
Get in Touch with Zhouxiang
Walk into any structural steel fabricator shop today, and you’ll hear the same debate: laser cut or plasma cut the H beams?
Each cutting technology has its own set of advantages and drawbacks that enable it to successfully bevel a web, cut through a column, and drill holes in a flange. However, they deliver these cuts very differently, at different cost levels, and with very different edge quality. This guide separates the hype from the reality by providing true tolerance data, total cost of ownership figures, and a methodology designed specifically to come to a decision about H beam and other structural steel jobs.
Laser vs. Plasma Cutting for H Beams: At a Glance
Before we get into the specifics of the individual dimensions this is the overview of what the fabricator directly requires. This chart covers the measurements that matter most when fabricating steel beams, W sections, and structural steel shapes. In comparing the two cutting technologies: plasma cutting uses a high-temperature arc whereas laser cutting uses a focused light beam—both cutters can cut conductive metals, though each is capable of cutting different thickness ranges at different tolerances.
| Criterion | Fiber Laser Cutting | Plasma Cutting |
|---|---|---|
| Dimensional Tolerance | ±0.10 mm (ISO 9013 Range 1–2) | ±0.5–0.6 mm (ISO 9013 Range 2–4) |
| HAZ Width | 0.1–0.5 mm | 0.5–2.3 mm |
| Practical Max Thickness (flange) | 20–25 mm (6–15 kW); 50+ mm (30 kW+) | 50–160 mm (system-dependent) |
| Cut Surface Roughness (Ra) | ~13.7 µm (≤12 mm) | ~26.6 µm typical |
| Kerf Width | 0.1–1.0 mm | 1.5–5 mm |
| Operating Cost/Month (full production) | ~$20,000 (40 kW system) | ~$20,000 (300 A system) |
| Linear Output/Month | ~38,000 m (40 kW) | ~19,000 m (300 A) |
| Capital Investment | $250,000–$600,000+ (structural system) | $175,000–$225,000 (XPR300 complete) |
| Payback Period (typical) | ~5 years | ~2 years or less |
| Mill Scale / Rust Tolerance | Requires clean, scale-free surface | Cuts through mill scale, rust, coatings |
| AISC 360-22 Compliance | Yes (both methods explicitly permitted) | Yes (both methods explicitly permitted) |
Fontes dos dados: Descrição geral do Hypertherm XPR300; A guia dos laser a plasma IPG Photonics; AISC 360-22 seção M2.
Cut Accuracy & Tolerances: How Precise Is Each Method on Structural Steel?

In a real-world setting, there is no such thing as dimensional tolerance as an abstraction. When your shop team is drilling bolt holes through an H-beam web, or marking out weld prep bevels on a column flange, dimensional tolerance means the difference between a connection that fits together in the field-or needs to be re-fabbed. ISO 9013:2017 – the standard governing thermal cutting geometry/quality tolerances- offers the best apples-to-apples benchmark at this point in the game for comparing plasma vs. laser cutting results.
| Metric | Fiber Laser Cutter | HD Plasma Cutter (XPR300) | Standard Plasma |
|---|---|---|---|
| ISO 9013 Quality Range | Range 1–2 | Range 2–3 | Range 3–5 |
| Dimensional Tolerance (10–35 mm) | ±0.10 mm | ±0.2–0.5 mm | ±0.6 mm+ |
| Positional Accuracy | ±0.05 mm | ±0.2–0.4 mm | ±0.5–1.0 mm |
| Heat-Affected Zone | 0.1–0.5 mm | 0.5–1.5 mm | 1.0–2.3 mm |
| Kerf Width | 0.1–1.0 mm | 1.5–3 mm | 2–5 mm |
The HAZ difference is important from a microstructure perspective. A 2021 paper published in the Journal of Physics (IOP Science) that compared laser beam, oxygen, and plasma arc cutting on structural steel specimens quantified surface roughness Ra as 13.7 m for laser versus 26.6 m for plasma arc- laser edges were almost twice as smooth. On high-strength grades like S355 or S460, plasma cutting can induce HAZ hardness peaks up to around 850 HV subsurface, impacting edge ductility and notch toughness resistance in fatigue loaded connections—whereas laser cutting keeps HAZ below 0.5 mm even at full production speed.
💡 Pro Tip
In the case of bolt holes in structural steel, AISC 360-22 allows if the cut was provided by thermal cutting (plasma, laser or gas plasma) any hole in the usual steel construction provided roughness is lower or equals to 1,000 in (25 m) and gouge depth is lower than 1/16 in. (2 mm). Laser and plasma cutting can accomplish that with an appropriated installation.
Material Thickness: What H-Beam Dimensions Each Technology Handles
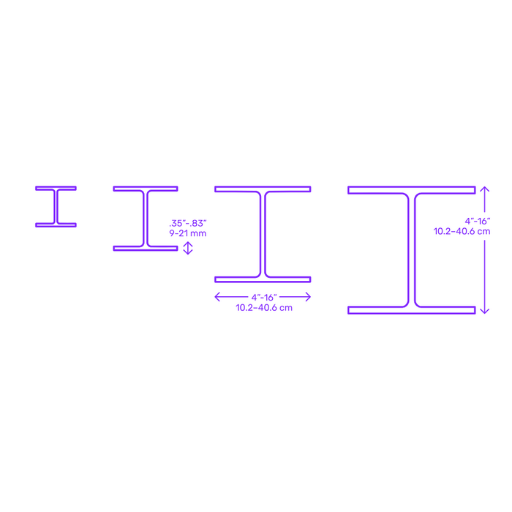
The ability to cut thick structural sections varies most compared to flat sheet work. Typical structural wide-flange sections (the W8 W14 series seen in most commericalconstruction) have flange thicknesses in the rangeof approximately 8mm for the smaller sections up to 55+mm for the heavy W 14 columns. Mid-power fiber laser systems have no problem at the bottom end of the range.
For the heavy structural sections, the formulas are different.
| System | Practical Max (Carbon Steel) | Quality Threshold | H-Beam Coverage |
|---|---|---|---|
| Fiber Laser 6–10 kW | 20–25 mm | Best quality ≤12–16 mm | Light–medium sections (W8–W12 light) |
| Fiber Laser 15–20 kW | 40–50 mm | Good quality ≤25–30 mm | Medium sections (most W10–W14 medium) |
| Fiber Laser 30–60 kW | 80–200 mm | Production quality ≤50–80 mm | Heavy sections, high capital cost |
| Plasma HD (XPR300) | 50 mm | X-Definition quality throughout | Medium–heavy sections |
| Plasma HPR800XD | 160 mm | Production quality ≤100 mm | All structural sections including heavy W14 |
A very well published crossover has emerged in the cutting industry: laser fiber cut quality above 12-16 mm thick declines as rougher surface finish, more dross, and more work to clean edges. Under that level, laser cutting offers cleaner cut product—with tighter dimensional control—compared to plasma cutters. Above that level of thickness, the HD plasma cutting begins to narrow the quality gap while remaining the cheapest cut system on thicker material.
⚠️ Important
Fiber laser cut quality is heavily dependent on clean, surface scale free, rust free sheet for consistent cut quality. According to the AWS Welding Digest (May 2024), stock must be bead blasted or chemically cleaned before structural beam mill delivery for best long term fiber quality. Shops that use plasma cutting can cut any metallic surface—whether coated or contaminated with mill scale, rust, or paint.
Fabricators who use laser cutting for detailed coping, hole templates, and bevel profiling—and use plasma cutting for heavy-section throughput—find this split approach ideal for cutting high-volume structural steel programs efficiently.
Cut Quality & Edge Finish: Which Leaves Better Weld Preparation?

Depending on the grade of structural steel and the shape of the cut part, the cut finish is not finished until the edge-to-weld ratio is finished- the grind cost must be included in the wall line where the plasma cut column is priced in your estimates. Those economic calculations quickly become important when choosing between fiber laser and HD oxygen plasma for thick steel structure flange, web and detail cutting.
What Makes the Difference: HAZ and Nitrogen Contamination
HD (oxygen) plasma creates nitrogen implanted islands and grain boundary nitride streaks on cut edges, which can cause weld porosity when those edges are welded with FCAW or SMAW. Modern X-Definition plasma systems greatly reduce or eliminate the Hazard4 of welding through those streaks, and offer a claimed edge quality that “absolutely minimizes or totally eliminates secondary processing” – sandblasting, grinding, etc. on sections over 1/4″ thick, as per Hypertherm party sales and trouble shooting guidelines for cut edge quality. The plasma torch gas mixture, nozzle configuration, and steel grade all determine edge criticality.
- laser cut edges: Ra22lnm, HAZ 0.1-0.5 mm, kerf 0.1-1 mm (-16 mm one pass cut) shop ready
- HD plasma (O2): Ra 34nlm, HAZ. 0.7-3.0 mm, kerf 1.5-6 mm- secondary edge grinding may be needed in critical weld zones
- laser scribing replaces chalk lines and soap stone with accurate, permanent markings- a one step process
- CNC plasma cutting with computer-controlled torch path on thick web, flange, and weld prep cuts in unsensitized 3–25 mm steel delivers the throughput needed where secondary edge grinding is an economical step in the finished structure’s total cost
Common Mistake: The Hidden Grinding Cost
Perhaps less considered on paper but more costly down the line, shops that make the switch from laser to plasma to reduce capital equipment costs often fail to account for the delay labor costs of plasma coping, slotting and web cutouts which must be ground to AWS D1.1 weld prep standards. This secondary operation can cost 15-30 minutes per beam joint in direct shop hours- an amortized cost not accounted for in the asset line of the cost comparison, but it is a reality of the plasma and laser cutting cost comparison hidden in the direct labor hours line.
Operating Cost & ROI: Total Cost of Ownership for H-Beam Shops

The cost of a laser system is a long dimensional difference from the cost of a plasma system, the change in operating costs in the same dimensional figure is often less, and the annual output difference in dimension is often more!
3–4×
More Expensive
Laser vs. Plasma (Capital)
Laser vs. Plasma (Capital)
2×
More Linear Output
Laser at Same Monthly Cost
Laser at Same Monthly Cost
~2 yr
Typical Plasma
Payback Period
Payback Period
~5 yr
Typical Laser
Payback Period
Payback Period
As shown in the IPG Photonics laser vs. plasma comparison, a 40 kW fiber laser system and a 300 A plasma cutting system both operate roughly $20,000 per month at 100% shop utilization. The difference is the laser system cuts about 38,000 meters per month vs. roughly 19,000 meters for the plasma system—that is, once you are over the higher capital investment hurdle, laser cutting at 100% shop utilization doubles throughput compared to plasma cutters, for an equivalent monthly spend.
| Cost Factor | Fiber Laser System | HD Plasma System |
|---|---|---|
| Capital investment (structural) | $250,000–$600,000+ | $175,000–$225,000 (XPR300 complete) |
| Consumable cost per hour | Low (lens/nozzle: months of life) | Higher (electrode/nozzle: 1–2 hr arc-on life; ~$24–$27 each) |
| Power draw (total system) | ~45–75 kW (15–20 kW laser) | ~50–103 kW (170–300 A system) |
| Monthly operating cost (full production) | ~$20,000 (40 kW) | ~$20,000 (300 A) |
| Secondary grinding cost | Low (laser edges typically weld-ready) | Variable (depends on material, gas, edge criticality) |
| Typical payback period | ~5 years | ~2 years or less |
Capital and operating cost comparison: Hypertherm XPR300 vs. Fiber Laser; IPG Photonics; Hypertherm Operating Cost
💡 TCO Framework
To accurately compare the cost of ownership of your H-beam cutting system, consider including the following costs: machine capital + installation, consumable cost per cut, power cost according to your local rate, grinding labor (if needed), pre-cleaning cost (laser) and capacity value at your shop’s loaded hourly rate. Higher-volume shops that process over 300 beams per week at production rates often find the laser system can offer a shorter payback period than the industry average of 5 years.
Which Should You Choose? A Decision Framework for H-Beam Fabricators
The fact is that laser and plasma cutting equipment meet at different points of the structure of fabrication business; and which is best for your shop depends on your section weights, volume, quality thresholds and capital situation. Here is how to think about laser systems versus plasma cutting systems based on what actually determines which system makes sense for structure fabrication:
| Your Situation | Choose Laser Cutting | Choose Plasma Cutting |
|---|---|---|
| Flange thickness | Primarily ≤20 mm (mid-power systems) | Consistently >20 mm or mixed heavy sections |
| Weld prep requirement | Tight weld tolerances, no-grind requirement | Standard structural welds; grinding acceptable |
| Capital budget | Can support $250,000–$600,000+ system cost | Prefer $175,000–$225,000 entry point—lower cost compared to laser systems, faster payback |
| Material condition | Clean, pre-blasted or scale-free beams | Mill-delivered beams with scale, rust, or paint |
| Output priority | Maximum throughput, 2× output vs. same-cost plasma | Faster return on investment, lower entry cost |
| Additional functions | Layout scribing, marking, bevel profiling in one pass | Heavy coping, high-amperage bevel cutting, scale tolerance |
It is interesting to note that the structure fabrication industry’s largest installed base in H-beam processing equipment remains robotic plasma cutting systems such as PythonX and BeamCut. According to Lincoln Electric, Anderson Steel made the transition from simply growing from 40 beams per day to over 100 beams per day after installing a PythonX plasma robot—representing more than 150% production increase—and scaled to take on 1,500-ton projects where previously the shop processed 50-100-ton projects. That example demonstrates the kind of production unlocked with plasma cutting methods, can accomplish on the output side of the ledger.
💡 For Hybrid Shops
Many medium-sized structure fabricators operate plasma cutting to process heavy sections and high-volume coping and have a dedicated medium power laser cutting machine for light sections, hole templates and detailed parts requiring tight tolerance. That split workflow allows each cutting system to function where it performs best—a convenient set-up when set up capital is available for two systems.
About This Comparison
After more than a decade working to engineer H-beam laser cutting systems for structure fabricators, Zhouxiang has encountered both sides of the comparison process in daily practice. This comparison review draws on published industry data from AISC, AWS, Hypertherm and IPG Photonics, not our own claims, because a true fabricator decision involves driving factors that can be checked against verifiable numbers. If your shop is considering capacity sizing to support H-beam processing, know that the thickness capability and weld prep needs of your job mix told you more than a generic comparison.
Frequently Asked Questions
Q: Is laser cutting better than plasma for cutting H beams?
Answer ▾
For flanges ≤20 mm, laser wins on precision (±0.10 mm vs. ±0.5 mm), HAZ width (0.1–0.5 mm vs. 0.5–2.3 mm), and edge cleanliness—typically no pre-weld grinding. Above 25 mm, high-definition plasma remains the dominant H-beam production method globally.
Q: How thick of steel can a plasma cutter cut through?
Show ▾
Industrial plasma cutting systems range broadly by amperage. To cut structural steel at 25 mm and up with quality cuts, the Hypertherm XPR300 (300 A) is a capable system, with performance up to 50 mm. X-Definition quality cuts are available up to 50 mm with high-definition Hypertherm 300 A systems. The HPR800XD plasma system, at full amperage, can cut structural steel up to 160 mm with severe cuts above that. Typical structural steel fabrication quality (per AWS D1.1) is specified at 25-50 mm on carbon steel. For practical H-beam flange cutting, most high-definition plasma systems will cover the entire range of desired structural steel heavy sections (W8 through W14 heavy).
Q: What is the difference between laser and plasma cutting?
Details ▾
Laser cutting uses a convergent light beam amplified through a fiber feed to the cutting head; and plasma cutting (a focused gas jet heating the material and a blower blowing it away) can give a similar range of tolerances. Unlike plasma, laser cutting can precision cut holes and cut tight corners to 0.10 mm tolerances, producing a very small “kerf” (width of the cut) . At 20,000+ °C working temperature, the plasma arc can reach similar precision levels (with modern high-definition systems) but requires clean, scale-free metal for quality cuts, and encounters higher capital costs at slower payback ratios than laser cutters.
Q: Does plasma cutting produce clean edges for welding on structural steel?
Answer ▾
Edge quality depends on your plasma technology, gas selection, and material condition. Modern high-definition plasma systems—such as the Hypertherm XPR300 running oxygen—can produce cut edges that meet AWS C4.1-77 Sample 3 (Ra ≤25 µm), making them weld-ready on 6 mm and heavier carbon steel without grinding. Older conventional plasma systems, particularly those running nitrogen, frequently produce dross, notching, and surface oxides that require grinding before any structural weld can pass AWS D1.1 inspection. On structural H-beam flanges 12–20 mm thick, the difference between a high-definition plasma edge and a conventional plasma edge can add 15–30 seconds of grinding time per cut—a cost that compounds rapidly across a high-volume job. Fiber laser, by contrast, consistently delivers Ra ≤12.5 µm on mild steel up to 20 mm, placing it firmly in the no-grind zone across the full range of light-to-medium structural sections.
Q: Is a plasma cutting machine cheaper to operate than a laser cutter?
Show ▾
Monthly operating cost of a 300 A high-definition plasma system versus a 40 kW fiber laser tube costs roughly the same: to operate the system to maximum capacity costs a little bit less than $20,000/month. The plasma system has a significantly lower initial capital investment (~3-4 times less expensive) with a shorter payback period (~2 years compared to ~5 years for a laser), but the system has a significantly higher hourly wear part cost (electrode and nozzle sets last only 1-2 hours of arc time compared to laser-optic lifetimes of months). With higher initial capital investment but minimal wear part expense, laser is very cost-efficient in fabricating H-beams by comparing cost per meter cut, laser operation produces roughly twice the output at the same monthly operating cost.
Q: Can fiber laser cutting machines process full H-beam structural profiles?
Details ▾
Yes, certain instances. Production fiber laser cutting system with 3-D rotary chuck system specifically for structural profiles alone could handle H beams, I beams, channel steel, angle steel and box sections in a single load cycle performing coping, hole drilling, web cutouts, bevel cuts and scribing all in one go. When section flanges are within the laser power market for fiber laser systems, usually a 6-15 kW unit, 20-25 mm, it is usually easier to use a fiber laser choice than an alternative plasma method if 3D processing is required.
Higher power systems can handle up to 50+ mm.
Spec an H-Beam Laser Cutting System for Your Shop
Zhouxiang engineers H-beam and structural profile laser cutting machines for fabricators that cut 8 mm to 50+ mm sections. Contact us today about the right cutting system for your section mix and volume.
References & Sources
- ISO 9013:2017 — Thermal Cutting: Classification and Geometrical Quality Tolerances — International Organization for Standardization
- AISC 360-22 Section M2 — Cutting and Finishing Steel FAQ — American Institute of Steel Construction
- American institute of steel construction AISC FAQ 2.4—bolt holes Methods of placing bolt holes production13.5 1. The 45º rollers 13.5 2. Grid rule 13.6 3.Diamask 13.9 4. Profiling 13.13 5. Firecuttting 14.2.13 There are different shop methods for placing bolt holes.Production is illustrated in the figure 13.4.
- Fiber Laser Cutting vs. Plasma Cutting in Metal Fabrication (May 2024) — AWS Welding Digest
- XPR300: A Viable Alternative to Fiber Laser Cutting — Hypertherm
- Operational Costs of Automated Plasma Cutting — Hypertherm
- Laser Cutting vs. Plasma Cutting: A Modern Guide — IPG Photonics
- The comparison of laserbeam, oxygen and plasma arc cutting- Journal of Physics- Conference Series, IOP Science, 2021
- Examine the microstructure of structural steel after thermal cutting (2016) – ScienceDirect / Journal of Physics: Conference Series
- Anderson Steel: PythonX Technology Case Study — Lincoln Electric


