Póngase en contacto con Zhouxiang

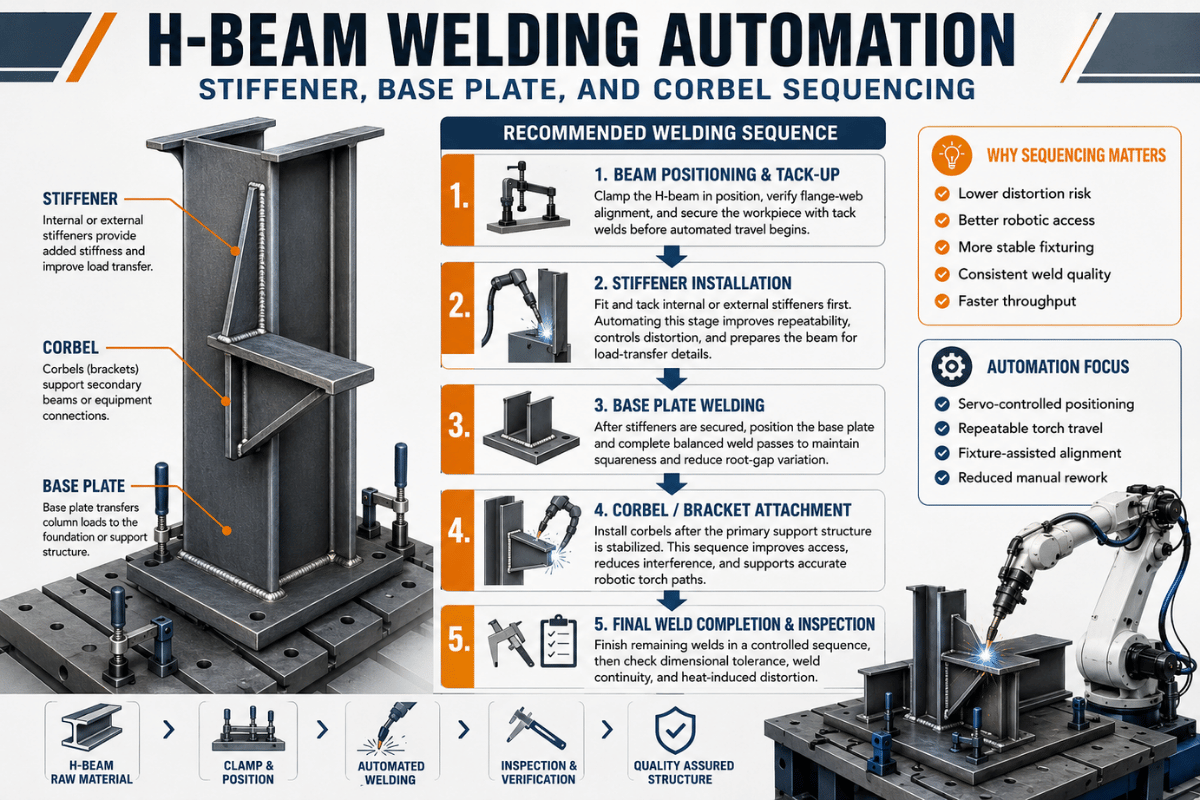
Automatización de soldadura por haz en H: endurecedor, placa base y secuenciación en ménsula
Contenidos
mostrar
Los fabricantes de acero estructural que automatizan sus líneas de vigas en H tienen una observación similar: su primer cambio totalmente automatizado genera más piezas que toda la semana anterior de soldadura manual. Ese aumento de productividad es el resultado de eliminar el retrabajo perdido e invisible de ajuste en el tiempo, los variados niveles de fatiga de los soldadores manuales, los gripes se raspan, no el hecho de que estén funcionando máquinas más rápidas. En cualquier tipo de producción, si necesita realizar soldaduras de filete repetibles sobre la misma unión con los mismos materiales en el mismo perfil, ya sean cuatro soldaduras de alma a brida en cada viga en H o soldaduras por puntos idénticas en las puertas delanteras de los automóviles, es una de las mayores oportunidades de retorno de la inversión en automatización de la fabricación. Esta guía explora la automatización de la soldadura por viga H desde las tres perspectivas más importantes: cómo se configura una línea de fabricación de viga H; qué nivel de automatización de viga H se adapta a su combinación de piezas; cómo los parámetros SAW hacen el trabajo en juntas repetidas; y cómo se ve realmente su retorno de la inversión para 2025 en estos sistemas.
¿qué es la automatización de soldadura por haz H?

Automatizar la soldadura por viga en H significa implementar tecnología de soldadura mecanizada o robótica para soldar la placa de alma de una viga de acero estructural a las dos placas de brida, creando un perfil de viga en I o de viga en H terminado, reduciendo la dependencia de la soldadura por arco manual o aumentándola. Esta automatización puede variar desde antorchas automáticas que aún requieren un operador para colocar cada pieza (Nivel 1), hasta celdas completamente automatizadas que ubicarán la pieza para el proceso sin ningún ser humano en el bucle de una parte a otra (Nivel 4).
Existe una clara justificación estructural para la automatización, comenzando con una propiedad geométrica clave de cualquier viga en H o viga en I: solo cuatro soldaduras de filete conectan la banda y las bridas de manera consistente. Este perfil idéntico es precisamente lo que la soldadura automatizada destaca en la producción: los fabricantes estructurales encuentran que sus líneas de producción automatizadas de vigas en H ofrecen de 3 a cinco veces la producción por hora, o incluso por turno, en comparación con aplicaciones de soldadura manual idénticas, debido a un tiempo de arco de encendido enormemente mejorado (los sistemas automatizados tienen entre 60 y 80 por ciento de arco, frente a un promedio de 15 y 25 por ciento para la soldadura manual donde un trabajador tiene que tomar descansos, configurar o verificar. Esta dramática ganancia en la eficiencia de la producción explica por qué la automatización de vigas en H comúnmente se amortiza dentro de 8 a 22 meses, incluso con volúmenes de producción moderados.
Especificaciones rápidas: gama estándar de soldadura por viga en H
| Parámetro | Gama estándar | Gama de servicio pesado |
|---|---|---|
| Altura web | 200-1.000 mm | 1.000-2.000 mm |
| Ancho de brida | 100-400 mm | 400-800 mm |
| Grosor de la banda/brida | 6-18 mm | 18-40 mm |
| Longitud de la viga | 5-12 m | 12-18 m |
| Rendimiento automatizado | 18-30 vigas/turno | 8-18 vigas/desplazamiento |
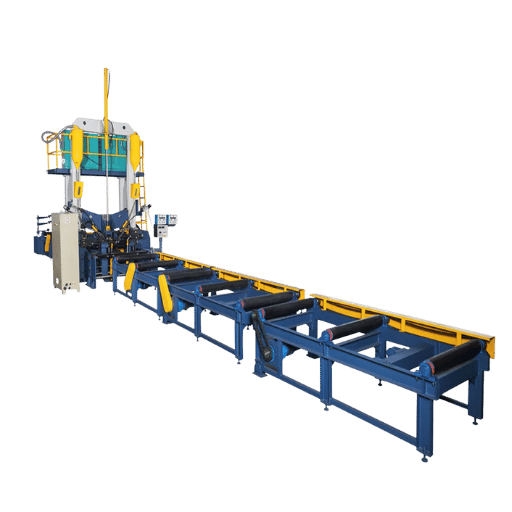
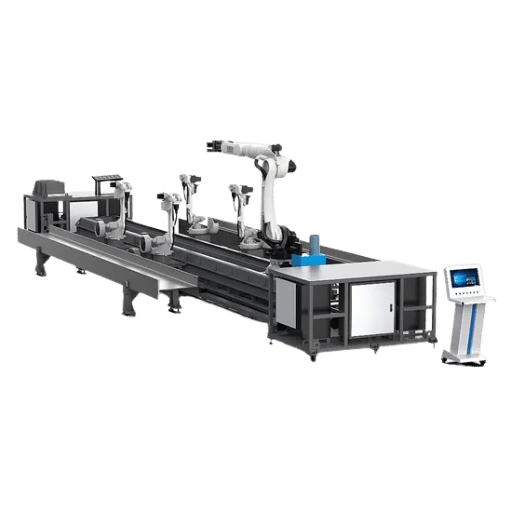
¿qué es una máquina de fabricación de vigas en H?
Una máquina de soldadura por viga H ”también conocida como línea de fabricación de viga o sistema automatizado de soldadura por viga I ” integra tres estaciones coordinadas utilizadas en los talleres de fabricación de acero: una estación de soldadura de montaje donde se colocan dos bridas y una banda y se sueldan con tachuelas en un perfil H, una máquina de extracción SAW que completa automáticamente las cuatro soldaduras de filete de banda a brida y una unidad de enderezamiento de soldadura que corrige la distorsión angular del calor inducido por la soldadura. Estos sistemas varían desde una altura de banda de 200 mm hasta 2000 mm (8 a 80”), anchos de brida de 100 a 600 mm (4 a 24”), con longitudes de viga de 5 a 18 metros (15 a 60 pies). Una línea de viga automatizada promedio reemplazará de 3 a 5 operadores dependiendo del tamaño de la viga y el volumen de salida.
Dentro de la línea de producción de vigas en H de 3 estaciones: montaje, soldadura, enderezamiento
Las líneas de soldadura de vigas automatizadas para la producción de vigas en H unen tres estaciones secuenciales a través de transportadores de rodillos motorizados, pasando el producto bruto continuamente de una etapa a la siguiente. Se componen de una estación de montaje de vigas donde se colocan las placas y se sueldan con tachuelas, el soldador de vigas SAW realiza las soldaduras longitudinales de filetes y la máquina enderezadora de vigas mantiene la forma dimensional general después de la soldadura. La separación física de estos tres procesos en estaciones discretas es lo que permite optimizar cada uno de ellos de forma independiente: el concepto más importante que la mayoría de los compradores de automatización pasan por alto. La mayoría se concentra únicamente en el soldador SAW, instalándose con un soldador bien construido que no pueden seguir alimentando con el producto. Descubra cómo funciona nuestra amplia gama de configuraciones automatizadas de soldadura estructural para diferentes volúmenes de productos de vigas puede beneficiar a su negocio.
| Estación | Función | Parámetro clave | Salida |
|---|---|---|---|
| 1 « Máquina ensambladora | Las abrazaderas hidráulicas colocan la placa de alma verticalmente entre dos bridas horizontales; La soldadura automática por adherencia asegura la junta en T a intervalos de paso establecidos | Paso de ataque: 300-500 mm; espacio de montaje ≤1 mm | Perfil H soldado con clavija listo para SAW |
| 2 « Máquina de soldadura SAW | El soldador extraíble alimenta la viga a través de dos sopletes SAW, completando automáticamente las cuatro soldaduras longitudinales de filetes; El flujo se deposita y recupera continuamente | Velocidad de desplazamiento: 400-2000 mm/min; corriente: 500-1250 A | Haz en H completamente soldado (puede tener distorsión angular) |
| 3 « Máquina enderezadora | El enderezador de rodillos hidráulico aplica una presión controlada para corregir la distorsión angular inducida por la soldadura (giro de la brida) dentro de la tolerancia | Tolerancia de corrección: ≤L/1.000 (normalmente ≤3 mm/m) | Haz en H terminado según especificación dimensional |
Nota de ingeniería
La tolerancia en la placa de alma al ajuste de la junta en T con brida es de 1 mm de espacio para proporcionar una penetración constante en una operación de soldadura por arco sumergido (SAW). Si el espacio excede 1,5 mm, hay caída de flujo, defectos de llenado e inestabilidad del arco, que es la fuente número uno de retrabajo en una línea de viga en H. Este desafío de instalación se aborda en el requisito AWS D1.1, Cláusula 5.22 ñona requisitos de instalación para juntas en T.
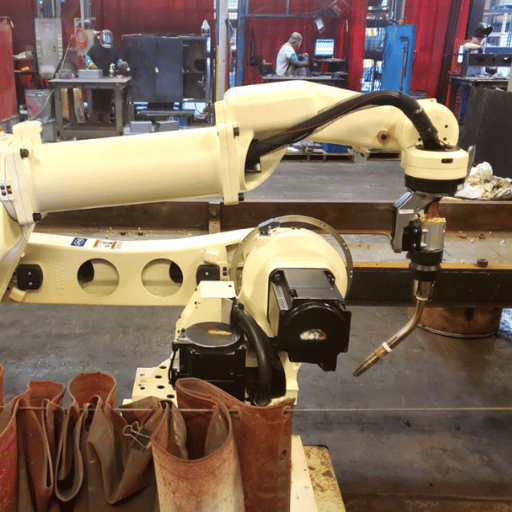
Cuatro niveles de programación de robots de soldadura para la fabricación de vigas en H
Gran parte de la conversación en la industria de la soldadura sobre la automatización de la soldadura presenta una dicotomía: la elección es “manual” o “robótica”. Sin embargo, existe un sistema de cuatro niveles para programación de soldadura robótica, y la mayoría de los fabricantes estructurales están en el Nivel 1 o en el Nivel 2 de la progresión. Cada nivel representa un flujo de trabajo de soldadura distinto, desde el control manual del colgante de enseñanza hasta sistemas totalmente autónomos donde un controlador dedicado impulsa el robot sin entrada del operador entre las piezas. Elegir el nivel equivocado “subautomatizado” (cuellos de botella del proceso) o “sobreautomatizado” (CapEx sobre la capacidad no utilizada) “es el error más caro en cualquier proyecto de automatización de soldadura.
| Nivel | Método de programación | Hora/haz de configuración | Entrada del operador | Vigas curvas | Mejor para |
|---|---|---|---|---|---|
| Nivel 1 | El operador guía manualmente el brazo robótico hasta cada punto de soldadura | 30-90 min | Operador de tiempo completo alto | No | Piezas de bajo volumen y alta variación |
| Nivel 2 | Programación asistida “plantillas paramétricas, el operador selecciona el tamaño del haz y el tipo de soldadura del menú | 5-15 min | Moderar “monitores, ajusta | No | Volumen medio, tamaños de haz en H estándar |
| Nivel 3 | Programación sin conexión (OLP) « rutas de soldadura generadas a partir de un modelo CAD en una PC; Se requieren pequeños retoques en la máquina | 1-5 min de retoque | Solo verificación baja | Limitado | Catálogo de vigas consistentes y de gran volumen |
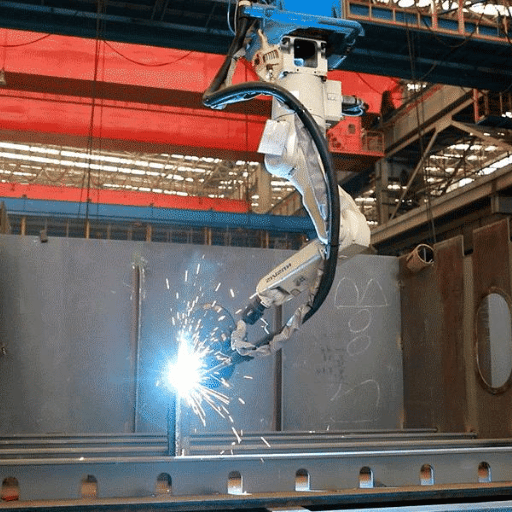
| Nivel 4 | Autónomo « La visión 3D escanea la geometría real del haz; Autoprogramas y soldaduras de robots sin intervención humana entre piezas | Cero | Manejo de excepciones mínimo | Sí, a través de escaneo adaptativo 3D | Tamaños mixtos, geometría curva y de alta variación |
“El robot ‘mira’ la pieza de trabajo que tiene delante y la suelda sin intervención humana alguna”
Hoy en día, los sistemas de soldadura robótica para vigas en H están disponibles en los cuatro niveles de automatización. La mayoría de los fabricantes de acero estructural operan actualmente con sistemas de Nivel 1 o Nivel 2 de este espectro de cuatro niveles; Sin embargo, la tecnología de nivel 4 que hizo su debut hace varios años en aplicaciones de adopción temprana está dando el salto a la disponibilidad general en 2025-2026.
¿cuál es la diferencia entre programación fuera de línea y soldadura autónoma para vigas estructurales?
La programación sin conexión (Nivel 3) requiere software CAD para generar rutas de soldadura antes de colocar un haz en la estación de trabajo del robot. Si bien la programación CAD ofrece precisión, supone una réplica física perfecta del haz tal como está dibujado: cualquier desviación de ajuste requerirá retoques manuales en la máquina. La capacidad de soldadura autónoma del nivel 4 elimina esta suposición: un escáner de luz estructurada 3D lee el contorno real del haz en tiempo real y el robot corrige dinámicamente su trayectoria a medida que suelda. Esto elimina el tiempo de preprogramación entre haces y permite la soldadura automática perfiles de viga variable o curva sin modificaciones de accesorios.
Soldadura por arco sumergido (SAW): la tecnología central en las líneas de producción de vigas en H
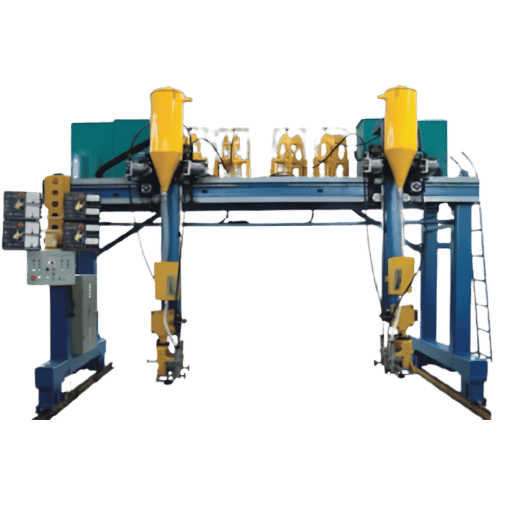
Soldadura por arco sumergido Domina la fabricación de vigas en H por tres razones, ningún otro proceso coincide a escala: tasas de depósito de hasta 45 kg (casi 100 lbs.) por hora (frente a 1-5 kg/h para MIG/MAG), un escudo contra escoria que protege a los operadores. de salpicaduras y luz ultravioleta y velocidades de desplazamiento en una unión de alma a brida estándar, de 400 a 2000 mm (16 « 80 pulgadas) por minuto. Porque el arco de soldadura se sumerge bajo fundente granular, lo que da nombre a la soldadura por arco sumergido, el fundente no utilizado se recupera y recicla automáticamente, lo que reduce los costes de los consumibles. Lea el desglose técnico completo en nuestro dedicado guía de soldadura por arco sumergido.
| Diámetro del alambre | Rango actual | Voltaje | Aplicación típica |
|---|---|---|---|
| 2,4 mm (3/32«) | 250-700 A | 22-37 V | Bridas finas, soldaduras de sellado de tachuelas (6-12 mm) |
| 3,2 mm (1/8«) « más común | 300-900 A | 23-37 V | Filete de brida de alma con viga en H estándar (10-25 mm) |
| 4,0 mm (5/32«) | 400-900 A | 24-40 V | Placas de alma de peso medio (12-25 mm) |
| 6,4 mm (1/4«) | 700-1.600 A | 30-38 V | Bridas pesadas y placas de red gruesas (25-40 mm) |
Nota de ingeniería « Selección de electrodos (AWS A5.17)
EM12K (bajo en manganeso, alto en silicio) es el electrodo estándar utilizado para SAW estructural de vigas en H, que produce un cordón bajo con excelente tenacidad a -30 °C en todo el rango de espesor para tamaños de alma, brida y viga. Cuando se necesitan metales depositados con mayor límite elástico, para aplicaciones estructurales o de recipientes a presión (grado puente), EM13K es la opción estándar. Clasificación de flujo bajo flujo neutro AWS A5.17 (EM12K con designación de prefijo F7A2), proporciona soldadura multidepósito de calidad constante con poco riesgo de acumulación de manganeso.
Consejo: Un ajuste ceñido y preciso para placas de alma con un espesor de hasta 18 mm; Elimina la necesidad de un bisel en su proceso, afeitando entre 15 y 20 minutos por haz de tiempo de mecanizado.
Soldadura robótica versus soldadura manual para vigas en H: lo que muestran los datos
La comparación entre soldadura robótica y manual a menudo se presenta como un argumento de calidad. El verdadero caso es un argumento de eficiencia y consistencia. Un soldador manual experto no produce soldaduras de menor calidad «es la variación lo que perjudica la producción: la fatiga del operador durante un turno, el tiempo de inactividad del reposicionamiento y la inconsistencia de la tolerancia de ajuste se combinan para hacer que el rendimiento manual del haz H sea impredecible.
Ventajas robóticas
- Tiempo de arco activado de alta eficiencia: 60-80% de turno (frente a 15-15% manual)
- Fiabilidad: tasa de defectos 2-3% frente a 8-12% para manual
- Consistencia del tiempo del ciclo: ±1% vs. ±15-variación manual de 20%
- 1 operador monitorea 18-30 haces/cambio
- Capacidad desatendida las 24 horas del día, los 7 días de la semana (Nivel 3+)
Limitaciones
- Alto capital inicial (>$75K+)
- Requiere precisión de montaje con un espacio de ≤1 mm
- Nivel 1-1-2: no se puede adaptar a la variación del haz
- Curva de aprendizaje de configuración de software (2-8 semanas)
- Se necesita un técnico capacitado para el mantenimiento
Concepto erróneo común
“Los sistemas de soldadura robótica no pueden soportar tamaños de vigas mixtas” Esto es cierto para los sistemas de nivel 1-12, que requieren reprogramación para cada nuevo tamaño de haz. Los sistemas autónomos de nivel 4 con visión 3D refutan directamente esta limitación: el robot escanea la geometría real de cada haz y se autoajusta, manejando tamaños mixtos e incluso perfiles de haz curvos sin ningún cambio de programación entre piezas.
Punto de datos de la industria: Un fabricante de componentes de puentes en América del Norte que cambió a soldadura robótica autónoma registró un aumento de 2,7 × en metros de soldadura por operador por turno, con una tasa de aceptación de primer paso de UT que alcanzó 97%. Para un taller de fabricación estructural que gestiona 3 soldadores manuales que producen 8 vigas por turno, esa trayectoria “pasando a 1 operador que monitorea más de 22 vigas por turno con una calidad de soldadura constante « representa el motor de recuperación realista para la inversión en automatización. Consulte nuestro detallado guía de cálculo del ROI de soldadura robótica para modelar sus números específicos.
ROI de la automatización de soldadura por haz H: puntos de referencia de costos y análisis de recuperación
El retorno de la inversión de la automatización para líneas de haz H fluye desde dos fuentes: reducción del costo de mano de obra y aumento del rendimiento. La fórmula del período de recuperación es directa: el costo total del sistema dividido por el beneficio neto anual. Lo que varía según la tienda es la tasa de mano de obra cargada y el multiplicador de rendimiento que ofrece el nivel de automatización. Una ventaja clave de la maquinaria moderna de automatización de haz H es que es escalable: la mayoría de los fabricantes ofrecen configuraciones modulares que le permiten comenzar con una estación SAW semiautomática y expandirse a una línea completa de 3 estaciones a medida que crecen los volúmenes de producción. Este enfoque por etapas le permite reducir el riesgo de capital inicial y al mismo tiempo lograr ganancias de rendimiento que el mercado exige sin reemplazar el equipo central. Vea nuestro completo guía de cálculo del ROI de soldadura robótica para un ejemplo trabajado.
Fórmula del período de recuperación
Recuperación de la inversión (meses) = Costo total del sistema ribe (ahorro laboral mensual + ganancia mensual de producción)
Ejemplo: Una línea SAW semiautomática de $200.000 que reemplaza a 2 soldadores con un costo cargado de $75.000/año cada uno = ahorro de $150.000/año. Agregue $50.000/año en capacidad de producción adicional. Beneficio anual total: $200.000. Recuperación: 12 meses.
8–22
recuperación de meses (línea típica de acero estructural)
3-5×
aumento del rendimiento frente a soldadura manual
$75K-onTP4T1M+
rango de costos del sistema (cobot a línea de pórtico completa)
Fórmula del período de recuperación
Ejemplo: Una línea SAW semiautomática de $200.000 que reemplaza dos soldadores manuales cuesta $150.000/año (cargada). Este sistema mejora el rendimiento de los soldadores manuales de $75.000/año y ofrece un ahorro de esa diferencia, más $50.000/año en capacidad adicional (aumento de 7%). El beneficio anual para la organización es de $200.000.
Según el costo total del sistema anterior, la recuperación es de 12 meses.
Los costos utilizados para 2024-2025 reflejan rangos de datos del mercado.
Los costos reales varían mucho según la configuración, el nivel de automatización deseado y los requisitos de instalación. Obtenga una cotización para su configuración específica.
| Tipo de sistema | Nivel de automatización | Aprox. Costo (USD) | Recuperación típica |
|---|---|---|---|
| Paquete de soldadura Cobot | Nivel 1-2 | $40.000-$75.000 | 6-12 meses |
| Línea estándar de haz en H de 3 estaciones (semiautomática) | Nivel 2 | $150.000-$400.000 | 12-22 meses |
| Línea de haz en H CNC totalmente automática | Nivel 3 | $400.000-$700.000 | 18-30 meses |
| Celda de pórtico robótica con visión 3D | Nivel 4 | $700.000-$1.200.000+ | 24-36 meses |
Necesita conocer estas variables al elegir una configuración de línea de soldadura de haz en H. La elección de su línea depende de dos factores principales: sus requisitos de volumen de producción y la variedad de tamaños de viga que debe manejar. Una línea con especificaciones insuficientes es aquella que superará y dejará de tener capacidad en 18 meses. Una línea con especificaciones excesivas tiene el peso de capital que nunca verá un retorno de su inversión.
Cómo configurar su línea de soldadura de vigas en H: una guía de selección de fabricantes estructurales

Seleccionar la línea de soldadura de viga H adecuada requiere hacer coincidir tres variables con su realidad de producción: volumen de salida, variación del tamaño de la viga y espacio disponible. Una celda de soldadura de cobot compacta se adapta a talleres flexibles de lotes pequeños que ejecutan menos de 10 vigas por día; una línea SAW multiestación totalmente automática se adapta a entornos de fabricación pesados y produce más de 30 vigas por turno. Utilice el siguiente marco para adaptar el tipo de sistema a su operación:
| Volumen diario | Variación del tamaño del haz | Configuración recomendada | Nivel |
|---|---|---|---|
| <10 haces/día | Tamaños estándar, baja variación | Línea SAW semiautomática + montaje manual | Nivel 2 |
| 10-30 haces/día | Tamaños mixtos, variación moderada | Línea completa de haz H CNC de 3 estaciones, programación fuera de línea | Nivel 3 |
| >30 haces/día | Tamaños de catálogo estándar | Línea SAW totalmente automática de alta velocidad con transportador automatizado | Nivel 3+ |
| Cualquier volumen | Vigas de alta variación O curvas | Estación de trabajo robótica con pórtico con escaneo de visión 3D | Nivel 4 |
Lista de verificación previa a la cotización « Tenga estos números listos
- Ancho máximo de brida requerido (También se determinó el tamaño de la máquina para fabricar sus vigas)
- Espesor máximo de la placa de alma y brida (Determina la capacidad mínima de corriente SAW - - no seleccionar suficiente corriente es una causa común de retrabajo)
- Haz más largo de tu catálogo (Determina la longitud de tu línea y su huella total)
- Objetivo de recuento de haces diario/semanal (define la justificación del nivel de automatización)
- ¿Qué porcentaje de su mezcla de vigas implica perfiles curvos o no estándar (esto puede ser un indicador de la necesidad de un soldador robótico de nivel 4)
- Fuente de alimentación trifásica disponible (las líneas estándar requieren 380V/50Hz, aproximadamente 125 kW por línea)
Advertencia de configuración
Uno de los errores de especificación más críticos que causará frustración con su línea de viga (y eventualmente reelaborará) es seleccionar un soldador SAW con menos corriente de la necesaria para la placa más pesada que soldará. Si necesita 1000 amperios pero compra un soldador de 800 amperios, tendrá que realizar múltiples pasadas para completar la soldadura, anulando efectivamente muchas de las eficiencias que ofrece la automatización. Zegbrk_0013.
Para proyectos en robot de soldadura de estructuras de acero soluciones -gn, incluida la celda robótica de tipo pórtico para aplicaciones H-Beam híbridas/de gran formato 'néctese con un integrador de sistemas que pueda modelar su catálogo de haces frente a los tiempos de su ciclo antes de que especifiquen el hardware.
Tendencias en automatización de soldadura de vigas en H: visión de IA, cobots y hilo digital (2025-2026)
Descripción general del mercado El mercado de robots de soldadura de acero estructural se valoró en $3,11 mil millones en 2024 y se prevé que alcance $7,13 mil millones en 2032 a una tasa compuesta anual de 13%, el ritmo más rápido en cualquier categoría de robots de fabricación.
El informe World Robotics 2025 del IFR también indica que se instalaron 542.000 robots industriales en 2024, con instalaciones totales en todas las industrias que ascienden a 4.664.000 unidades en todo el mundo. Cuatro cambios importantes están cambiando lo que es posible en la soldadura por haz de H:
- La programación autónoma sin conexión se generaliza (2025-2026): los sistemas de soldadura de nivel 4 disponibles de proveedores como AGT Robotics y Path Robotics leen directamente datos detallados del modelo de software y soldadura sin programación de enseñanza humana, “liberando” la programación para convertirse en el “solucionador de cuellos de botella” que permitirá que las tiendas más pequeñas alcancen fácilmente los niveles de nivel 3+.
- La fabricación estructural adopta el robot colaborativo: 10,5% de todas las nuevas instalaciones de robots industriales fueron cobots en 2023. Si sus talleres producen menos de 10 vigas por día, entonces no existe un camino más rápido hacia el retorno de la inversión desde la automatización de la soldadura que una celda robótica que utiliza cobots ($40K-$75K).
- La visión 3D elimina el accesorio y la enseñanza: la luz proyectada entre 100Hz y 500Hz mediante cámaras de luz estructurada y mide la unión de la costura en dimensiones x/y con una precisión lateral de 0,1 a 0,3 mm permite la adaptación robótica de la trayectoria de la herramienta independientemente del haz/instalación. variación (facilitador de claves de nivel 4 para fabricación estructural).
- El hilo digital conecta el software de detallado con la celda de soldadura: el software CAD de detalle como Tekla Structures y Revit se integra en celdas de soldadura automatizadas, “flujo” de datos de costura directamente desde el modelo “no se requiere reintroducción, lo que minimiza los errores de traducción y allana el camino para flujo de una sola pieza.
- El preprocesamiento con láser de fibra se alimenta directamente a las líneas de haz: el proceso de corte para placas de alma y brida se mueve a celdas de corte con láser de fibra integradas ubicadas aguas arriba de la estación de ensamblaje de haz H. Esto elimina la manipulación de materiales entre procesos y permite la producción continua de estructuras de acero, desde placas planas hasta el corte, la soldadura por montaje, la SAW y el enderezamiento, en un único flujo de trabajo ininterrumpido.
Consejo de acción para 2025
Si su tienda opera en el nivel 1-2, el paso piloto de actualización de alto retorno de la inversión es hacia la soldadura de plantillas paramétricas robóticas (nivel 2 3), en lugar de hacia equipos de visión. Las ganancias de resolver ese cuello de botella por sí solo a menudo generarán un mayor rendimiento de 15-25% para CapEx sustancialmente más bajo.
¿los robots reemplazarán a los soldadores humanos en la fabricación estructural?
¿los robots reemplazarán a los soldadores?
No. Incluso en la soldadura autónoma de nivel 4, se necesitarán ingenieros de soldadura humanos para supervisar las aplicaciones robóticas; verificar los procedimientos de soldadura (WPS) y los resultados de END. En cambio, se convierten en supervisores de control de calidad con habilidades más demandadas, no obsoletas, en una línea de soldadura de haz automatizada en lugar de simplemente colocar cuentas, como se muestra aquí en esta publicación de YouTube que describe la soldadura de haz automatizada de 75’ con visión de IA: “El robot no lo tiene del todo... Hay al menos un ingeniero de soldadura dedicado para una línea como esa”
En todos los talleres de fabricación que adoptan la automatización de Nivel 3+, el patrón de fuerza laboral que surge es consistente: la plantilla generalmente cae de cinco soldadores manuales a dos supervisores de robots por turno, pero esos roles exigen salarios más altos y requieren cada vez más credenciales de inspector de soldadura certificado (CWI) de AWS. El código de soldadura estructural AWS D1.1 exige la aprobación del inspector certificado independientemente del nivel de automatización «un robot no puede autocertificar una junta de soldadura. Los talleres que realizan una transición exitosa generalmente comienzan a capacitar a sus mejores soldadores manuales de tres a seis meses antes de la instalación, emparejándolos con el equipo de puesta en servicio del proveedor. Los operadores deben aprender a leer las especificaciones de los procedimientos de soldadura (WPS), juzgar las tolerancias de ajuste y reconocer cuándo el seguimiento de las costuras se aleja de la junta. Esas habilidades no están desapareciendo “son la puerta de calidad que mantiene la fabricación estructural automatizada segura y compatible con el código.
Preguntas frecuentes
¿cuál es la diferencia entre los requisitos de automatización de soldadura de vigas en H y vigas en I?
Las bridas de las vigas en H son significativamente más anchas que las de las vigas en I (perfiles IPE europeos), lo que afecta a dos parámetros de automatización: el ancho de contención del flujo y el ángulo de posicionamiento del soplete. Las vigas en H exigen un soporte de lecho de flujo más amplio y una inclinación más agresiva del soplete para evitar el desbordamiento en las puntas de las bridas. También dan como resultado una mayor entrada de calor por longitud, lo que significa que la unidad de enderezamiento es aún más esencial en una línea de vigas en H, mientras que una línea para vigas en I podría incluso funcionar sin ella.
¿pueden las máquinas automatizadas de soldadura por haz de H manejar vigas curvas?
Las típicas máquinas de soldadura de vigas en H de nivel 1-3 funcionan con vigas rectas. El nivel 4 de células de trabajo robóticas autónomas es necesario para la fabricación automatizada de vigas en H curvas y curvadas ñan para su aplicación en techos y puentes de gran luz. El escaneo adaptativo 3D del sistema sigue la geometría de la curva real, realizando ajustes de trayectoria, curvas reales y en tiempo real al movimiento del cabezal de la antorcha, en lugar de viajar ciegamente a lo largo de una trayectoria idealizada.
Este ajuste dinámico supera los desafíos a la consistencia de la soldadura causados por las juntas cambiantes de una viga curva y puede cambiar la especificación a soluciones de robot pórtico de nivel 4 cuando se trabajan en curvas.
¿qué proceso de soldadura es más común en las líneas de producción de vigas en H: SAW o MIG/MAG?
La soldadura por arco sumergido (SAW) se emplea ampliamente para la mayoría de las soldaduras primarias de filete entre banda y brida en líneas de producción de vigas en H debido a su combinación incomparable de tasas de deposición (más de 45 kg/h) y falta de salpicaduras, lo que la convierte en la solución más rentable para las soldaduras continuas largas necesarias para la producción de la viga en H producida longitudinalmente. MIG/MAG (GMAW) normalmente solo se ve como un accesorio con tachuelas en la etapa de fabricación/ensamblaje, o para agregar soldaduras de acabado o placas de conexión después de la línea de producción principal. Algunos sistemas más pequeños basados en cobots emplean una solución GMAW total que acepta la peor economía de proceso en estas soldaduras largas para el conjunto de equipos más barato y la flexibilidad mejorada del rango de trabajo para un productor de pequeño volumen y amplio rango.
¿cuánto tiempo se tarda en poner en marcha una nueva línea de soldadura por haz de H?
Las líneas básicas de haz en H semiautomáticas de 3 estaciones se instalan comúnmente en 8 a 16 semanas desde la confirmación del pedido hasta el trabajo final a bordo, incluidas las pruebas de aceptación de fábrica (FAT), el transporte, la preparación de los cimientos, la instalación eléctrica y la capacitación del operador. Las celdas robóticas totalmente automáticas de visión 3D con accesorios personalizados suelen tener plazos de entrega de 16 a 24 semanas. El principal factor dependiente del tiempo de entrega es la disponibilidad del espacio de la máquina en el sitio (base, servicios públicos), el tiempo de entrega para la fabricación de herramientas especiales y la complejidad de la interfaz con cualquier control de terceros. Un sistema de nivel 3+ a menudo requerirá de 2 a 4 semanas de capacitación (operadores, mantenimiento) antes de alcanzar tasas de producción completas.
¿qué es una máquina de fabricación de vigas en H?
Máquina de fabricación de vigas en H La línea de fabricación de vigas en H es una línea de producción para fabricar y ensamblar piezas de acero de sección en forma de H con una sección de banda (vertical) y dos secciones (horizontal). Una línea de producción de sección H típica incluye una máquina de ensamblaje de sección H (ensamblaje, soldadura por adherencia de 3 piezas de barra plana en forma de H), una máquina de soldadura por arco sumergido (para soldar 4 lados automáticamente de las dos secciones y una pieza vertical), una máquina correctora (máquina enderezadora para corregir la distorsión angular después de la soldadura). El rango de producción estándar de la línea es una sección H con una sección de banda de 200-2000 mm, una sección de brida de 100-600 mm, una longitud de viga H de 5-18 m y la cantidad de producción puede ser de 8-30 piezas/turno con líneas totalmente automáticas o semiautomáticas.
Revisado por el equipo de ingeniería de Zhouxiang | Más de 15 años de experiencia en diseño e implementación de sistemas de automatización de soldadura de acero estructural para instalaciones de fabricación en Asia, Europa y América del Norte.
Fuentes: Informe IFR World Robotics 2025; El Fabricante, marzo de 2024; Conocimiento técnico de consumibles TWI Global SAW; Estudio de parámetros de SAW IJRASET 2024 (DOI: 10.22214/ijraset.2024.64851); Guía técnica de SAW de Miller Electric; Intel Market Research Steel Structure Welding Robot Market 2024.
Descargo de responsabilidad: esta guía fue compilada por Zhouxiang, un fabricante de sistemas de automatización para fabricantes de acero estructural.
Hacemos referencia a publicaciones independientes de terceros cuando presentamos datos de mercado. Los rangos de precios se refieren a los datos del mercado 2024-2025 y los precios varían según el fabricante y las opciones.
Lectura relacionada
- → Soldadura por arco sumergido: Guía de procesos
- → Soldadura robótica versus manual: comparación completa
- → Guía de cálculo del retorno de la inversión de soldadura robótica
- → Soldadura estructural: métodos y estándares
- → Métodos de programación de robots de soldadura
- → Soldadura Industrial 2026: Soluciones Robóticas de Servicio Pesado
Tendencia ahora