
Get in Touch with Zhouxiang
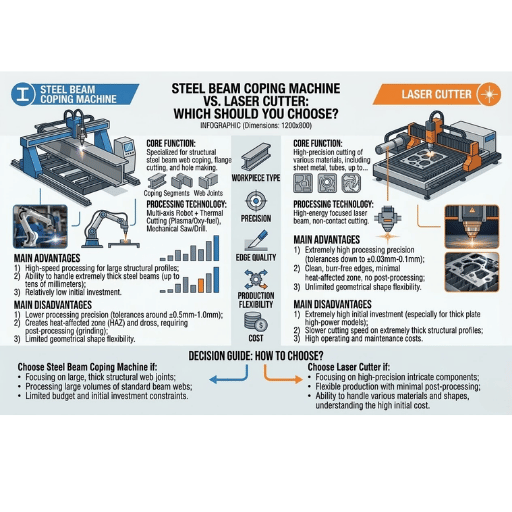
Deciding between a beam coping machine and a laser cutter will rank as one of the most significant equipment choices a structural steel fabricator makes. Both technologies cut the same steel beams in drastically different ways—and ultimately present different efficiency and throughput tradeoffs in terms of accuracy, speed, thickness capability and overall cost that could put your shop at a competitive disadvantage for years to come.
We compare using existing published for suppliers (manufacturers specification), the published fabrication rules from AISC 360, and field collected data from the shops on buildings being built with each technology. We then distill the information into seven key dimensions so you can align the appropriate technology to your manufacturing environment not your catalog wish list.
What Is a Beam Coping Machine — and How Does It Differ from a Laser Cutter?

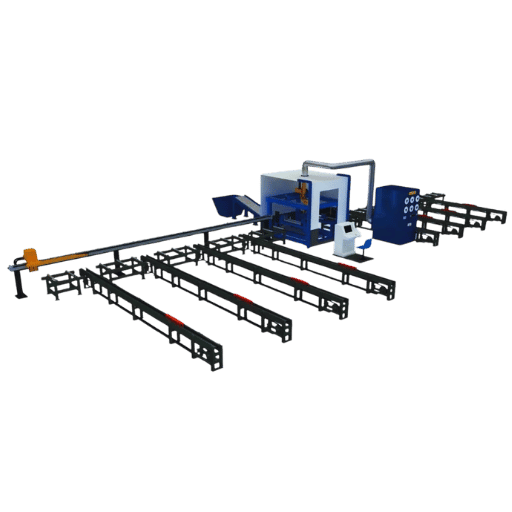
A beam coping machine, is a CNC-controlled robotic cell designed for processing structural steel profiles. A multi-axis (typically FANUC 6-axis or 7-axis) robotic arm or KUKA takes a plasma torch (hypertherm X-Definition or HPR series) or oxy-fuel torch and moves it around the entire 360 degrees of a beam’s face (H-beam, I-beam, channel or angle). Beams are coped, drilled, notched, marked, designed, beam splitting and bolthole drilled in one go by files imported directly from 3D modeling packages like Tekla Structures or SDS/2.
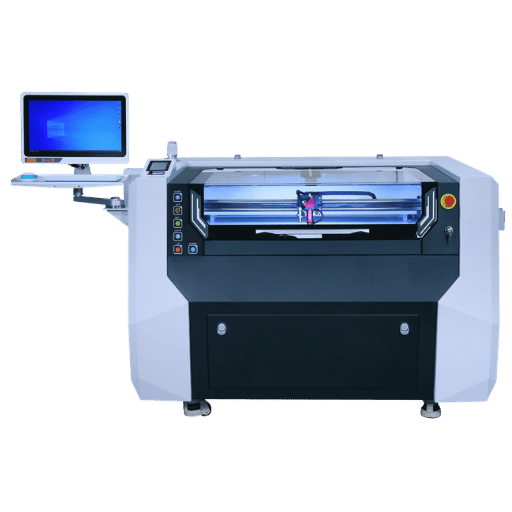
In comparison, the beam of a fiber laser cutter is melted in the focus at 1064 nm intensity delivered via a fiber-optic cable. The energy is focused into a 0.1- 0.3 mm diameter spot until the temperature is in excess of 1500 degrees Celsius. We use a coaxial nozzle to apply high pressure assist gas oxygen for carbon steel, nitrogen for stainless to push the melt out of the kerf.
The modern line of laser cutting H-beam systems suspend the laser cutting head on a gantry or robotic arm able to cut profiles in structural sections up to 1250 by 600 mm cross section.
| Feature | Beam Coping Machine | Fiber Laser Cutter |
|---|---|---|
| Cutting method | Plasma or oxy-fuel torch on robotic arm | Focused laser beam (1064 nm fiber) |
| Primary profiles | H-beam, I-beam, channel, angle, tube, plate | Flat plate, H-beam (specialized machines) |
| Multi-process | Cope, drill, notch, mark, bevel — single pass | Cut, bevel, mark — secondary drilling often needed |
| Typical tolerance | ±0.5 mm to ±1 mm | ±0.1 mm (thin) to ±0.25 mm (thick) |
| Max thickness | Up to 152 mm (6″) with oxy-fuel | 20–25 mm standard; 60 mm with 40–60 kW systems |
| CAD integration | Tekla, SDS/2, STEP, AutoCAD | Tekla, nesting software, DXF/DWG |
This is the basic division: the beam coping machine becomes a multi-process workhorse designed for big structural profiles, while the laser tends to be a dedicated animal that can achieve tighter tolerances and higher speeds on thin material, but requires another step for drilling and intricate profile cuts on thicker stock.
Cutting Precision and Tolerance
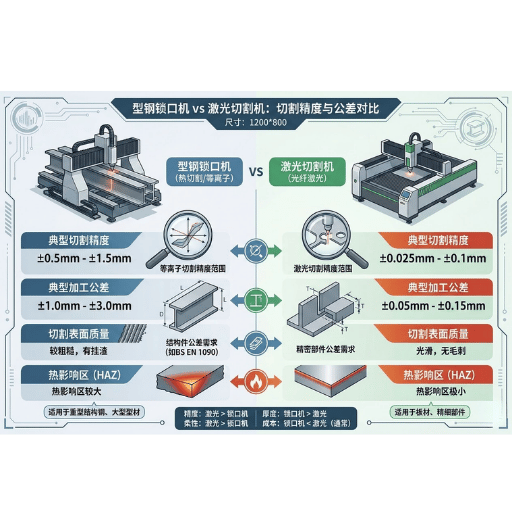
“How accurate can the cut or fabricator expect?” is a very common first question, and it will vary depending on the thickness of your material. A properly used fiber laser cutting machine is capable of holding 0.1 mm (4 mil) on a plate of any thickness below 6 mm (¼ inch) thick, with position accuracy on the order of 0.03 mm (1 mil). This level of precision results in cut edges that are near pristine that need no secondary finishing in most cases.
Stocking tolerances experienced in CNC plasma machining of steel sections are in the region of 0.5mm to 1mm. HGG’s Perfect Hole technology achieves bolt-hole tolerances of approximately 0.2mm, and AWS D1.1:2025 Structural Welding Code-compliant machinery produces surface finishes that clear the minimal roughness tolerances defined by the AISC. For structural steel work the fit-up of connections the performance criterion of whose edge finish is far less critical than the tension applied to the connection – these tolerances are well within the tolerances of a coping machine.
| Thickness Range | Laser Cutter Tolerance | Coping Machine Tolerance |
|---|---|---|
| Under 6 mm | ±0.05 to ±0.1 mm | Not typical application |
| 6–12 mm | ±0.1 to ±0.2 mm | ±0.5 mm |
| 12–25 mm | ±0.25 to ±0.5 mm | ±0.5 to ±1 mm |
| 25–150 mm | Beyond practical limit | ±1 mm (oxy-fuel) |
💡 Pro Tip
Laser accuracies tends to deteriorate as the thickness increases. After 12mm, the HAZ becomes wider, web and flange biases become more pronounced and tolerances become comparable to plasma cutting. If most of your work involves heavy W-shape and channels that have a flange thickness of more than 20mm, then the laser accuracy benefit starts to become less significant.
Speed and Throughput in Production
Raw cutting speed provides only part of the throughput equation. A fiber laser cutting machine, for example, will cut 1-2 mm plate mild steel at 5-10 m/min; at 20+ mm thickness, speeds will hover around 0.5-0.7 m/min. Fiber laser data published in the public domain by IPG Photonics shows 3-5 times faster process speeds on material under 10 mm than most plasma cut profiles.
But a CNC beam coping machine which offers the ability to do cope, drill, notch, mark and bolt-hole operations automatically in one pass has all sorts of throughput benefits that cutting speed alone cannot quantify. Because the machine handle not just the cut operation, but all the secondary steps in this automated layout station, it consolidates what would otherwise be five or six separate stations. Fabricators reporting experience with robotic plasma copers cite wall-to-wall throughput savings of up to 80 percent versus manual layout-and-torch workflows. Material handling is reduced from 3-6 crane touches per beam to 1-2.
80%
Production time reduction (coping machine vs manual)
3–5×
Laser speed advantage on thin stock (<10 mm)
1–2
Crane touches per beam (CNC coping)
One dimension where the coping machine often outperforms a faster laser system with secondary stations is mixed-profile structural work – where a single beam profile requires copes, bolt holes, weld prep bevels and scribe marks.
Material Thickness and Profile Compatibility

The dividing line for these two technologies is worth highlighting most clearly. Laser cutting standard structural steel portions on pure high-power fiber laser platforms works well up to a 20-25 mm capability. The most powerful commercial systems (upwards of 40 kW power) will cut 60 mm material (or heavier). As beam thickness and weight increases, the quality of cut becomes less consistent: the heat-affected zone broadens, kerf angle tapers and edge surface quality declines.
Beam coping systems have no such limiting thickness ceiling in structural profiles. Oxy-fuel equipped machines such as the Peddinghaus ABCM-1250 cut material up to 152 mm (6 inches) thick. Standard plasma- equipped machines (or dual plasma/oxy-fuel processors) cope to roughly 38 mm (or more, depending on the profile sizes).
| Profile Type | Beam Coping Machine | Fiber Laser Cutter |
|---|---|---|
| H-beam / W-shape | Up to 1270 mm wide × 610 mm high | Up to 1250 × 600 mm (specialized machines) |
| Channel / Angle | Full support (up to 254 × 254 mm angle) | Limited — requires profile-specific fixturing |
| Round tube / pipe | Select models (HGG, Prodevco: 100–660 mm dia.) | Tube laser systems (separate machine category) |
| Flat plate / sheet metal | Secondary capability (up to 1220 mm width) | Primary strength — thin to medium plate |
| Max material thickness | 152 mm (oxy-fuel) | 20–25 mm standard; 60 mm high-power |
⚠️ Important
If your steel shop will work with beams above 25 mm flange, a laser cutter alone cannot potentially be your all-around critical cutting machine. For the heavy sections, either a coping machine or a plasma-based beam line is necessary. An H-beam laser cutting machine makes a good supplementary system for thinner profiles, plate work and connectivity applications, but not necessarily for primary cutting requirements.
Total Cost of Ownership
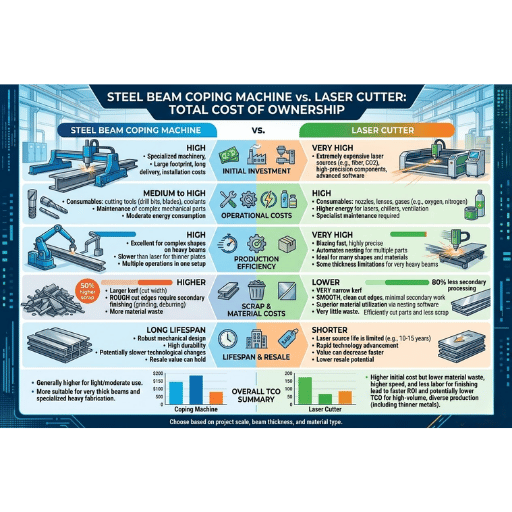
Price tag is the obvious variable. Hidden cost-of-ownership factors such as labor, consumables, maintenance, floor space and downstream operations that each machine will eliminate or add over a 5-10 year window should resonate even more.
| Cost Factor | Beam Coping Machine | Fiber Laser Cutter |
|---|---|---|
| Equipment (new) | $300K–$1M+ (robotic plasma cell) | $250K–$600K+ (structural-grade system) |
| Labor per shift | 1 operator (replaces 3–6 manual stations) | 1 operator + material handler |
| Electricity | Moderate (plasma power supply + robot) | Lower per kW output (fiber efficiency) |
| Consumables | Plasma electrodes, nozzles, shields, gas | Protective windows, nozzles, assist gas (N₂ or O₂) |
| Assist gas (high-volume) | O₂ + air — moderate cost | N₂: $3,000–$30,000/month at full production |
| Secondary operations | Minimal — drilling and marking integrated | May need separate drill line for bolt holes in thick sections |
| Dust collection | Required — enclosed cell with evacuation | Required — enclosed cutting area with filtration |
💡 Pro Tip
Don’t forget to account for nitrogen assist gas usage of a laser cutting system. On heavy, high production and thick carbon steel cuts, the laser can require $15,000-$30,000 of nitrogen each month. Many fabricators under-plan this added expense during the quoting process, only to be advised of the higher bill later once the equipment is in full operation. Ask your laser systems manufacturer to provide a gas analysis that projects your nitrogen consumption based on your actual production blend – including thick carbon steel plate miles.
When to Choose a Beam Coping Machine Over a Laser Cutter
The decision to purchase a CNC coping machine for structural steel beams depends heavily on your shop profile mix, volume, and downstream workflow. Here is a logical decision formula based on the factors that distinguish shops that stand to gain the most from coping automation.
- ✔
Your work predominantly involves H-beams, W-shapes, channels, and angles-bare plate is not your characteristic product - ✔
You routinely machine flange thicknesses exceeding 25 mm on beams - ✔
Each beam undergoes multiple processes-copings, bolt holes, weld prep, notches, marks - ✔
You are interested in combining layout, coping, drilling, and grinding into a single station - ✔
You use Tekla Structures or SDS/2 files and desire a direct file-to-machine workflow - ✔
Manual copes are the bottleneck in your shop-available skilled torch operators are difficult to find and retain
Shops processing over 50 beams per day having multiple-process demands most greatly benefit from a coping machine in 12-24 months in reduced rework, measured in labor hours per member. Less-than-major-shops processing fewer than 20 beams per day should work through the capital expenses versus downstream labor reductions calculations for their specific volume and workflow.
⚠️ Common Mistake
Purchasing a high-end robotic coping cell for a shop that processes only 10-15 beams per day. Meanwhile the machine remains underused and the payoff timeframe extends to 4-5 years. Smaller shops would find better use of that capital in a mid-range plasma beam line or passing copes to a service center.
When a Laser Cutter Makes More Sense
Fiber laser technology provides production benefits in shops that require tight tolerances, intricate cut geometries, and low-to-medium thickness material.
Shop dominated by plate processing: If your past research has shown that flat-plate fabrication handles gusset plates, base plates, connection plates, stiffeners, and the like faster, cleaner, and more economically on a laser, than any plasma-based system, then a fiber laser is the solution. Narrower kerf width (0.1 versus 3-6 mm), lower kerf wastage, and optimized nesting software reduces scrap material by 15-20 percent or more.
Blow-hole critical components: Architectural steel, exposed connections, and parts requiring press-fit joinery are more easily fabricated with the tight 0.1 mm tolerances achievable by laser. Reduced downstream grinding labor.
Mixed-material shops: Unlike a dedicated coping machine, a laser can machine carbon steel, stainless steel, aluminum, and copper alloys on the same system-if your shop works with varieties other than structural steel.
High-volume, heavy-duty plate work processing: Proprietary laser cutting technologies move through 5-10 meters per minute on thin stock for many times the volume per hour than an equivalent plasma machine. For busy shops running multiple shifts, a throughput advantage provides quantifiable return on investment.
Key Takeaway
A laser system should not be considered a substitute in heavy structural fabricating for a coping machine -and vice versa. Many large fabricators operate both side-by-side: a coping machine for structural beams, and a laser for plate-and light tube-material processing. It comes down to which piece of equipment is the current limiting factor.
FAQ — Steel Beam Coping Machine vs Laser Cutter
Q: Can a beam coping machine replace a laser cutter entirely?
View Answer
Short answer: no. Coping machines cope well with structural profiles but cannot compete with laser on a thin flat plate. Shops that only cut heavy beams may get away with only a coping machine—rare in practice though.
Q: What are two disadvantages of laser cutters?
View Answer
They seem to be two key factors to consider. First has to do with thickness limits – fiber laser weld carbon steel accurately to 20-25 mm but significantly reduces its cut quality after that point. Second factor is the high assist gas cost – to run nitrogen at full production a user could use $15,000-$30,000 per month of the gas, an expense that most buyers underestimate when buying.
Q: How thick can a laser cutter handle on structural steel?
View Answer
Typical industrial fiber lasers (6-12 kW) cut MS up to 20-25 mm with tolerable surface quality. Higher power units (40-60 kW) can drill much thicker (60 mm), though speeds and edge quality will plummet. In order to get production quality parts, most fabricators limit fiber laser work to 16-20 mm size_range according to ISO 9013:2017 dimensional tolerances.
Q: Is plasma cutting a better alternative to both?
View Answer
Is the middle ground–a thickness capacity greater than a laser but not as precise as one and a cost on equipment less than either?
If a shop only needs profiling and does not require multi process, a plasma cutting table will suffice. However it does not eliminate the need for other processes like drilling, marking, and beveling that coping machines are capable of; and these tables can’t produce laser quality cuts on lighter material. To learn more about laser vs plasma cutting for steel beams, read our separate comparison.
Q: Can a beam coping machine integrate with my existing setup?
View Answer
Absolutely. Many current day CNC beam coping machines already take the file direct from Tekla Structures, SDS/2, STEP and AutoCAD file formats. The CNC machine is fitted with infeed and out feed rollers and system.
Most installations are part of a 20-30 M roller fed production cell that is enclosed and has a dust extract system and compressed air supplied. The in feed and out feed can be linked back to the manual, auto feed/auto cycle operations. API links back to most of the current MRP and shop management software packages.
Q: What maintenance does each machine require?
View Answer
A good rule of thumb for a plasma is to budget time for 200–300 hours of arc-on consumable changes(electrode, nozzle, shield), 4 times a year robotic arm calibration, conveyor lubrication and dust collection filter changes. Laser cutters require weekly coverage of protective window integrity during high volume use, end-of-shift nozzle scrub, 6 month chiller treatment, and yearly laser source diagnosis from the etching equipment manufacturer. Let either piece of machinery stray from these maintenance schedules and you’ll see a beauty of lost cut quality before much of anything else.
Plasma’s will develop considerable dross accumulation on the cut surface, and laser’s will exhibit increased focal shift and edge taper.
Need Help Choosing the Right Cutting Technology?
We develop both robotic welding systems for structural steel fabrication and fiber laser cutting systems. Your production requirements can be assessed by our engineering department to select the appropriate configuration.
About This Analysis
Since 1991, Zhouxiang has been designing and manufacturing structural steel processing machinery. The data on tolerances, speeds and costs in this comparison is taken from published manufacturer specs, AISC/AWS fabrication standards, and observations at structural steel shops throughout North America and Asia. We produce fiber laser cutting systems, welding automation systems.
Our purpose is to help industry fabricators find the correct cutting systems to meet their real production demand not simply sell cost equipment.
References & Sources
- AISC 360 Section M2.2: Cutting and Finishing Steel — American Institute of Steel Construction
- AWS D1.1/D1.1M:2025 Structural Welding Code — Steel — American Welding Society
- Laser Cutting — Wikipedia
- Laser Cutting vs. Plasma Cutting: A Modern Guide — IPG Photonics
- Comparison of Laser Beam, Oxygen and Plasma Arc Cutting — IOP Conference Series
- Effect of Fiber-Laser Parameters on Cutting Accuracy of S355JR Steel Plates — MDPI Metals Journal


