
Entre em Contato com Zhouxiang
Especificações rápidas
| Gantry welding width | up to 5,000 mm |
| Tolerância de ajuste | ~1.5 mm on a programmed path; +/-3 mm with adaptive laser seam tracking |
| Manual baseline (straight tank seams) | 57 hours/unit; robotic cycle cuts this by roughly half |
| Janela típica de retorno | 10-20 months for comparable power-equipment fabrication cells |
| Governing weld code | AWS D1.1/D1.1M:2025, plus a class-specific tank-tightness standard (see below) |
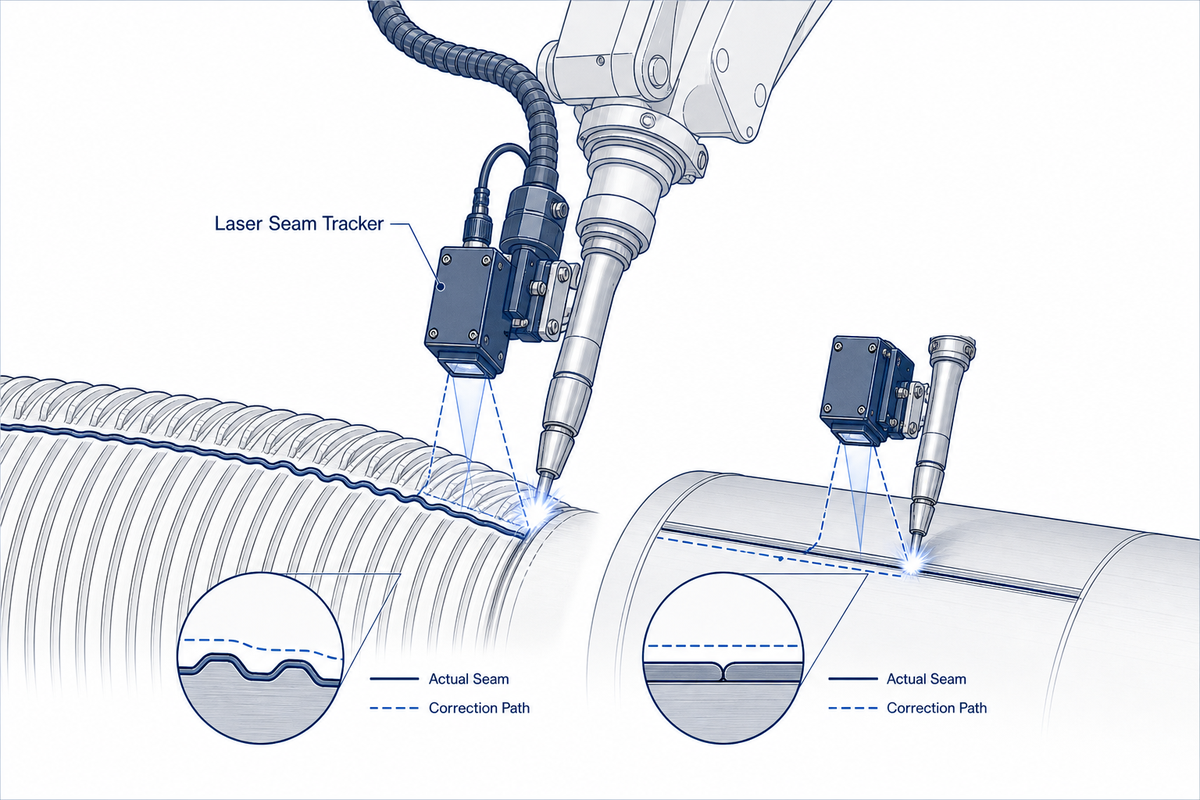
Transformer tank welding automation is the use of rail-mounted, gantry, or cantilever robotic welding cells, paired with laser seam tracking and AGVs, to perform fully automatic welding on the main tank body, corrugated cooling fins, and cover seams of an oil tank for a power or distribution transformer. It isn’t difficult to run a robot perfectly down a straight seam; the real challenge is maintaining dimensional accuracy on a large, somewhat flexible steel structure while welding several meters of seam without enough deformation to compromise the oil-tight seal or the core-and-winding fit inside.
A production-grade transformer tank welding cell may employ a gantry or rail-mounted robot along with laser seam tracking, a distortion-controlled weld sequence, and AGV-based station-to-station handling. Instead of the 57 or so hours that it might take to weld a straight seam on a tank manually, a robot-driven system may only take half that much time. And instead of a 5 to 10% rate of rejection on a manually produced tank, the rate of rejection may fall below 2%.
But three other parameters actually determine whether that “half” or “sub-2%” becomes reality, and I’ll explain each in turn, below.
What Transformer Tank Welding Automation Actually Involves, And Why It Is a Different Problem Than Structural Steel
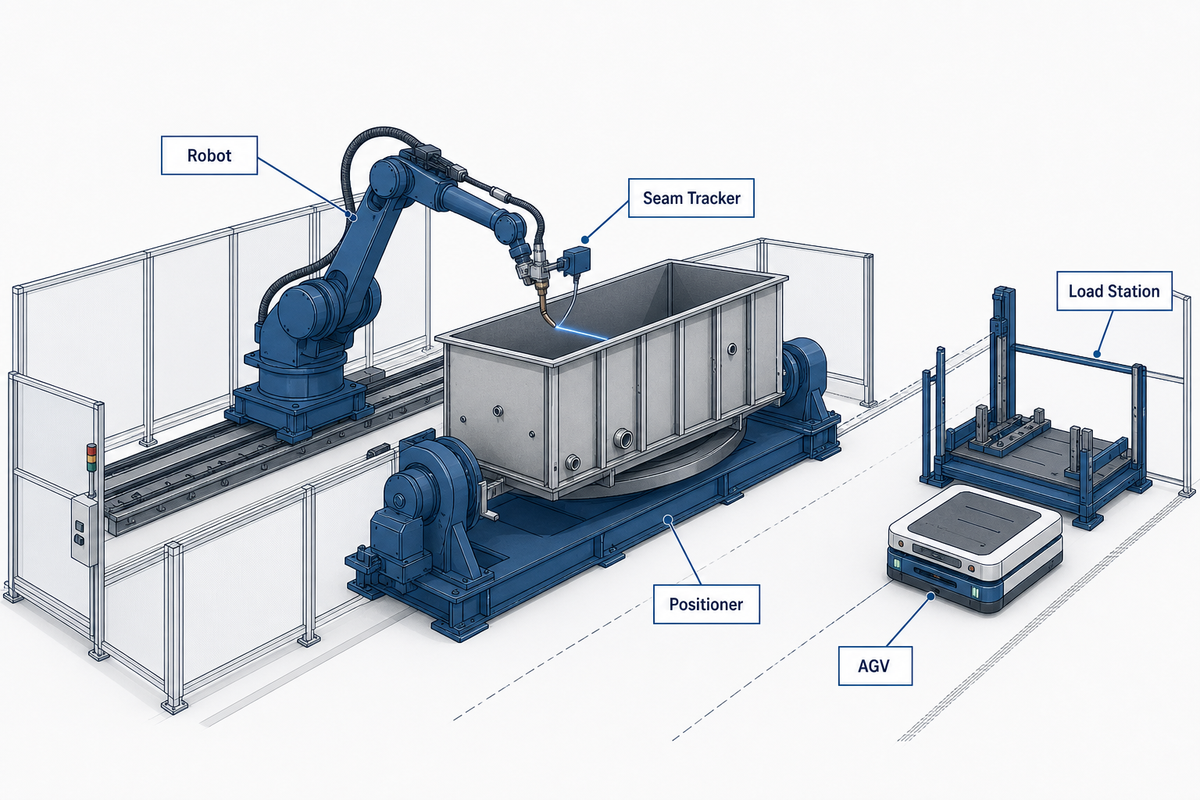
A full transformer tank welding line is complex machinery with five moving parts: a rail-mounted, gantry, or cantilever servo-driven robot arm; a rotating inverted hanger or positioner for flat, horizontal welds; a laser or 3D-vision seam-tracking sensor for real-time torch correction; an AGV or crane moving the tank between stations; and a controller running a teachless CAD-import module or replayed offline path programs.
That description matches Google’s own AI Overview for this topic, but it doesn’t explain why a transformer tank is a harder welding problem than a standard steel frame. Every one of those five elements, from the robot down to the controller, still has to be integrated under the safety-assessment requirements of ISO 10218-2:2025 before it welds a single seam. Seam-tracking technology in particular has to hold high-precision accuracy across the full welding area, not just at the moment of installation, or the automation gains described below evaporate.
The Zhouxiang power equipment page on solutions spells out the requirement simply: Tanks, switchgear housings and generator frames must maintain “tight dimensional tolerances” with “uniform welds and low distortion.” That’s a standard an order of magnitude higher than the fillet weld repeatability that typically forms the ROI for automated structural steel. Tank-shaped distortion has three additional challenges: the welds must effectively be oil-tight (weeping on an oil-filled transformer is a warranty claim, not a cosmetic defect); tank bodies are generally large and relatively thin compared to their length and tend to warp; and there’s a pre-determined clearance to core and coils inside which distorted walls can reduce.
The Weld Sequence That Controls Distortion on Long Straight Seams
No published academic research examines distortion control on tank seams specifically — the following discussion is taken from general steel fabrication distortion work (ship panels, pressure vessels, mining structures). No dedicated transformer-tank study exists because the underlying problem is the same one: welding long seams into thick steel under restraint. This discussion is presented directly, without dressing it up as tank-specific research.
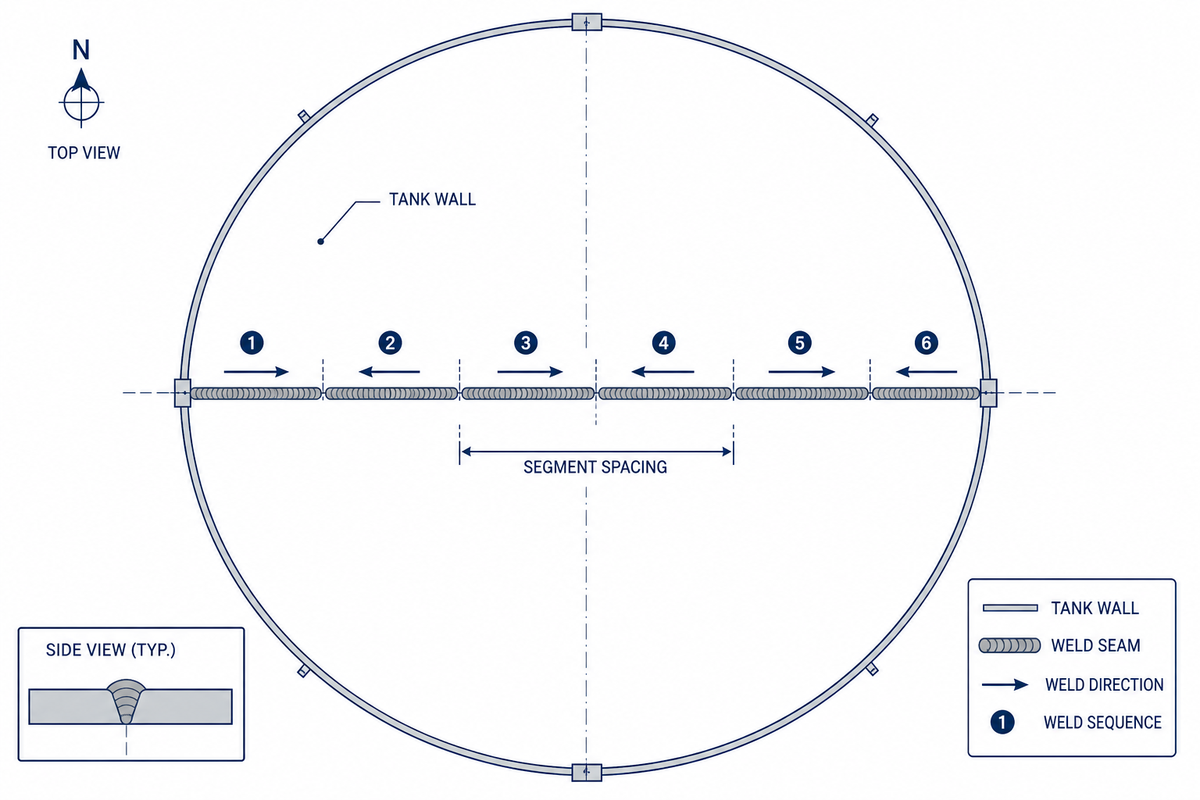
Back-step and skip welding are the two standard sequencing techniques for a long seam, and they mean something specific: back-step deposits short segments in the opposite direction to the overall weld progression, while skip welding lays short, evenly-spaced runs roughly the length of one electrode’s natural run-out, according to TWI’s fabrication distortion-control guidance. A concrete worked example from Lincoln Electric welding engineers: on a joint welded with back-step, segments run about 1 inch (2.5 cm) long; tack the ends first, then back-step from one end toward the tack. This technique specifically cancels rotational distortion (the joint opening or closing) and doesn’t fix other distortion modes, so picking it for the wrong failure mode wastes the effort.
2.5 cmstandard back-step segment length
60.71%distortion cut by fixturing alone in a 2026 peer-reviewed test
150-350 mmskip-weld segment length in a 2025 robotic tank-welding patent
One counter-intuitive finding to keep in mind before you program an automated cell with a specific welding sequence is that your choice of pattern is far less important on the shop floor than generally believed. Five different weld sequences applied to a 6-m-reinforced sidewall structure were tested in a 2009 ASME Pressure Vessels & Piping Conference paper and resulted in only a 7.65-10.2 mm variation in distortion spread among them – a modest, geometry-driven range rather than an order-of-magnitude difference. Perhaps more tellingly, a 2026 peer-reviewed Marine Structures paper which used an actual mechanized welding experiment to validate a thermo-elasto-plastic finite-element model reported that a simple non-backstep welding sequence with a template-constraining fixture improved maximal point displacement by 60.71% (from 42 mm to 16.5 mm) while outperforming both center-out and back-step patterns in terms of cycle time and distortion. Practical implication for an automated tank line: controlling fixturing discipline is as important, if not more important, than any specific sequence you program into your robot, as shown in a 2025 Chinese robô soldagem patent application (CN121733075A) that features a unidirectional intermittent skip-welding path with segments of 150-350 mm and spaces between adjacent segments of 500 mm minimum to distribute heat input, combined with a pre-camber plus external rigid restraint frame to maintain wall flatness to within 3/1000 and post-assembly verticality to within 3 mm.
✔ Advantages of a sequence-plus-fixture approach
- Repeatable weld order removes operator-to-operator variation
- Combined with rigid constraint, distortion drops far more than sequence choice alone
- Heat-input spacing (500 mm+ between segments) is programmable and enforceable, unlike manual pacing
– Limitações
- Back-step only corrects rotational distortion; it won’t fix bowing or angular distortion from other causes
- Sequence benefit is geometry-dependent; the same sequence can underperform on a different tank layout
- Fixturing that isn’t rigid enough negates most of the sequence benefit
Shops that adjust the weld sequence to the specific tank geometry, rather than copying a generic recipe from a different fabricator, adapt fastest when a new tank model comes down the line.
“Our fixtured assemblies, due to the tolerance stackups and to the distortion imparted by preheating and by depositing the multipass welds, can cause weld-joint location to vary by as much as 0.5 in. … developing the procedure to accurately locate the weld joints in space is the only way we could have gotten the process to work.”
Choosing Teachless, Offline, or Manual Programming for Tank Variety
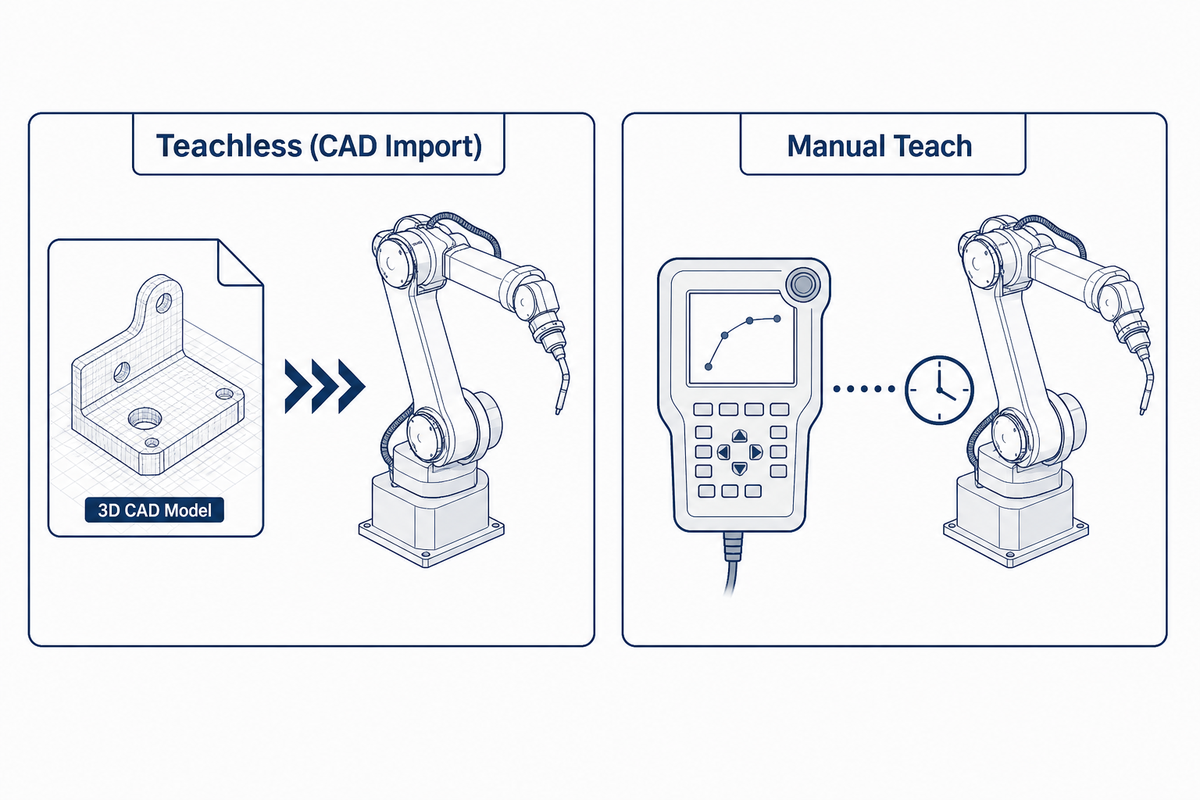
Choosing teachless, offline, or manual programming for a transformer tank production line comes down to how many distinct tank models the line processes: high-mix production favors teachless CAD-import programming, a fixed-repeat model favors reusable offline-programmed paths, and a true one-off may need manual teaching with laser assist as a fallback.
In a 2011 peer-reviewed paper from the University of Wollongong’s robotic welding laboratory, Automated Offline Programming slashed programming time for a 6-robot, 13-degrees-of-freedom (axes) system to under five minutes per weld seam from over six months previously, after a four-week initial investment to establish a process model, a cost that only makes economic sense if there’s sufficient model variety to justify it.
This pain point is concrete, not theoretical; on the Universal Robots integrator forum, an engineer working on a 210-spot weld task resorted to measuring and entering each weld position from CAD by hand since no direct CAD-to-robot path transfer was available, which is exactly the scenario that teachless programming aims to eliminate. Vendor interviews suggest a potential time savings on the order of roughly 70% – for instance, one high-mix manufacturer quantified a difference between shop-floor, from-scratch programming and offline programming at 4 days vs. 2 weeks for a large program of several thousand lines. Use such vendor-specific numbers directionally.
📐 Nota Engenharia
Any welding-robot installation requires a safety assessment according to ISO 10218-2:2025 (the current version of the robotic application safety standard, which replaces the withdrawn 2011 version). Teachless programming changes the cell’s reprogram speed; it does not exempt it from having its safety zone re-verified every time the welding path or the fixtures are changed.
Choosing a seam-tracking sensor for the same line matters for a related but different reason; it isn’t about detecting the seam once; it’s about holding that accuracy over months of production. Laser and 3D-vision trackers correct the torch path in real time for both the long straight tank-body seams and the shorter corrugated-fin joints, but the sensor is only as good as its calibration state; reflective-surface interference, weld spatter on the lens, and drift between recalibration cycles all erode the welding accuracy a spec sheet promises on day one, which is why a maintenance schedule for the sensor window belongs in the same conversation as the programming-method decision, not a separate one.
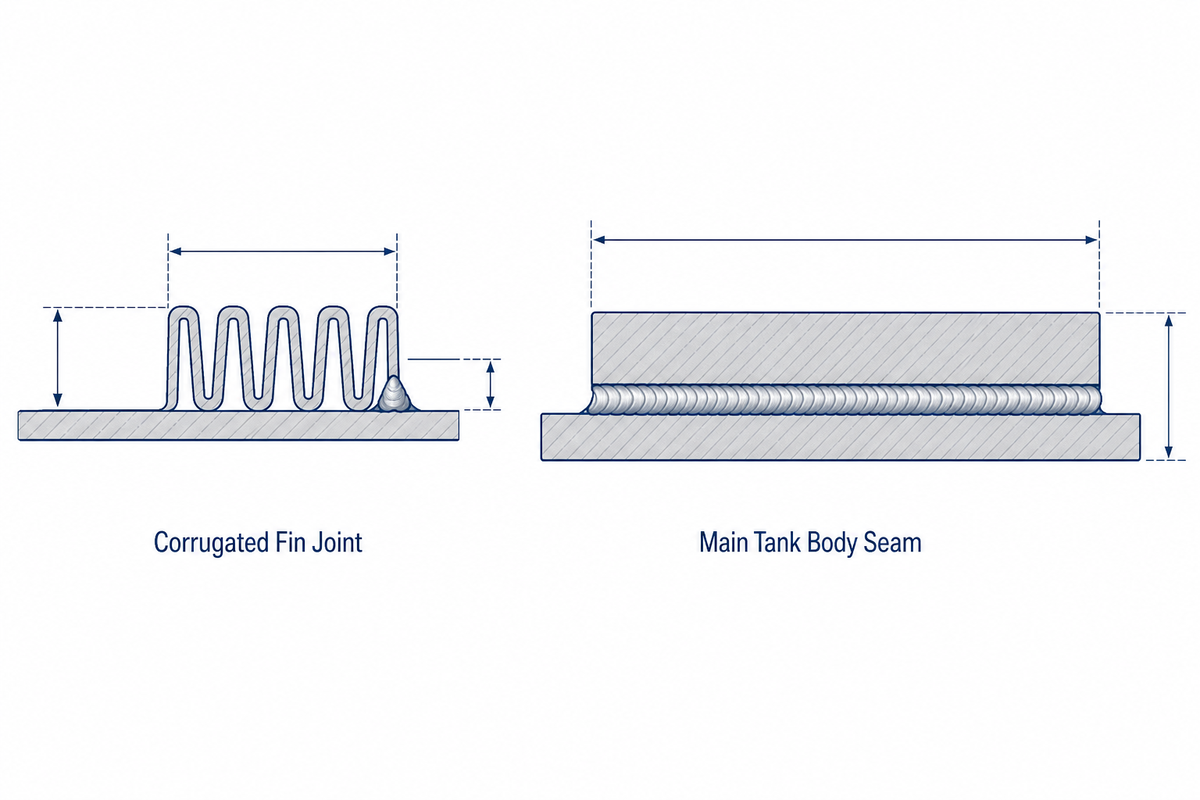
Corrugated Fin and Radiator Welding vs Main Tank Body Seams
Corrugated fin welding is usually run as its own dedicated process, not an afterthought on the main tank-body robot cell. Equipment specialized for it (CMT or TIG fin-seam welders) is sold as a distinct machine class because the welding process and joint geometry are genuinely different: short, frequent, thin-gauge seams instead of a few long, thick-plate runs.
Industry equipment specifications commonly cite fin-welding speeds in the 3-4 fins/minute range on 1-1.5mm carbon steel with a 6-8mm fin gap before welding, a different cadence problem than a single multi-meter tank-body seam entirely.
One quality lesson from fin-line equipment documentation is worth carrying into any automated cell; connecting the fin elements to the oil-collection pipe historically used an inner weld, which trapped weld residue and scrap iron inside the channel – a documented defect. Switching that joint to an outside, CO2-shielded weld eliminated the residue problem entirely and delivered stable quality across the fin run, verified against a transformer-industry test standard via third-party sealing and hot-oil-flushing checks.
It’s a small process detail, but it’s exactly the kind of specific fix that separates a genuinely engineered fin line from a generic welding cell repurposed for fin work. Fin welds are structural welds too, and fall under the same AWS D1.1/D1.1M:2025 acceptance-criteria umbrella as the main tank-body seams, even though the joint geometry and cycle time are entirely different.
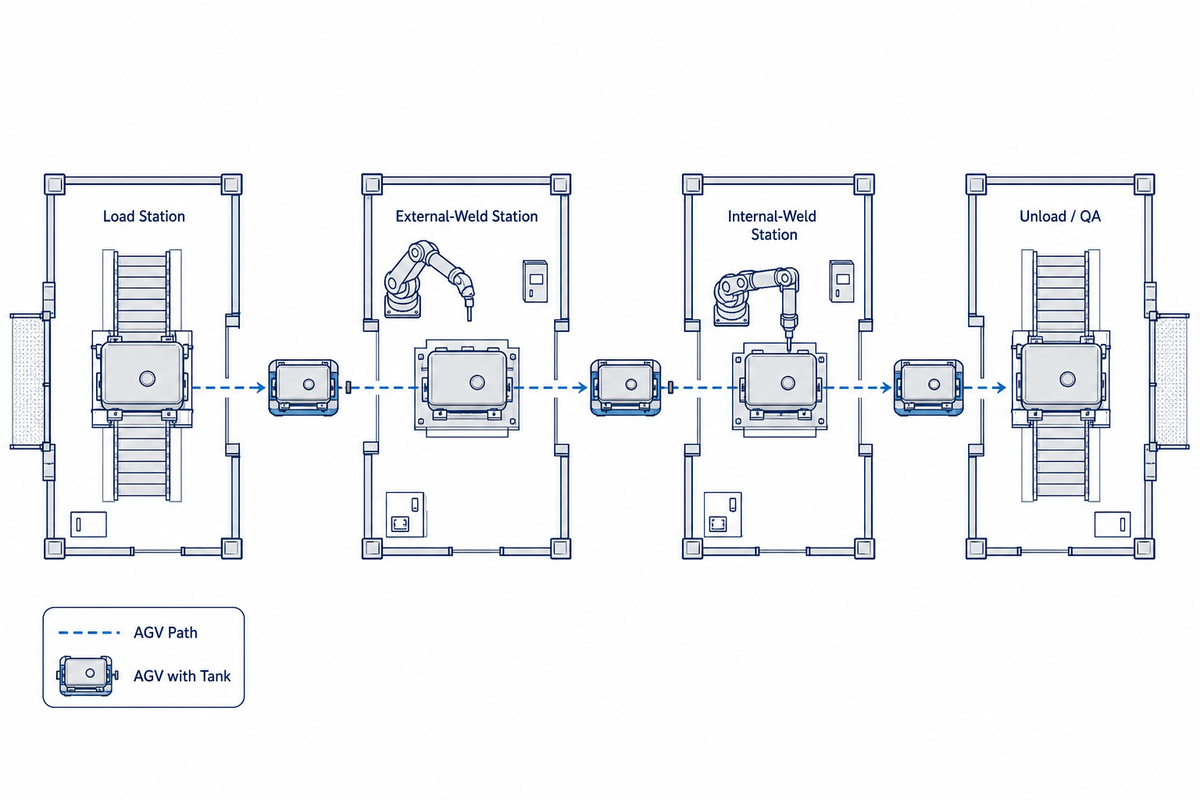
Material Handling Between Load, External-Weld, and Internal-Weld Stations
- Load station; the fabricated tank shell and cover are staged and fixtured before any weld pass begins.
- External-weld station; the robot completes the outside seams (body, cover flange, corrugated fin attachment points) while the tank is held in a positioner or rotating hanger.
- Internal-weld station; a separate pass reaches internal stiffeners and baffles that are inaccessible once the cover is closed.
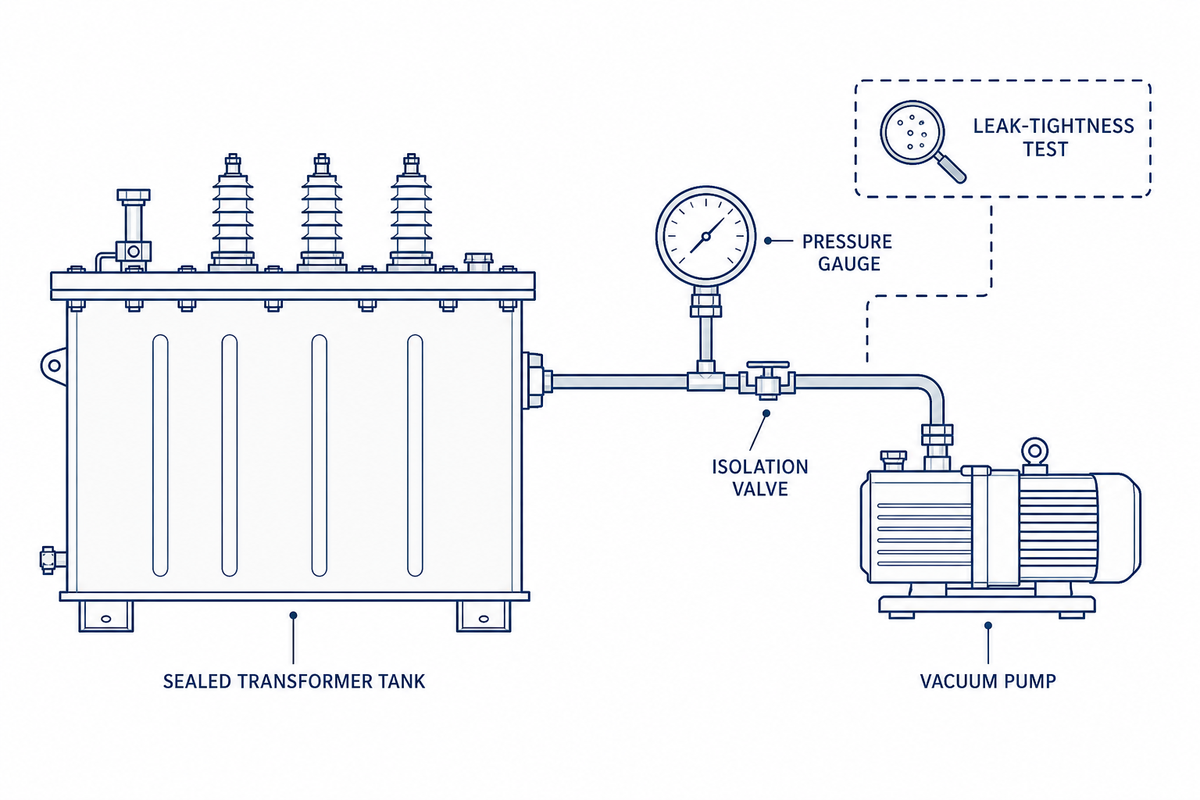
- Unload / QA handoff; the completed tank moves to leak-tightness verification (see below) before final assembly.
Material handling has to keep pace with the robot cells, or these four stations don’t function as automated production. Getting a multi-ton tank shell between them without a crane on every cycle is what AGVs are for. NIST, citing OSHA data, reports a forklift-related fatality roughly every three days in the US, with about 80% of the roughly 110,000 annual forklift accidents involving a pedestrian — the safety case for automated handling is not hypothetical.
Current International Standard ISO 3691-4:2023 states that driverless-truck obstacle detection and bumper systems should ensure no more than 135 N of force be exerted against a person or obstacle when stopped, which is a lot more objective than merely “a safe stop.” Heavy-duty AGVs, carrying much larger loads than a transformer tank, are commercially available up to roughly 800-ton capacity, so load is generally not the limit; integrating the AGV with the welding cell’s own safety-rated zone under ISO 10218-2:2025 often is.
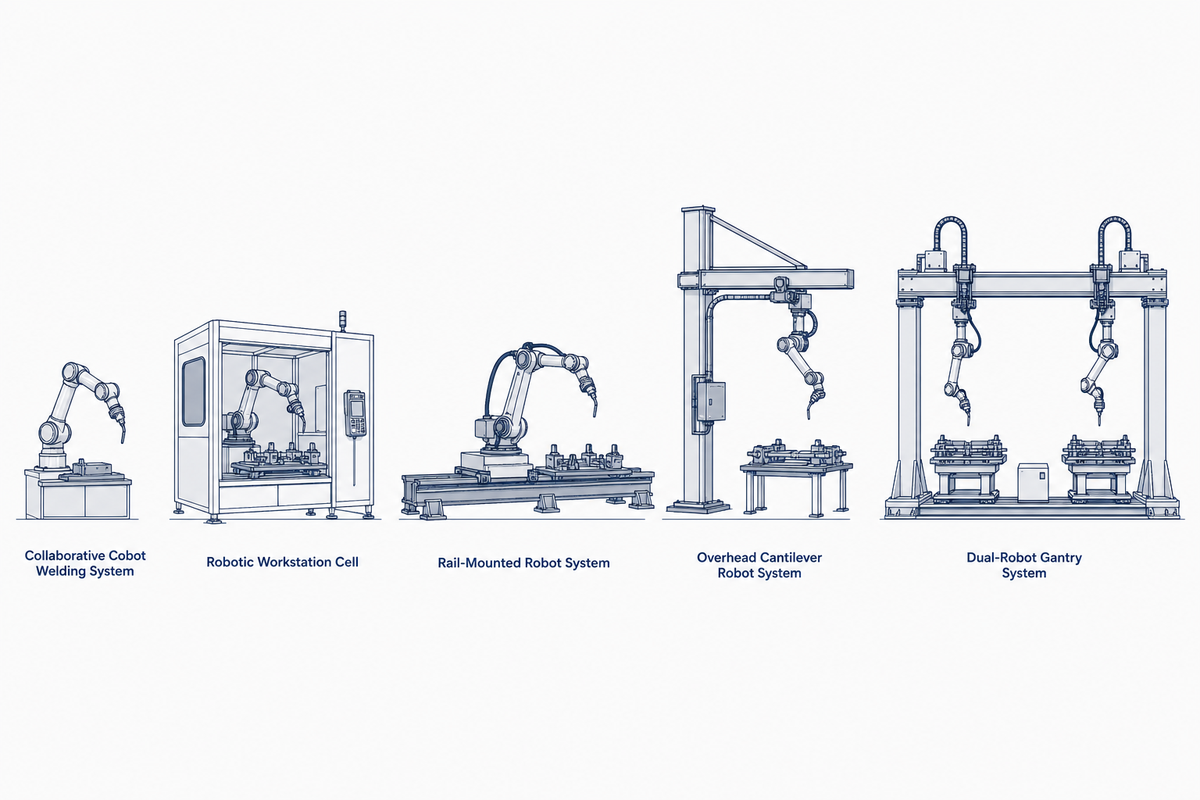
Matching System Architecture to Your Tank Size and Volume
O 5-Architecture Tank-Line Fit Threshold below aligns production tier and tank size with one of five system architectures, using the cost brackets and performance limits Zhouxiang publishes for its rail-mounted, gantry, cantilever, cobot, and workstation-cell lines.
That’s one production decision that’s easy to get wrong on either end, because underspecifying and over-specifying the system both waste capital — a rail-mounted cell runs the robot along a fixed guide rail, trading flexibility for straight-seam speed, while a gantry or cantilever cell trades some of that speed for wider coverage — and whichever architecture you land on still has to meet the same ISO 10218-2:2025 cell-integration safety requirements covered above.
| Production tier / profile | Recommended architecture | Indicative price band (USD) | Limitations / Not suitable for |
|---|---|---|---|
| Low volume, high tank-size variety, job-shop mix | Collaborative welding robot (cobot) | $10,000-20,000 | Not rated for continuous 3-shift production; slower cycle than fixed-rail systems |
| Medium volume, standard fin/panel batches | Intelligent welding workstation | $22,500-30,000 | Fixed cell footprint; not suited to tanks exceeding the station’s positioner capacity |
| Long straight seams, single robot, moderate volume | Rail-mounted welding robot | $38,500-65,000 | Rail length is fixed at install; not suited to widely varying tank lengths without reconfiguration |
| High-volume batch, overhead crane loading required | Cantilever welding robot | $46,000-50,000 | Overhead beam configuration needs adequate ceiling height; less floor-space-efficient than rail systems for narrow shops |
| Wide-plate tanks, dual-robot, highest volume | Gantry welding robot (dual robot capable) | $77,000-80,000 | Highest capital cost; underutilized on small or infrequent tank runs |
| Fit-up tolerance across all tiers | ~1.5mm on a programmed path; +/-3mm with adaptive laser seam tracking | ||
| Base price includes | Robot arm, controller, welding power source, standard fixtures, cabling, installation supervision, operator training | ||
| Priced as options | Seam tracking, 3D vision, offline programming software, custom fixtures | ||
Weld Quality and Leak-Tightness Verification
Weld quality on the joint itself is governed by AWS D1.1/D1.1M:2025, the current Structural Welding Code – Steel. That code alone doesn’t demonstrate the finished tank won’t leak transformer oil — that’s a separate, tank-specific test.
The 2025 update to AWS D1.1 added prequalified welding-procedure tables covering non-short-circuit and pulsed-arc processes, which make up most robotic transformer-tank seam welding, plus revised heat-treating specifications and numerical acceptance criteria for porosity.
Here’s a nuance that’s worth getting right rather than papering over: IEEE C57.12.00 contains only a general upper limit of 2atm absolute for the pressure of a sealed-tank – and its own wording defers the specifics of tightness test and vacuum test values to the applicable type-specific companion standard. That type-specific companion standard actually defines the tank structural and pressure relief requirements, IEEE C57.12.39, is scoped strictly to distribution transformers that are oil-immersed, and thus doesn’t, per its own statement, extend to power and large transformer tanks classes. For a distribution class tank, the manufacturer’s tightness test normally entails a vacuum-hold or a pressure-hold test, such as, in oil and gas procurement practice, “must hold full vacuum at external pressure equal to 1 atm gauge. The performance criteria for large tanks will generally be established in accordance with the general requirements of IEEE C57.12.00 plus ASME Boiler and Pressure Vessel Code”. There’s no comparable specific companion standard. It’s worth five extra minutes to ascertain whether C57.12.00 general requirements plus ASME BV&PV Code are the appropriate route to define tank testing from that general limit on out for your specific class, as assuming C57.12.39 applies to all classes is the kind of scope slip-up that comes to light in an audit.
Cost and Payback for a Transformer Tank Welding Line
Whether the shop floor calls it a welding robot, a robot welding machine, or simply welding for transformer tank production, industrial robots deliver the same high-efficiency payback math: an automated welding solution boosts productivity per shift with a smarter, more repeatable process than manual welding, regardless of the label on the cell.
In general industrial arc welding, a robotic cell yields roughly 6,000-12,000 kg of weld metal per robot annually versus 1,500-2,000 kg for one manual welder, per Kemppi’s automation product manager writing in ASSEMBLY Magazine — a 3-6x output gap before counting downtime or rework differences.
That output gap is the core efficiency driver behind automation, and it compounds with an under-addressed cost factor: the American Welding Society projects a shortfall of 330,000 welders by 2028, and a 7-15% annual skilled-labor cost increase erodes the payback of delaying automation, not just its purchase price.
On the rework side, a 2025-filed robotic tank-welding path-planning patent claims its distortion-control approach cuts flame-correction rework labor — traditionally as much as 70% of total labor on a manually welded tank — to a minimum, a hidden cost line a simple hours-saved calculation misses.
5-year total cost of ownership — rail-mounted cell vs. continued manual welding (illustrative, one tank/day volume):
| Cost item | Rail-mounted robotic cell | Manual welding (2 welders) |
|---|---|---|
| Purchase price | $38,500-65,000 | $0 (existing labor) |
| Installation & commissioning | Included in base price | n/a |
| Labor (5-yr) | 1 operator managing the cell | 2 welders, 7-15%/yr wage inflation |
| Wire & gas (5-yr) | 10-25% lower consumption per unit welded | Linha de base |
| Rework/downtime risk (5-yr) | Under 2% reject rate | 5-10% reject rate |
Payback example: at a fully loaded labor rate of $30/hour and two welders replaced by one operator plus a $50,000 rail-mounted cell, annual labor savings alone run in the $80,000-150,000 range cited industry-wide for a single-cell automation swap; against a $50,000-65,000 installed cost, that alone lands inside the commonly reported 10-20 month payback window before wire, gas, and rework savings are added on top. Run your own numbers with the calculadora ROI robô soldagem before committing to a specific architecture.
The Transformer Supply Crunch Is Reshaping Automation Investment Priorities
As of July 2026, the transformer supply story is not one unified crisis — it splits cleanly by transformer class, a division with real implications for which segments are actually seeing automation-driven capacity benefits right now.
Power and generator-step-up (GSU) transformers remain in a severe, multi-year supply constraint: US demand for power transformers is up 116% since 2019 and distribution-transformer demand up 41%, with 2025 supply deficits estimated at 30% for power and 10% for distribution — figures from Wood Mackenzie’s own August 2025 press release, cross-checked directly rather than taken secondhand.
Other trade-press coverage of the same research cites GSU demand growth as high as 274%, a figure not present in Wood Mackenzie’s own release and worth treating with some skepticism. A June 2024 National Infrastructure Advisory Council report to the President separately found wait times ballooning from months in 2020 to two to four years in 2024, with large power and GSU lead times averaging 120-144 weeks.
Manufacturers are spending close to $2 billion on new or expanded domestic capacity — Hitachi Energy, Siemens Energy, Eaton, Prolec GE, Virginia Transformer, and about six other companies — a capacity race among power transformer manufacturers and transformer suppliers alike that has made welding throughput a competitive variable, not just a cost line.
Power / GSU / substation transformers
- Demand +116% since 2019 (Wood Mackenzie); trade press cites up to +274% for GSU specifically
- Lead times 120-144 weeks
- 2025 supply deficit modeled at 30%
- Crunch still active as of 2025 data
Distribution transformers
- Demand +41% since 2019 (Wood Mackenzie); 2025 deficit modeled at 10%
- Lead times “normalized” per DOE, March 2026
- Component-level bottlenecks persist (lightning arresters, secondary breakers)
- Improving, not fully resolved
This differentiation comes from a March 2026 Department of Energy distribution-transformer webinar, where Prolec GE told the panel that “lead times on distribution transformers…have returned to more normal levels in the past several months,” although he admitted that some special components are still delayed. In fact, not everyone in the market is in agreement about the severity of the shortage: one transformer broker who was interviewed for the Wood Mackenzie article claims the shortage story is an exaggerated ploy by vendors to inflate prices, arguing that a conventional substation power transformer can still be ordered within 12 to 14 months after design documents are approved and that it’s the utility/EPC buying processes – not factory constraints – that constitute the actual impediment. Whichever explanation proves closest to the mark, for a fabricating shop that falls on either side of the transformer market, the effect is the same: Welding capacity has become a competitive factor in lead times, alongside cost, among transformer OEMs, and if you can’t increase tank-welding output on short notice, you’re missing out on the most rapidly expanding segment of the market – power and GSU transformers.
Levantamento chave
Power-transformer lead times are still running 120+ weeks against demand up 116% since 2019 (Wood Mackenzie), while distribution-transformer lead times have specifically normalized per DOE’s March 2026 update — meaning tank-welding throughput capacity now matters most for OEMs competing in the power and GSU segment.
Perguntas frequentes
Q: Can custom or non-standard transformer tank designs be welded robotically?
Yes — teachless programming imports a 3D CAD model directly and identifies weld seams automatically, without a fixed pre-taught path, and for a one-off tank with no CAD file, a 3D vision scan can generate the same weld path from the physical part.
Today’s custom and non-standard tank fabrication relies on teachless welding control; instead, the system imports a 3D CAD file (from SolidWorks, Tekla or UG, for instance), identifies seam locations, and calculates the weld path, without manual pre-teaching of a route. For a truly one-of-a-kind tank where a CAD model is unavailable, 3D vision systems can be used to scan the physical workpiece and construct a point cloud, directly generating a weld path from the scan.
Q: What maintenance do transformer tank welding robots require?
Routine maintenance centers on welding consumables and seam-tracking sensor optics, not the robot arm itself — torch liners, contact tips, nozzles, and drive rolls get replaced on a schedule, and sensor windows need periodic cleaning to keep readings accurate.
Revestimentos de tochas de soldagem, pontas de contato, bicos e rolos de acionamento são peças consumíveis que devem ser trocadas a uma taxa especificada; enquanto as janelas dos sensores de rastreamento de costura devem ser limpas em intervalos regulares para garantir leituras precisas de uma visão ou laser. A maioria dos bons fornecedores de sistemas mantém um inventário adequado desses consumíveis básicos para poder enviar dentro de 48 horas, e as peças mecânicas/elétricas geralmente estão sob garantia de um a dois anos.
Q: How long does a transformer tank welding line take to pay back?
Payback for a dedicated cell commonly falls in the 10-20 month range for comparable power-equipment fabrication automation, driven by a 3-6x output gap per welder plus lower rework and consumables costs once the line is running.
Com uma pessoa operando uma ou duas células robóticas no chão de fabricação, várias células de solda manual são substituídas, o uso de fio e gás de proteção cai em 10-251TP3 T e o retrabalho cai do 5-101TP3 T encontrado nas peças manuais para menos de 21TP3 T nas peças do robô A saída por robô por ano também é três a seis vezes maior que a de um soldador manual, que se multiplica no cálculo de retorno junto com a economia de mão de obra no retrabalho e consumíveis Os períodos de retorno do mundo real variam descontroladamente dependendo da sua taxa de trabalho por hora, número de turnos, nível de rejeição manual e do número de modelos de tanques para os quais uma única célula de trabalho robótica será usada (sem um programa completo).
Q: What weld quality or leak-tightness standard applies to transformer tank welds?
AWS D1.1/D1.1M:2025 governs the weld itself; IEEE C57.12.39 governs tank tightness for distribution-class transformers specifically — power and large-transformer tanks route through IEEE C57.12.00 plus the ASME Boiler and Pressure Vessel Code instead.
A própria qualidade da solda é geralmente verificada em relação ao perfil de solda AWS D1.1/D1.1 M:2025 e defeitos de solda O IEEE C57.12.39, um companheiro do IEEE C57.12.00, define os requisitos de estanqueidade para tanques de transformadores da classe de distribuição Para tanques de potência e grandes, nenhum padrão companheiro define os requisitos de estanqueidade, e estes devem, em vez disso, ser abordados através do padrão IEEE C57.12.00 e, mais importante, do Código de Caldeiras e Vasos de Pressão ASME.
Q: Can one robotic cell handle multiple transformer tank sizes without reprogramming?
Yes, within the cell’s rail length or reach — it reloads a stored program per model instead of re-teaching from scratch, so switching models means reloading the program and refixturing the part, not reprogramming the robot.
Ao mudar para um modelo de tanque diferente, o operador recarrega o programa armazenado para esse modelo e re-fixa a peça; o robô em si não é reprogramado.
Por que escrevemos isso
Zhouxiang has built welding automation systems since 1991, including the rail-mounted and gantry cells this guide describes for transformer tank fabrication. The standards-scope and distortion-control guidance here is drawn from welding-engineering literature and published standards, cross-checked against our own 57-hour manual-baseline comparison on straight tank seams — sourced information engineering personnel need, not marketing copy. Reviewed by the Zhouxiang technical team.
Referências e fontes
- Distortion, Prevention by Fabrication TechniquesTWI (The Welding Institute)
- 18 Principles to Minimize Distortion, Part IICanadian Fabricating & Welding / FMA
- Welding sequence and fixturing effects on distortion in stiffened panelsMarine Structures (Elsevier, 2026)
- CN121733075A, Robotic welding path and deformation control method for transformer tanksGoogle Patents
- Automated Offline Programming for Robotic Welding Systems with High Degrees of FreedomSpringer, Lecture Notes in Electrical Engineering
- ISO 10218-2:2025, Robotics, Safety RequirementsInternational Organization for Standardization
- ISO 3691-4:2023, Driverless Industrial Trucks SafetyInternational Organization for Standardization
- Automated Guided Vehicle SafetyNational Institute of Standards and Technology
- D1.1/D1.1M:2025, Structural Welding Code, SteelSociedade Americana de Soldagem
- What’s New in AWS D1.1:2025FABTECH / AWS D1 Committee
- IEEE C57.12.39, Distribution Transformer Tank Pressure CoordinationIEEE Standards Association
- Calculating ROI for Automated Welding EquipmentASSEMBLY Magazine
- Power Transformers and Distribution Transformers Will Face Supply Deficits of 30% and 10% in 2025Wood Mackenzie
- Transformers in 2026: Shortage, Scramble, or Self-Inflicted Crisis?POWER Magazine
- Addressing the Critical Shortage of Power TransformersNational Infrastructure Advisory Council
- Distribution Transformer WebinarU.S. Department of Energy, Office of Electricity
