин в невыгодное конкурентное положение на долгие годы.
Мы сравниваем использование существующих опубликованных для поставщиков (спецификация производителя), опубликованных правил изготовления АИСЦ 360, и поле собирал данные из магазинов о зданиях, строящихся с каждой технологией. Затем мы распределяем информацию по семи ключевым измерениям, чтобы вы могли согласовать соответствующую технологию с вашей производственной средой, а не с вашим каталогом желаний.
Что такое машина для снятия луча и чем она отличается от лазерной резки?

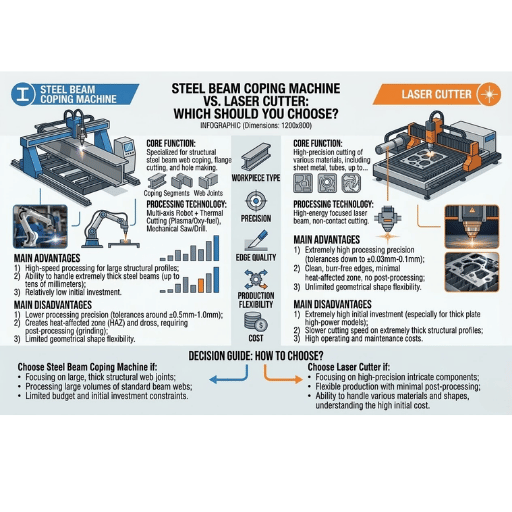
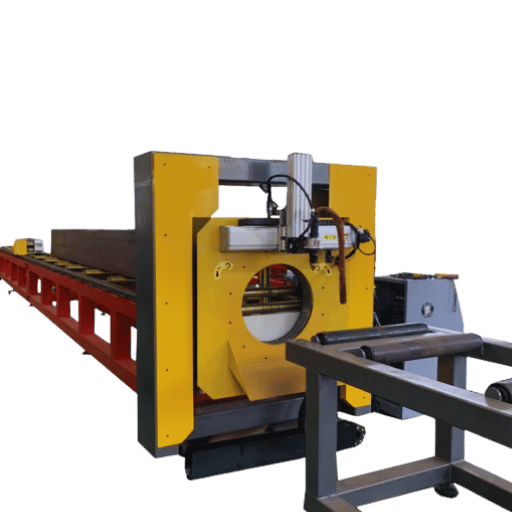
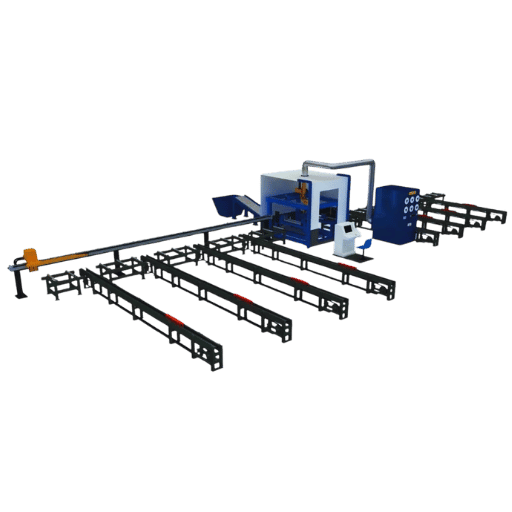
Машина для преодоления луча, является управляемой ЧПУ роботизированной ячейкой, предназначенной для обработки конструкционных стальных профилей Многоосевая (обычно FANUC 6-осевая или 7-осевая) роботизированная рука или KUKA берет плазменную горелку (гипертерм X-Definition или HPR серии) или кислородно-топливный факел и перемещает его вокруг всех 360 градусов лица луча (H-луча, двутавровый луч, канал или угол).Лучи копируются, сверлятся, вырезаются, маркируются, проектируются, расщепление луча и болтовое отверстие сверлятся в один раз файлами, импортированными непосредственно из пакетов 3D моделирования, как Tekla Structures или SDS/2.
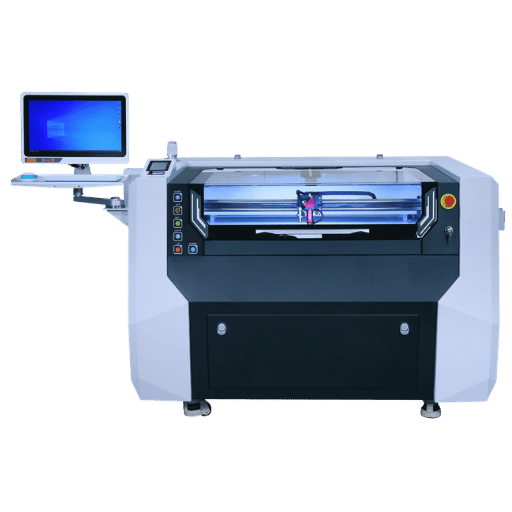
Для сравнения, луч волоконного лазерного резака плавится в фокусе при интенсивности 1064 нм, подаваемый по волоконно-оптическому кабелю. энергия фокусируется в пятно диаметром 0,1-0,3 мм до тех пор, пока температура не превысит 1500 градусов Цельсия. Мы используем коаксиальное сопло для подачи кислорода газа высокого давления для углеродистой стали, азота для нержавеющей стали, чтобы вытолкнуть расплав из прорези.
Современная линейка систем лазерной резки H-образного луча подвешивает лазерную режущую головку на портале или роботизированной руке, способной резать профили в конструктивных сечениях размером до 1250 на 600 мм.
| Особенность | Лучевая копировальная машина | Волоконно лазерный резак |
|---|---|---|
| Способ резки | Плазменный или кислородно-топливный фонарь на роботизированной руке | Фокусированный лазерный луч (волокно 1064 нм) |
| Первичные профили | Н-образная балка, двутавровая балка, канал, угол, трубка, пластина | Плоская пластина, Н-образная балка (специализированные машины) |
| Многопроцессный | Коуп, сверло, насечка, отметка, скос — одиночный проход | Часто требуется сверление нарезкой, скосом, меткой (вторичное сверление) |
| Типичная толерантность | от ±0,5 мм до ±1 мм | от ±0,1 мм (тонкий) до ±0,25 мм (толстый) |
| Максимальная толщина | До 152 мм (6″) с кислородно-топливным | 20 — стандарт 225 мм; 60 мм с системами 40 ₽60 кВт |
| Интеграция САПР | Tekla, SDS/2, STEP, AutoCAD | Tekla, программное обеспечение для вложения, DXF/DWG |
Это основное разделение: машина для преодоления луча становится многопроцессной рабочей лошадкой, предназначенной для больших структурных профилей, в то время как лазер, как правило, является специализированным животным, которое может достигать более жестких допусков и более высоких скоростей на тонком материале, но требует еще одного шага для сверления и сложные профильные надрезы на более толстом материале.
Точность резки и толерантность
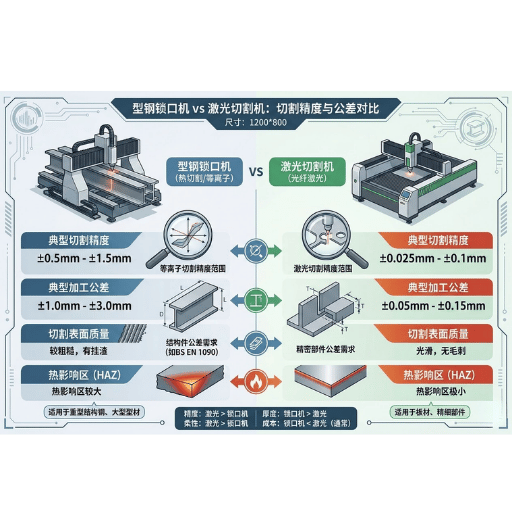
“Насколько точным может ожидать разрез или производитель?” - очень распространенный первый вопрос, и он будет варьироваться в зависимости от толщины вашего материала. правильно используемый станок для лазерной резки волокон способен удерживать 0,1 мм (4 мил) на пластине любой толщины толщиной менее 6 мм (1⁄4 дюйма), с точностью положения порядка 0,03 мм (1 мил). Этот уровень точности приводит к режущим кромкам, которые находятся вблизи первозданных и в большинстве случаев не требуют вторичной отделки.
Допуски чулок, испытываемые при плазменной обработке стальных секций с ЧПУ, находятся в районе от 0,5 мм до 1 мм. Технология Perfect HGG обеспечивает допуски болтов в отверстиях примерно 0,2 мм, и Кодекс структурной сварки AWS D1.1:2025-совместимое оборудование обеспечивает отделку поверхности, которая устраняет минимальные допуски на шероховатость, определенные AISC. Для работ по конструкционной стали установка соединений, критерий эффективности кромок которых гораздо менее критичен, чем натяжение, применяемое к соединению. Эти допуски находятся в пределах допусков копировальной машины.
| Диапазон толщины | Допуск лазерного резака | Допуск машины преодоления трудностей |
|---|---|---|
| Менее 6 мм | от ±0,05 до ±0,1 мм | Не типичное применение |
| 6 — 1 мм | от ±0,1 до ±0,2 мм | ±0,5 мм |
| 12 — 25 мм | от ±0,25 до ±0,5 мм | от ±0,5 до ±1 мм |
| 25 — 150 мм | За пределами практического предела | ±1 мм (окситопливо) |
💡 Совет профессионалов
Лазерная точность имеет тенденцию ухудшаться по мере увеличения толщины. после 12 мм ЗТВ становится шире, смещения полотна и фланца становятся более выраженными, а допуски становятся сопоставимыми с плазменной резкой. если большая часть вашей работы связана с тяжелой W-образной формой и каналами, толщина фланца которых превышает 20 мм, то преимущество точности лазера начинает становиться менее значительным.
Скорость и пропускная способность в производстве
Скорость необработанной резки обеспечивает только часть уравнения пропускной способности. волоконно-лазерный режущий станок, например, будет резать мягкую сталь толщиной 1-2 мм со скоростью 5-10 м/мин; при толщине 20+ мм скорости будут зависать около 0,5-0,7 м/мин. Данные волоконного лазера опубликованы в открытом доступе IPG Фотоника показывает в 3-5 раз более высокую скорость процесса на материале менее 10 мм, чем большинство профилей плазменной резки.
Но станок для преодоления луча с ЧПУ, который предлагает возможность автоматически выполнять операции по справлению, сверлению, надрезу, маркировке и болтовому отверстию за один проход, имеет все виды преимуществ пропускной способности, которые только скорость резания не может количественно оценить. Поскольку станок обрабатывает не только операцию резки, но и все второстепенные этапы на этой автоматизированной станции компоновки, он объединяет то, что в противном случае было бы пятью или шестью отдельными станциями. Производители сообщают об опыте использования роботизированных плазменных копиров, ссылаются на экономию пропускной способности от стены до стены до 80 процентов по сравнению с рабочими процессами ручной компоновки и факела. Обработка материалов сокращается с 3-6 касаний крана на балку до 1-2.
80%
Сокращение времени производства (преодолительная машина по сравнению с ручной)
3–5×
Преимущество скорости лазера на тонком прикладе (<10 мм)
1–2
Прикосновения крана к балке (перекрытие ЧПУ)
Одним из измерений, где копировальная машина часто превосходит более быструю лазерную систему со вторичными станциями, является конструкционная работа смешанного профиля — где для профиля с одним лучом требуются выступы, отверстия для болтов, скосы для подготовки сварного шва и метки писцов.
Толщина материала и совместимость профилей

Разделительная линия для этих двух технологий стоит выделить наиболее четко Лазерная резка стандартных структурных стальных частей на чистых мощных волоконных лазерных платформах хорошо работает до 20-25 мм возможности. самые мощные коммерческие системы (мощностью более 40 кВт) будут резать 60 мм материала (или тяжелее).По мере увеличения толщины и веса луча качество резания становится менее стабильным: зона термического влияния расширяется, угол затора сужается и качество поверхности края снижается.
Системы преодоления луча не имеют такого предельного потолка толщины в конструкционных профилях. машины, оснащенные кислородно-топливным оборудованием, такие как материал для резки Peddinghaus ABCM-1250 толщиной до 152 мм (6 дюймов). Стандартные машины, оснащенные плазмой (или двойные плазменные/окситопливные процессоры), выдерживают примерно 38 мм (или более, в зависимости от размеров профиля).
| Тип профиля | Лучевая копировальная машина | Волоконно лазерный резак |
|---|---|---|
| Н-образная балка/W-образная форма | Ширина до 1270 мм × 610 мм высота | До 1250 × 600 мм (специализированные машины) |
| Канал/Угол | Полная опора (до угла 254 × 254 мм) | Ограниченное количество требует приспособления для конкретного профиля |
| Круглая трубка/труба | Выберите модели (HGG, Prodevco: 100 北660 мм диам.) | Трубчатые лазерные системы (отдельная категория машин) |
| Плоская пластина/листовой металл | Вторичная возможность (ширина до 1220 мм) | Первичная прочность от тонкой до средней пластины |
| Максимальная толщина материала | 152 мм (окситопливо) | 20 — стандарт 225 мм; 60 мм высокая мощность |
19-КРАТНОЕ Важный
Если ваш сталелитейный цех будет работать с лучами выше фланца 25 мм, лазерный резак сам по себе потенциально не может быть вашим универсальным критическим режущим станком. для тяжелых секций необходим либо копировальный станок, либо линия луча на основе плазмы. А Станок для лазерной резки H-лучей делает хорошую дополнительную систему для более тонких профилей, работы с пластинами и подключения, но не обязательно для основных требований к резке.
Общая стоимость владения
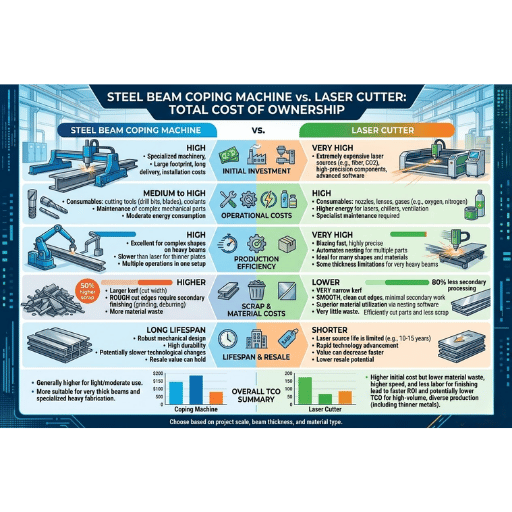
Ценник - очевидная переменная Скрытые факторы стоимости владения, такие как труд, расходные материалы, техническое обслуживание, площадь помещения и последующие операции, которые каждая машина устранит или добавит в течение 5-10-летнего окна, должны найти еще больший резонанс.
| Коэффициент стоимости | Лучевая копировальная машина | Волоконно лазерный резак |
|---|---|---|
| Оборудование (новое) | $300K (роботизированный плазматический элемент) $1M+ | $250K $600K+ (система структурного уровня) |
| Трудовой в смену | 1 оператор (заменяет 36 ручных станций) | 1 оператор + обработчик материалов |
| Электричество | Умеренный (плазменный источник питания + робот) | Более низкая мощность на кВт (эффективность волокна) |
| Расходные материалы | Плазменные электроды, сопла, щиты, газ | Защитные окна, форсунки, вспомогательный газ (N2 или O2) |
| Вспомогательный газ (большой объем) | O2 + воздух — умеренная стоимость | N2: $3,0000 $30,000/месяц при полном производстве |
| Вторичные операции | Минимальное сверление и маркировка интегрированы | Может потребоваться отдельная линия сверления для отверстий болтов в толстых секциях |
| Пылеулавливание | Требуется закрытая камера с эвакуацией | Требуется закрытая зона резки с фильтрацией |
💡 Совет профессионалов
Не забудьте учесть использование азот вспомогательный газ системы лазерной резки На тяжелых, высокой продукции и толстых разрезов углеродистой стали лазер может потребовать $15,000-$30,000 азота каждый месяц Многие производители недопланируют эти дополнительные расходы в процессе котировки, только чтобы быть уведомлены о более высоком счете позже, как только оборудование в полной эксплуатации. Попросите вашего производителя лазерных систем предоставить анализ газа, который прогнозирует ваше потребление азота на основе вашей фактической производственной смеси, включая толстые углеродистой стали пластины миль.
Когда выбрать машину для преодоления луча вместо лазерного резака
Решение о покупке копировального станка с ЧПУ для балок из конструкционной стали во многом зависит от состава, объема и рабочего процесса вашего цеха. Вот логическая формула решения, основанная на факторах, которые отличают цеха, которые могут получить максимальную выгоду от автоматизации преодоления трудностей.
- ✔
Ваша работа преимущественно включает в себя H-образные балки, W-образные формы, каналы и пластины с голым углом - не ваш характерный продукт - ✔
Обычно вы обрабатываете балки толщиной фланцев, превышающей 25 мм - ✔
Каждая балка подвергается множеству процессов - обрезки, отверстия для болтов, подготовка сварного шва, насечки, метки - ✔
Вы заинтересованы в объединении компоновки, преодоления трудностей, сверления и шлифования в единую станцию - ✔
Вы используете Tekla Structures или файлы SDS/2 и хотите создать прямой рабочий процесс "файл-машина" - ✔
Ручные коупы - это узкое место в вашем магазине. Доступных квалифицированных операторов факелов трудно найти и удержать
Магазины, обрабатывающие более 50 балок в день, имеющие требования к многократному процессу, получают наибольшую выгоду от копировальной машины за 12-24 месяца при уменьшении доработки, измеряемой в рабочих часах на одного участника. Мало крупные магазины, обрабатывающие менее 20 балок в день, должны работать через расчеты капитальных затрат и сокращения рабочей силы на последующем этапе для своего конкретного объема и рабочего процесса.
19-КРАТНОЕ Распространенная ошибка
Приобретение высококлассной роботизированной камеры преодоления трудностей для цеха, который обрабатывает только 10-15 лучей в день. Между тем машина остается недостаточно используемой, а сроки выплаты увеличиваются до 4-5 лет. Небольшие магазины найдут лучшее использование этого капитала в линии плазменного луча среднего диапазона или в линии передачи данных в сервисный центр.
Когда лазерный резак делает его более разумным
Технология волоконных лазеров обеспечивает производственные преимущества в цехах, где требуются жесткие допуски, сложная геометрия резки и материал малой и средней толщины.
В магазине доминирует обработка пластин: если ваши прошлые исследования показали, что плоская пластина изготовления ручки ластовицы пластины, опорные пластины, соединительные пластины, ребра жесткости и т.п. быстрее, чище, и более экономично на лазере, чем любая система на основе плазмы, то волоконный лазер является решением, более узкая ширина прорези (0,1 против 3-6 мм), меньшие потери прорези, и оптимизированное программное обеспечение для вложения уменьшает лом материала на 15-20 процентов или более.
Критические компоненты с выдувным отверстием: архитектурная сталь, открытые соединения и детали, требующие прессовой посадки, легче изготавливаются с жесткими допусками 0,1 мм, достижимыми с помощью лазера. Сокращение затрат на шлифование.
Магазины смешанных материалов: в отличие от специальной копировальной машины, лазерная банка обрабатывает углеродистую сталь, нержавеющую сталь, алюминий и медные сплавы по одной и той же системе - если ваш магазин работает с другими сортами, кроме конструкционной стали.
Высокообъемная, сверхмощная обработка работы пластины: Проприетарные технологии лазерной резки перемещаются через 5-10 метров в минуту на тонком прикладе для много раз больше объема в час, чем эквивалентная плазменная машина. для занятых магазинов, работающих в несколько смен, преимущество пропускной способности обеспечивает измеримую отдачу от инвестиций.
Ключевой вынос
Лазерную систему не следует рассматривать как замену в производстве тяжелых конструкций для копировальной машины - и наоборот. Многие крупные производители работают как бок о бок: копировальная машина для структурных балок, так и лазер для обработки пластин и легких трубок. Все сводится к тому, какая часть оборудования является текущим ограничивающим фактором.
Часто задаваемые вопросы Стальная машина для обработки луча против лазерной машины
Вопрос: Может ли машина для преодоления луча полностью заменить лазерный резак?
Посмотреть Ответ
Краткий ответ: нет. Спасательные машины хорошо справляются с структурными профилями, но не могут конкурировать с лазером на тонкой плоской пластине. Однако магазины, которые разрезают только тяжелые лучи, на практике могут уйти только от копировальной машины.
Вопрос: Каковы два недостатка лазерных резаков?
Посмотреть Ответ
Кажется, они два ключевых фактора, которые следует учитывать. во-первых, это связано с ограничениями толщины — волокно лазер сварки углеродистой стали точно до 20-25 мм, но значительно снижает качество ее резания после этого момента. второй фактор - это высокая вспомогательная стоимость газа — для запуска азота при полном производстве пользователь может использовать $15,000-$30,000 в месяц газа, расходы, которые большинство покупателей недооценивают при покупке.
Вопрос: Насколько толстой может быть лазерный резак на конструкционной стали?
Посмотреть Ответ
Типичные промышленные волоконные лазеры (6-12 кВт) разрезают МС до 20-25 мм с допустимым качеством поверхности. более высокие силовые агрегаты (40-60 кВт) могут сверлить гораздо толще (60 мм), хотя скорость и качество кромок резко упадут. Чтобы получить детали производственного качества, большинство производителей ограничивают работу волоконного лазера размером_диапазоном 16-20 мм в соответствии с допусками по размерам ISO 9013:2017.
Вопрос: Является ли плазменная резка лучшей альтернативой обоим?
Посмотреть Ответ
Является ли средний лазер (толщина) больше, чем у одного лазера, но не так точен, как у одного, а стоимость оборудования меньше, чем у любого из них?
Если цеху нужно только профилирование и не требуется многопроцессный, достаточно стола плазменной резки Однако он не устраняет необходимость в других процессах, как сверление, маркировка, и скос, на которые способны копировальные машины; и эти таблицы не могут производить лазерные качественные надрезы на более легком материале, Чтобы узнать больше о лазерная и плазменная резка стальных лучей, прочтите наше отдельное сравнение.
Вопрос: Может ли машина для преодоления луча интегрироваться с моей существующей установкой?
Посмотреть Ответ
Абсолютно. Многие современные копировальные станки с ЧПУ уже берут файл непосредственно из форматов файлов Tekla Structures, SDS/2, STEP и AutoCAD. Машина с ЧПУ оснащена подающими и отводящими подающими роликами и системой.
Большинство установок являются частью производственной ячейки с роликовой подачей 20-30 М, которая закрыта и имеет систему пылеудаления и подаваемый сжатый воздух. подача и подача могут быть связаны обратно с ручными операциями, автоматической подачей/автоциклом. API связывается с большинством текущих пакетов программного обеспечения MRP и управления магазинами.
Вопрос: Какое обслуживание требует каждая машина?
Посмотреть Ответ
Хорошее правило большого пальца для плазмы - это бюджетное время для 200 (th300 часов дуги-на расходных изменений (электрод, сопло, экран), 4 раза в год калибровка роботизированной руки, смазка конвейера и замена пылесборного фильтра. Лазерные резцы требуют еженедельного покрытия целостности защитного окна при использовании больших объемов, скраб сопла в конце смены, 6-месячная обработка охладителем и ежегодная диагностика лазерного источника от производителя травильного оборудования. Пусть любой элемент оборудования отклоняется от этих графиков технического обслуживания, и вы увидите красоту утраченного качества резки раньше всего остального.
У плазмы на поверхности среза будет развиваться значительное накопление шлака, а у лазера - повышенный фокусный сдвиг и конусность краев.
Нужна помощь в выборе правильной технологии резки?
Мы развиваем и то, и другое роботизированные сварочные системы для конструкционной стали изготовление и волоконно лазерная резка систем Ваши производственные требования могут быть оценены нашим инженерным отделом для выбора соответствующей конфигурации.
Об этом анализе
С 1991 года Чжоусян занимается проектированием и производством машин для обработки конструкционной стали Данные о допусках, скоростях и затратах в этом сравнении взяты из опубликованных спецификаций производителей, стандартов изготовления AISC/AWS и наблюдений в цехах конструкционной стали по всей Северной Америке и Азии. Мы производим системы лазерной резки волокон, системы автоматизации сварки.
Наша цель - помочь промышленным производителям найти правильные системы резки, чтобы удовлетворить их реальный производственный спрос, а не просто продавать дорогостоящее оборудование.
Ссылки и источники
- AISC 360 Раздел M2.2: Резка и отделка стали Американский институт стального строительства
- AWS D1.1/D1.1M:2025 Код структурной сварки — сталь Американское общество сварки
- Лазерная резка Википедия
- Лазерная резка против плазменной резки: современное руководство ИПГ Фотоника
- Сравнение лазерной лучевой, кислородной и плазменной дуговой резки Серия конференций I
- Влияние параметров волоконного лазера на точность резки стальных пластин S355JR Журнал МДПИ


