
Póngase en contacto con Zhouxiang
Especificaciones rápidas
| Ancho de soldadura del pórtico | hasta 5.000 mm |
| Tolerancia de ajuste | ~1,5 mm en una ruta programada; +/-3 mm con seguimiento adaptativo de costura láser |
| Línea de base manual (costuras rectas del tanque) | 57 horas/unidad; El ciclo robótico reduce esto aproximadamente a la mitad |
| Ventana de recuperación típica | 10-20 meses para celdas de fabricación de equipos eléctricos comparables |
| Código de soldadura aplicable | AWS D1.1/D1.1M:2025, además de un estándar de estanqueidad para tanques específico de su clase (ver más abajo) |
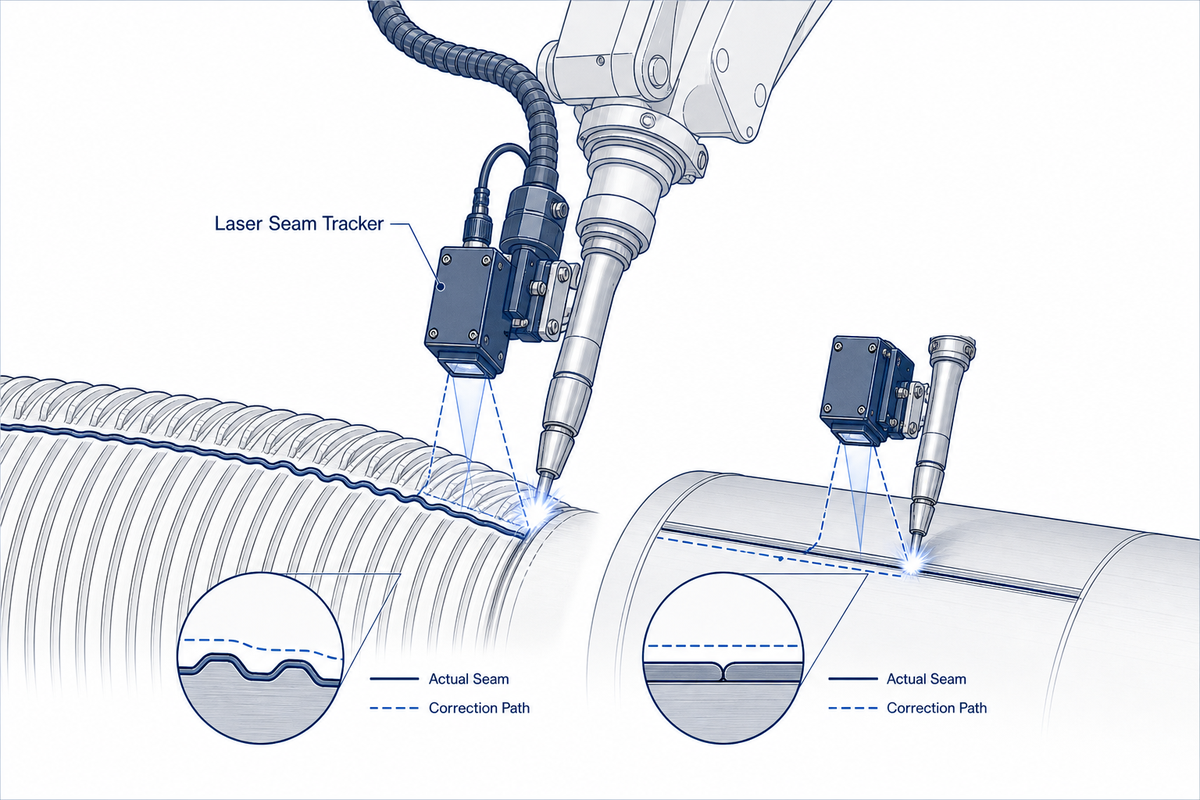
La automatización de la soldadura del tanque transformador es el uso de celdas de soldadura robóticas montadas en rieles, pórtico o voladizo, combinadas con seguimiento de costuras láser y AGV, para realizar una soldadura completamente automática en el cuerpo del tanque principal, aletas de enfriamiento corrugadas y costuras de cubierta de un tanque de aceite. para un transformador de potencia o distribución. No es difícil hacer funcionar un robot perfectamente por una costura recta; El verdadero desafío es mantener la precisión dimensional en una estructura de acero grande y algo flexible mientras se sueldan varios metros de costura sin suficiente deformación para comprometer el sello hermético al aceite o el ajuste del núcleo y el devanado en su interior.
Una celda de soldadura de tanque transformador de grado de producción puede emplear un robot montado en pórtico o riel junto con seguimiento de costura láser, una secuencia de soldadura controlada por distorsión y manejo de estación a estación basado en AGV. En lugar de las aproximadamente 57 horas que podría llevar soldar manualmente una costura recta en un tanque, un sistema impulsado por robot puede tardar solo la mitad de ese tiempo. Y en lugar de una tasa de rechazo de 5 a 10% en un tanque producido manualmente, la tasa de rechazo puede caer por debajo de 2%.
Pero otros tres parámetros realmente determinan si esa “mitad” o “sub-2%” se hace realidad, y explicaré cada uno de ellos por turno a continuación.
Lo que realmente implica la automatización de la soldadura de tanques con transformador y por qué es un problema diferente al del acero estructural
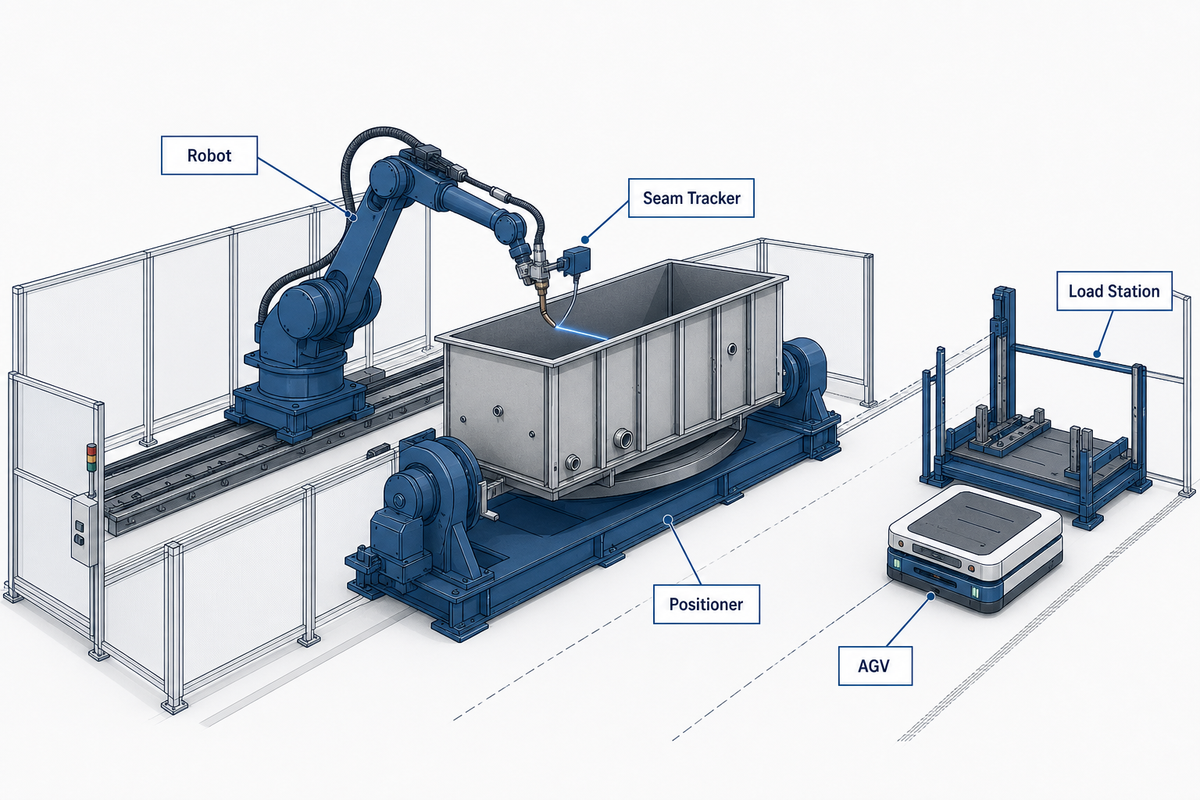
Una línea completa de soldadura de tanques de transformador es una maquinaria compleja con cinco partes móviles: un brazo robótico servoaccionado por riel, pórtico o voladizo; un colgador o posicionador invertido giratorio para soldaduras planas y horizontales; un sensor de seguimiento de costuras láser o de visión 3D para corrección de antorchas en tiempo real; un AGV o grúa moviendo el tanque entre estaciones; y un controlador que ejecuta un módulo de importación CAD sin enseñanza o programas de ruta fuera de línea reproducidos.
Esa descripción coincide con la descripción general de IA de Google para este tema, pero no explica por qué un tanque de transformador es un problema de soldadura más difícil que un marco de acero estándar. Cada uno de esos cinco elementos, desde el robot hasta el controlador, aún debe integrarse bajo los requisitos de evaluación de seguridad ISO 10218-2:2025 antes de soldar una sola costura. La tecnología de seguimiento de costuras en particular debe mantener una precisión de alta precisión en toda el área de soldadura, no solo en el momento de la instalación, o las ganancias de automatización que se describen a continuación se evaporan.
La página de soluciones de equipos de energía de Zhouxiang detalla el requisito de manera simple: los tanques, las carcasas de los interruptores y los marcos de los generadores deben mantener “tolerancias dimensionales estrictas” con “soldaduras uniformes y baja distorsión.” Ese es un estándar de un orden de magnitud mayor que la repetibilidad de la soldadura de filete que normalmente forma el retorno de la inversión para el acero estructural automatizado. La distorsión en forma de tanque tiene tres desafíos adicionales: las soldaduras deben ser efectivamente herméticas al aceite (el barrido de un transformador lleno de aceite es un reclamo de garantía, no un defecto cosmético); los cuerpos de los tanques son generalmente grandes y relativamente delgados en comparación con su longitud y tienden a deformarse; y hay un espacio libre predeterminado para el núcleo y las bobinas dentro del cual las paredes distorsionadas pueden reducirse.
La secuencia de soldadura que controla la distorsión en costuras largas y rectas
Ninguna investigación académica publicada examina específicamente el control de la distorsión en las costuras de los tanques «la siguiente discusión se toma del trabajo general de distorsión en la fabricación de acero (paneles de barcos, recipientes a presión, estructuras mineras). No existe ningún estudio específico sobre transformadores y tanques porque el problema subyacente es el mismo: soldar costuras largas en acero grueso con restricciones. Esta discusión se presenta directamente, sin disfrazarla como una investigación específica para tanques.
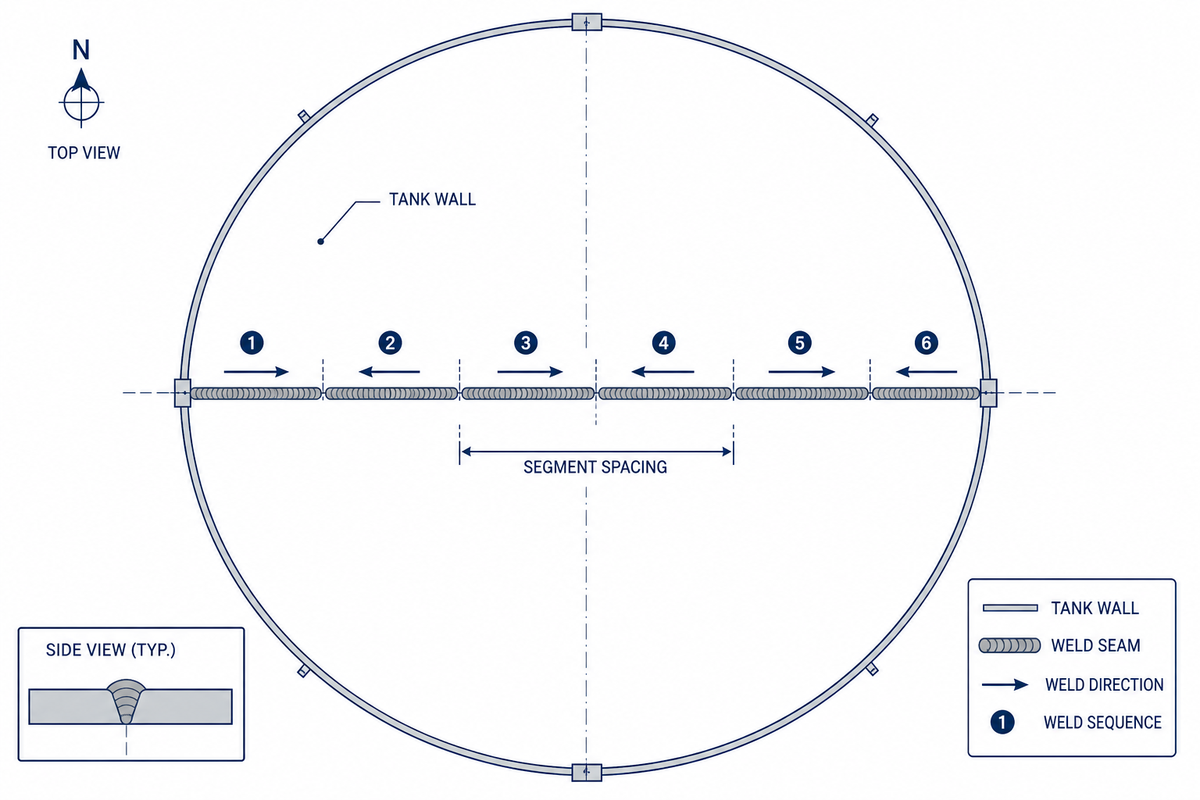
La soldadura por retroceso y por salto son las dos técnicas de secuenciación estándar para una costura larga, y significan algo específico: el retroceso deposita segmentos cortos en la dirección opuesta a la progresión general de la soldadura, mientras que la soldadura por salto se realiza en recorridos cortos y espaciados uniformemente. aproximadamente la longitud del descentramiento natural de un electrodo, según Guía de control de distorsión de fabricación de TWI. Un ejemplo de hormigón trabajado por los ingenieros de soldadura de Lincoln Electric: en una junta soldada con escalón hacia atrás, los segmentos miden aproximadamente 1 pulgada (2,5 cm) de largo; Primero pegue los extremos y luego retroceda desde un extremo hacia la tachuela. Esta técnica cancela específicamente la distorsión rotacional (la apertura o cierre de la junta) y no corrige otros modos de distorsión, por lo que elegirla para el modo de falla incorrecto desperdicia el esfuerzo.
2,5 cmlongitud estándar del segmento de paso atrás
60.71%distorsión cortada fijando solo en una prueba revisada por pares de 2026
150-350 mmlongitud del segmento de soldadura por salto en una patente de soldadura de tanque robótica de 2025
Un hallazgo contrario a la intuición a tener en cuenta antes de programar una celda automatizada con una secuencia de soldadura específica es que su elección de patrón es mucho menos importante en el taller de lo que generalmente se cree. En un documento de la Conferencia sobre tuberías y recipientes a presión ASME de 2009 se probaron cinco secuencias de soldadura diferentes aplicadas a una estructura de pared lateral reforzada con 6 m y dieron como resultado solo una variación de distorsión de 7,65 a 10,2 mm entre ellas (un rango modesto impulsado por la geometría en lugar de una diferencia de orden de magnitud. Quizás lo más revelador sea un examen por pares de 2026 Papel Estructuras Marinas que utilizó un experimento de soldadura mecanizada real para validar un modelo de elementos finitos termoelastoplásticos informó que una secuencia de soldadura simple sin retroceso con un dispositivo de restricción de plantilla mejoró el desplazamiento del punto máximo en 60,71% (de 42 mm a 16,5 mm) al tiempo que superó patrones de centro hacia afuera y hacia atrás en términos de tiempo de ciclo y distorsión. Implicación práctica para una línea de tanque automatizada: controlar la disciplina de fijación es tan importante, si no más, que cualquier secuencia específica que programe en su robot, como se muestra en un chino de 2025 robot soldador solicitud de patente (CN121733075A) que presenta una trayectoria de soldadura intermitente unidireccional con segmentos de 150-350 mm y espacios entre segmentos adyacentes de 500 mm mínimo para distribuir el aporte de calor, combinado con una precámara más un marco de sujeción rígido externo para mantener la pared. planitud dentro de 3/1000 y verticalidad posterior al montaje dentro de 3 mm.
✔ Ventajas de un enfoque de secuencia más arreglo
- El orden de soldadura repetible elimina la variación de operador a operador
- Combinada con una restricción rígida, la distorsión cae mucho más que la elección de secuencia por sí sola
- El espaciado de entrada de calor (500 mm+ entre segmentos) es programable y ejecutable, a diferencia del espaciado manual
⚠ Limitati
- El paso atrás sólo corrige la distorsión rotacional; no solucionará la inclinación o la distorsión angular por otras causas
- El beneficio de la secuencia depende de la geometría; la misma secuencia puede tener un rendimiento inferior en un diseño de tanque diferente
- La fijación que no es lo suficientemente rígida niega la mayor parte del beneficio de la secuencia
Los talleres que ajustan la secuencia de soldadura a la geometría específica del tanque, en lugar de copiar una receta genérica de un fabricante diferente, se adaptan más rápido cuando aparece un nuevo modelo de tanque.
“Nuestros conjuntos fijados, debido a las acumulaciones de tolerancia y a la distorsión impartida por el precalentamiento y el depósito de las soldaduras multipaso, pueden hacer que la ubicación de las juntas soldadas varíe hasta 0,5 pulgadas. ... desarrollar el procedimiento para ubicar con precisión las uniones soldadas en el espacio es la única manera en que podríamos haber hecho que el proceso funcionara”
Elegir programación manual, sin enseñanza o sin conexión para la variedad de tanques
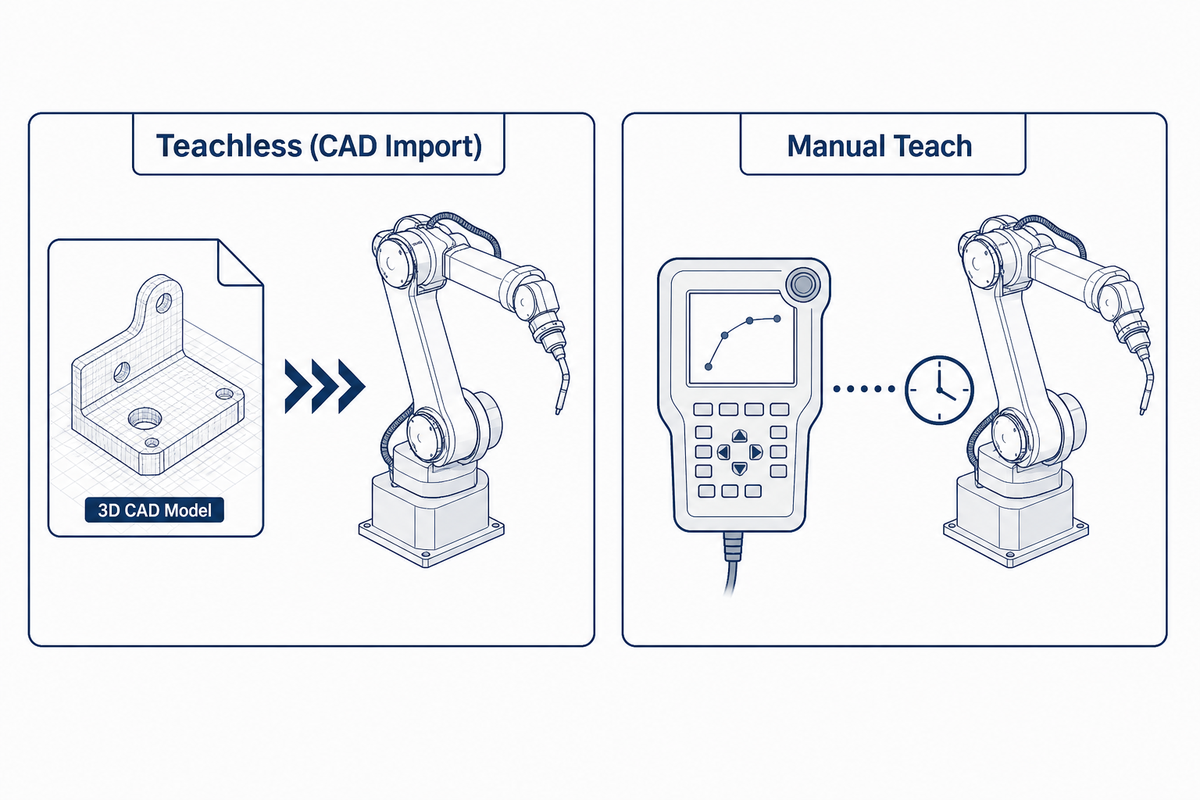
La elección de programación manual, fuera de línea o sin enseñanza para una línea de producción de tanques transformadores se reduce a cuántos modelos de tanques distintos procesa la línea: la producción de alta mezcla favorece la programación de importación CAD sin enseñanza, un modelo de repetición fija favorece las rutas programadas fuera de línea reutilizables y Es posible que un verdadero elemento único necesite enseñanza manual con asistencia láser como alternativa.
En un artículo revisado por pares de 2011 del laboratorio de soldadura robótica de la Universidad de Wollongong, la programación automatizada fuera de línea redujo el tiempo de programación para un sistema de 6 robots y 13 grados de libertad (ejes) a menos de cinco minutos por costura de soldadura en comparación con más de seis meses. anteriormente, después de una inversión inicial de cuatro semanas para establecer un modelo de proceso, un costo que sólo tiene sentido económico si hay suficiente variedad de modelos para justificarlo.
Este punto débil es concreto, no teórico; En el foro del integrador de Universal Robots, un ingeniero que trabajaba en una tarea de soldadura de 210 puntos recurrió a medir e ingresar cada posición de soldadura desde CAD a mano, ya que no había disponible ninguna transferencia directa de ruta de CAD a robot, que es exactamente el escenario que la programación sin enseñanza pretende eliminar. Las entrevistas con proveedores sugieren un posible ahorro de tiempo del orden de aproximadamente 70% «; por ejemplo, un fabricante de alta mezcla cuantificó una diferencia entre la programación de taller, desde cero y fuera de línea a los 4 días frente a 2 semanas para un programa grande de varios miles de líneas. Utilice dichos números específicos del proveedor de forma direccional.
📐 Nota de ingeniería
Cualquier instalación de robot de soldadura requiere una evaluación de seguridad según ISO 10218-2:2025 (la versión actual del estándar de seguridad de aplicaciones robóticas, que reemplaza la versión retirada de 2011). La programación sin enseñanza cambia la velocidad de reprogramación de la celda; no le exime de volver a verificar su zona de seguridad cada vez que se cambia la ruta de soldadura o los accesorios.
Elegir un sensor de seguimiento de costuras para la misma línea es importante por una razón relacionada pero diferente; no se trata de detectar la costura una vez; se trata de mantener esa precisión durante meses de producción. Los rastreadores láser y de visión 3D corrigen la trayectoria del soplete en tiempo real tanto para las costuras largas y rectas del cuerpo del tanque como para las uniones más cortas de las aletas corrugadas, pero el sensor es tan bueno como su estado de calibración; La interferencia de la superficie reflectante, las salpicaduras de soldadura en la lente y la deriva entre ciclos de recalibración erosionan la precisión de la soldadura que promete una hoja de especificaciones el primer día, razón por la cual un programa de mantenimiento para la ventana del sensor pertenece a la misma conversación que la decisión del método de programación, no a otra separada.
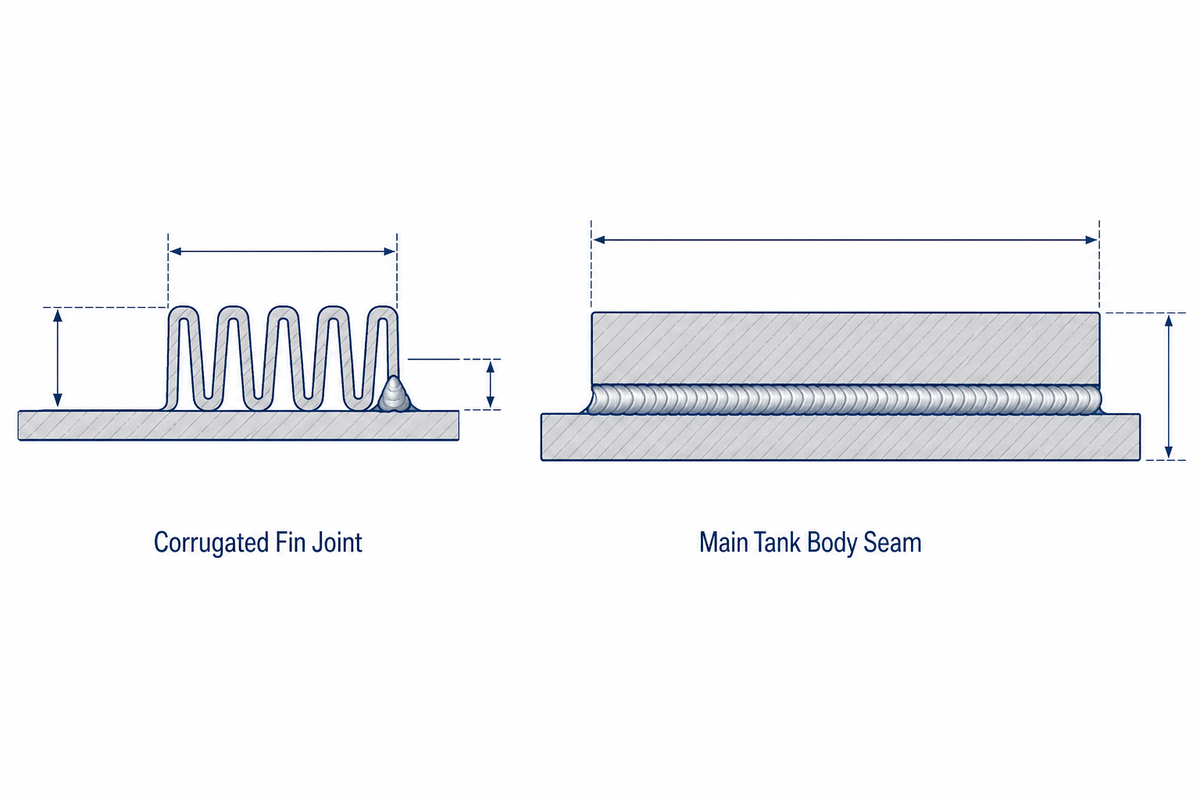
Soldadura de aletas y radiadores corrugados frente a costuras de carrocería del tanque principal
La soldadura de aletas corrugadas generalmente se realiza como un proceso propio y dedicado, no como una ocurrencia tardía en la celda del robot del cuerpo del tanque principal. Los equipos especializados en ello (soldadores de costuras de aletas CMT o TIG) se venden como una clase de máquina distinta porque el proceso de soldadura y la geometría de la unión son realmente diferentes: costuras cortas, frecuentes y de calibre delgado en lugar de unas pocas tiradas largas y gruesas.
Las especificaciones de los equipos de la industria comúnmente citan velocidades de soldadura de aletas en el rango de 3 a 4 aletas/minuto en acero al carbono de 1 a 1,5 mm con un espacio de aletas de 6 a 8 mm antes de soldar, un problema de cadencia diferente al de una sola costura de cuerpo de tanque de varios metros.
Vale la pena llevar una lección de calidad de la documentación del equipo de línea de aletas a cualquier celda automatizada; Conectar los elementos de las aletas al tubo de recolección de aceite históricamente utilizaba una soldadura interior, que atrapaba residuos de soldadura y chatarra dentro del canal -un defecto documentado. Cambiar esa unión a una soldadura exterior protegida con CO2 eliminó por completo el problema de residuos y proporcionó una calidad estable en todo el recorrido de la aleta, verificada con un estándar de prueba de la industria de transformadores mediante controles de sellado y lavado de aceite en caliente de terceros.
Es un pequeño detalle del proceso, pero es exactamente el tipo de solución específica que separa una línea de aletas genuinamente diseñada de una celda de soldadura genérica reutilizada para trabajos con aletas. Las soldaduras de aletas también son soldaduras estructurales y se incluyen en las mismas AWS D1.1/D1.1M:2025 criterios de aceptación paraguas como costuras principales del cuerpo del tanque, aunque la geometría de la junta y el tiempo del ciclo son completamente diferentes.
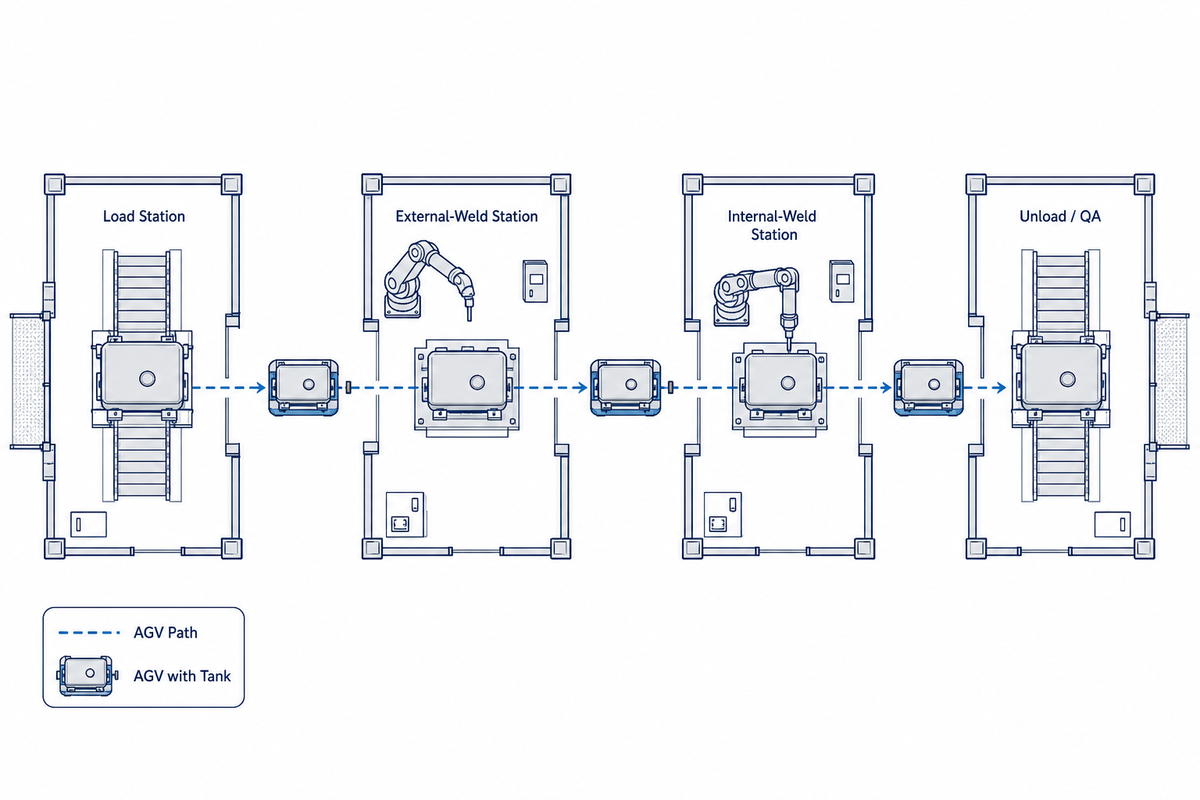
Manejo de materiales entre estaciones de carga, soldadura externa y soldadura interna
- Estación de carga; La carcasa y la cubierta del tanque fabricadas se preparan y fijan antes de que comience cualquier paso de soldadura.
- Estación de soldadura externa; el robot completa las costuras exteriores (cuerpo, brida de cubierta, puntos de fijación de aletas corrugadas) mientras el tanque se mantiene en un posicionador o colgador giratorio.
- Estación de soldadura interna; un paso separado llega a los refuerzos internos y deflectores que son inaccesibles una vez cerrada la tapa.
- Descargar/transferencia de control de calidad; el tanque terminado pasa a la verificación de estanqueidad (ver más abajo) antes del montaje final.
La manipulación de materiales debe seguir el ritmo de las células robóticas, o estas cuatro estaciones no funcionan como producción automatizada. Lo que los AGV sirven es conseguir entre ellos un depósito de varias toneladas sin grúa en cada ciclo. El NIST, citando datos de OSHA, informa aproximadamente cada tres días en EE.UU. de aproximadamente 80% de los aproximadamente 110.000 accidentes anuales con montacargas que afectan a un peatón, el caso de seguridad para el manejo automatizado no es hipotético.
Estándar internacional actual ISO 3691-4:2023 establece que los sistemas de detección de obstáculos y parachoques para camiones sin conductor deben garantizar que no se ejerzan más de 135 N de fuerza contra una persona u obstáculo cuando se detiene, lo cual es mucho más objetivo que simplemente “una parada segura”. Los AGV de servicio pesado, que transportan cargas mucho mayores que un tanque transformador, están disponibles comercialmente con una capacidad de aproximadamente 800 toneladas, por lo que la carga generalmente no es el límite; La integración del AGV con la zona de seguridad propia de la celda de soldadura según la norma ISO 10218-2:2025 a menudo lo es.
Adaptación de la arquitectura del sistema al tamaño y volumen de su tanque
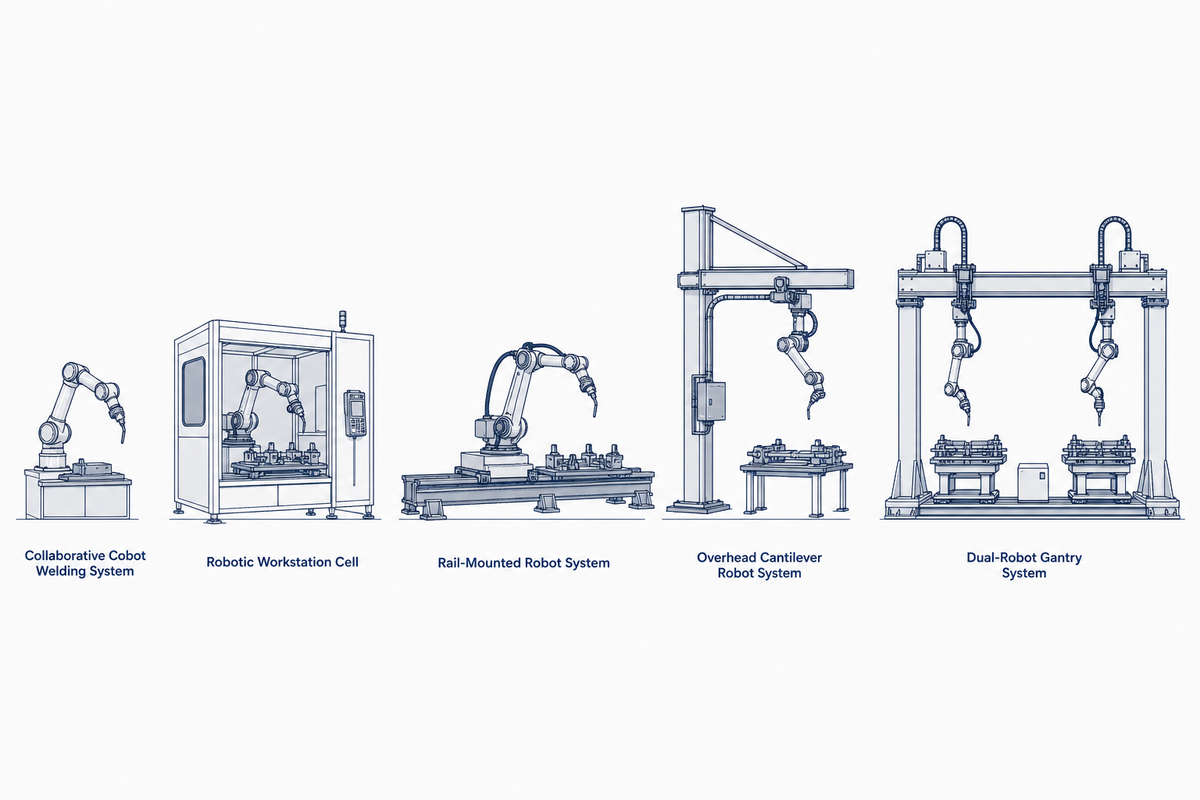
El Umbral de ajuste de línea de tanque de 5 arquitecturas a continuación se alinea el nivel de producción y el tamaño del tanque con una de las cinco arquitecturas de sistemas, utilizando los tramos de costos y los límites de rendimiento que Zhouxiang publica para sus líneas de celdas montadas en rieles, pórtico, voladizo, cobot y estaciones de trabajo.
Ésa es una decisión de producción que es fácil equivocarse en ambos extremos, porque especificar demasiado y menos del sistema desperdicia capital «una celda montada en riel hace funcionar el robot a lo largo de un riel guía fijo, intercambiando flexibilidad por velocidad de costura recta, mientras que una celda de pórtico o voladizo cambia parte de esa velocidad por una cobertura más amplia « y cualquier arquitectura en la que aterrices aún tiene que cumplir con lo mismo ISO 10218-2:2025 requisitos de seguridad de integración celular cubiertos anteriormente.
| Nivel/perfil de producción | Arquitectura recomendada | Banda de precios indicativa (USD) | Limitaciones/No apto para |
|---|---|---|---|
| Variedad de tanque de bajo volumen y alto tamaño, combinación de trabajo y taller | Robot de soldadura colaborativo (cobot) | $10,000-20,000 | No clasificado para producción continua de 3 turnos; Ciclo más lento que los sistemas de carril fijo |
| Lotes de aletas/paneles estándar de volumen medio | Estación de trabajo de soldadura inteligente | $22,500-30,000 | Huella de celda fija; no apto para tanques que excedan la capacidad del posicionador de la estación |
| Costuras largas y rectas, robot único, volumen moderado | Robot de soldadura montado en riel | $38,500-65,000 | La longitud del riel se fija en el momento de la instalación; no es adecuado para longitudes de tanques muy variables sin reconfiguración |
| Se requiere carga de grúa aérea por lotes de gran volumen | Robot de soldadura voladizo | $46,000-50,000 | La configuración de las vigas superiores necesita una altura adecuada del techo; Menos eficiente en espacio que los sistemas ferroviarios para tiendas estrechas |
| Tanques de placa ancha, robot dual, mayor volumen | Robot de soldadura de pórtico (con capacidad de doble robot) | $77,000-80,000 | Highest capital cost; underutilized on small or infrequent tank runs |
| Fit-up tolerance across all tiers | ~1.5mm on a programmed path; +/-3mm with adaptive laser seam tracking | ||
| Base price includes | Robot arm, controller, welding power source, standard fixtures, cabling, installation supervision, operator training | ||
| Priced as options | Seam tracking, 3D vision, offline programming software, custom fixtures | ||
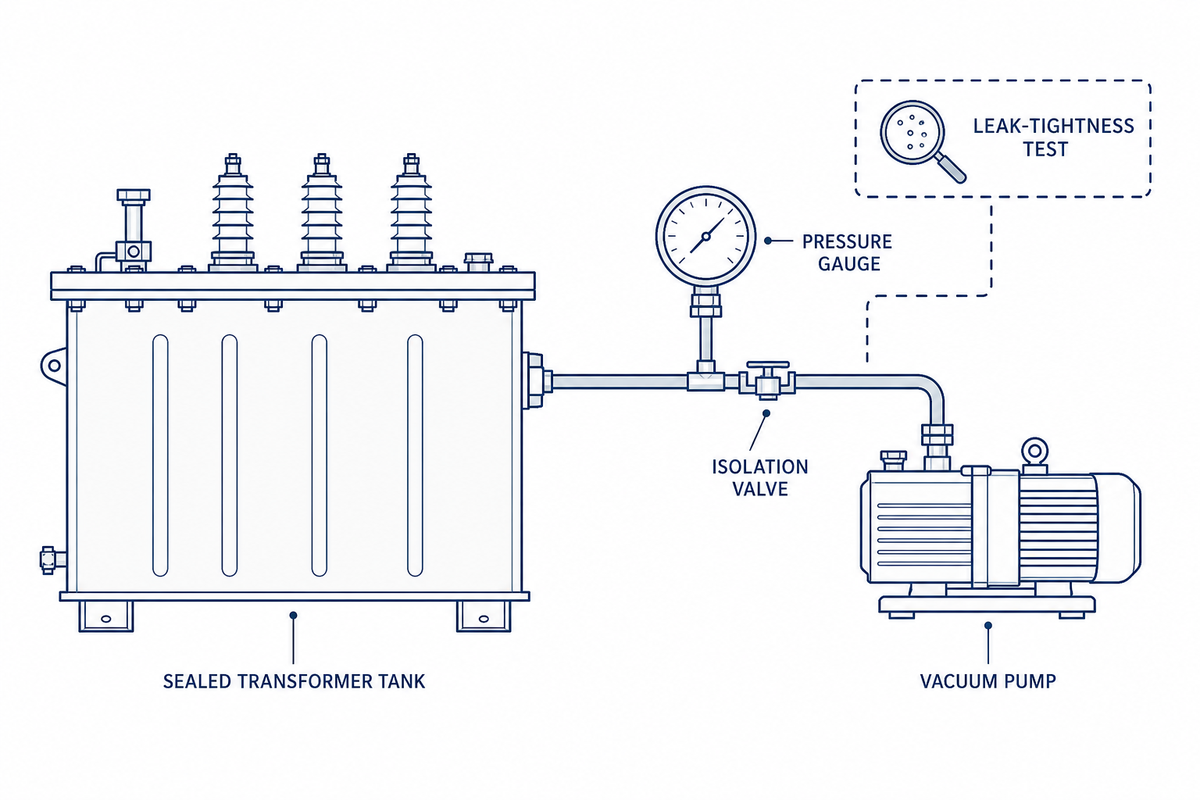
Verificación de la calidad de la soldadura y la estanqueidad
Weld quality on the joint itself is governed by AWS D1.1/D1.1M:2025, the current Structural Welding Code – Steel. That code alone doesn’t demonstrate the finished tank won’t leak transformer oil — that’s a separate, tank-specific test.
The 2025 update to AWS D1.1 added prequalified welding-procedure tables covering non-short-circuit and pulsed-arc processes, which make up most robotic transformer-tank seam welding, plus revised heat-treating specifications and numerical acceptance criteria for porosity.
Here’s a nuance that’s worth getting right rather than papering over: IEEE C57.12.00 contains only a general upper limit of 2atm absolute for the pressure of a sealed-tank – and its own wording defers the specifics of tightness test and vacuum test values to the applicable type-specific companion standard. That type-specific companion standard actually defines the tank structural and pressure relief requirements, IEEE C57.12.39, is scoped strictly to distribution transformers that are oil-immersed, and thus doesn’t, per its own statement, extend to power and large transformer tanks classes. For a distribution class tank, the manufacturer’s tightness test normally entails a vacuum-hold or a pressure-hold test, such as, in oil and gas procurement practice, “must hold full vacuum at external pressure equal to 1 atm gauge. The performance criteria for large tanks will generally be established in accordance with the general requirements of IEEE C57.12.00 plus ASME Boiler and Pressure Vessel Code”. There’s no comparable specific companion standard. It’s worth five extra minutes to ascertain whether C57.12.00 general requirements plus ASME BV&PV Code are the appropriate route to define tank testing from that general limit on out for your specific class, as assuming C57.12.39 applies to all classes is the kind of scope slip-up that comes to light in an audit.
Costo y devolución de la inversión de una línea de soldadura de tanques transformadores
Whether the shop floor calls it a welding robot, a robot welding machine, or simply welding for transformer tank production, industrial robots deliver the same high-efficiency payback math: an automated welding solution boosts productivity per shift with a smarter, more repeatable process than manual welding, regardless of the label on the cell.
In general industrial arc welding, a robotic cell yields roughly 6,000-12,000 kg of weld metal per robot annually versus 1,500-2,000 kg for one manual welder, per Kemppi’s automation product manager writing in ASSEMBLY Magazine — a 3-6x output gap before counting downtime or rework differences.
That output gap is the core efficiency driver behind automation, and it compounds with an under-addressed cost factor: the American Welding Society projects a shortfall of 330,000 welders by 2028, and a 7-15% annual skilled-labor cost increase erodes the payback of delaying automation, not just its purchase price.
On the rework side, a 2025-filed robotic tank-welding path-planning patent claims its distortion-control approach cuts flame-correction rework labor — traditionally as much as 70% of total labor on a manually welded tank — to a minimum, a hidden cost line a simple hours-saved calculation misses.
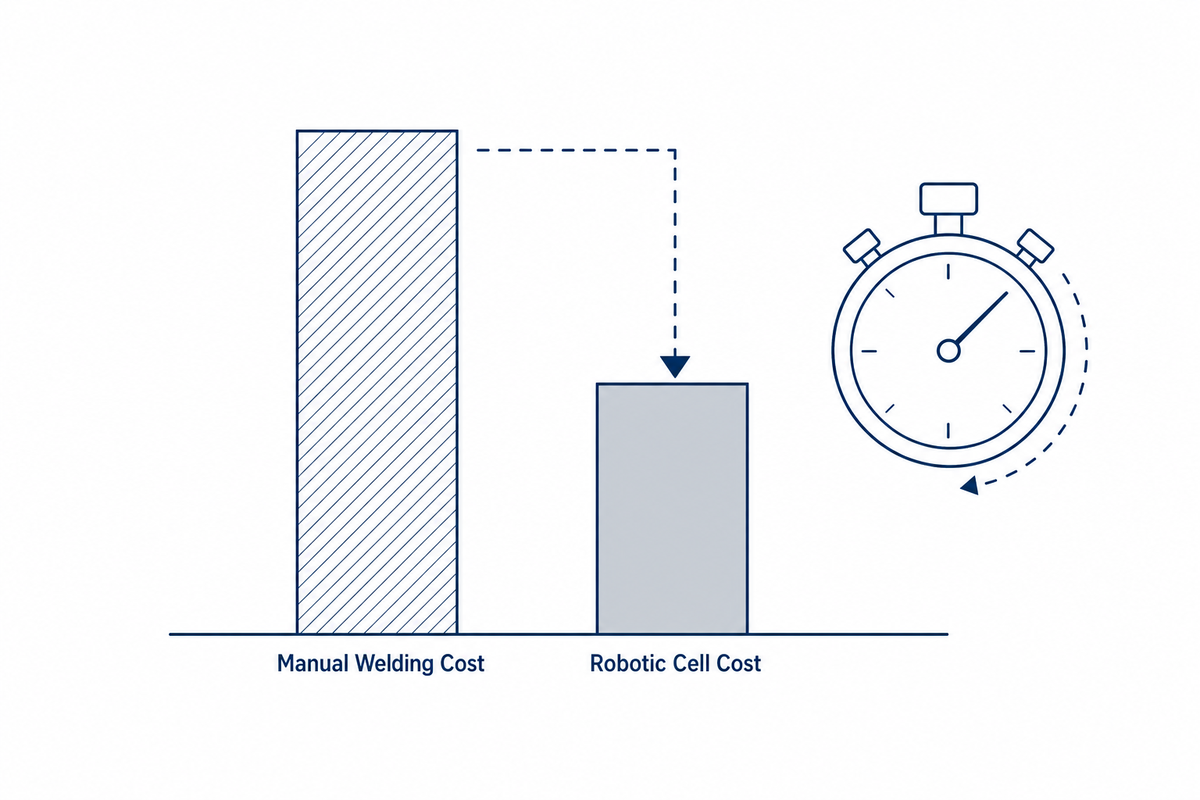
5-year total cost of ownership — rail-mounted cell vs. continued manual welding (illustrative, one tank/day volume):
| Cost item | Rail-mounted robotic cell | Manual welding (2 welders) |
|---|---|---|
| Purchase price | $38,500-65,000 | $0 (existing labor) |
| Installation & commissioning | Included in base price | n/a |
| Labor (5-yr) | 1 operator managing the cell | 2 welders, 7-15%/yr wage inflation |
| Wire & gas (5-yr) | 10-25% lower consumption per unit welded | Línea base |
| Rework/downtime risk (5-yr) | Under 2% reject rate | 5-10% reject rate |
Payback example: at a fully loaded labor rate of $30/hour and two welders replaced by one operator plus a $50,000 rail-mounted cell, annual labor savings alone run in the $80,000-150,000 range cited industry-wide for a single-cell automation swap; against a $50,000-65,000 installed cost, that alone lands inside the commonly reported 10-20 month payback window before wire, gas, and rework savings are added on top. Run your own numbers with the calculadora de ROI del robot de soldadura before committing to a specific architecture.
La crisis de suministro de transformadores está remodelando las prioridades de inversión en automatización
As of July 2026, the transformer supply story is not one unified crisis — it splits cleanly by transformer class, a division with real implications for which segments are actually seeing automation-driven capacity benefits right now.
Power and generator-step-up (GSU) transformers remain in a severe, multi-year supply constraint: US demand for power transformers is up 116% since 2019 and distribution-transformer demand up 41%, with 2025 supply deficits estimated at 30% for power and 10% for distribution — figures from Wood Mackenzie’s own August 2025 press release, cross-checked directly rather than taken secondhand.
Other trade-press coverage of the same research cites GSU demand growth as high as 274%, a figure not present in Wood Mackenzie’s own release and worth treating with some skepticism. A June 2024 National Infrastructure Advisory Council report to the President separately found wait times ballooning from months in 2020 to two to four years in 2024, with large power and GSU lead times averaging 120-144 weeks.
Manufacturers are spending close to $2 billion on new or expanded domestic capacity — Hitachi Energy, Siemens Energy, Eaton, Prolec GE, Virginia Transformer, and about six other companies — a capacity race among power transformer manufacturers and transformer suppliers alike that has made welding throughput a competitive variable, not just a cost line.
Power / GSU / substation transformers
- Demand +116% since 2019 (Wood Mackenzie); trade press cites up to +274% for GSU specifically
- Lead times 120-144 weeks
- 2025 supply deficit modeled at 30%
- Crunch still active as of 2025 data
Distribution transformers
- Demand +41% since 2019 (Wood Mackenzie); 2025 deficit modeled at 10%
- Lead times “normalized” per DOE, March 2026
- Component-level bottlenecks persist (lightning arresters, secondary breakers)
- Improving, not fully resolved
This differentiation comes from a March 2026 Department of Energy distribution-transformer webinar, where Prolec GE told the panel that “lead times on distribution transformers…have returned to more normal levels in the past several months,” although he admitted that some special components are still delayed. In fact, not everyone in the market is in agreement about the severity of the shortage: one transformer broker who was interviewed for the Wood Mackenzie article claims the shortage story is an exaggerated ploy by vendors to inflate prices, arguing that a conventional substation power transformer can still be ordered within 12 to 14 months after design documents are approved and that it’s the utility/EPC buying processes – not factory constraints – that constitute the actual impediment. Whichever explanation proves closest to the mark, for a fabricating shop that falls on either side of the transformer market, the effect is the same: Welding capacity has become a competitive factor in lead times, alongside cost, among transformer OEMs, and if you can’t increase tank-welding output on short notice, you’re missing out on the most rapidly expanding segment of the market – power and GSU transformers.
Conclusión clave
Power-transformer lead times are still running 120+ weeks against demand up 116% since 2019 (Wood Mackenzie), while distribution-transformer lead times have specifically normalized per DOE’s March 2026 update — meaning tank-welding throughput capacity now matters most for OEMs competing in the power and GSU segment.
Preguntas frecuentes
P: ¿Se pueden soldar robóticamente diseños de tanques de transformadores personalizados o no estándar?
Yes — teachless programming imports a 3D CAD model directly and identifies weld seams automatically, without a fixed pre-taught path, and for a one-off tank with no CAD file, a 3D vision scan can generate the same weld path from the physical part.
Today’s custom and non-standard tank fabrication relies on teachless welding control; instead, the system imports a 3D CAD file (from SolidWorks, Tekla or UG, for instance), identifies seam locations, and calculates the weld path, without manual pre-teaching of a route. For a truly one-of-a-kind tank where a CAD model is unavailable, 3D vision systems can be used to scan the physical workpiece and construct a point cloud, directly generating a weld path from the scan.
P: ¿Qué mantenimiento requieren los robots de soldadura de tanques de transformadores?
Routine maintenance centers on welding consumables and seam-tracking sensor optics, not the robot arm itself — torch liners, contact tips, nozzles, and drive rolls get replaced on a schedule, and sensor windows need periodic cleaning to keep readings accurate.
Los revestimientos de sopletes, las puntas de contacto, las boquillas y los rodillos impulsores son piezas consumibles que deben cambiarse a una velocidad específica; mientras que las ventanas de los sensores de seguimiento de costuras deben limpiarse a intervalos regulares para garantizar lecturas precisas de una visión o láser. La mayoría de los buenos proveedores de sistemas mantienen un inventario adecuado de estos consumibles básicos para poder realizar envíos dentro de las 48 horas, y las piezas mecánicas/eléctricas generalmente tienen una garantía de uno a dos años.
P: ¿Cuánto tiempo tarda en amortizarse una línea de soldadura de tanque transformador?
Payback for a dedicated cell commonly falls in the 10-20 month range for comparable power-equipment fabrication automation, driven by a 3-6x output gap per welder plus lower rework and consumables costs once the line is running.
Con una persona operando una o dos celdas robóticas en el piso de fabricación, se reemplazan múltiples celdas de soldadura manual, el uso de cables y gases de protección cae entre 10 y 25% y el retrabajo cae del 5-10% que se encuentra en las piezas manuales a menos de 2% en el partes del robot. La producción por robot por año también es de tres a seis veces mayor que la de un soldador manual, lo que se multiplica en el cálculo de recuperación junto con ahorros de mano de obra en retrabajo y consumibles. Los períodos de recuperación del mundo real varían enormemente según su tarifa de trabajo por hora, el número de turnos, el nivel de rechazo manual y la cantidad de modelos de tanque para los cuales se utilizará una sola celda de trabajo robótica (sin una reprogramación completa).
P: ¿Qué estándar de calidad de soldadura o estanqueidad se aplica a las soldaduras de tanques de transformadores?
AWS D1.1/D1.1M:2025 governs the weld itself; IEEE C57.12.39 governs tank tightness for distribution-class transformers specifically — power and large-transformer tanks route through IEEE C57.12.00 plus the ASME Boiler and Pressure Vessel Code instead.
La calidad de la soldadura en sí generalmente se verifica con AWS D1.1/D1.1M:2025 perfil de soldadura y defectos de soldadura. IEEE C57.12.39, un complemento de IEEE C57.12.00, define los requisitos de estanqueidad para los tanques de transformadores de clase de distribución. Para tanques grandes y de potencia, ningún estándar complementario define los requisitos de estanqueidad, y estos deben abordarse a través del estándar IEEE C57.12.00 y, lo que es más importante, el código de caldera y recipiente a presión ASME.
P: ¿Puede una celda robótica manejar múltiples tamaños de tanques de transformadores sin reprogramar?
Yes, within the cell’s rail length or reach — it reloads a stored program per model instead of re-teaching from scratch, so switching models means reloading the program and refixturing the part, not reprogramming the robot.
Al cambiar a un modelo de tanque diferente, el operador recarga el programa almacenado para ese modelo y vuelve a fijar la pieza; el robot en sí no está reprogramado.
Por qué escribimos esto
Zhouxiang has built welding automation systems since 1991, including the rail-mounted and gantry cells this guide describes for transformer tank fabrication. The standards-scope and distortion-control guidance here is drawn from welding-engineering literature and published standards, cross-checked against our own 57-hour manual-baseline comparison on straight tank seams — sourced information engineering personnel need, not marketing copy. Reviewed by the Zhouxiang technical team.
Referencias y fuentes
- Distortion, Prevention by Fabrication TechniquesTWI (The Welding Institute)
- 18 Principles to Minimize Distortion, Part IICanadian Fabricating & Welding / FMA
- Welding sequence and fixturing effects on distortion in stiffened panelsMarine Structures (Elsevier, 2026)
- CN121733075A, Robotic welding path and deformation control method for transformer tanksGoogle Patents
- Automated Offline Programming for Robotic Welding Systems with High Degrees of FreedomSpringer, Lecture Notes in Electrical Engineering
- ISO 10218-2:2025, Robotics, Safety RequirementsInternational Organization for Standardization
- ISO 3691-4:2023, Driverless Industrial Trucks SafetyInternational Organization for Standardization
- Automated Guided Vehicle SafetyNational Institute of Standards and Technology
- D1.1/D1.1M:2025, Structural Welding Code, SteelSociedad Estadounidense de Soldadura
- What’s New in AWS D1.1:2025FABTECH / AWS D1 Committee
- IEEE C57.12.39, Distribution Transformer Tank Pressure CoordinationIEEE Standards Association
- Calculating ROI for Automated Welding EquipmentASSEMBLY Magazine
- Power Transformers and Distribution Transformers Will Face Supply Deficits of 30% and 10% in 2025Wood Mackenzie
- Transformers in 2026: Shortage, Scramble, or Self-Inflicted Crisis?POWER Magazine
- Addressing the Critical Shortage of Power TransformersNational Infrastructure Advisory Council
- Distribution Transformer WebinarU.S. Department of Energy, Office of Electricity
