
Get in Touch with Zhouxiang
Welding Robot Maintenance: The Complete Guide to Maximizing Uptime and Weld Quality
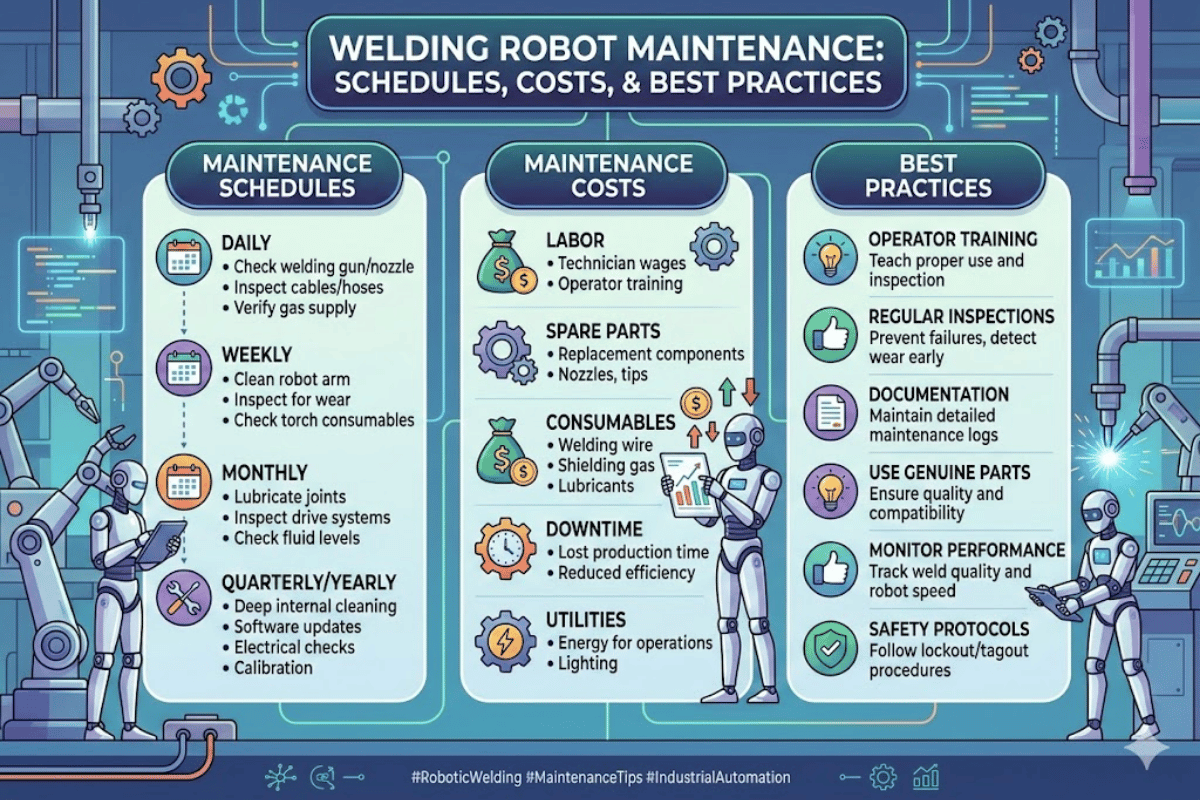
Maintaining a welding robot involves daily torch inspection, weekly cable and TCP inspections, monthly lubrication and calibration, and an ongoing schedule for consumables management – all part of a preventive maintenance schedule that ensures your robotic welding cell is operating at peak performance. All of these things missing cost you unplanned downtime far beyond the cost of the maintenance, not to mention the risk to your existing equipment and new capital projects. This article covers the exact robotic welding maintenance schedule, best practices, costs, and troubleshooting that differentiates a 15-year life from a failure at six.
Why Welding Robot Maintenance Can’t Be an Afterthought
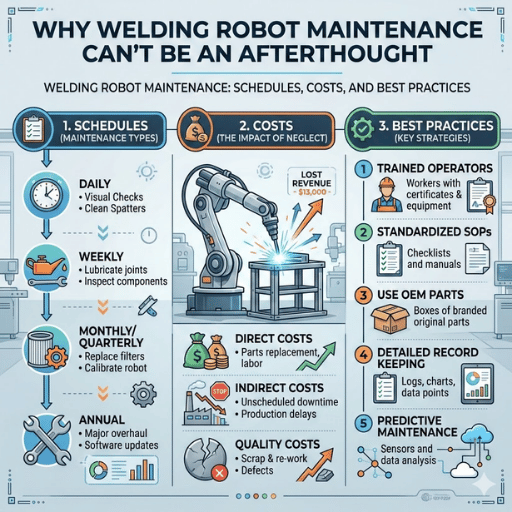
In our experience at Zhouxiang, most unplanned welding robot downtime is caused by lack of routine maintenance, not catastrophic failures. All data we have studied over the last ten years confirms this conclusion: a peer-reviewed paper published in Frontiers in Robotics and AI (2025) analyzed a Tier 1 automotive supplier robotic welding cell over the course of three years and statistically showed that maintenance-related problems caused 79 percent of all downtime. The three most common failures – water faults, tip dressings and clamp failures – were all 100 percent preventable if maintenance had been performed.
The immediate cost of this downtime is enormous. According to the Siemens True Cost of Downtime 2024 report, $125,000 per hour of unplanned downtime is directly lost to quality issues, downtime, and safety issues. Across steel mills specifically, the average loss from unplanned downtime ($1,000 per hour) is slightly higher than the average loss from normal planned maintenance stops ($5,000 per hour), but unplanned downtime is 15 times more costly when you include the cost of emergency shipments, idle labor, and scrapped parts.
79%
of downtime from maintenance-related issues
15x
cost multiplier for unplanned vs. planned downtime
10-20 yrs
robot lifespan with proper maintenance
Industrial robots properly maintained can achieve a lifespan of 10 to 20 years. Unmaintained systems average lifespan is reduced by 40% – meaning a cost of robotic equipment reduced from 15 years to just 9 years. With over 4.6 million robots worldwide (IFR 2025), the differences in facilities that are running cost-effective, proactive maintenance programs versus reactive maintenance programs is clear.
Daily, Weekly, and Monthly Maintenance Schedule
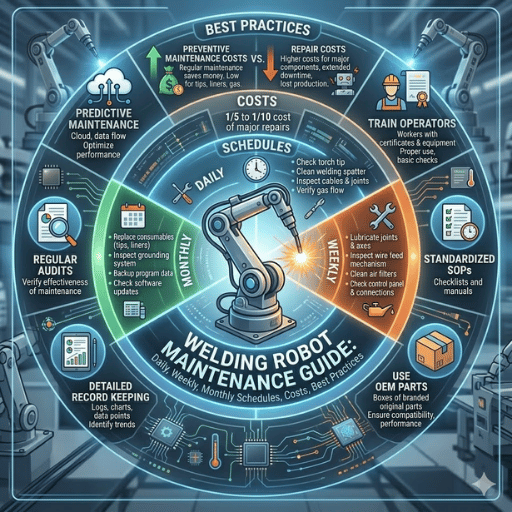
The difference in robotic uptime between reactive maintenance programs and proactive programs is so stark, 95 percent+ uptime versus 70-80 percent cell availability, that a standardized maintenance routine is without a doubt necessary to be competitive as a robotic welding cell owner. The below schedule is based on OEM recommendations across the largest manufacturers of robotic welding systems to provide a solid starting point, customized for a production environment.
| Frequency | Task | What to Check |
|---|---|---|
| Daily 10-15 min/shift |
Torch nozzle and contact tip | Remove spatter buildup; inspect tip bore for oval wear or burnback |
| Shielding gas flow | Verify pressure and flow at the nozzle (target 20-30 CFH for GMAW) | |
| Wire feed spool | Check wire level and drive roll tension | |
| Visual cable inspection | Look for kinks, rubbing, or visible signs of wear at connection points | |
| Leak check | Listen for air leaks; inspect connections and fittings for leaks on pneumatic lines | |
| Weekly 30-45 min |
TCP verification | Run TCP check against reference point; recalibrate if drift detected |
| Cable routing | Inspect full cable path for dragging, abrasion, or kinking | |
| Wire liner (3-shift ops) | Pull test for drag; replace weekly in 24/7 operations | |
| Safety interlocks | Test all E-stops and safety circuits | |
| Monthly 2-4 hours |
Joint lubrication | Grease per OEM specs; full replacement every 3,000-5,000 operating hours |
| Backup battery | Check controller and arm batteries; replace annually | |
| Fixture re-torque | Re-tighten all bolts, tool flanges, and payload fixtures to spec | |
| Full system backup | Save all programs, configuration parameters, and calibration data |
OEMs offer specific, more aggressive full-PM intervals: every 3,850 hours or 12 months for FANUC, every 3,840 hours for ABB, every 6,000 servo hours for Yaskawa Motoman, and every 10,000 hours for KUKA. Every 12 months, annual maintenance procedures include pneumatic brake testing, grease sampling, encoder verification, and electric audits. Missing regular maintenance intervals or a scheduled OEM PM can cancel some OEM warranty and significantly accelerate component wear.
💡 Pro Tip
Print this schedule, hang it at the welding cell, and give a copy to your operator. Your operator is the first line of defense — train them to do regular maintenance checks and watch for early signs of wear and catch problems before they become failures. Early intervention keeps unplanned robot downtime out of your bottom line.
Torch, Consumable, and Cable Care — Where 80% of Problems Start
In any robotic welding cell, the welding torch and its consumables are the hardest working components. They are at the center of the weld arc, experience rapid magnification of damage each time the system runs, and are held directly responsible for nearly 80 percent of weld quality issues in our facilities – primarily the contact tip, nozzle, and wire liner.
Contact Tip Lifespan
Standard copper contact tips will last around 4-8 hours of arc time in robotic welding applications. In a three-shift environment, this means replacing the tips up to 12 times per day; an enormous contributor to downtime and consumable costs. Chrome zirconium (CuCrZr) tips reduce this occurrence to every 8-24 hours (2-3X.) Under the same conditions, bore erosion is the dominant failure mode: the wire “eats” an elliptic bore through the copper over time: high resistance, “glitchy” arc, and phase imbalance ensues.
Nozzle and Gas Flow
Spatter in the nozzle will quickly cause shielding gas contamination in robotic welding. Only 0.5% entrained air in the shielding gas stream will produce discrete porosity in the weld, and 1.0% will cause large, through-wall porosity that cannot pass a visual image. The highest combination of gas flow rate and operating arc voltage is between 20-30 CFH (source: The Fabricator) – Too much pressure in the shield causes turbulence and pulls in air, leading to porosity, and too low coverage leaves areas unshielded as the arc moves.
Wire Liner Replacement
Single-shift use, change liners every 3 months. Three shifts 24/7 use, change weekly. Over-tensioned drive rolls are the leading cause of liner failure; they cause minor copper shavings that wedge themselves inside the liner and cause drag. When replacing a liner, always blow it out with compressed air before replacing the next spool of wire.
Cable Inspection Protocol
Visually inspect all power cables on a daily basis for kinks, tears, or hot spots at the connection. Weekly, check all wiring run locations for sharp edges that could cause abrasion. Monthly, perform electrical resistance testing to show changes in overall cable integrity that may be masked by external examination.
💡 Pro Tip
Use automated/continuous torch cleaner units (“reamers”) to ream the tip and remove spatter, cut wire to a precise “stick out” length, and apply anti-spatter every 15 minutes. Payback comes fast through consumable life extension and downtime reductions.
TCP Calibration and Weld Quality Verification

Every part program is based off a single coordinate: the torch “Tool Center Point” (TCP) position at the exit of the contact tip. A TCP that is out of calibration will put all subsequent part welds out of position until re-calibration occurs.
A tungsten tip deviation of only 1mm can produce reject welds under tight-tolerance welding. Studies show that 37% of all welding robots will experience calibration shift on an annual basis due to heat, bruises, and microscopic tolerances on components.
⚠️ Important
Never skip TCP verification after a crash, torch neck replacement, or tool change. A collision can shift both the tool orientation and encoder positions; running production before recalibrating will result in reject welds and lost throughput.
For arc welding torches, the TCP is normally calibrated with the 4-point method. Bring the wire tip to a fixed reference location in 4 different positions of the robot arm and let the controller determine the TCP offset geometrically. To improve this to a 6 point calibration, information such as the angles must be entered. For fully automated processes such as ABB’s BullsEye, the TCP is held to better than 0.06 mm, repeatably, without operator input, and has a built in alarm to notify operators when the wire position is invalid by more than 3deg from vertical.
Beyond TCP, for weld quality verification the 1:10:100 cost rule applies: the cost to catch a defect in the welding cell is 1x. In final inspection, 10x. At the field failure, 100x. According to published research in PMC, automated weld seam detection systems that use real time arc monitoring or vision-based technologies have achieved 98.5% average precision, thereby reducing rework from the industry average of 2-8%, down to below 1%.
Preventive vs Predictive Maintenance for Welding Robots

Preventive maintenance schedules are predetermined, driving daily, weekly, and monthly inspections of production equipment regardless of actual condition. While this is critical to maintaining high uptime levels (from 70-80% up to over 95%) predictive approaches using Internet of Things sensors and data analysis provide the additional benefit of timely problem identification.
| Factor | Preventive Maintenance | Predictive Maintenance |
|---|---|---|
| Approach | Fixed schedule (time/hours-based) | Condition-based (sensor-driven) |
| Cost to implement | Low — checklists, training, basic tools | Higher — IoT sensors, software platform, integration |
| Failure reduction | Eliminates ~80% of preventable failures | Additional 30-50% reduction in unexpected failures |
| Uptime impact | 70-80% → 95%+ | 95% → 98%+ with up to 25% further uptime gains |
| Best for | All operations (non-negotiable baseline) | High-volume, multi-cell production lines |
| ROI timeline | Immediate | 6-18 months payback |
Leading welding automation technology vendors are delivering predictive systems: FANUC’s ZDT platform has reportedly avoided over $85 million in costs for users and manufacturers since commercial introduction, specifically through reductions in costly unplanned downtime. ABB’s Ability predictive system tracks the health of servo motors and gearboxes, and calibrations of axes during manufacturing. According to information published by Deloitte, end users of the foregoing predictive methodology gained from extending manufacturer component life ranges by 20-40% and improving maintenance performance by 30-50% relative to reactive repair.
Decision Framework
- Begin with preventive maintenance – it is simple, inexpensive, and it helps minimize downtime by addressing the majority of field problems
- Monitor your downtime reasons for 6-12 months to identify patterns
- Start your predictive installation on the highest-value production line (where downtime has the highest impact on cost)
- Bring predictive methodology to your other manufacturing cells, once you have the ROI data to justify
Troubleshooting Common Welding Robot Problems
In manufacturing systems that produce bad parts, the root cause assumption is usually false, and related factors form a cause and effect group. All the emissions of time, tax, and talent resulting from operators “treating the symptoms” can be avoided by addressing the root, such as contact tips that are banged around three times a day, rather than replacing them constantly because the drive roll tension is grinding the wire into a ledge. Use the troubleshooting matrix below to identify at a glance what might be going wrong.
| Symptom | Likely Cause | Fix |
|---|---|---|
| Porosity in welds | Shielding gas contamination, spatter-blocked nozzle, gas leak in hose | Clean nozzle; verify gas flow 20-30 CFH; inspect all gas connections and fittings for leaks |
| Erratic wire feeding / bird-nesting | Worn liner, incorrect drive roll tension, wrong drive roll type | Replace liner; adjust tension to half-turn past slippage; match roll groove to wire type |
| Arc instability / spatter | Worn contact tip bore, poor work cable connection, contamination on base metal | Replace contact tip; clean and tighten work clamp; remove mill scale or oil |
| Welds consistently off-seam | TCP drift from crash, torch neck bent, fixture shifted | Full TCP recalibration; inspect torch neck; verify fixture alignment |
| Premature contact tip burnback | Wire feed speed too slow, contact-tip-to-work distance too short, drive rolls too tight | Increase WFS; verify CTWD per procedure; reduce drive roll tension |
| Robot arm vibration or unusual noise | Gearbox wear, low grease, loose mounting bolts | Inspect gearbox fluid color and level; re-torque all fasteners; schedule OEM PM |
The solution is progressive troubleshooting, not guesswork. Check the weld first: review the consumable (contact tip, nozzle, liner). Recheck the gas flow, apertures, and shielding coverage. Still no indication of the root cause? Recheck TCP. Ninety percent of all robotic welding system problems may be corrected with a triple-check like that. The rest, about 10%, can be resolved in 1 of 3 ways: by examining power supply adjustments, fixturing issues, and robotic system mechanical alignment – at which time, you need an integrator. Solid maintenance practices and the maintenance tips above eliminate most common failures before they ever reach the troubleshooting stage.
How Much Does Welding Robot Maintenance Cost?
Welding robot maintenance costs fall into two areas: the preventative maintenance plan and consumable costs. They amount to between 2-5% of the system value annually. That’s a small proportion of what costly downtime runs you — use this maintenance guide as a starting point and adapt intervals to your welding process and duty cycle. if you neglect these maintenance needs — and the right program helps extend the life of every robot on your floor.
| Cost Category | Annual Range | Notes |
|---|---|---|
| Preventive maintenance program | $2,000 – $5,000 per robot | Includes PM labor, lubricants, batteries, backup procedures |
| Consumables (tips, nozzles, liners) | $1,000 – $2,000 per robot | Half is contact tips alone; CuCrZr tips reduce total spend |
| Annual OEM PM service | $3,000 – $8,000 per robot | Third-party providers often 30-40% less than OEM direct |
| Unplanned repair (if no PM program) | $15,000 – $30,000+ per incident | Emergency service, expedited parts, lost production |
As stated by Canadian Metalworking, the average yearly consumables expenditure for a welding robot is $1,000-$2,000 – half of this is also contact tips. Cost difference of switching a robot from a standard Copper Tip to a CuCrZr Tip is approximately 2x each; this incurs 3x the lifetime so this results in a net cost reduction in most automation situations. If a plant was operating several robotic welding cells the numbers are simple: a well-run maintenance program costing $5,000-$8,000 per robot annually helps avoid costly unplanned incidents that can easily exceed $15,000 each.
Key Takeaway
Annual costs for maintenance are in the range of 2-5% of the value of the welding system. One unplanned failure can have a cost that exceeds the total cost of a year’s worth of preventive maintenance. The return on investment associated with a well-planned maintenance program is not a matter of ‘if’ but ‘when’ and its ‘when’ can almost always be measured by the first ‘failure that was avoided’
Frequently Asked Questions
Q: How often should I replace welding robot contact tips and nozzles?
View Answer
Standard copper contact tips wear out at 4-8 hours arc time, and can require change-outs up to 12 times a day in a 3 shift factory. Chrome zirconium contact tips can last 2-3 times longer. Nozzles are checked on a daily basis with replacement every 1-4 weeks depending upon your duty cycle.
Use of an automated torch cleaning station however can greatly increase consumables longevity as all spatter is removed before it can become impacted.
Q: What is TCP calibration and how often should it be done?
View Answer
TCP calibration determines precise location of wire tip with respect to robot arm. Confirm before start of shift, after crash or swap of torch neck / tip. Re-calibrate once a week with 4 points method.
Causes reject welds if drift is even 1 mm.
Q: How do I set up a preventive maintenance program for my welding robot?
View Answer
Begin with your OEM’s suggested maintenance period as a starting point- FANUC calls for a complete PM every 3,850 hours, ABB every 3,840 hours, for example, Yaskawa every 6,000 servo hours. Superimpose daily, weekly, and monthly checklist over this schedule. Log everything in a CMMS (Computerized Maintenance Management System) so you can analyze over time.
Adjust intervals to your actual usage, operation environment; for instance, a robot utilized in three shifts will require consumables replaced more often than one in a single-shift environment. Educate operators in what to look for during daily inspections, and designate a maintenance supervisor to manage the PM schedule and spare parts inventory.
Q: What causes porosity in robotic welding and how do I fix it?
View Answer
Porosity. Nearly always due to shielding gas problems: blocked nozzles by spatter during the weld, malformed nozzles which impede flow, leaks in gas hoses or hose fittings, moisture or oil deposits on base metal, or wrong flow rate settings. Contamination of as little as 0.5% of air in shielding gas will result in porosity.
Eliminate systematically: cleanse the nozzle, verify the flow rate (20-30 CFH for GMAW), check all hoses and fittings for leaks, allow the base to dry and cleanse.
Q: How long do welding robots last with proper maintenance?
View Answer
With proper maintenance, 10-20 years. Without it, lifespan drops up to 40%.
Q: Should I use a torch cleaning station for my welding robot?
View Answer
Yes, any operation more than one shift. Automated nozzle cleaning stations (reamers) will clean the nozzle and wire stick-out, and add anti-spatter spray in 5 seconds –where as it takes over 5 mins to do it manually. They run every 5-15 parts automatically. Return on investment comes from having longer life on consumables, better quality parts with less porosity due to cleaner nozzles, and no time off for manual cleaning. Most stations will need 80-100 PSI Shop air at 15-16 CFM
Need Help With Your Welding Robot Maintenance Program?
Explore our robotic welding solutions built for durability, easy maintenance, and long-term weld performance.
References & Sources
- Robotic Welding Downtime Analysis — Tier 1 Automotive Supplier Study (2025) — Frontiers in Robotics and AI / PubMed Central
- The True Cost of Downtime 2024 — Siemens
- World Robotics 2025 — Industrial Robot Installations — International Federation of Robotics (IFR)
- Predictive Maintenance and the Smart Factory — Deloitte
- Robotics — Hazard Evaluation and Solutions — U.S. Occupational Safety and Health Administration (OSHA)
- Robot-related Injuries in OSHA Severe Injury Reports (2015-2022) — ScienceDirect / Applied Ergonomics
- Better Shielding Gas Flow, More Efficient Welding — The Fabricator
- The Cost and Payback of Contact Tips in Robotic Welding — Canadian Metalworking
- Weld Seam Tracking and Detection Using Deep Learning — PMC / NCBI


