Entre em Contato com Zhouxiang

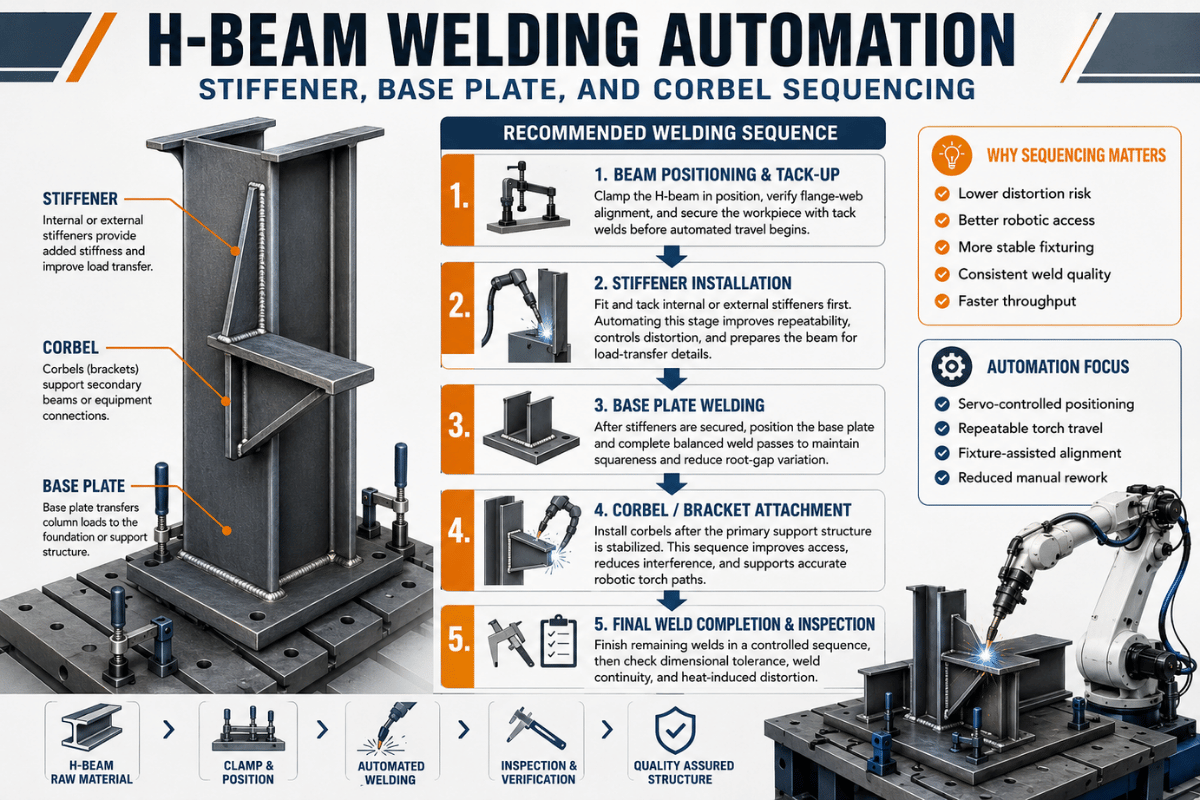
Automação de soldagem por feixe H: endurecedor, placa base e sequenciamento de mísulas
Conteúdo
mostrar
Os fabricantes de aço estrutural que automatizam suas linhas de viga H têm uma observação semelhante: seu primeiro deslocamento automatizado completo produz mais peças do que toda a semana anterior de soldagem manual Esse aumento de produtividade é resultado do corte do retrabalho de ajuste de tempo perdido e invisível, os níveis variados de fadiga dos soldadores manuais, flu×es sendo raspados - não o fato de que eles estão executando máquinas mais rápidas Em qualquer tipo de produção, se você precisa fazer soldas de filete repetíveis sobre a mesma junta com os mesmos materiais no mesmo perfil - se são quatro soldas de teias para flange em cada viga H, ou soldas por pontos idênticas nas portas dianteiras dos carros - está entre as maiores oportunidades de ROI na automação de fabricação Este guia e×plores automação de soldagem de viga H das três perspectivas que mais importam: Como uma linha de fabricação de viga H é configurada; qual nível de automação de viga H se encaixa em sua mistura de peças; como os parâmetros SAW fazem o trabalho em juntas repetidas; e como seu ROI 2025 realmente parece.
O que é automação de soldagem por feixe H?

Automatizar a soldagem H-beam significa implantar tecnologia de soldagem mecânica ou robótica para soldar a placa de alma de uma viga de aço estrutural às duas placas de flange, criando um perfil de viga I acabado ou H-beam, reduzindo a dependência da soldagem manual a arco ou aumentando-a Essa automação pode variar de tochas pull-through automatizadas que ainda exigem que um operador posicione cada peça (Nível 1), até células totalmente automatizadas que localizarão a peça para o processo sem qualquer ser humano no loop de parte para parte (Nível 4).
Há uma clara justificativa estrutural para a automação, começando com uma propriedade geométrica chave de qualquer viga H ou viga I: apenas quatro soldas de filé conectam a teia e os flanges, consistentemente Este perfil idêntico é precisamente o que a soldagem automatizada se destaca na produção: Os fabricantes estruturais descobrem que suas linhas de produção automatizadas de viga H fornecem 3 a cinco vezes a saída por hora, ou mesmo por turno, em comparação com aplicações de soldagem manual idênticas, devido ao tempo de arco ligado amplamente melhorado (os sistemas automatizados mantêm em qualquer lugar entre 60 e 80 por cento de arco ligado, versus média de 15 e 25 por cento para soldagem manual, onde um trabalhador tem que fazer pausas, configurar ou verificar Esse ganho dramático na eficiência da produção explica por que a automação de viga H geralmente compensa dentro de 822 meses, mesmo em volumes de saída moderados.
Especificações rápidas: faixa de soldagem padrão H-Beam
| Parâmetro | Faixa Padrão | Alcance para serviços pesados |
|---|---|---|
| Altura da web | 2000m1.000mm | 1.000 mm |
| Largura do flange | 1000mm | 4000mm |
| Espessura da teia/flange | 6 mm | 18 milímetros 40 |
| Comprimento feixe | 5 m | 12 m |
| Rendimento automatizado | 180 feixes/turno | 8 feixes/turno |
O que é uma máquina de fabricação de feixe H?
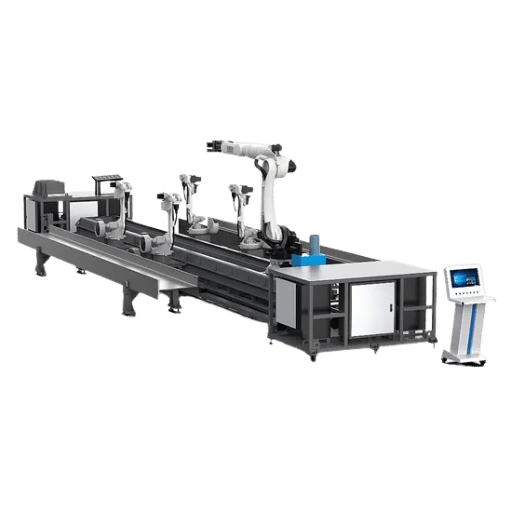
Uma soldagem de viga H também referida como linha de fabricação de viga H ou sistema automatizado de soldagem de viga I integra três estações coordenadas usadas em oficinas de fabricação de aço: uma estação de soldagem onde dois flanges e uma teia são posicionados e soldados por aderência em um perfil H, uma máquina de passagem SAW completando todas as quatro soldas de filé de banda para flange automaticamente e uma unidade de endireitamento de soldagem que corrige a distorção angular do calor induzido pela solda Esses sistemas variam de 200 mm de altura da teia a 2.000 mm (8 a 80), larguras de flange de 100 a 600 mm (4 a 24), com comprimentos de viga de 5 a 18 metros (15 a 60 pés) Uma linha de viga automatizada média substituirá 3 a 5 operadores, dependendo do tamanho e do volume de saída.
Dentro da Linha de Produção H-Beam de 3 Estações: Montagem, Soldagem, Endireitamento
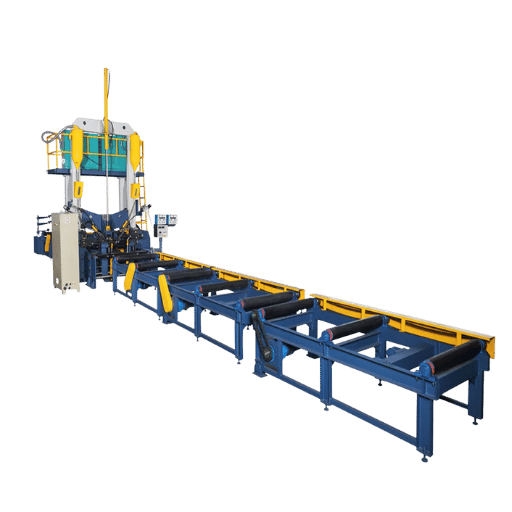
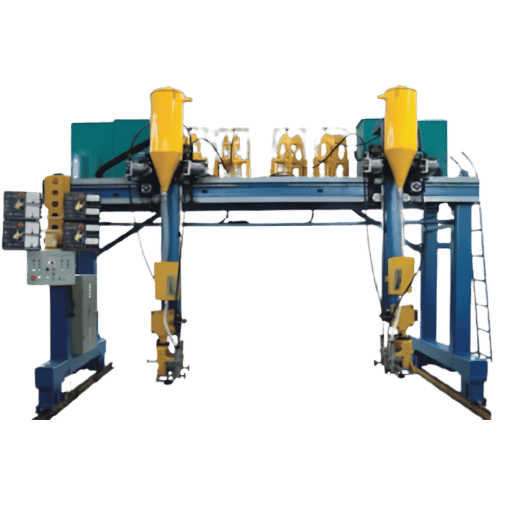
Linhas de soldagem por feixe automatizado para produção de feixe H ligam três estações sequenciais através de transportadores de rolos motorizados, passando o produto bruto continuamente de um estágio para o outro Eles compreendem uma estação de montagem de feixe onde as placas são posicionadas e soldadas por aderência, o soldador SAW de feixe realizando as soldas de filete longitudinal, e a máquina de endireitamento de feixe mantendo a forma dimensional geral após a soldagem A separação física desses três processos discretos é o que permite que cada um seja otimizado de forma independente (o único conceito mais importante a maioria dos compradores de automação negligenciar A maioria se concentra apenas no soldador SAW, configurando-se com um soldador bem construído que eles não podem manter alimentado com produto Descubra como nossa ampla gama de configurações automatizadas de soldagem estrutural para diferentes volumes de produtos de feixe pode beneficiar o seu negócio.
| Estação | Função | Parâmetro Chave | Saída |
|---|---|---|---|
| 1 1 Máquina de montagem | As pinças hidráulicas posicionam a placa da alma verticalmente entre dois flanges horizontais; a soldagem automática por aderência protege a junta em T em intervalos de inclinação definidos | Passo de aderência: 3000 mm; folga de ajuste ≤1mmm | Perfil H soldado em pega-pega pronto para SAW |
| 2 Máquina de solda SAW | O soldador pull-through alimenta o feixe através de tochas duplas SAW, completando todas as quatro soldas longitudinais de filé automaticamente; o fluxo é depositado e recuperado continuamente | Velocidade de deslocamento: 200, 000 mm/min: 50 corrente; 40,250 A | Viga H totalmente soldada (pode ter distorção angular) |
| 3 istensurador Máquina | O alisador de rolo hidráulico aplica pressão controlada para corrigir a distorção angular induzida pela soldagem (torção do flange) dentro da tolerância | Tolerância de correção: ≤L/1.000 (normalmente ≤3mm/m) | Feixe H acabado para especificação dimensional |
Nota Engenharia
A tolerância na placa da alma ao ajuste da junta em T do flange é uma folga de 1 mm para fornecer penetração consistente em uma operação de soldagem a arco submerso (SAW).Se a folga exceder 1,5 mm, há queda de fluxo, defeitos de preenchimento e instabilidade do arco - que é a fonte número um de retrabalho em uma linha de feixe em H. Este desafio de ajuste é abordado no requisito AWS D1.1, Cláusula 5.22 (requisitos de ajuste para juntas em T).
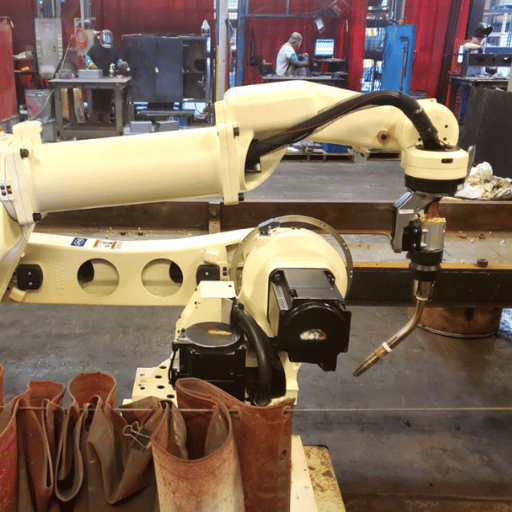
Quatro níveis de programação de robôs de soldagem para fabricação de feixe H
Grande parte da conversa da indústria de soldagem sobre soldagem pinta uma dicotomia. A escolha do homem é “” ou “rob” No entanto, existe um sistema de quatro níveis programação soldagem robótica, e a maioria dos fabricantes estruturais estão em qualquer Nível 1 ou Nível 2 da progressão Cada nível representa um fluxo de trabalho de soldagem distinto, desde o controle manual de ensinar-pendente até sistemas totalmente autônomos, onde um controlador dedicado aciona o robô com entrada zero do operador entre as peças Escolhendo o nível errado “under-automated” (gargalos do processo) ou “over-automated” (Cap on unfored capacity) (Cap on unforest) é o mais caro em qualquer projeto de automação de soldagem.
| Nível | Método Programação | Tempo de configuração/feixe | Entrada do operador | Feixes Curvos | Melhor Para |
|---|---|---|---|---|---|
| Nível 1 | Manual ensinar pendente operador guia braço robô para cada ponto de solda | 30 min. | Operador de alta hora | Não | Peças de baixo volume e alta variação |
| Nível 2 | Programação assistida (assisted programming) modelos paramétricos, o operador seleciona o tamanho do feixe e o tipo de solda no menu | 5 min | Moderar (Modera) monitores, ajusta | Não | Volume médio, tamanhos padrão do H-feixe |
| Nível 3 | Programação offline (OLP) (caminhos gerados a partir de um modelo CAD; pequenos retoques necessários na máquina | 1 min retoque | Apenas baixa | Limitado | Catálogo de feixe consistente de alto volume |
| Nível 4 | Varreduras de visão autônomas 3D geometria real; autoprogramação do robô e soldas sem intervenção humana entre peças | Zero | Manuseio mínimo de exceção | Sim, varredura adaptativa 3D | Tamanhos mistos, geometria curva e de alta variação |
“O robô ‘olha’ para a peça de trabalho à sua frente e solda sem envolvimento humano de qualquer forma.”
Hoje, os sistemas de soldagem robótica para vigas H estão disponíveis em todos os quatro níveis de automação. A maioria dos fabricantes de aço estrutural está atualmente operando com sistemas no Nível 1 ou no Nível 2 deste espectro de quatro níveis; No entanto, a tecnologia de nível 4, que estreou há vários anos em aplicações de início de adoção, está a dar o salto para a disponibilidade convencional em 2025-2026.
Qual é a diferença entre programação off-line e soldagem autônoma para vigas estruturais?
A programação off-line (Level programming) requer que o software CAD gere a solda antes que um feixe seja posicionado na estação de trabalho do robô Enquanto a programação CAD oferece precisão, assume uma réplica física perfeita do feixe como desenhado qualquer desvio de ajuste exigirá retoques manuais na máquina A capacidade de soldagem autônoma do Nível 4 elimina essa suposição: um scanner de luz estruturada 3 D lê o contorno real do feixe em tempo real, e o robô corrige dinamicamente seu caminho à medida que solda Isso elimina o tempo de pré-programação entre os feixes e permite a soldagem automática de perfis de vigas variáveis ou curvas sem modificações de fixação.
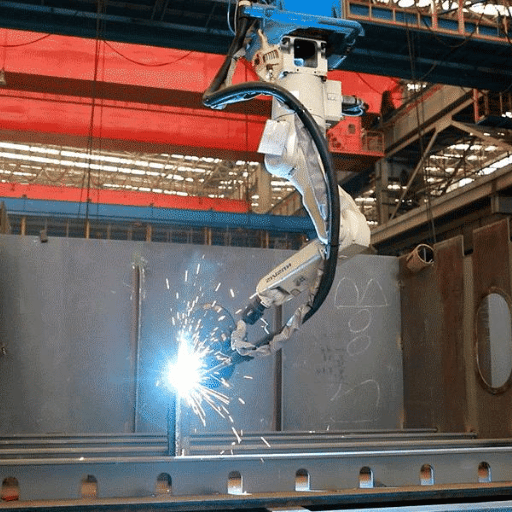
Soldagem por arco submerso (SAW): a tecnologia principal nas linhas de produção de feixe H
Soldagem por arco submerso domina a fabricação de H-beam por três razões, nenhum outro processo corresponde em escala: taxas de depósito de até 45 kg (mais 100 lbs.) por hora (contra 15 kg/h para M flang), uma proteção contra escória que os operadores de respingos e luz UV e velocidades de deslocamento em uma junta padrão de flange de alma, de 400 a 2.000 mm (16 80 polegadas) por minuto. Como o arco de soldagem está submerso sob fluxo granular (16 80 polegadas) por minuto. O nome de soldagem por arco submerso (o que dá à soldagem por arco submerso o fluxo não utilizado é automaticamente recuperado e reciclado, reduzindo os custos de consumo. Leia a análise técnica completa em nosso nosso. guia de soldagem a arco submerso.
| Diâmetro Fio | Faixa Atual | Tensão | Aplicação Típica |
|---|---|---|---|
| 2,4 mm (3/32″) | 25000 A | 22 V | Flanges finas, soldas de vedação (612 mm) |
| 3,2 mm (1/8″) (mais comum | 3000 A | 23 V | Flango de alma padrão H (filé 10 5 mm) |
| 4,0 mm (5/32″) | 4000 A | 24 V | Placas de alma média-pesada (12 placas de alma 25 mm) |
| 6,4 mm (1/4″) | 700 a 1.600 A | 30 V | Flanges pesadas e placas de alma (25 40 mm de espessura) |
Nota de Engenharia (Seleção de Rodados) (AWS A5.17)
EM12 K (baixo-manganês, alto silício) é o eletrodo padrão usado para SAW estrutural de vigas H, que produz um cordão baixo com excelente tenacidade a -30 °C em toda a faixa de espessura para tamanhos de teia, flange e viga Quando metais depositados com maior limite de escoamento são necessários, para aplicações estruturais ou de vasos de pressão (de nível de ponte), EM13 K é a escolha padrão. A classificação de fluxo sob fluxo neutro AWS A5.17 (EM12 K com designação de prefixo F7A2), fornece soldagem multideposito de qualidade consistente com pouco risco de acúmulo de manganês.
Dica: Um ajuste próximo, preciso, para placas de teia com espessura de até 18 mm; Elimina a necessidade de um chanfro em seu processo, raspando 15-20 minutos por feixe fora do tempo de usinagem.
Soldagem robótica vs. Soldagem manual para vigas H: o que os dados mostram
A comparação entre soldagem robótica e manual é muitas vezes enquadrado como um argumento de qualidade O caso real é um argumento de eficiência e consistência Um soldador manual qualificado não produz solda de qualidade inferior é a variância que prejudica a produção: fadiga do operador em um turno, tempo de inatividade de reposicionamento e inconsistência de tolerância de ajuste se combinam para tornar a taxa de transferência manual do feixe H imprevisível.
Vantagens Robóticas
- Arco de alta eficiência tempo: 60-on %sP3T de deslocamento (vs. 552 T manual)
- Confiabilidade: defeito taxa 231T3 vs. 2% para manual
- Consistência do tempo de ciclo: ±1% vs. ±15 variância manual ±%
- 1 monitores do operador 1830 feixes/turno
- Capacidade autônoma 24 horas por dia, 7 dias por semana (Nível 3+)
Limitações
- Alto capital inicial (>$75K+)
- Requer precisão de ajuste ≤1 mm gap
- Nível 12: não pode adaptar-se à variação do feixe
- Curva de aprendizado de configuração de software (28 semanas)
- Técnico qualificado necessário para manutenção
Conceito errôneo comum
“Os sistemas de soldagem ”Robotic não conseguem lidar com tamanhos de vigas mistas.” Isto é verdade para os sistemas Level 12, que requerem reprogramação para cada novo tamanho de feixe Os sistemas autônomos de nível 4 com visão 3 D refutam diretamente esta limitação O robô varre a geometria real e autoajustes de cada feixe, manipulando tamanhos mistos e até perfis de feixe curvos sem qualquer mudança de programação entre as peças.
Ponto de dados da indústria: Um fabricante de componentes de ponte na América do Norte que mudou para soldagem robótica autônoma registrou um aumento de 2,7× nos metros de solda por operador por turno, com a taxa de aceitação de primeira passagem do UT atingindo 97%. Para uma oficina de fabricação estrutural executando 3 soldadores manuais produzindo 8 feixes por turno, essa trajetória 22+ feixes consistentes para 1 operador monitorando por turno 22+ feixes por qualidade de solda com qualidade de solda representa o motor de retorno realista para investimento. Veja nossos detalhes guia de cálculo de ROI de soldagem robótica para modelar seus números específicos.
ROI da automação de soldagem por feixe H: benchmarks de custos e análise de retorno
ROI de automação para linhas de feixe de auto fluxos de duas fontes: redução de custo de mão de obra aumento de taxa de transferência A fórmula do período de retorno é o custo líquido do sistema de retorno direto dividido pelo benefício líquido anual O que varia de acordo com a loja é a taxa de mão de obra carregada e o multiplicador de taxa de transferência o nível de automação oferece Uma vantagem fundamental do moderno maquinário de automação de feixe H é que ele é escalável: a maioria dos fabricantes oferece configurações modulares que permitem que você comece com uma estação SAW semi-auto e expanda para uma linha completa de 3 estações à medida que os volumes de produção crescem Essa abordagem encenada permite reduzir o risco de capital inicial enquanto ainda alcança os ganhos de taxa de transferência que o mercado exige sem substituir o equipamento principal Consulte nosso equipamento completo guia de cálculo de ROI de soldagem robótica para um exemplo trabalhado.
Fórmula do Período de Retorno
Payback (meses) = Custo Total do Sistema (Poupança Mensal de Mão de Obra + Ganho Mensal de Produção)
Exemplo: Uma linha SAW semiautomática $200.000 substituindo 2 soldadores a $75.000/ano de custo carregado cada = $150.000/ano de economia. Adicione $50.000/ano em capacidade de produção adicional. Benefício anual total: $200.000. Retorno: 12 meses.
8–22
payback dos meses (linha de aço estrutural típica)
3×
aumento de rendimento versus soldagem manual
$75K$1M+
faixa de custo do sistema (cobot para linha de pórtico completo)
Fórmula do Período de Retorno
Exemplo: Uma linha SAW semi-automática $200.000 substituindo dois soldadores manuais custa $150.000/ano (carregado) Este sistema melhora o rendimento do $75.000/ano com os soldadores manuais e proporciona uma economia dessa diferença, além de $50.000/ano em capacidade adicional (aumento de 7%).O benefício anual para a organização é de $200.000.
Com base no Custo Total do Sistema acima, o retorno é de 12 meses.
Os custos utilizados para 2024-2025 refletem os intervalos de dados de mercado.
Os custos reais variam muito dependendo da configuração, do nível de automação desejado e dos requisitos de instalação Obtenha uma cotação para sua configuração específica.
| Tipo de sistema | Nível Automação | Aprox. Custo (USD) | Retorno Típico |
|---|---|---|---|
| Pacote de soldagem Cobot | Nível 12 | 1TP40,00 T4T4T75,000 | 6 meses |
| Linha padrão de feixe H de 3 estações (semi-automática) | Nível 2 | $40,00,00T$400.000 | 12 meses2 |
| Linha H-feixe CNC totalmente automática | Nível 3 | $700,00,00T$700,000 | 18 meses 0 |
| Célula de pórtico robótico com visão 3D | Nível 4 | $1.200.000,00T$1.200.000+ | 24 meses 6 meses |
Você Precisa Saber Essas Variáveis Ao Escolher uma configuração de Linha de Soldagem de Feixe H A escolha de sua linha depende de dois fatores principais: seus requisitos de volume de produção e a variedade de tamanhos de feixe que você deve lidar Uma linha sob especificação é aquela que você superará e ficará fora de capacidade em 18 meses Uma linha sobre especificação carrega o peso capital que você nunca verá um retorno sobre seu investimento.
Como configurar sua linha de soldagem de feixe H: um guia de seleção do fabricante estrutural

Selecionar a linha de soldagem H-beam certa requer combinar três variáveis com sua realidade de produção: volume de saída, variação de tamanho de feixe e espaço disponível Uma célula de soldagem cobot compacta se adapta a lojas flexíveis de pequenos lotes que operam menos de 10 vigas por dia; uma linha SAW multi-estação totalmente automática se adapta a ambientes de fabricação pesada produzindo mais de 30 vigas por turno Use a estrutura abaixo para combinar o tipo de sistema com sua operação:
| Volume Diário | Variação do tamanho do feixe | Configuração Recomendada | Nível |
|---|---|---|---|
| <10 feixes/dia | Tamanhos padrão, baixa variação | Linha SAW semi-automática + montagem manual | Nível 2 |
| 100 feixes/dia | Tamanhos mistos, variação moderada | Linha completa de feixe H CNC de 3 estações, programação offline | Nível 3 |
| >30 vigas/dia | Tamanhos de catálogo padrão | Linha SAW totalmente automática de alta velocidade com transportador automatizado | Nível 3+ |
| Qualquer volume | Vigas curvas de alta variação OU | Estação de trabalho robô pórtico com varredura de visão 3D | Nível 4 |
Pré-Citação Checklist (Lista de verificação pré-citação) Tenha esses números prontos
- Largura máxima do flange necessária (também determinou o tamanho da máquina para fabricar suas vigas)
- Espessura máxima da alma e da placa do flange (Determina a capacidade mínima de corrente SAW (não selecionar corrente suficiente é uma causa comum de retrabalho)
- Feixe mais longo do seu catálogo (Determina o comprimento da sua linha e a sua pegada global)
- Alvo diário/semanal de contagem de feixes (define a justificação do nível de automação)
- Qual porcentagem da mistura do seu feixe envolve perfis não padronizados ou curvos (isso pode ser um indicador da necessidade de um soldador robótico de nível 4.)
- Fonte de alimentação trifásica disponível (linhas padrão exigem 380 V/50 Hz, aproximadamente 125 kW pela linha)
Configuração Aviso
Um dos erros de especificação mais críticos que causará frustração com sua linha de viga (e eventualmente retrabalho) é selecionar um soldador SAW com menos corrente do que o necessário para a placa mais pesada que você estará soldando Se você precisar de 1.000 amperes, mas comprar um soldador de 800 amperes, você terá que fazer várias passagens para completar a solda, efetivamente negando muitas das eficiências que a automação oferece Zegbrk_0013.
Para projetos em robô de soldagem de estrutura de aço soluções (soluções) tipo gantry robótico celular para aplicativos H híbridos/de grande formato Beam (toque em um integrador de sistemas que pode modelar seu catálogo de feixes versus seus tempos de ciclo antes que eles especifiquem o hardware.
Tendências de automação de feixe H: AI Vision, Cobots e o fio digital (2025 Welding026)
Visão geral do mercado O mercado de robôs de soldagem de aço estrutural foi avaliado em $3,11 bilhões em 2024 e está previsto para atingir $7,13 bilhões até 2032 com um CAGR de 13%, o ritmo mais rápido em qualquer categoria de robôs de fabricação.
O relatório World Robotics 2025 da IFR também indica que 542.000 robôs industriais foram instalados em 2024, com instalações totais em todos os setores situando-se em 4.664.000 unidades em todo o mundo. Quatro grandes mudanças estão mudando o que é possível na soldagem H-Beam:
- Hits autônomos de programação off-line Mainstream (2025-2026): Os sistemas de soldagem de nível 4 disponíveis em fornecedores como AGT Robotics e Path Robotics estão lendo diretamente os dados do modelo de software de detalhamento e soldagem sem programação humana, “freeing” programação para se tornar o solucionador de gargalo de “” que permitirá lojas menores atingem facilmente os níveis de Nível 3+.
- A fabricação estrutural adota o robô colaborativo: 10,5% de todas as novas instalações de robôs industriais eram cobots em 2023. Se suas lojas produzem menos de 10 feixes por dia, então não há um caminho mais rápido para o ROI a partir da automação de soldagem do que uma célula robótica utilizando cobots ($40K-$75K).
- Visão 3 D elimina o Fixture-And-Teach: Luz projetada entre 100 Hz-500 Hz por câmeras de luz estruturada e mede a junta de costura em dimensões x/y dentro de 0,1 a 0,3 mm de precisão lateral permite a adaptação robótica do caminho da ferramenta, independentemente do feixe/variação de ajuste (habilitador de chave de nível 4 para fabricação estrutural).
- O software de detalhe de rosca digital conecta a célula de solda: software CAD de detalhe, como Tekla Structures e Revit, está se integrando a células de solda automatizadas, “fluindo dados de costura” diretamente do modelo (sem necessidade de reentrada, minimizando erros de tradução e abrindo caminho para único -fluxo de peça.
- O pré-processamento do laser da fibra alimenta diretamente em linhas de feixe: O processo de corte para placas de teia e flange está se movendo para células de corte de fibra integradas posicionadas a montante da estação de montagem de feixe H. Isso elimina o manuseio de materiais entre processos e permite a produção contínua de estrutura de aço a partir de placa plana através de corte, montagem, SAW e straight (reta) em um único fluxo de trabalho ininterrupto.
Dica de ação para 2025
Se sua loja estiver operando no nível 1-2, o movimento de atualização do piloto de alto retorno sobre o investimento é para soldagem de modelo paramétrico robótico (nível 2 3), em vez de para equipamentos de visão Os ganhos de resolver esse gargalo sozinho geralmente entregarão 15-251TP3 T maior rendimento para CapEx substancialmente menor.
Os robôs substituirão os soldadores humanos na fabricação estrutural?
Os robôs substituirão os soldadores?
Não Mesmo na soldagem autônoma Nível 4, engenheiros de soldagem humana serão necessários para supervisionar aplicações robóticas; para verificar os procedimentos de soldagem (WPS) e os resultados de END Em vez disso, eles se tornam superintendentes de controle de qualidade com habilidades mais procuradas, não obsoletas, em uma linha de soldagem por feixe automatizada em vez de apenas colocar contas como é mostrado aqui neste post do YouTube descrevendo a soldagem por feixe automatizada, 75’ com visão AI: “O robô não a tem inteiramente...Há PELO menos um engenheiro de soldagem dedicado para uma linha como essa.”
Em lojas de fabricação adotando automação de nível 3+, o padrão de força de trabalho que emerge é consistente: o número de funcionários normalmente cai de cinco soldadores manuais para dois supervisores de robôs por turno, mas essas funções comandam salários mais altos e exigem cada vez mais credenciais do AWS Certified Welding Inspector (CWI).O AWS D1.1 O Código de Soldagem Estrutural exige o signoff do inspetor certificado, independentemente do nível de automação, um robô não pode autocertificar uma junta de solda As lojas que fazem a transição geralmente começam com sucesso o treinamento cruzado de seus melhores soldadores manuais três a seis meses antes da instalação, emparelhando-os com a equipe de comissionamento do fornecedor Os operadores devem aprender a ler as especificações do procedimento de soldagem (WPS), julgar as tolerâncias de ajuste e reconhecer quando os andarilhos de rastreamento de costura fora da junta Essas habilidades não estão desaparecendo (são o portão de qualidade que mantém a fabricação estrutural automatizada segura e compatível com o código.
Perguntas frequentes
Qual é a diferença entre os requisitos de automação de soldagem de viga H e viga I?
Os flanges de feixe H são significativamente mais largos do que os de feixes I (perfis europeus de IPE), o que afeta dois parâmetros de automação: largura de contenção de fluxo e ângulo de posicionamento da tocha Os feixes H exigem um suporte de leito de fluxo mais amplo e inclinação mais agressiva da tocha para evitar transbordamento nas pontas dos flanges Eles também resultam em maior entrada de calor por comprimento, o que significa que a unidade de endireitamento é ainda mais essencial em uma linha de feixe H, enquanto uma linha para feixes I pode até ser capaz de operar sem ela.
As máquinas de solda automatizadas de feixe H podem lidar com vigas curvas?
Máquinas de solda de feixe H de nível 1-3 típicas funcionam em vigas retas O nível 4 de células de trabalho de robôs autônomos é necessário para a fabricação de feixes H curvos e curvados para aplicação em telhados e pontes de longo vão A varredura adaptativa 3 D do sistema segue a geometria real da curva, fazendo ajustes reais e em tempo real do caminho da curva ao movimento da cabeça da tocha, em vez de viajar cegamente ao longo de um caminho idealizado.
Esse ajuste dinâmico supera os desafios à consistência da solda causados pelas mudanças nas juntas de uma viga curva e pode balançar a especificação para soluções de robôs de pórtico de Nível 4 ao trabalhar curvas.
Qual processo de soldagem é mais comum em linhas de produção de vigas H SAW ou MIG/MAG?
A soldagem por arco submerso (SAW) é amplamente empregada para a maioria das soldas primárias de filete de alma para flange em linhas de produção de viga H devido à sua combinação incomparável de taxas de deposição (acima de 45 kg/h) e falta de respingos, o que a torna a solução mais econômica para as soldas longas e contínuas necessárias para a produção da viga H produzida longitudinalmente MIG/MAG (GMAW) normalmente só é vista como um acessório aderido no estágio de fabricação/montagem, ou para adicionar quaisquer soldas de acabamento ou placas de conexão após a linha de produção principal Alguns sistemas menores baseados em cobots empregam uma solução GMAW total aceitando a menor economia de processo nessas soldas longas para o conjunto de equipamentos mais baratos e a maior flexibilidade da faixa de trabalho para um produtor de pequeno volume e ampla gama.
Quanto tempo leva para comissionar uma nova linha de soldagem de feixe H?
As linhas semi-automáticas básicas do H-feixe da estação 3 instalam geralmente em 8-16 semanas da confirmação da ordem ao trabalho final a bordo que inclui o teste da aceitação da fábrica (FAT), o transporte, a preparação da fundação, a instalação elétrica, e o treinamento do operador da visão 3 D inteiramente automático pilhas robóticas com dispositivos bondes feitos sob medida têm tipicamente prazos de execução de 16-24 semanas O factor dependente do prazo de execução é disponibilidade do espaço da máquina no local (fundação, utilitários), prazo de execução para a fabricação de ferramentas especiais e complexidade da relação com todos os controles de terceiros Um sistema do nível 3+ exigirão frequentemente o treinamento de 2-4 semanas (operadores, manutenção) antes de conseguir taxas de produção completas.
O que é uma máquina de fabricação de feixe H?
A linha de fabricação de vigas H da máquina de fabricação de vigas é uma linha de produção para fabricar e montar peças de aço de seção em forma de H com uma seção de alma (vertical) e duas seções (horizontal).Uma linha de produção típica de seção H inclui uma máquina assy de seção H (montagem, soldagem por aderência de 3 peças de barra plana em forma de H), uma máquina de soldagem a arco submerso (para soldagem automática de 4 lados das duas seções e uma peça vertical), uma máquina de correção (máquina de endireitamento para correção de distorção angular após soldagem).A faixa de produção padrão da linha é a seção H com seção de alma 200-2000 mm, seção de flange 100-600 mm, comprimento de viga H 5-18 m e a quantidade de produção pode ser de 8-30 peças/deslocamento com linhas automáticas ou semiautomáticas.
Avaliado pela equipe de engenharia Zhouxiang | Mais de 15 anos de experiência em projeto e implementação de sistemas de automação de soldagem de aço estrutural para instalações de fabricação na Ásia, Europa e América do Norte.
Fontes: Relatório IFR World Robotics 2025; O Fabricante, março de 2024; Conhecimento Técnico de Consumíveis TWI Global SAW; Estudo de parâmetros SAW IJRASET 2024 (DOI: 10.22214/ijraset.2024.64851); Guia Técnico Miller Electric SAW; Mercado de robôs de soldagem de estrutura de aço Intel Market Research 2024.
Isenção de responsabilidade: Este guia foi compilado por Zhouxiang, fabricante de sistemas de automação para fabricantes de aço estrutural.
Fazemos referência a publicações independentes de terceiros quando apresentamos dados de mercado As faixas de preços referem-se aos dados de mercado de 2024-2025, e os preços variam dependendo do fabricante e das opções.
Leitura Relacionada
- Soldagem por arco submerso →: Guia de processo
- → Soldagem robótica vs. manual: comparação completa
- → Guia de cálculo de ROI de soldagem robótica
- → Soldagem Estrutural: Métodos e Padrões
- → Métodos de Programação de Robôs de Soldagem
- → Soldagem Industrial 2026: Soluções Robóticas para Serviços Pesados
Tendências