
Póngase en contacto con Zhouxiang

Actualizado en mayo de 2026 Revisado por el equipo de ingeniería de sistemas de soldadura ZX
La inspección no destructiva de soldaduras se realiza cuando observamos una unión terminada para verificar si hay grietas, porosidad, falta de fusión u otras irregularidades, sin mecanizar, grabar ni romper la pieza. Cada recipiente a presión, tubería o conexión estructural que cumpla con el código obtiene esta firma de aceptación cada vez. Esta guía analiza los cinco métodos de prueba principales aprobados por AWS para soldaduras (radiografía (RT), ultrasonidos (UT), partículas magnéticas (MT), líquidos penetrantes (PT) y visuales (VT), así como el uso en evolución de la IA. inspección visual, los estándares asociados con cada uno y cuatro preguntas clave que debe hacerse al seleccionar su prueba.
Especificaciones rápidas: cinco métodos de END de un vistazo
| Método | Detecta | Superficie/subsuperficie | Estándar gobernante |
|---|---|---|---|
| VT « Visual | Grietas, socavado, perfil, dimensión | Sólo superficie | AWS D1.1 § 6, AWS B1.11 |
| RT « Radiográfico | Porosidad, escoria, falta de fusión (volumétrica) | Subsuelo (volumétrico) | ASME BPVC Sec. V Arte. 2, ISO 17636 |
| UT / PAUT « Ultrasónico | Grietas planas, falta de fusión, falta de penetración | Superficie, cerca de la superficie, subsuperficie | ASME BPVC Sec. V Arte. 4, ISO 17640 |
| MT « Partícula magnética | Grietas superficiales y ligeramente subterráneas | Superficie + ~3 mm | ASTM E709, ISO 17638 |
| PT « Penetrante Líquido | Grieta, poros, fugas que rompen superficies | Sólo superficie | ASTM E165, ISO 3452 |
Fuente: páginas del método ASNT, AWS B1.10M/B1.10:2016, ASME BPVC Sección V (edición 2025).
¿qué son las pruebas no destructivas para soldaduras? Cinco métodos (y por qué la TV es lo primero)

NDT es un conjunto de métodos de inspección que identifican defectos en una soldadura sin dañar ni modificar la pieza. Los enfoques abarcan todo, desde un inspector de soldadura certificado que trabaja con una linterna y un medidor de soldadura hasta sistemas ultrasónicos codificados en fase montados en un rastreador robótico.
Los “cinco métodos” que aprenden la mayoría de los soldadores
Del curso Fundamentos de END de la American Welding Society al AWS B1.10M/B1.10: Guía 2016 para el examen no destructivo de soldaduras, cinco métodos centrales son consistentes en la mayoría de los criterios de aceptación de código: pruebas visuales (VT), pruebas penetrantes (PT), pruebas de partículas magnéticas (MT), pruebas radiográficas (RT) y pruebas ultrasónicas (UT). Muchos esquemas de aprobación de CWI los enumeran en la sección de no perderse.
Si bien el número “cinco” anterior es útil para las preguntas cotidianas, no es el conjunto completo. Sociedad Estadounidense de Ensayos No Destructivos (ASNT) reconoce 16 métodos de END en su serie de manuales, incluidas pruebas de corrientes parásitas (ET), emisiones acústicas (AE), térmicas e infrarrojas, pruebas de fugas y varios otros utilizados para el monitoreo de embarcaciones en servicio. La mayoría de las inspecciones de soldadura se centran en las cinco anteriores, aunque un programa de END maduro tiene una sexta en mente, según sea necesario.
Por qué las pruebas visuales son siempre el primer paso
AWS D1.1, el Código de Soldadura Estructural para acero, establece claramente: “Las soldaduras sujetas a un examen no destructivo se habrán considerado aceptables mediante inspección visual”. ¿Esas soldaduras de tamaño insuficiente o excesivo? ¿Sin rayos X en ellas. ¿Aquellos pandeados? No hay ondas ultrasónicas o de corte que sumen una aceptación. En la práctica, la primera prueba siempre es visual. No apoyas la cámara y vas al cargador con tu película contra una soldadura por deformación hasta que sabes que el resto ya está listo para funcionar.
“Las pruebas visuales son la base sobre la que se construyen todos los métodos de END porque todos los demás métodos requieren interpretación visual. En la mayoría de los métodos de END, el inspector confía en instrumentos para realizar la inspección. En las pruebas visuales, el inspector es el instrumento que evalúa la pieza.”
« Bruce Crouse, ASNT VT Nivel III
¿Cuáles son los 5 tipos de ensayos no destructivos?
Específicamente para la soldadura, los cinco métodos principales reaccionan a estas familias de discontinuidades:
- Problemas del perfil de la superficie: grietas, socavado, superposición, falta de fusión entre raíces y pasos, exceso de tamaño de soldadura.
- Discontinuidades en la rotura de superficies: orificios o cierres fríos de vías penetrantes y de fugas.
- Discontinuidades superficiales y cercanas a la superficie: grietas longitudinales, falta de fusión de huellas en metal ferromagnético.
- RT revela discontinuidades volumétricas como poros, inclusión de escoria y falta de fusión, habiendo existido dentro de la soldadura.
- UT y PAUT detectan defectos planos (grietas, falta de fusión, falta de penetración) en cualquier lugar desde atrás hacia adelante, brindan medición de tamaño y profundidad.
A continuación se muestra una descripción de cómo funciona el método, qué puede y qué no puede descubrir potencialmente y cuándo la llamada es correcta.
Pruebas Radiográficas (RT): Rayos X y Rayos Gamma

Las pruebas radiográficas (RT) implican pasar radiación ionizante a través de la unión soldada y obtener imágenes de ella en un trozo de película, una placa de fósforo de radiografía computarizada o un sensor de imagen digital de panel plano. Las discontinuidades se revelan en las radiografías como áreas de mayor oscurecimiento porque son más permeables a la radiación. A menudo se piensa que la RT es “calidad de rayos X”, aunque probablemente estemos hablando del término más general inspección volumétrica de soldadura aquí.
Rayos X versus rayos gamma: cuándo usar cuál
Industrial RT utiliza dos familias de fuentes:
- Los tubos de rayos X tienen un dial VS para controlar el voltaje y adaptarse a los espesores de las paredes. Se utilizan en conexión con un taller fijo y están encendidos para acero más delgado (hasta aproximadamente 50 mm dependiendo de la potencia del tubo).
- Las fuentes gamma son radioisótopos sellados que permanecen solos y se desprenden constantemente. El iridio-192 es la fuente general de acero desde aproximadamente 6 mm hasta aproximadamente 75 mm, y el cobalto-60 se aplica cuando las secciones son muy gruesas (más de 50-75 mm) debido a la mayor energía de los fotones.
La selección de fuentes influye en la logística de campo. Dada la vida media de 74 días del Ir-192, la fuente práctica de un proyecto se agotará debido a un cierre prolongado; El Co-60 tiene una vida media extremadamente larga pero requiere más protección. La Comisión Reguladora Nuclear de los Estados Unidos proporciona detalles de los paquetes de orientación sobre radiografía gamma que funcionan de forma segura tanto de los tipos de fuentes como de las fallas operativas que resultaron en la sobreexposición.
📐 Nota de ingeniería « IQI / Penetrámetros
Establecido a través del Indicador de Calidad de Imagen (IQI) en la ruta de radiación. Los IQI tipo agujero son cuñas planas con tres orificios perforados; el orificio identificable más pequeño determina la sensibilidad. Los IQI tipo alambre son una fila de alambres de diámetros escalonados, el alambre más delgado visible en la radiografía determina la puntuación.
ASME BPVC Sección V Artículo 2 indica el diseño del IQI y la sensibilidad mínima (2-2T o equivalente en común) que la radiografía debe poder mostrar.
Qué hace bien RT y dónde es ciego
RT no tiene superación en la localización de porosidad dispersa e inclusiones de escoria y proporciona un registro de película permanente que regresa a casa después del trabajo -una ventaja práctica significativa cuando un contrato especifica un archivo de película para conservar. Requiere un observador práctico para interpretar mientras la imagen misma enrolla todo el espesor de la pared en una sola imagen - abriendo el potencial de sobrecuantificar la porosidad (todos los huecos se muestran si la porosidad de la Tabla Uno en realidad está cortada de adelante hacia atrás) y es deficiente en indicaciones planas que se encuentran a lo largo de la dirección de la película, como una laminación o una estrecha falta de línea de fusión. (Y este punto ciego limitado eventualmente lleva a los códigos a permitir alternativas ultrasónicas)
⚠¦ Seguridad radiológica
La radiografía gamma se rige por 10 CFR Parte 34 (NRC) y acuerdos de reciprocidad con los estados. La delimitación de zonas de exclusión, paquetes de dosimetría y credenciales de radiólogo calificado no se debate y la gran mayoría de los talleres no permiten operaciones de soldadura simultáneas en el área de exclusión cualesquiera que sean las circunstancias y es precisamente por eso que el ultrasonido se ha vuelto tan popular en las líneas de producción que no pueden quedarse quieto.
Pruebas ultrasónicas (UT) y matriz en fases (PAUT)

Las soldaduras se inspeccionan mediante pruebas ultrasónicas. Un transductor piezoeléctrico bombea un sonido de alta frecuencia (normalmente de 2 a 5 MHz para una soldadura de acero al carbono) a la unión. Al detectar ecos que regresan de reflectores internos, un circuito de sincronización electrónico interpreta la energía devuelta y muestra una lectura de profundidad y amplitud en una pantalla de escaneo A, escaneo B o escaneo C.
Los instrumentos UT cubren defectos de superficie, cercanos a la superficie y profundos a la superficie en la misma pantalla.
Ut convencional, matriz en fase y TOFD
Tres sabores son comunes en el trabajo de soldadura moderno:
- La UT tradicional de pulso-eco es ‘sonda única, fuente de energía única y receptor’. Los operadores escanean manualmente con gel de acoplamiento entre la sonda y el metal, barato, portátil y requiere mucha habilidad.
- El transductor PAUT se compone de entre 16 y 128 pequeños elementos. Estos se disparan en grupos con retardos de tiempo controlados con precisión para controlar electrónicamente el ángulo y el enfoque del haz. Una pasada escaneará toda la sección transversal de la soldadura y guardará los datos como un archivo. Luego, el inspector podrá examinar una grabación más adelante.
- La difracción de tiempo de vuelo (TOFD) emplea un par de sondas de transmisión/recepción para detectar la cantidad de difracción de las puntas de las grietas. Es extremadamente preciso para determinar la altura de la falla a través de la pared y, si se emplea la técnica de altura de la falla, normalmente se usa junto con PAUT.
ASNT referencia de pruebas ultrasónicas explica cada técnica y los formatos C-scan, B-scan y A-scan que presentan los datos; un profesional senior resume el valor de UT avanzado de esta manera:
Los resultados de UT contienen información útil para planificar la reparación y reemplazo de maquinaria y equipos. Hoy en día, las técnicas UT convencionales y avanzadas se aplican ampliamente, por lo que la calificación y certificación del personal actual es esencial para los investigadores de END.
« Huidong Gao, ASNT UT Nivel III
¿puede la matriz en fase UT reemplazar la radiografía?
Sí, en un número creciente de casos de código aceptado. Un artículo de ASME revisado por pares, “Revisión de matrices en fase ultrasónicas para inspección de recipientes a presión y tuberías“documenta exactamente cómo los nuevos códigos de recipientes a presión “especialmente el caso de código ASME 2235 “han permitido que PAUT en lugar de RT se convierta en una práctica aceptada para soldaduras de recipientes a presión. El artículo 4 de la Sección V de ASME ha incorporado UT para la inspección de soldaduras en el cuerpo de código principal desde 2010, y el uso de un caso de código ya no es necesario en muchos casos. API 620 y API 650 incluyen el Apéndice U, que detalla el uso de ultrasonidos en lugar de RT, y la Comisión Reguladora Nuclear de EE. UU. ha permitido PAUT en lugar de RT para tuberías relacionadas con la seguridad en estaciones como la estación Turkey Point de Florida Power & Light, bajo presentación ML17208A058.
Motivaciones prácticas: sin escudo contra la radiación, datos electrónicos en lugar de película, la opción de dimensionar los defectos según el espesor de la pared y retroalimentación instantánea al soldador. La comunidad de pruebas r/no destructivas de Reddit reafirma esto en un inglés sencillo: un profesional afirma que las ventajas restantes de RT son “imágenes de registro permanentes y una interpretación menos subjetiva”, mientras que los rastreadores PAUT ahora son “estándar de la industria” en muchos proyectos de tuberías.
⚠¦ Error común « Operadores PAUT sin fundamentos de onda de corte
Varios temas para informar que nos dicen se han discutido en el foro del curso general de ACA: el siguiente comenta un defecto mostrado constantemente en muchas discusiones del foro de inspectores certificados: la falta de experiencia práctica convencional en UT de ondas de corte para la mecánica PAUT. Leer una imagen de escaneo S es muy engañoso cuando la geometría puede generar eco de modo convertido, o la pieza está mal acoplada a la superficie. Una solución simple insignificante que parece estar funcionando: mantener un conocimiento UT convencional, como requisito previo, al menos cuando se mueven las nuevas herramientas de escaneo.
Ventajas de ✔ UT / PAUT
- Sin peligro de radiación, sin zona de exclusión
- Detecta defectos planos (LOF, LOP) mejor que RT
- Archivo electrónico de datos, sin manipulación de películas
- El soldador instantáneo de resultados puede rectificar en el mismo turno.
- Tamaño de altura de la pared transversal para fitness para el servicio
⚠ Limitaciones UT / PAUT
- Couplant requiere « gel o agua en cada contacto
- Sonido disperso de materiales de grano grueso (inoxidable fundido)
- Zona muerta cerca de la superficie para pulso-eco
- Costo de capital PAUT: $30,000-$100,000+ para instrumento más codificador/escáner
- Mayor carga de entrenamiento que RT o PT
Ensayo de partículas magnéticas (MT/MPI)

Mag: encuentre discontinuidades superficiales y cercanas a la superficie en materiales ferromagnéticos (acero al carbono, aceros de baja aleación, acero inoxidable ferrítico) excitando un campo magnético para atraer partículas de óxido de hierro. Cuando una imperfección rompe el campo, el flujo de fuga atrae las partículas hacia una indicación visible que sigue a la falla.
Cómo se genera el campo
Dos técnicas de generación de campos dominan el trabajo de soldadura. Un yugo es un electroimán portátil fijado a cada lado de la soldadura, que produce un campo longitudinal a través del espacio entre sus polos. Las puntas empujan corriente continua a través de la pieza para generar un campo circular. La dirección del campo puede ser crítica: una grieta sólo produce una indicación cuando corre en ángulo con las líneas de fuerza, lo que hace necesaria una rotación de 90 grados requerida por ASTM E709 e ISO 17638.
Húmedo versus seco, visible versus fluorescente
Las partículas se aplican secas (polvo de color extraído de un globo terráqueo) o húmedas (suspendidas en un portador de agua o clase queroseno). Las partículas secas funcionan mejor que las húmedas en superficies rugosas soldadas 'las partículas húmedas son más finas y detectan grietas más estrechas. Las partículas fluorescentes se leen bajo luz ultravioleta a niveles de sensibilidad que no se pueden alcanzar con las partículas de luz visible (que en la industria aeroespacial es la razón por la que el método húmedo fluorescente MT es la norma para los componentes del motor).
💡 Pro Tip « la prueba ferromagnética
Antes de retirar el yugo, pruebe con un imán manual en la soldadura. Si el imán no se pega, MT será ineficaz. El acero inoxidable austenítico (304, 316, material base dúplex pero relleno austenítico) y las soldaduras de aluminio no pueden ser atraídas por un imán. En su lugar, ejecute PT o pase a métodos volumétricos. Aplicar MT a una soldadura no magnética e informar “sin indicaciones” es el clásico falso negativo que señala a los inspectores no capacitados en las auditorías.
MT es rápido, económico y aceptable en superficies soldadas con escala mínima. Su defecto es la penetración: sólo revelará defectos superficiales, y aproximadamente los primeros 3 mm por debajo. Para cualquier cosa por debajo de eso, se requieren RT o UT.
Pruebas de penetrantes líquidos (tinte) (PT)

Las pruebas de penetración de líquidos detectan fallas superficiales en todos los materiales no porosos (acero, acero inoxidable, aluminio, cobre, titanio e incluso vidrio y cerámica). Cuando MT no puede magnetizar una soldadura inoxidable, PT es la solución.
El proceso PT de cinco pasos según ASTM E165
- Prelimpiar: desengrasar y secar el aceite soldador, los residuos de escoria o la pintura inhibirán el penetrante.
- Aplique penetrante: rocíe, sumerja o cepille un tinte contrastante o fluorescente sobre la superficie de la soldadura.
- Permanecer: espere el tiempo requerido (generalmente de 5 a 30 minutos para soldaduras según ASTM E165, más tiempo para grietas por fatiga estrechas.
- Limpiar el exceso: limpiar la superficie usando el removedor especificado por el portador (agua, solvente, emulsionante). No se inunde, ya que esto elimina el tinte de las grietas.
- Desarrollar e inspeccionar: polvo sobre un polvo revelador; el revelador extrae tinte de cualquier defecto, enfatizando la indicación. Las indicaciones de tinte visible se pueden ver con luz blanca; El tinte fluorescente requiere UV-A.
📐 Nota de ingeniería « temperatura de la superficie
ASTM E165 permite un rango de temperatura parcial de 50F a 125F (10C a 52C) para el procedimiento. Por debajo del límite inferior, la viscosidad de los penetrantes aumenta y el capilar de estiramiento hacia una grieta apretada falla -observará soldaduras limpias que contienen grietas finas. El PT para clima frío necesita un procedimiento calificado a baja temperatura con extensión de permanencia recomendada o química penetrante alternativa.
PT sigue siendo asequible (un kit de pulverización básico de tres latas es inferior a $50), portátil y tolerante a la geometría de la superficie. Puedes dispararlo con una soldadura de filete, un tubo T o una junta aérea siempre esperanzadora. Su debilidad es brutal. Sólo se revelarán fallos que rompan la superficie. La falta de fusión del subsuelo a 2 mm por debajo de la tapa no será visible, por mucho tiempo que dure.
Inspección visual de IA: dónde encaja la visión artificial en los END de soldadura
Sobre esta sección. La inspección visual de soldadura por IA es una capacidad emergente con un panorama de proveedores en rápido movimiento. Las descripciones siguientes reflejan la literatura sobre productos comerciales y trabajos académicos recientes; Las cifras de precisión informadas varían ampliamente según los datos de capacitación, la clase de defectos y el material base, y ninguna publicación de AWS o ASME actualmente posiciona la visión de la IA como reemplazo de un inspector de soldadura certificado.
La inspección visual de soldaduras con IA aplica redes neuronales convolucionales, la misma familia de arquitecturas de visión por computadora utilizadas en robots y en radiología, a imágenes de la superficie de soldadura. Una cámara, a menudo combinada con un archivo profesional de luz estructurada o de línea láser, toma una imagen del cordón soldado; el modelo clasifica la geometría del cordón como aceptable o como una de varias categorías de defectos (porosidad, socavado, salpicaduras, costura perdida, perfil de tapa irregular).
Lo que ve la visión de la IA que la TV humana pasa por alto
Los proveedores se centran en la coherencia, no en la visión milagrosa. Un modelo entrenado analiza cada cordón de una celda robótica, según un único criterio, nunca se cansa a mitad de su cambio y produce un registro con marca de tiempo de cada imagen de soldadura para la inspección posterior. Los sistemas predictivos también devuelven datos en forma de cordón al controlador de soldadura para recalibrar el voltaje, la alimentación de cables o la velocidad de desplazamiento. La señal del inversor es fuerte (la financiación de riesgo fluye más activamente) vendedores comerciales demostrar la detección completa de defectos en cuentas a un nivel superior al 90 por ciento en sus aplicaciones de referencia, con inversión continua durante 2024 y 2025.
Lo que no puede reemplazar
Una cámara de IA no produce un campo magnético en una soldadura, no transmite sonido a través de ella y no genera una radiografía. Esta es una estrategia visual, con restricciones de superficie idénticas a las del VT humano. AWS D1.1 todavía requiere VT por parte de un individuo calificado, y la aceptación de sellos de código es aprobada por un operador de máquina de carne y hueso, no por un motor de IA. Una colocación práctica de cámara es simplemente complementaria: la inspección visual por IA es una capa de inspección de soldadura 100% que se ejecuta dentro de la producción, con CWI humanos y métodos volumétricos (RT/UT) que realizan los exámenes de aceptación exigidos por el código.
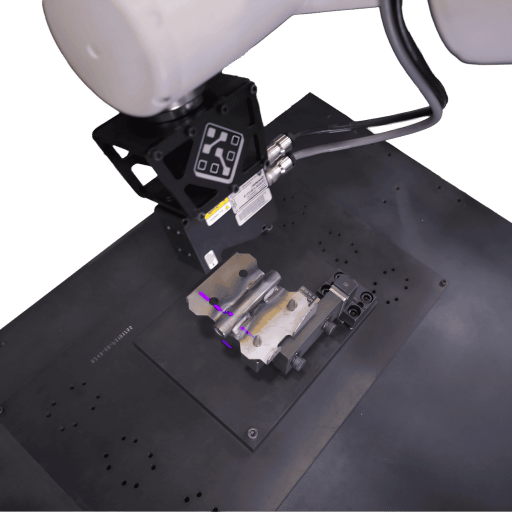
Donde se integra con células de soldadura robóticas
Una opción ideal para la inspección visual con IA es dentro de la celda de soldadura. Una cámara en un segundo brazo fijo o en el brazo de plomo del soplete toma simultáneamente imágenes de cada soldadura en la zona de inspección inmediatamente después de que se realiza la soldadura, mientras que la pieza permanece sujeta en el dispositivo y un cordón colocado incorrectamente tiene al menos una oportunidad más. para ser corregido sin descargar ni cargar piezas del dispositivo. Esta ventaja es lo más importante células de soldadura robóticas utilizadas para la fabricación de recipientes a presión en la industria eléctrica, donde se requiere contractualmente la inspección 100% y donde el costo de una falla perdida (una embarcación devuelta, una nueva prueba de código) excede enormemente el costo de capital de una cámara y el software asociado.
Elegir el método adecuado: cobertura, costo y velocidad de defectos

Avanzar con el método ideal no corresponde a la solución disponible que presente la mayor sensibilidad y especificidad combinadas en el vídeo de demostración del anunciante. Es el método que identifica adecuadamente las clases de fallas que el código preocupa con los materiales disponibles, dentro de las limitaciones de radiación, capacitación y presupuesto del proyecto. La mayoría de los equipos llegan a la respuesta correcta gracias a dos tablas y una estrategia de evaluación de cuatro preguntas.
Matriz de cobertura de defecto por método
| Defecto | VT | PT | MT | RT | UT/PAUT |
|---|---|---|---|---|---|
| Grieta superficial | limitado | ✔ | ✔ | limitado | ✔ |
| Grieta subterránea | ✘ | ✘ | ~3 mm | limitado | ✔ |
| Porosidad | sólo superficie | sólo superficie | sólo superficie | ✔ | limitado |
| Inclusión de escoria | ✘ | ✘ | ✘ | ✔ | ✔ |
| Falta de fusión (LOF) | ✘ | ✘ | sólo superficie | limitado | ✔ |
| Falta de penetración (LOP) | sólo raíz | sólo raíz | sólo raíz | ✔ | ✔ |
| Socavado | ✔ | ✘ | ✘ | ✘ | ✘ |
| Laminación (paralela a la superficie) | ✘ | ✘ | ✘ | limitado | ✔ |
¿qué método de END es mejor para las grietas superficiales?
Grietas sólo superficiales. La respuesta depende del material base: para el acero ferromagnético, utilice MT; pero un yugo más polvo seco dará una indicación clara en menos de un minuto. Para el uso de acero inoxidable o aluminio, PT, el campo no se asienta en aleaciones no magnéticas. Para grietas por fatiga estrechas por debajo del umbral de tinte visible, el PT fluorescente bajo UV funciona bien. UT también encuentra grietas en la superficie, pero para trabajos en superficies no artificiales es excesivo en comparación con MT o PT, y la habilidad del operador es más difícil de justificar.
El marco de selección de END de 4 preguntas
Ejecútelos en orden. Cada respuesta limita el método.
- ¿solo superficie o volumétrica? Superficie sólo usa VT/PT/MT. Volumétrico necesitas RT o UT/PAUT.
- ¿el material es ferromagnético? Sí, MT es más rápido que PT para trabajos en superficie. No (acero inoxidable austenítico, aluminio, cobre, titanio) PT.
- ¿el código o contrato exige un registro permanente? Sí, con la expectativa de película, RT sigue siendo la opción de menor fricción. Sí, registro electrónico PAUT aceptable con datos codificados.
- ¿puede el área de trabajo tomar radiación o la velocidad de toda la línea de producción es el factor limitante? Sin radiación/PAUT crítico de velocidad (o visión de IA para desbordamiento de pantalla). Radiación OK / inspección RT de un solo disparo está bien.
Para la mayor parte de los recipientes y tuberías a presión con código API 650, ASME B 31.3 y ANSI B16.5, la estructura siempre lo lleva a VT (siempre) más una u otra de dos opciones volumétricas. Para los tubos intercambiadores de calor de pared delgada, lo lleva a VT más PT. Este será un punto de partida, no un reemplazo de la cláusula de su código.
Códigos, estándares y criterios de aceptación

La cobertura del método le indica lo que puede hacer cada método de END. Los códigos le indican lo que exige su industria. La mayoría de los proyectos se incluyen en uno de los cinco documentos rectores.
| Código/estándar | Alcance | Métodos de END cubiertos |
|---|---|---|
| AWS D1.1 / D1.1M | Código de soldadura estructural « acero | VT (obligatorio), PT, MT, RT, UT |
| ASME BPVC Sección V | Código de caldera y recipiente a presión « métodos de examen no destructivos | Los cinco (el artículo 4 cubre UT, incluido PAUT, desde 2010) |
| ASME BPVC Sección IX | Cualificaciones de soldadura, soldadura fuerte y fusión | VT, más referencias a los métodos de la Sección V |
| API 1104 | Soldadura de tuberías e instalaciones relacionadas | VT, RT, UT automatizado (AUT/PAUT), MT, PT |
| ISO 17636 / 17640 / 17638 / 3452 | Equivalentes internacionales para RT, UT, MT, PT | Cada norma ISO cubre un método |
| ASTM E165, E709 | Prácticas estándar para PT y MT | PT (E165), MT (E709) |
Certificación de inspector
Dos sistemas de certificación dominan el campo. El inspector de soldadura certificado (CWI) de AWS acredita al inspector visual según AWS D1.1 y similares; la prueba cubre procesos de soldadura, capacitación en códigos y prácticas de inspección. ASNT SNT-TC-1A es un esquema de práctica recomendado utilizado por los empleadores para aprobar inspectores de Nivel I, II y III en cada método de END individual. La mayoría de los proyectos de recipientes a presión y tuberías solicitan ambos: un inspector visual del CWI y un cuadro de END de Nivel II o III.
Perspectivas de la industria: END para soldadura robótica y hacia dónde va la visión de la IA a continuación

El mercado mundial de pruebas e inspecciones no destructivas en 2025 tendrá un valor de 14.990 millones de dólares, aumentando a 22.340 millones de dólares en 2030 a una tasa anual compuesta del 8,3 por ciento según el informe de inspección y END de 2025 de MarketsandMarkets. Tres líneas de tendencia son las más importantes para el lado de la soldadura de ese mercado.
PAUT continúa desplazando a RT en la fabricación con código estampado
El cambio de estándares se realiza principalmente: el artículo 4 de la Sección V de ASME ha estado cubriendo UT en soldaduras directamente desde 2010, el caso de código está maduro, API 620 y 650 tienen su Apéndice U y la NRC ha aprobado PAUT en todo menos en el nombre en lugar de RT para tuberías relacionadas con la seguridad en muchas plantas de EE. UU. El trabajo en progreso permanece dentro de los fabricantes (especialmente para trabajos de carretes de tuberías y costuras longitudinales de recipientes a presión donde las orugas PAUT ahora aparecen como equipo estándar). Si busca un fabricante para 2026 y años posteriores, planifique su proceso para tomar archivos PAUT codificados en lugar de zonas de exclusión de radiografía.
La visión de IA pasa de la detección al control de circuito cerrado
La primera ola consistió en detectar el defecto de soldadura después de que ya ocurrió. Una segunda ola, algunos de cuyos usuarios ya están enviando, toma estos parámetros en forma de cuentas y los devuelve en tiempo real al controlador de soldadura para que el voltaje, la velocidad de alimentación del cable o la velocidad de desplazamiento antes de la soldadura marginal se rebaje a un fallo. Esta es la evolución lógica de la inspección en línea en sistemas de soldadura robóticos diseñados para soldaduras de la industria energética con calidad de código, donde el bucle de inspección protege la verificación del sello ASME y el bucle de control protege el rendimiento.
La inspección no intrusiva (NII) reduce la entrada al espacio confinado
Relacionada con esto está la tendencia a la adopción ascendente de NII para naves en servicio: PAUT, UT de onda guiada, termografía. Los andamios, la liberación de gas y los permisos de espacios confinados se eliminan haciendo el trabajo sin abrir la pieza. Los informes anecdóticos de los profesionales sobre las pruebas r/no destructivas revelaron lo que los grupos de integridad de activos dicen que está sucediendo: ellos “clientes «en realidad están pidiendo propuestas de NII en lugar de propuestas basadas en CSE.
Para los propietarios de soldaduras se trata de asignar la capacidad PAUT en el taller, así como UT en etapa de compilación.
Tomar medidas para los fabricantes con planes para el gasto de capital de 2026: cuando su alcance de soldadura está limitado por ASME Sección V, AWS D1.1 o API 1104, el gasto en END que más afecta a la audiencia se registra en la viabilidad de PAUT con verificación óptica de IA como filtro de línea de producción. La gorra se encuentra frente a ella. RT sigue siendo una opción razonable para los pasajeros únicos de sección gruesa, pero los vagones están saliendo:
Preguntas frecuentes
P: ¿Qué es un método no destructivo para evaluar una soldadura?
Ver respuesta
Pruebas no destructivas. Es una prueba que examina la soldadura en busca de algún defecto sin destruir, cortar, romper o dañar la junta. Las pruebas visuales, penetrantes de líquidos, partículas magnéticas, radiográficas y ultrasónicas se enumeran como los cinco métodos más utilizados en AWS B1.10M/B1.10:2016.
P: ¿Cómo se endT una soldadura?
Ver respuesta
Comience con una inspección visual realizada por una persona calificada; AWS D1.1 especifica que una soldadura debe cumplir al menos con la inspección PT/MT antes de proceder con cualquier otro END. A continuación, elija un método de código para el defecto que está intentando detectar: PT o MT para defectos superficiales, RT o UT para defectos de soldadura interna. Por último, registre la inspección por cláusula de código.
P: ¿Cuál es la diferencia entre MT y PT para la inspección de soldaduras?
Ver respuesta
Las pruebas de partículas magnéticas solo funcionarán en materiales ferromagnéticos, por ejemplo, aceros al carbono y ferríticos como el acero inoxidable ferrítico. Sólo se probará a unos 3 mm por debajo de la superficie. Las pruebas de penetrantes líquidos funcionarán en cualquier material no poroso (incluidos los austeníticos de acero inoxidable y aluminio), pero solo revelarán defectos de rotura de la superficie.
Si el imán se adhiere a su soldadura, use MT; si no es así, use PT.
P: ¿Cuándo debería utilizar RT versus UT para soldaduras?
Ver respuesta
Utilice RT si contractualmente tiene que utilizar un registro de película 2D permanente, el lugar de trabajo puede tolerar una zona de exclusión de radiación, o sus mayores problemas de defectos son la porosidad/escoria dispersa. Utilice UT o PAUT, con o sin pantalla 2D de volumen vivo, cuando encuentre fallas planas preocupantes (falta de fusión, grietas), no pueda tener restricciones de radiación o velocidad de la línea de producción, o requiera un tamaño de falla a través de la pared. Muchos códigos actuales 'ASME Sección V Artículo 4, API 620 Apéndice U, Caso de código ASME 2235 'ahora prescriben el uso de PAUT en lugar de RT.
P: ¿Qué precisión tiene la inspección visual de soldadura por IA en comparación con un CWI?
Ver respuesta
La mayoría de los números de precisión proporcionados por los proveedores para los clasificadores de defectos de soldadura de IA se encuentran en el rango alto del 90 por ciento para clases de defectos y materiales de sustrato estrechamente definidos, pero el rendimiento real instalado aún depende en gran medida de los datos de entrenamiento y la iluminación. La visión de IA sigue siendo una capa de verificación del 100 por ciento muy útil, altamente compatible con células robóticas, pero no tiene ningún reconocimiento de código para su uso como sustituto de un inspector de soldadura certificado, por ejemplo, según AWS D1.1, o para los métodos volumétricos (RT, UT) donde su uso es obligatorio.
P: ¿AWS D1.1 requiere END en cada soldadura?
Ver respuesta
No. AWS D1.1 requiere inspección visual en todas las soldaduras dentro del alcance, pero solo se requiere END adicional (PT, MT, RT, UT) cuando los documentos del contrato lo especifican (normalmente en estructuras cargadas cíclicamente, miembros críticos para fracturas y soldaduras de tensión cargadas estáticamente, con frecuencias de muestreo establecidas por el ingeniero registrado.
¿especificar una celda de soldadura robótica donde la calidad de la soldadura debe eliminar la aceptación de ASME o AWS? Permítanos analizar su estrategia de inspección junto con el sistema de soldadura.
Acerca de esta guía sobre enD para soldar
Esta guía de 2026 consolida descripciones de métodos de END de soldadura, cobertura de defectos y citas de códigos de los manuales de métodos ASNT, AWS B1.10M/B1.10:2016, ASME Sección V, estándares API y literatura académica sobre PAUT que reemplaza la radiografía. Cuando se incluye información del proveedor sobre la precisión de la inspección visual de IA, los datos se basan en estudios de casos de proveedores y publicaciones actuales y necesitan corroboración antes de aplicarlos para especificar su propia línea de soldadura robótica.
Referencias y fuentes
- Método de prueba visual (TV) para inspecciones de END -sociedad Americana de Ensayos No Destructivos (ASNT)
- Pruebas ultrasónicas (UT): técnicas de inspección PAUT, TOFD y END (Sociedad Estadounidense de Pruebas No Destructivas (ASNT)
- AWS B1.10M/B1.10:2016 Guía para el examen no destructivo de soldaduras -American Welding Society
- Capacitación en línea sobre fundamentos de ensayos no destructivos (END) --sociedad Americana de Soldadura
- Revisión de matrices en fase ultrasónicas para inspección de recipientes a presión y tuberías -ASME Journal of Pressure Vessel Technology
- FPL Turkey Point Phased Array UT en lugar de RT (ML17208A058) -comisión Reguladora Nuclear de Estados Unidos
- NUREG/BR-0024 Trabajando con seguridad en radiografía gamma -comisión Reguladora Nuclear de Estados Unidos
- Práctica estándar ASTM E165/E165M para pruebas de penetrantes líquidos -ñam Internacional
- Informe de mercado de END e inspección 2025 -investigación de Mercados y Mercados
Artículos relacionados
- Soldadura de tuberías: aceptación API 1104 y flujo de trabajo de inspección PAUT
- Cálculo del retorno de la inversión en soldadura robótica: costo de reelaboración, inspección y nuevas pruebas de código
- Desglose de costos de celdas de soldadura robóticas, incluido el hardware de inspección de soldadura en línea
- Soldadura robótica versus soldadura manual: calidad de la soldadura, repetibilidad y carga de inspección
- Criterios de selección para un robot de soldadura en aplicaciones de recipientes a presión con código estampado
- Introducción a las tecnologías de soldadura robótica, END e integración de sistemas de calidad


