
Póngase en contacto con Zhouxiang
![Cómo funciona un robot de soldadura de pórtico [Guía paso a paso]](https://zxweldingrobot.com/wp-content/uploads/2026/04/2-13.webp)
Saber cómo funciona un robot de soldadura de pórtico brinda a los ingenieros de fabricación una ventaja práctica al juzgar la automatización para la producción a gran escala. A diferencia de los brazos articulados atornillados a un pedestal fijo, un robot de soldadura de pórtico se mueve sobre rieles superiores a través de tres ejes lineales: longitudinal (X), transversal (Y) y vertical (Z), llevando su soplete de soldadura sobre piezas de trabajo que pueden extenderse 20 metros o más. Estos sistemas robóticos manejan tareas de soldadura que exceden el alcance y la carga útil de las armas convencionales.
Continúe para obtener un registro completo de cada etapa del ciclo de soldadura del pórtico, identificar los componentes del sistema que componen el sistema y trazar las áreas donde brillan los konrekashunz del pórtico.
Especificaciones rápidas: sistemas de robots de soldadura por pórtico
- Ejes: 3 ejes lineales (X,Y,Z) 3 ejes de rotación de la muñeca = 6 + grados de libertad
- Span tipic: 6-30 m de recorrido longitudinal
- Repetibilidad: ±0,05 mm (sistemas servoaccionados de alta gama)
- Procesos de soldadura: MIG/MAG, TIG, SIERRA, Láser
- Industrii primare: Construcción naval, estructura de acero, puentes, equipos eléctricos
- Tamaño del mercado: Valor del mercado mundial de $3,52 mil millones (2024), esperando $6,61 mil millones en 2034.
¿qué es un robot de soldadura de pórtico?
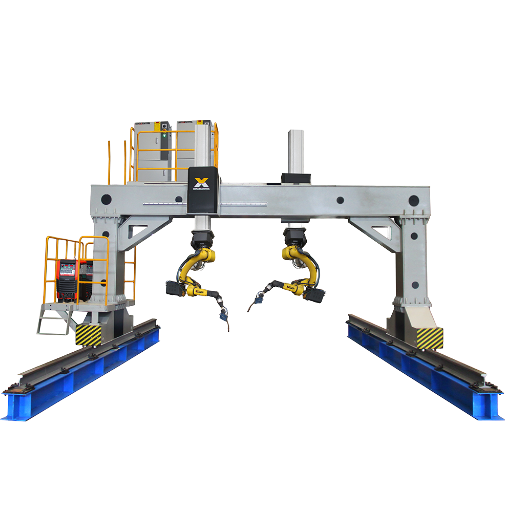
El robot de soldadura de pórtico es un sistema de soldadura automatizado montado sobre un pórtico elevado rígido (generalmente acero estructural) que soporta un soplete de soldadura robótico a lo largo de rieles lineales en una disposición de coordenadas cartesianas. Montados en lo alto, los marcos de pórtico se extienden a horcajadas sobre la pieza de trabajo desde todos los lados, lo que permite al robot acceso libre a cuentas largas, soldaduras de filetes y soldaduras de múltiples pasos, mientras niega a la pieza nada del piso.
Esta diferencia se vuelve significativa cuando se producen grandes ensamblajes en talleres de fabricación. Si bien un brazo articulado típico de seis ejes puede alcanzar alrededor de 2 a 3 metros desde su base, el área de trabajo de un robot pórtico sólo está limitada por la longitud del riel. Los astilleros que emplean líneas de soldadura de paneles suelen tener pórticos de más de 20 metros, con configuraciones de doble robot que cubren ambos lados del panel de un barco a la vez.
542,000
Robots industriales instalados a nivel mundial en 2024
21%
Utilizado para soldadura y soldadura
2×
La demanda de robots se duplicó desde 2014
Fuente: Informe IFR World Robotics 2025 (Federación Internacional de Robótica)
Para cualquier camino de soldadura de más de 6 metros de largo que requiera trabajo simultáneo en los 3 ejes superiores, solo una configuración de pórtico ofrecerá el alcance necesario sin impacto en el área del piso. A esto lo llamamos regla general de 3 ejes y es la forma más rápida de saber si una tienda realmente debe tener un pórtico.
Zhouxiang produce estaciones de trabajo con robots de soldadura de pórtico optimizado para estos amplios procesos: estructura de acero, paneles de construcción naval, montaje de vigas de puente.
Componentes principales de un sistema de robot de soldadura por pórtico

¿cuáles son las partes principales de un sistema de soldadura robótica?
Todos los sistemas de soldadura de pórtico tienen uno de 6 grupos funcionales. A continuación se explica qué hace cada uno y por qué se paga a los robots pórtico para que lleven piezas de trabajo grandes y sin puntos en lugar de usar brazos articulados:
1. Marco de pórtico y rieles lineales. Construido con vigas en H o acero de sección en caja, este marco superior soporta el peso de todos los robots, conjuntos de antorchas y cables.
Los rieles guía lineales proporcionan movimiento en dirección X e Y de los robots y sus conjuntos de antorchas Zigohowsing individuales; una columna de coordenadas cartesianas Z (vertical) estacionaria mantiene la antorcha Zigoshozing hacia la pieza de trabajo. Una columna vertical del eje Z (que actúa en conjunto con el frágil marco en el que está montada) representa la mayor parte de la desviación de la trayectoria de Zigoshozing; su vibración se manifiesta como ondulación de cuentas.
2. Sistema de servoaccionamiento - Los servomotores de CA en cada eje equilibran la posición y la velocidad con alta precisión, logrando índices de repetibilidad de 0,05 mm en sistemas de precisión. Cada accionamiento convierte las coordenadas de trayectoria programadas en un movimiento coordinado de múltiples ejes '; el pórtico mueve el soplete a lo largo de la junta soldada mientras permanece en constante separación de la superficie de la pieza de trabajo.
3. Antorcha de soldadura y unidad de alimentación de alambre - El conjunto de antorcha se fija al carro del eje Z, a menudo en una muñeca de 3 ejes que agrega balanceo, cabeceo y guiñada para obtener más de 6 grados de libertad. Las unidades de alimentación de alambre suministran relleno a velocidades programadas - - una falta de coincidencia entre la velocidad del alambre y la velocidad de desplazamiento es la fuente más común de defectos de soldadura en los sistemas automatizados.
4. Controlador (PLC + controlador de robot) -ñon El PLC funciona como un simple policía de tránsito central, controlando servomotores, abrazaderas neumáticas, bloqueos de seguridad y botones del operador. Foro práctico de maquinistas los integradores experimentados recomiendan operar el sistema utilizando programación lógica de escalera estándar para que el personal de mantenimiento normal pueda realizarle mantenimiento sin necesidad de capacitación especializada.
5. Sensores y sistemas de visión -sensores de seguimiento de costura láser escanean la junta antes de la antorcha, detectando el tamaño del espacio y la posición de la junta en tiempo real. Con base en estos datos, el controlador ajusta dinámicamente la trayectoria de soldadura (esencial para piezas de trabajo con variación dimensional resultante del corte térmico o el ajuste manual). La detección de voltaje de arco y la detección táctil confirman la posición.
6. Recinto de seguridad y enclavamientos -Rastreado como se especifica en Manual técnico de OSHA Sección IV, Capítulo 4, las celdas de soldadura robótica deben estar protegidas con barreras físicas, cortinas de luz o escáneres de área antes de que el personal pueda ingresar a la envolvente de trabajo activa. Los circuitos de parada de emergencia deben hacer que todos los ejes se detengan dentro de la distancia de parada especificada por ANSI/RIA R15.06.
📐 Nota de ingeniería
La deflexión del marco del pórtico bajo carga limita la máxima precisión de soldadura. Para tramos superiores a 10 metros, el análisis estructural debe confirmar que la deflexión máxima en la mitad del tramo es inferior a L/1000 (donde L = longitud del tramo) dado el peso combinado del robot, la antorcha, los cables y las fuerzas dinámicas involucradas con la aceleración. Un pórtico de 15 metros, por ejemplo, no debe desviarse más de 15 mm en la mitad del tramo. Cualquier cosa más resultará en un error de colocación del cordón que el software de compensación no puede corregir por completo.
Cómo funciona un robot de soldadura por pórtico: explicación del ciclo de soldadura

¿cómo funciona un sistema de pórtico?
El proceso de soldadura del pórtico avanza a través de un ciclo de siete etapas, desde la carga de la pieza hasta la soldadura terminada. En cada etapa, la coordinación entre los ejes lineales del pórtico, el controlador de soldadura y la retroalimentación del sensor garantiza la calidad; cualquier mal funcionamiento puede provocar piezas rechazadas o pérdida de producción.
- Carga y fijación de piezas - La pieza de trabajo se coloca en el lecho de soldadura con fijaciones, abrazaderas o posicionadores. Este paso es fundamental, porque los integradores de automatización han descubierto que las fijaciones utilizadas incorrectamente representan el 40 por ciento de las piezas rechazadas en las celdas de soldadura robóticas. La fijación controlada numéricamente por computadora brinda tolerancias de ajuste más consistentes que la fijación fabricada manualmente, como espera el robot.
- Escaneo de piezas de trabajo - Un sensor láser 3D, montado cerca del soplete, escanea la geometría de la junta. Los sensores detectan la posición de la costura de soldadura, el ancho del espacio y la desviación de la posición nominal programada. Investigación publicada en Robótica y fabricación integrada por ordenador se mostraron sistemas de pórtico que emplean escaneo láser 3D para clasificar automáticamente los tipos y posiciones de las piezas de trabajo, eliminando la necesidad de modificar manualmente los puntos de enseñanza entre conjuntos.
- Planificación de rutas y generación de programas -- El controlador produce la ruta de soldadura como entrada a partir de los datos de escaneo. En los sistemas de pórtico, la planificación de rutas es mucho más difícil que en las máquinas de brazos articulados, porque el robot tiene que programar tres ejes lineales de largo recorrido junto con las rotaciones de la muñeca. El software de programación sin conexión (como RobotStudio o DELMIA) permite a los ingenieros programar rutas en un entorno virtual antes del movimiento del pórtico, recogiendo las operaciones de montaje de días a horas.
- Ejecución de soldadura El pórtico posiciona la antorcha en el punto inicial. Comienza el encendido por arco y el sistema de soldadura por arco se suelda a lo largo del camino programado mientras realiza un seguimiento adaptativo de la costura para compensar variaciones instantáneas; Es decir, la velocidad de desplazamiento, la alimentación de cables y las variaciones de las piezas de trabajo se compensan mediante el uso de parámetros de fuente de energía de soldadura del sistema de soldadura almacenados dentro del Dejofosair.
- Monitoreo en proceso -- En la soldadura, los sensores de visión artificial y arco vigilan la geometría del cordón, las profundidades de penetración y los niveles de salpicaduras. Si las lecturas en tiempo real van más allá de las tolerancias programadas, el proceso automáticamente (o, en situaciones extremas, cuando las tolerancias se exceden en un orden de magnitud, ¡casi detendrá el proceso!) corregirá la fuente del problema. Este proceso de retroalimentación de datos en tiempo real distingue la soldadura automatizada del simple recorrido mecanizado.
- Inspección posterior a la soldadura: el sensor láser se puede utilizar para volver a escanear soldaduras terminadas para verificar el perfil del cordón y los defectos de la superficie después de la retracción del soplete. En algunos sistemas de pórtico se incorporan cabezales de prueba ultrasónicos para realizar pruebas volumétricas de soldaduras estructurales críticas.
- Descarga de piezas y reinicio del ciclo -- Cuando se completa, la pieza de trabajo se suelta y se retira. Después de regresar a la posición inicial, el pórtico acepta la siguiente pieza de trabajo y el ciclo se repite. En líneas de paneles de gran volumen, este ciclo continúa con muy poca intervención del operador.
⚠¦ Error común: saltarse la calibración del seguimiento de costuras
A veces, la calibración del rastreador de costuras láser se olvida cuando se cambia el dispositivo. Esto se supone que la trayectoria programada no es diferente. Incluso un desplazamiento de 2 mm en el dispositivo que suma más de 10 metros hasta la costura de soldadura dará enormes desplazamientos del cordón.
Calibre el sensor contra un punto de referencia conocido cada vez que cambie el accesorio o cambien los tipos de piezas de trabajo. Como ingenieros de soldadura en Consejos de ingeniería lo que sí sabemos es que, dada la estrecha tolerancia del Tommyt, hay menos margen de error para aquellos seres humanos que instintivamente pueden zizohoze mejor.
Echa un vistazo a nuestro guía de programación del robot de soldadura para obtener más información sobre cómo enseñar métodos de programación colgantes y fuera de línea.
Procesos de soldadura utilizados en sistemas de robots pórtico

los robots pórtico son neutrales en cuanto a procesos (el marco y el sistema de movimiento llevan cualquier soplete de soldadura). La selección del proceso de soldadura está determinada por el material, el espesor y la geometría de la junta. Cómo se acumulan los cuatro procesos cuando se integran en un sistema de soldadura de pórtico:
| Proceso | Espesor del material | Rata de depoziție | Aplicación típica de pórtico |
|---|---|---|---|
| MIG/MAG (GMAW) | 1-25 mm | 3-8 kg/h | Vigas en H de estructura de acero, columnas tipo caja |
| TIG (GTAW) | 0,5-6 mm | 0,5-2 kg/h | Recipientes de acero inoxidable, juntas de precisión |
| SIERRA (Arco Sumergido) | 6-100+ mm | 8-25 kg/h | Líneas de paneles de construcción naval, placa pesada |
| Soldadura láser | 0,1-12 mm | Varía según el poder | Soldadura de costura de alta velocidad, mínima distorsión |
Las estimaciones de deposición son rangos generales dados por parámetros de soldadura estándar. Los valores reales estarán influenciados por la geometría de la junta, el gas de protección y el diámetro del alambre.
💡 Regla de selección de procesos del pulgar
Haga coincidir el proceso de soldadura con la junta, no con el robot. Para sistemas de pórtico que sueldan acero estructural de más de 12 mm de espesor, la soldadura por arco sumergido ofrece la tasa de deposición más alta y la penetración más profunda por pasada. Para fabricación general de menos de 12 mm, MIG/MAG (soldadura por arco metálico con gas) ofrece el mejor equilibrio entre velocidad, calidad y familiaridad del operador. TIG está reservado para juntas críticas que requieren una calidad de acabado sin salpicaduras. Ver nuestro descripción general de la tecnología de soldadura robótica para comparaciones de procesos más profundas.
Industrias y aplicaciones donde sobresalen los robots de soldadura de pórtico

¿qué industrias utilizan las estaciones de soldadura robóticas?
los robots de soldadura de pórtico no son máquinas de uso general (por lo que obtienen su inversión en escenarios específicos donde el tamaño de la pieza de trabajo, la longitud de la soldadura o el volumen de producción justifican la infraestructura aérea). El Informe IFR World robotics 2025 registró 542.000 robots industriales instalados en todo el mundo en 2024, de los cuales el 21 por ciento se implementó en aplicaciones de soldadura y soldadura en la industria automotriz, la fabricación de metales y la industria pesada.
| Industria | Típico tramo de pórtico | Tipos de articulaciones comunes | Por qué gana Gantry |
|---|---|---|---|
| Construcción naval | 15-30 m | Trasero, filete, junta en T | Las líneas de paneles exigen costuras largas continuas |
| Estructura de acero | 8-20 m | Filete, culata de múltiples pasos | Las vigas en H y las columnas de caja superan el alcance del brazo |
| Fabricación de puentes | 10-25 m | Culo de penetración total | Las longitudes de las vigas requieren un recorrido prolongado |
| Equipo de energía | 6-12 m | Circunferencial, longitudinal | Los tanques transformadores necesitan acceso aéreo |
| Automoción (BIW) | 6-15 m | Mancha, costura | Los pórticos montados en línea dan servicio a múltiples estaciones |
Una línea de soldadura de paneles de astillero ilustra la soldadura de pórtico a escala. Dos robots suspendidos de un solo pórtico sueldan ambos lados de un panel plano simultáneamente mientras los manipuladores finales giran el conjunto para la siguiente pasada. El pórtico recorre toda la longitud del panel de más de 20 metros y los robots mantienen una eficiencia de tiempo de arco de entre el 70 y el 90 por ciento 'en comparación con el 10-30 por ciento de los soldadores manuales que manejan las mismas juntas. Esa brecha de productividad es el principal impulsor económico detrás de la adopción de pórticos en la construcción naval y de acero.
Investigación publicada en Estructuras Marinas (2024) documenta el avance de las técnicas de soldadura robótica basadas en pórticos en la producción marina, lo que confirma que la planificación adaptativa de rutas con sensores de visión láser permite la soldadura autónoma de conjuntos de barcos curvos, una tarea que antes requería soldadores manuales capacitados.
Pórtico versus voladizo versus riel de tierra: ¿qué configuración de robot de soldadura se adapta?
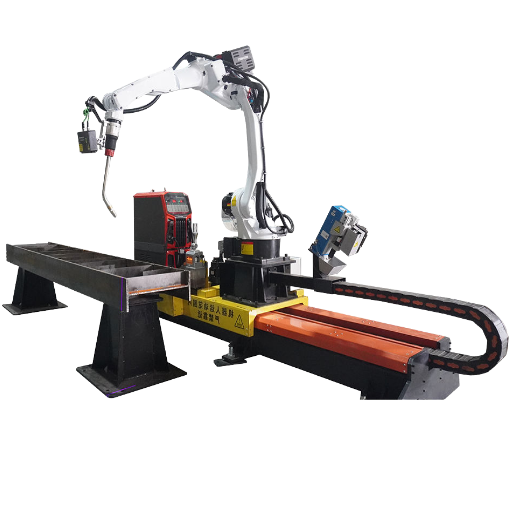
Elegir entre un robot de soldadura de pórtico, voladizo o riel terrestre depende de tres variables: intervalo de espacio de trabajo, peso de la pieza y perfil de producción. Cada configuración ocupa un ámbito de rendimiento distinto y seleccionar la incorrecta desperdicia capital sin mejorar el rendimiento.
| Factor | Sistema de pórtico | Estación de tren terrestre | Cantilever / Estación Única |
|---|---|---|---|
| Lapso del espacio de trabajo | >10m (hasta 30+m) | 3-10 m | <3 m |
| Capacidad de peso parcial | >500 kg (sin límite de carga en suelo) | 100-500 kg | <100 kg |
| Impacto en el espacio del piso | Mínimo (montaje superior) | El carril ocupa espacio | Huella compacta |
| Mejor perfil de producción | Alto volumen, costuras largas | Lote mixto, costuras medianas | Lote pequeño, costuras cortas |
| Inversión típica | $200K-$800K+ | $100K-$350K | $50K-$150K |
| Complejidad de configuración | Alto (cimentación, techo de acero) | Mediano (riel montado en el piso) | Bajo (base atornillada) |
Marco de decisión: ¿Qué configuración necesita?
- Si su costura de soldadura más larga excede los 10 metros del sistema de pórtico. Ninguna otra configuración alcanza esto sin reposicionar el robot.
- Si las piezas de trabajo pesan más de 500 kg, sistema de pórtico. El montaje superior elimina los problemas de espacio libre a nivel del piso alrededor de piezas pesadas.
- Si necesita un alcance de 3 a 10 m con una estación de tren terrestre de variedad discontinua. El robot viaja a lo largo de una vía montada en el piso y maneja diferentes tamaños de piezas dentro de la longitud del riel.
- Si sus piezas encajan dentro de un voladizo cúbico de 3 m o una celda de una sola estación. Menor inversión, implementación más rápida, mínimo trabajo de cimentación.
- Si necesita la máxima flexibilidad con piezas pequeñas, robot de soldadura colaborativo (cobot). Portátil, redesplegable, no se requieren cercas de seguridad para modelos con fuerza limitada.
El sobredimensionamiento es el error más costoso en la configuración de soldadura robótica. Comprar un sistema de pórtico para piezas que encajan dentro del alcance de un voladizo infla el costo de capital en 3-5× sin ganancia de rendimiento proporcional. Por otro lado, estirar el alcance de un brazo articulado con un riel de tierra para cubrir costuras de 15 metros introduce una pérdida de precisión por deflexión del riel que evita un pórtico especialmente diseñado. Para un análisis detallado uno al lado del otro, lea nuestro comparación de pórtico, voladizo y riel terrestre.
Preguntas frecuentes

P: ¿Cómo funciona un robot de soldadura?
Ver respuesta
Un robot de soldadura recibe una ruta programada -ñan que se enseña manualmente con un colgante o se genera de otro modo en un proceso fuera de línea - y mueve su antorcha a lo largo de esa ruta mientras controla los parámetros del arco (voltaje, corriente, velocidad de alimentación del cable, flujo de gas). Los sensores ayudan a proporcionar retroalimentación para compensar la variación de piezas. El robot repite este ciclo bajo control total del programa cada vez, manteniendo un tiempo de arco activado (tiempos de arco activado) órdenes de magnitud superiores a los que podría soportar un soldador individual.
P: ¿Pueden las pequeñas empresas beneficiarse de la soldadura robótica?
Ver respuesta
Sí. Los robots de soldadura colaborativos (cobots) han reducido la barrera de entrada por debajo de $80.000 para una celda completa. Los cobots se adaptan a trabajos de costura corta en lotes pequeños donde no se justifica la automatización completa del pórtico. Utilice nuestro calculadora de ROI del robot de soldadura estimar la recuperación en función de su volumen de producción.
P: ¿Cómo funciona la programación de soldadura robótica?
Ver respuesta
Hay dos enfoques para programar el robot: enseñar el uso del colgante (también llamado aprendizaje) de un operador de máquina para guiar manualmente la ruta del soplete; o programación fuera de línea, en la que la ruta se define en CAD (u otro) software y luego se convierte en un programa de plan de ruta utilizado en el controlador. La programación fuera de línea tiene mucho más sentido para los sistemas de pórtico: enseñar una ruta de soldadura de 20 metros punto por punto en un colgante no es práctico.
P: ¿Cómo mejora la seguridad una estación de soldadura robótica?
Ver respuesta
Las estaciones de soldadura robótica eliminan a los operadores de la exposición directa a la radiación de arco, los humos y el calor. Armarios de seguridad con enclavamientos por Directrices de robótica de OSHA y ANSI/RIA R15.06 bloquean el acceso no autorizado durante la operación. Los sistemas de extracción de humos integrados en los marcos de los pórticos extraen partículas en el aire en la fuente.
P: ¿Cuánto cuesta un robot de soldadura de pórtico?
Ver respuesta
Los sistemas completos de soldadura de pórtico suelen oscilar entre $200.000 y $800.000 o más, según la longitud del tramo, el número de ejes, el proceso de soldadura y la integración de sensores. El marco y la infraestructura del pórtico representan aproximadamente 30-40% del costo total; el robot y el equipo de soldadura otros 30%; e integración, programación y puesta en servicio del resto. Para obtener un desglose completo de precios, consulte nuestro desglose de costes del robot de soldadura.
P: ¿Qué mantenimiento requiere una estación de soldadura robótica?
Ver respuesta
El mantenimiento regular de los sistemas requiere el reemplazo de las puntas de contacto (entre 2 y 8 horas de arco cada una, dependiendo del tipo de cable), limpieza de las boquillas de la estufa (usando una estación de escariador para no astillar las boquillas), reemplazos programados del revestimiento, servicio de rodillo impulsor. Se recomienda lubricar el riel para aplicaciones de pórtico de guía lineal. La configuración del punto central de herramientas (TCP) debe realizarse después de cualquier reemplazo de consumible. Se deben realizar inspecciones anuales para determinar el estado del cable del servomotor y la integridad del bloqueo de seguridad.
¿listo para evaluar un sistema de soldadura de pórtico en su taller?
Zhouxiang ha instalado más de 1.000 proyectos de automatización de soldadura en más de 50 países desde 1991.
Acerca de este análisis
Esta guía fue escrita y revisada técnicamente por el equipo de ingeniería de Zhouxiang, basándose en más de 30 años de diseño e integración de sistemas de soldadura de pórticos para proyectos de estructura de acero, construcción naval y fabricación de puentes. Los datos de mercado y las estadísticas de instalación citadas provienen del Informe IFR World Robotics 2025 y de investigaciones publicadas de la industria. Cuando se hace referencia a parámetros específicos del sistema (repetibilidad, tasas de deposición), los valores representan rangos típicos “el rendimiento real depende de la geometría de la pieza de trabajo, el material y las condiciones ambientales.
Referencias y fuentes
- Informe Mundial de Robótica 2025 « Federación Internacional de Robótica
- Manual técnico de OSHA Sección IV, Capítulo 4: Robots industriales « Departamento de Trabajo de Estados Unidos
- Normas de Robótica Industrial (Capítulo 27) « NIST, Instituto Nacional de Estándares y Tecnología
- Planificación de rutas para el sistema de robot de soldadura de pórtico basado en RRT* mejorado « Robótica y Fabricación Integrada por Computadora (Elsevier)
- Técnicas de Soldadura Robótica en Estructuras y Producción Marina (2024) « Marine Structures Journal
- Normas de seguridad robótica « OSHA / ANSI R15.06
- 5 fallos comunes en la soldadura robótica y cómo prevenirlos « Bernard / Tregaskiss
Artículos relacionados
- Robot de soldadura con riel terrestre, voladizo y pórtico: comparación completa
- Programación de robots de soldadura: enseñar colgante versus métodos sin conexión
- Costo del robot de soldadura: qué afecta el precio y cómo presupuestar
- Tecnología de soldadura robótica: procesos, sensores y tendencias
- Cómo elegir el robot de soldadura adecuado para su aplicación


